
Simulation Analysis and Process Evaluation of Cooling Hole Forming Precision in Mask Assisted Electrochemical Machining Based on GH4169


Abstract
:1. Introduction
2. Modeling of Electrochemical Machining of Cooling Holes and Process Evaluation Index
2.1. Mathematical Model of Anodic Dissolution in Electrochemical Machining
2.2. Evaluation Index of Electrolytic Machining Cooling Hole Process
2.3. Establishment of Simulation Model of Cool Hole in ECM
3. Simulation Analysis
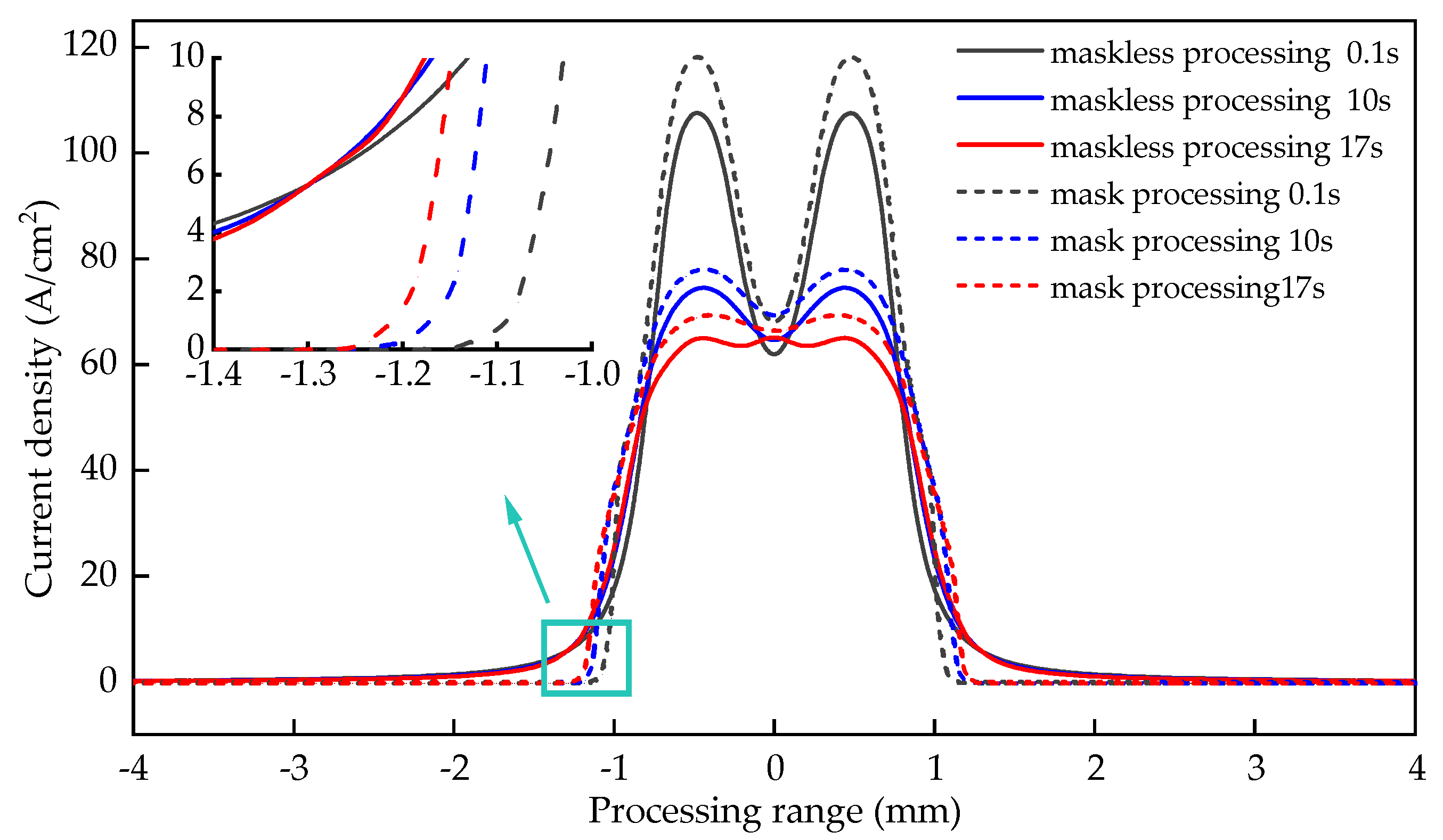
3.1. Analysis of Dynamic Forming Process of Cooling Hole
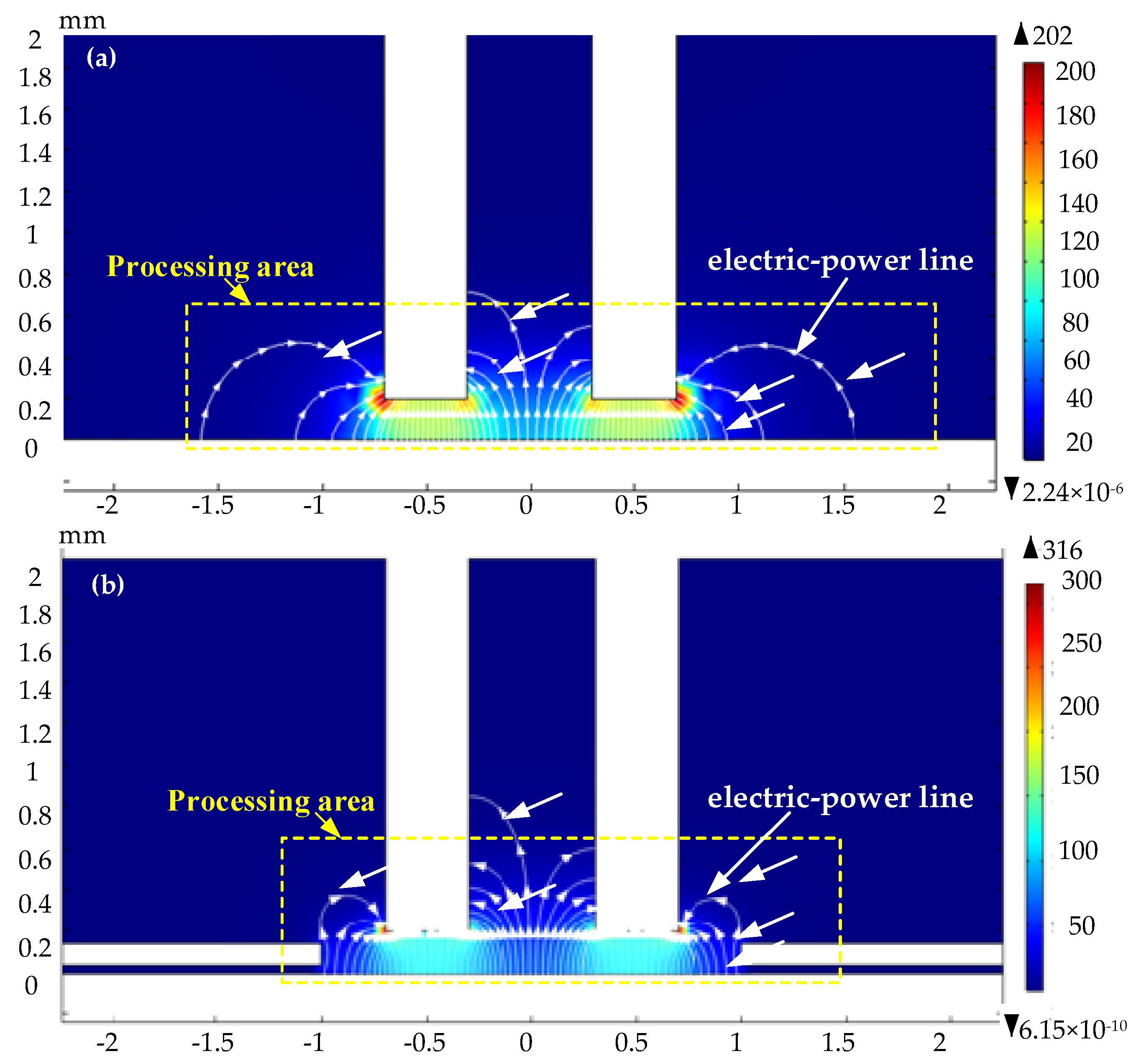
3.2. Simulation Analysis of Electric Field Distribution
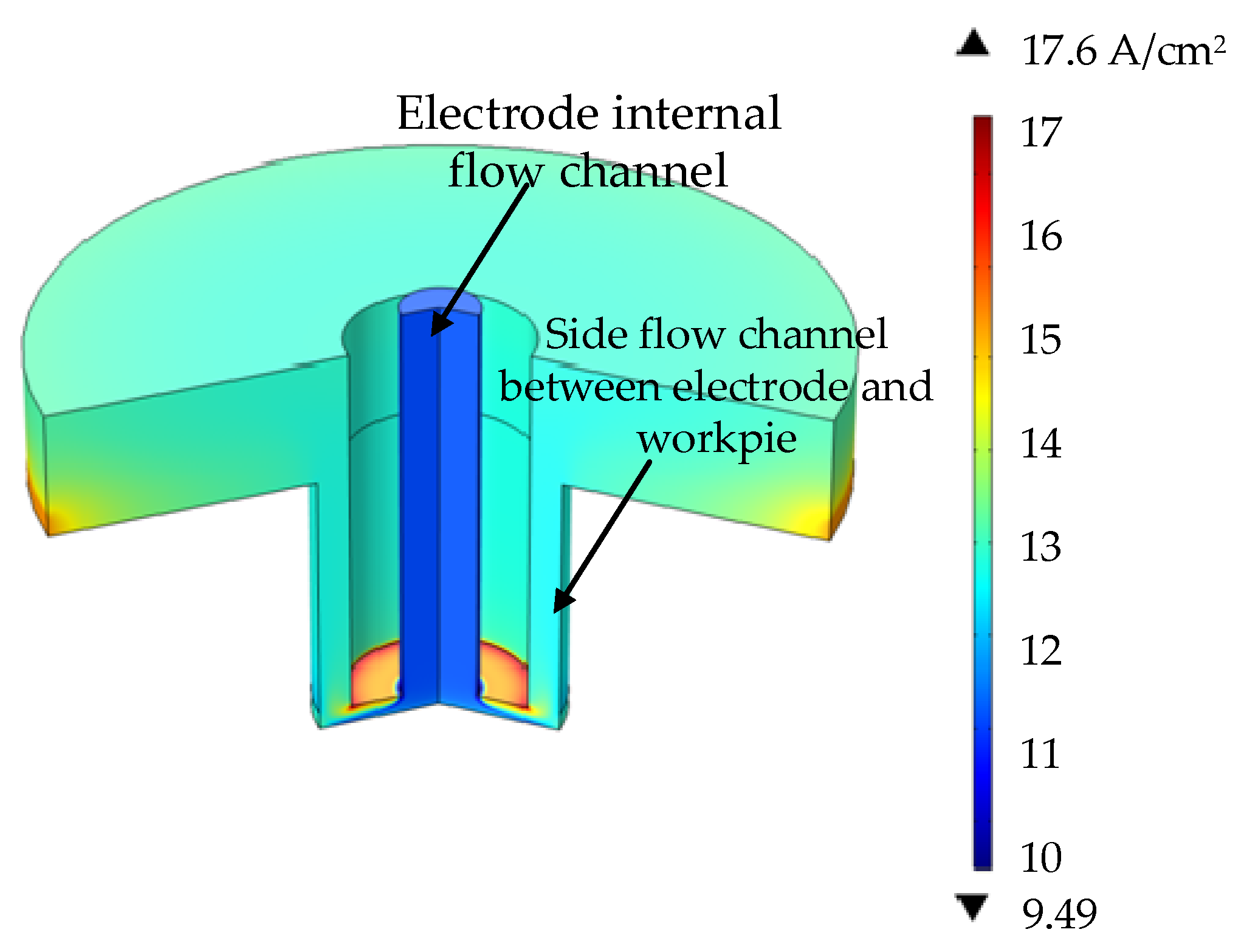
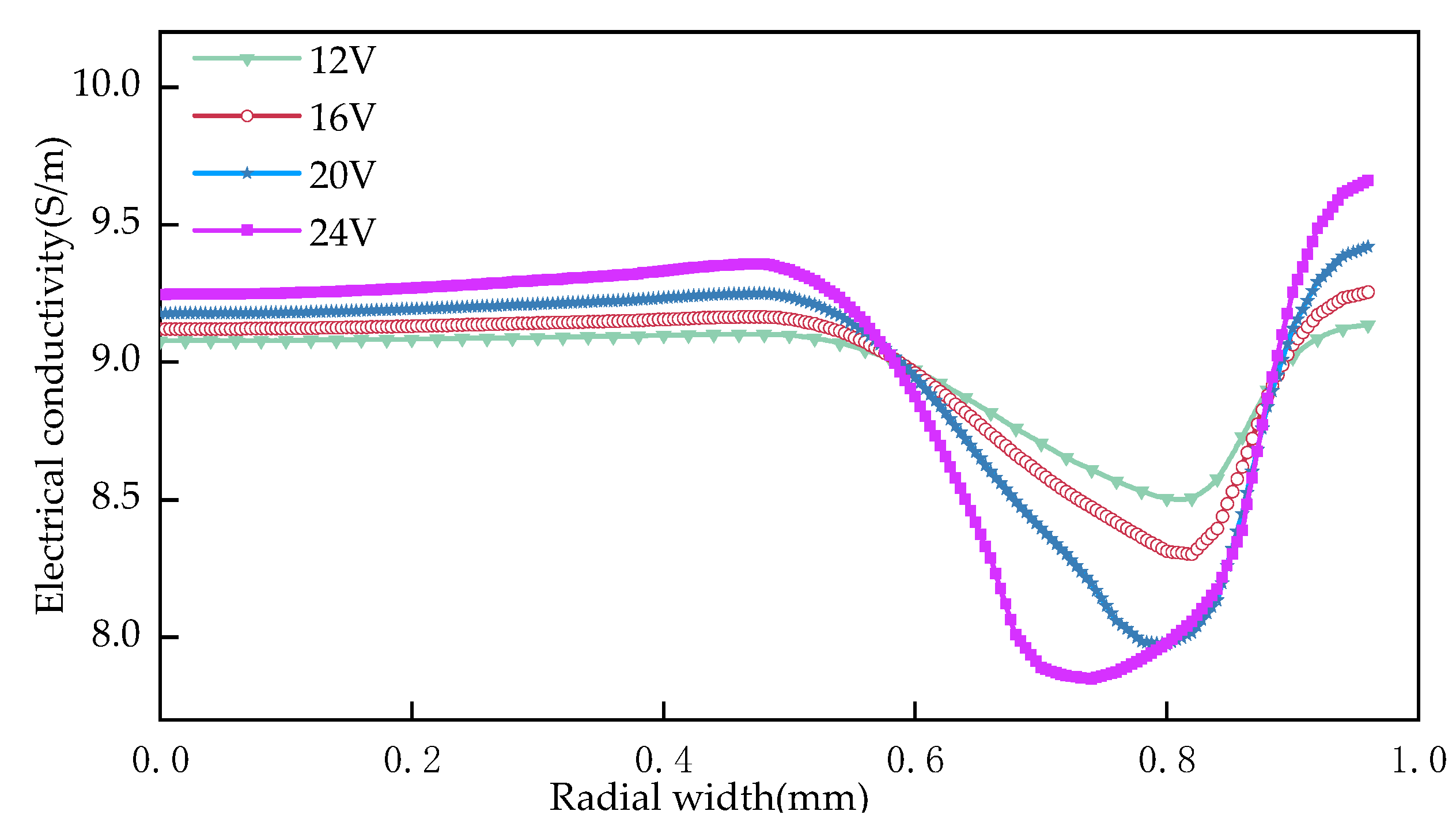
3.3. Process Parameter Analysis
4. Experimental Verification of Electrochemical Machining
5. Conclusions
- Establish the simulation model of cooling hole in mask electrochemical machining. The electric field distribution in the initial stage of masked and unmasked electrochemical machining was compared. The dynamic forming process of cooling hole in electrochemical machining is obtained. the deviation between experimental and simulated inlet diameter is 5.6%, the deviation between experimental and simulated outlet diameter is 5.9%, the deviation between experimental and simulated average diameter is 2.9%, the deviation between experimental and simulated taper is 4.3%.
