
Experimental Study on the Performance of Steel-Fiber-Reinforced Concrete for Remote-Pumping Construction


Abstract
:1. Introduction
2. Materials and Methods