- The simulation model of cooling holes in electrochemical machining is established, and the distribution of electrical conductivity in machining gap is adjusted. The relationship between this rule and processing voltage and inlet flow is analyzed by simulation. Simulation result show that the uniformity of electric field distribution is poor with the increase of processing voltage; The current density distribution on the surface of cooling holes under different process parameters is also studied. With the increase of processing voltage from 12 V to 24 V, the surface conductivity of the workpiece increases from 0.63 s/m to 1.81 s/m. When the inlet speed increases from 6 m/s to 15 m/s, the surface conductivity of the workpiece decreases from 1.83 s/m to 1.32 s/m. The results show that the machining voltage is an important factor that affects the machining accuracy of cooling holes, and the influence of the change of inlet speed is relatively small.
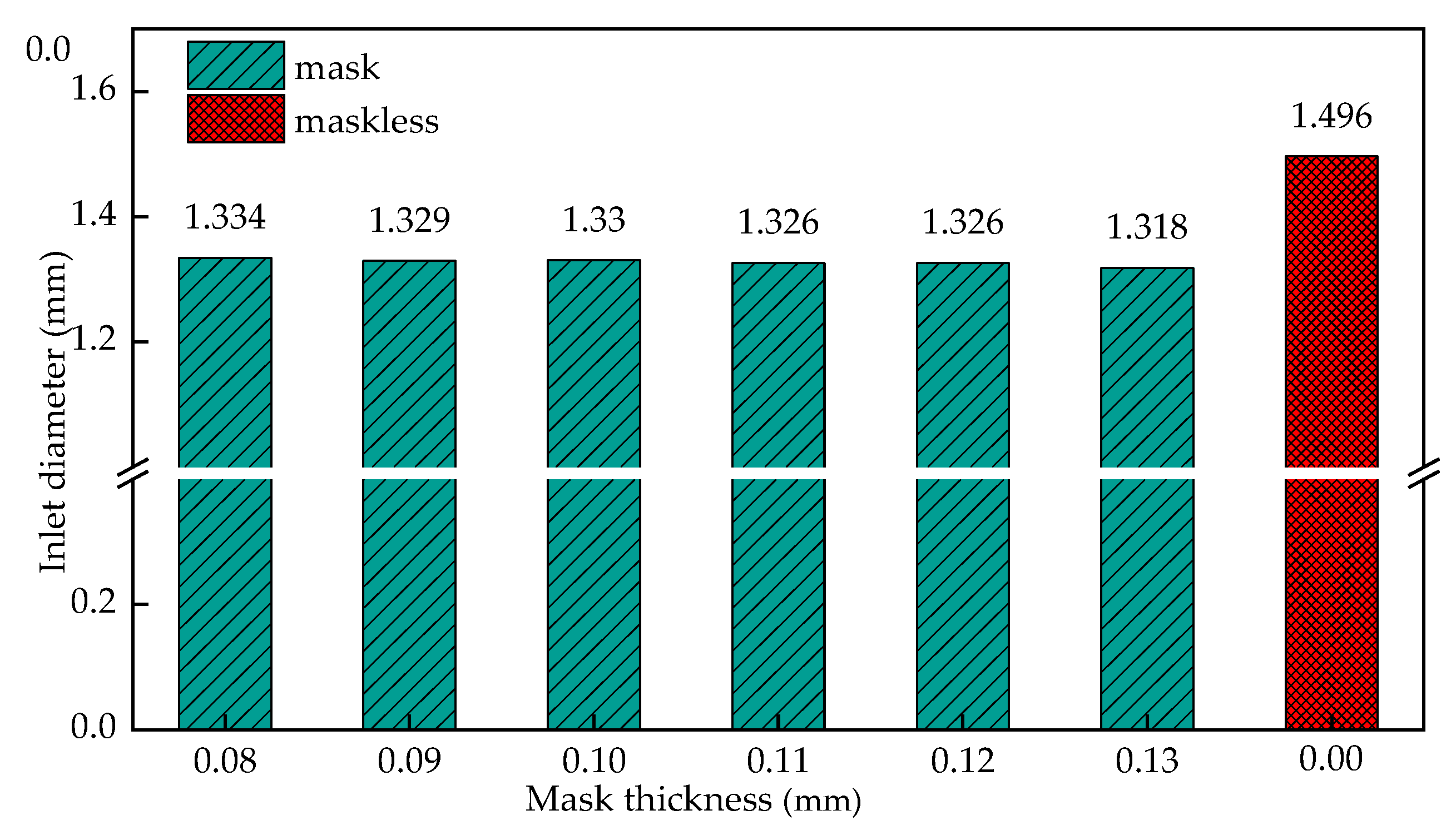
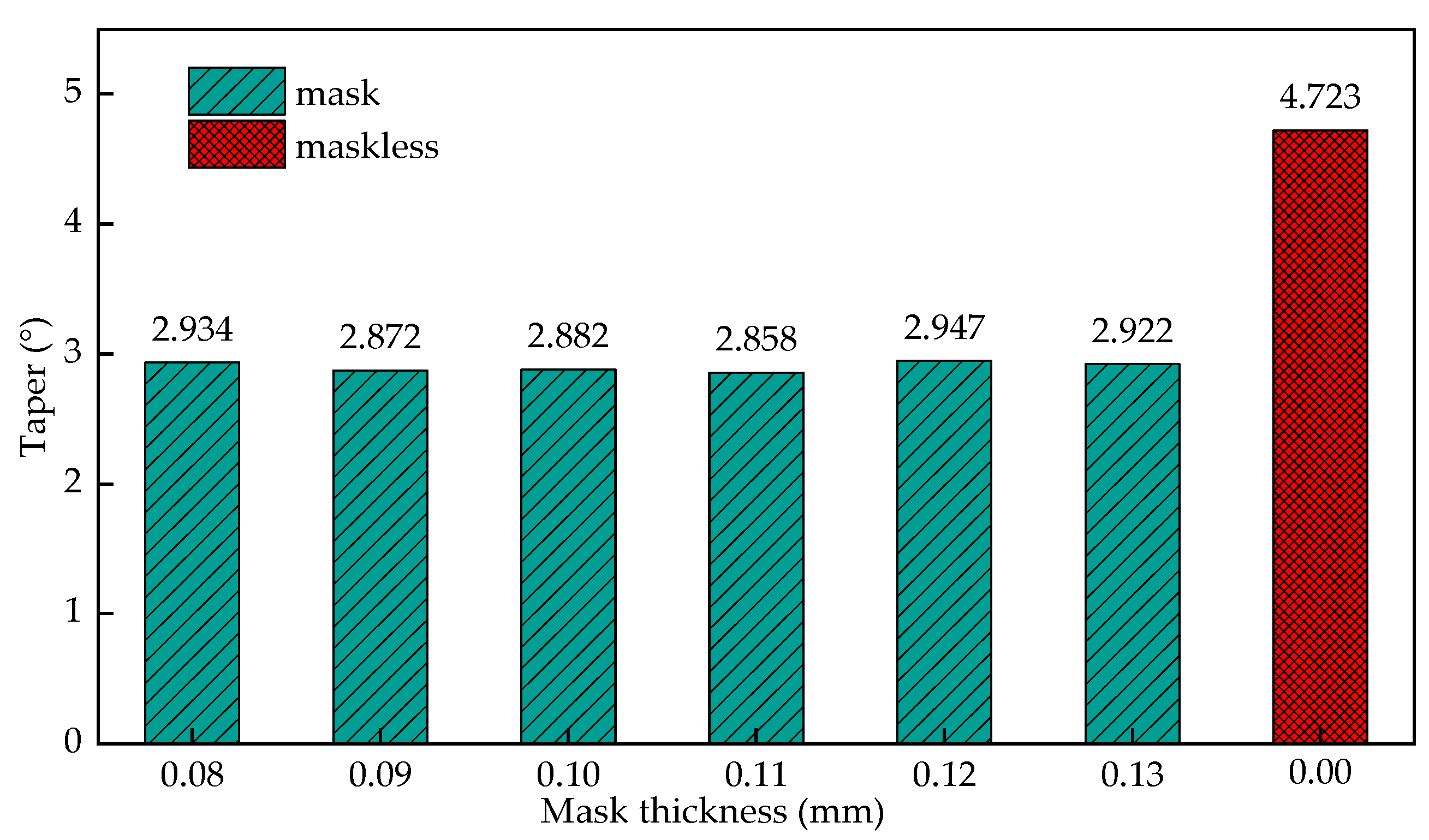
- Under different mask conditions, the size characteristics of cooling holes were analyzed. The results show that the inlet radius of cooling hole decreases with the decrease of mask diameter. The change of mask thickness has little effect on the forming precision of cooling hole. The diameter of the mask increases from 2 mm to 2.8 mm, the entrance radius of the cooling hole increases from 1.257 mm to 1.451 mm, when the diameter of the mask continues to increase to 3 mm, the cooling hole entrance radius is 1.521, and the influence of the mask structure disappears. The diameter of the mask increases from 2.0 mm to 3 mm, the taper reaches its minimum value before the diameter of 2.2 mm, and then gradually increases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ECM | Electrochemical machining |
| K | mass electrochemical equivalent |
| ω | volume electrochemical equivalent |
| A1, A2,…Ai | the relative atomic mass |
| n1, n2,…ni | the valence |
| a1, a2,…ai | percentage of metal element content |
| φ | the potential |
| E | the electric field intensity |
| σ | the conductivity of electrolyte |
| Rin | the inlet radius |
| Rout | theoutlet radius |
| Raver | themean radius |
| θ | thetaper of electrolytic machining of cooling holes |
| n | the sampling times along the radius of the cooling hole depth |
| Ri | the measured radius along the radius of the cooling hole depth |
References
- Wang, Z.; Lv, Y.M. Cutting Force Simulation of Superalloy GH4169 Based on ABAQUS. Light Ind. Mach. 2019, 37, 42–45. [Google Scholar]
- Dai, H.W.; Zhang, J.H.; Ren, Y.Y.; Liu, N.H.; Lin, J.W. Effect of cooling hole configurations on combustion and heat transfer in an aero-engine combustor. Appl. Therm. Eng. 2021, 182, 115664. [Google Scholar] [CrossRef]
- Li, C.J.; Li, Y.; Tong, H.; Zhao, L.; Kong, Q.C.; Wang, Z.Q. An EDM pulse power generator and its feasible experiments for drilling film cooling holes. Int. J. Adv. Manuf. Technol. 2016, 87, 1813–1821. [Google Scholar] [CrossRef]
- Zheng, H.; Lam, Y.; Sundarraman, C.; Tran, D.V. Influence of substrate cooling on femtosecond laser machined hole depth and diameter. Appl. Phys. A 2007, 89, 559–563. [Google Scholar] [CrossRef]
- Liu, H.; Zhao, W.; Wang, L.; Shen, X.; Wang, N.; Wang, X. Percussion Drilling of Deep Holes Using Picosecond Ultrashort Pulse Laser in Ni-Based Superalloy Coated with Ceramic Thermal Barrier Coatings. Materials 2020, 13, 3570. [Google Scholar] [CrossRef]
- Xu, J.; Ji, M.; Chen, M.; El Mansori, M. Experimental investigation on drilling machinability and hole quality of CFRP/Ti6Al4V stacks under different cooling conditions. Int. J. Adv. Manuf. Technol. 2020, 109, 1527–1539. [Google Scholar] [CrossRef]
- Iqbal, A.; Zhao, G.; Zaini, J.; Gupta, M.K.; Jamil, M.; He, N.; Nauman, M.M.; Mikolajczyk, T.; Pimenov, D.Y. Between-the-Holes Cryogenic Cooling of the Tool in Hole-Making of Ti-6Al-4V and CFRP. Materials 2021, 14, 795. [Google Scholar] [CrossRef]
- Wang, F.; Wang, Y. Research on milling hole of AFRP based on cryogenic cooling processing. Int. J. Adv. Manuf. Technol. 2020, 106, 5277–5287. [Google Scholar] [CrossRef]
- Zhang, W.; Zhou, S.; Wu, Z.H.; Li, G.C.; Kou, Z.H. Film Cooling Mechanism of Combined Hole and Saw-tooth Slot. Int. J. Turbo Jet-Engines 2019, 36, 425–433. [Google Scholar] [CrossRef]
- Ye, Z.; Wang, Y.G.; Yu, X. Study on the reaming process of aluminum alloy 7050-T7451 under different cooling conditions. Adv. Manuf. 2021. [Google Scholar] [CrossRef]
- Kumar, M.S.; Reddy, S.R.; Vasu, V. A 3-D simulation and experimental study of cutting forces in turning Inconel-718. Mater. Today Proc. 2017, 4, 9942–9945. [Google Scholar]
- Pawade, R.S.; Joshi, S.S.; Brahmankar, P.K.; Rahman, M. An investigation of cutting forces and surface damage in high speed turning of Inconel 718. J. Mater. Process. Technol. 2007, 192, 139–146. [Google Scholar] [CrossRef]
- Han, J.C. Recent developments in turbine blade internal cooling. N. Y. Acad. Sci. 2001, 934, 162–178. [Google Scholar] [CrossRef] [PubMed]
- Rajurkar, K.P.; Zhu, D.; McGeough, J.A.; Kozak, J.; DeSilva, A. New Developments in Electro-Chemical Machining. IRP Ann. 1999, 48, 567–579. [Google Scholar] [CrossRef]
- Wang, F.; Xiao, J.; Yue, L.; Wu, X.Y.; Zhao, J.S. Common Key Technology of Precise Electrochemical Machining and Its Application in Aviation Manufacturing. Electromach. Mould 2020, 1, 1–6. [Google Scholar]
- Zhang, C.X.; Xu, Z.Y.; Hang, Y.S.; Xing, J. Effect of solution conductivity on tool electrode wear in electrochemical discharge drilling of nickel-based alloy. Int. J. Adv. Manuf. Technol. 2019, 103, 743–756. [Google Scholar] [CrossRef]
- Wang, G.Q.; Zhang, Y.; Li, H.S.; Tang, J. Ultrasound-assisted through-mask electrochemical machining of hole arrays in ODS super alloy. Materials 2020, 13, 5780. [Google Scholar] [CrossRef] [PubMed]
- Niu, S.; Qu, N.S.; Yue, X.K.; Li, H.S. Effect of tool-sidewall outlet hole design on machining performance in electrochemical mill-grinding of Inconel 718. J. Manuf. Process. 2019, 41, 10–22. [Google Scholar] [CrossRef]
- Zou, H.; Yue, X.M.; Luo, H.X.; Liu, B.H.; Zhang, S.Y. Electrochemical micromachining of micro hole using micro drill with non-conductive mask on the machined surface. J. Manuf. Process. 2020, 59, 366–377. [Google Scholar] [CrossRef]
- Li, Z.L.; Cao, B.; Dai, Y. Research on Multi-Physics Coupling Simulation for the Pulse Electrochemical Machining of Holes with Tube Electrodes. Micromachining 2021, 12, 950. [Google Scholar] [CrossRef]
- Li, Z.L.; Di, Y. Analysis of multi-physics coupling of small holes in gh4169 alloy by electrolytic processing of tube electrodes. Micromachining 2021, 12, 828. [Google Scholar] [CrossRef] [PubMed]
- Hackert-Oschätzchen, M.; Meichsner, G.; Zinecker, M. Micro Machining with Continuous Electrolytic Free Jet. Precis. Eng. 2012, 36, 612–619. [Google Scholar] [CrossRef]
- Wang, G.Q.; Li, H.S.; Zhang, C. Improvement of Machining Consistency during Through-mask Electrochemical Large-area Machining. Chin. J. Aeronaut. 2019, 32, 1051–1058. [Google Scholar] [CrossRef]
- Abhinav, K.; Arvind, S.; Yadav, H. 3D Simulation of Machining Parameters of Electrochemical Micromachining for Stainless Steel (316L). Mater. Today Proc. 2021, 45, 4565–4570. [Google Scholar]
- Ahna, S.H.; Ryua, S.H.; Choib, D.K. Electro-chemical Micro Drilling Using Ultra Short Pulses. Recent Pat. Eng. 2018, 12, 129–134. [Google Scholar] [CrossRef]
- Wang, X.D.; Qu, N.S.; Fang, X.L. Electrochemical Drilling with Constant Electrolyte flow. J. Mater. Process. Technol. 2016, 238, 1–7. [Google Scholar] [CrossRef]
- Uchiyama, M.; Kunieda, M. Application of Large Deflection Analysis for Tool Design Optimization in an Electrochemical Curved Hole Machining Method. Precis. Eng. 2013, 37, 765–770. [Google Scholar] [CrossRef]
- Zhu, D.; Qu, N.S.; Li, H.S. Electrochemical Micromachining of Microstructures of Micro Hole and Dimple Array. CIRP Ann. Manuf. Technol. 2009, 58, 177–180. [Google Scholar] [CrossRef]
- Li, H.S.; Gao, C.P.; Wang, G.Q. A Study of Electrochemical Machining of Ti-6Al-4V in NaNO3 solution. Sci. Rep. 2016, 6, 352–358. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.L.; Dong, B.Y.; Zhang, C.Y. Jet Electrochemical Machining of Micro Dimples with Conductive Mask. J. Mater. Process. Technol. 2017, 257, 101–111. [Google Scholar] [CrossRef]
- Sun, G.R.; Yan, Y.; Dong, J.T.; Zhou, P. Research on Electrochemical Machining Technology of Deep Small Hole Using Suction Electrode. J. Phys. Conf. Ser. 2021, 1948, 012201. [Google Scholar]
- Li, Z.; Li, W.; Dai, Y. Experimental Research and Multi-Physical Field Coupling Simulation of Electrochemical Machining Based on Gas–Liquid Two-Phase Flow. Micromachines 2022, 13, 246. [Google Scholar] [CrossRef] [PubMed]
- Gu, Z.; Chen, X.; Xu, Z.; Ye, Z.; Li, G. Investigation on Bidirectional Pulse Electrochemical Micromachining of Micro Dimples. Micromachines 2021, 12, 1108. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Xu, Z.; Wang, J.; Zhu, D. Anodic dissolution characteristics of Inconel 718 in C6H5K3O7 and NaNO3 solutions by pulse electrochemical machining. Corros. Sci. 2021, 183, 109335. [Google Scholar] [CrossRef]
- Fan, G.; Chen, X.; Saxena, K.K.; Liu, J.; Guo, Z. Jet Electrochemical Micromachining of Micro-Grooves with Conductive-Masked Porous Cathode. Micromachines 2020, 11, 557. [Google Scholar] [CrossRef]
- Gomez-Gallegos, A.; Mill, F.; Mount, A.R.; Duffield, S.; Sherlock, A. 3D multiphysics model for the simulation of electrochemical machining of stainless steel (SS316). Int. J. Adv. Manuf. Technol. 2018, 95, 2959–2972. [Google Scholar] [CrossRef] [Green Version]
- Ishida, T.; Takeuchi, Y. L-shaped curved hole creation by means of electrical discharge machining and an electrode curved motion generator. Int. J. Adv. Manuf. Technol. 2002, 19, 260–265. [Google Scholar] [CrossRef]
- Zhao, J.S.; Wang, F.; Zhuang, L.; Xiangli, Z.; Weimin, G.; Zongjun, T. Flow Field Design and Process Stability in Electrochemical Machining of Diamond Holes. Chin. J. Aeronaut. 2016, 29, 1830–1839. [Google Scholar]
- Li, H.S.; Wang, G.Q.; Qu, N.S.; Zhu, D. Through-mask electrochemical machining of a large-area hole array in a serpentine flow channel. Int. J. Adv. Manuf. Technol. 2017, 89, 933–940. [Google Scholar] [CrossRef]
- Dayanand, S.; Bilgi, V.K.; Jaina, R. Electrochemical Deep Hole Drilling in Super Alloy for Turbine Application. J. Mater. Process. Technol. 2003, 149, 445–452. [Google Scholar]
- Yang, I.; Park, M.S.; Chu, C.N. Micro ECM with Ultrasonic Vibrations Using aSemi-cylindrical Tool. Int. J. Precis. Eng. Manuf. 2009, 10, 5–10. [Google Scholar] [CrossRef]
- Wang, J.; Xu, Z.; Wang, J.; Zhu, D. Electrochemical machining of complex components of aero-engines: Developments, trends, and technological advances. Corros. Sci. 2021, 34, 28–53. [Google Scholar] [CrossRef]
- Shu, T.; Liu, Y.; Wang, K.; Peng, T.; Guan, W. Ultrasonic vibration-aided electrochemical drill-grinding of SLM-printed Hastelloy X based on analysis of its electrochemical behavior. Electrochem. Commun. 2022, 135, 107208. [Google Scholar] [CrossRef]
- Kozak, J.; Rajurkar, K.P.; Wei, B. Modelling and Analysis of Pulse Electrochemical Machining (PECM). J. Eng. Ind. 1994, 116, 316–323. [Google Scholar] [CrossRef]
- Chen, X.L.; Fan, G.C.; Lin, C.H.; Dong, B.Y.; Guo, Z.N.; Fang, X.L.; Qu, N.S. Investigation on the electrochemical machining of micro groove using masked porous cathode. J. Mater. Process. Technol. 2020, 276, 116406. [Google Scholar] [CrossRef]
- Liu, B.; Zou, H.; Luo, H.; Yue, X. Investigation on the Electrochemical Micromachining of Micro Through-Hole by Using Micro Helical Electrode. Micromachines 2020, 11, 118. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Nb | Mo | Ti | Ai | Fe |
|---|---|---|---|---|---|---|---|
| Atomic mass | 59 | 52 | 93 | 96 | 47 | 27 | 56 |
| Percentage | 50–55 | 17–21 | 4.75–5.5 | 2.8–3.3 | 0.65–1.15 | 0.2–0.8 | Margin |
| numerical value | 5/6/7 | 14/15/17/18 | 2/6/4/8/9/10/13/19 | |
| Current module | boundary conditions | electrical potential | electrical potential | electrical isolation |
| set | V = U | V = 0 | n×j = 0 | |
| numerical value | 5/6/7 | 13/14/15/17/18/19 | Remaining boundary | |
| Mobile grid | boundary conditions | speed | speed | Fixed grid |
| set |
| Basic Parameter | Numerical Value |
|---|---|
| Voltage(V) | 22 |
| Mask diameter (mm) | 2/2.2/2.4/2.6/2.8/3 |
| Mask thickness(mm) | 0.08/0.09/0.1/0.11/0.12/0.13 |
| Electrode feed rate (mm/min) | 0.7 |
| Feed depth (mm) | 6.2 |
| Initial clearance (mm) | 0.2 |
| Electrolyte conductivity (S/m) | 10.1 |
| Initial temperature (K) | 293.15 |
| Entrance Radius Rin (mm) | Front Radius Rend(mm) | Mean Radius Raver (mm) | Taper θ (°) | |
|---|---|---|---|---|
| Mask electrochemical machining | 1.257 | 1.024 | 1.106 | 2.227 |
| Error (%) | 3.9 | 4.0 | 3.0 | 4.0 |
| Maskless electrochemical machining | 1.496 | 1.000 | 1.092 | 4.723 |
| Error (%) | 5.5 | 5.7 | 3.5 | 4.3 |
| Voltage/V | Average Value/A/cm2 | Extreme Difference/A/cm2 | Variance |
|---|---|---|---|
| 12 | 56.64 | 28.76 | 11.21 |
| 16 | 76.74 | 40.05 | 15.5 |
| 20 | 97.89 | 53.14 | 20.53 |
| 24 | 120.62 | 69.85 | 26.66 |
| Flow Rate/m/s | Average Value/A/cm2 | Extreme Difference/A/cm2 | Variance |
|---|---|---|---|
| 6 | 100.5 | 58.6 | 21.96 |
| 9 | 97.79 | 53.25 | 20.67 |
| 12 | 97.06 | 51.87 | 20.04 |
| 15 | 96.72 | 51.17 | 19.8 |
| Experimental Project | Condition |
|---|---|
| Electrode | Titanium alloy tube electrode |
| Workpiece | GH4169 nickel base superalloy |
| Processing voltage | 12–24 V (DC voltage) |
| Electrolyte concentrations | 16% NaNO3 solution |
| Electrolyte flow rate | 6–12 mm/min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Dai, Y. Simulation Analysis and Process Evaluation of Cooling Hole Forming Precision in Mask Assisted Electrochemical Machining Based on GH4169. Materials 2022, 15, 1973. https://doi.org/10.3390/ma15051973
Li Z, Dai Y. Simulation Analysis and Process Evaluation of Cooling Hole Forming Precision in Mask Assisted Electrochemical Machining Based on GH4169. Materials. 2022; 15(5):1973. https://doi.org/10.3390/ma15051973
Chicago/Turabian StyleLi, Zhaolong, and Ye Dai. 2022. "Simulation Analysis and Process Evaluation of Cooling Hole Forming Precision in Mask Assisted Electrochemical Machining Based on GH4169" Materials 15, no. 5: 1973. https://doi.org/10.3390/ma15051973
APA StyleLi, Z., & Dai, Y. (2022). Simulation Analysis and Process Evaluation of Cooling Hole Forming Precision in Mask Assisted Electrochemical Machining Based on GH4169. Materials, 15(5), 1973. https://doi.org/10.3390/ma15051973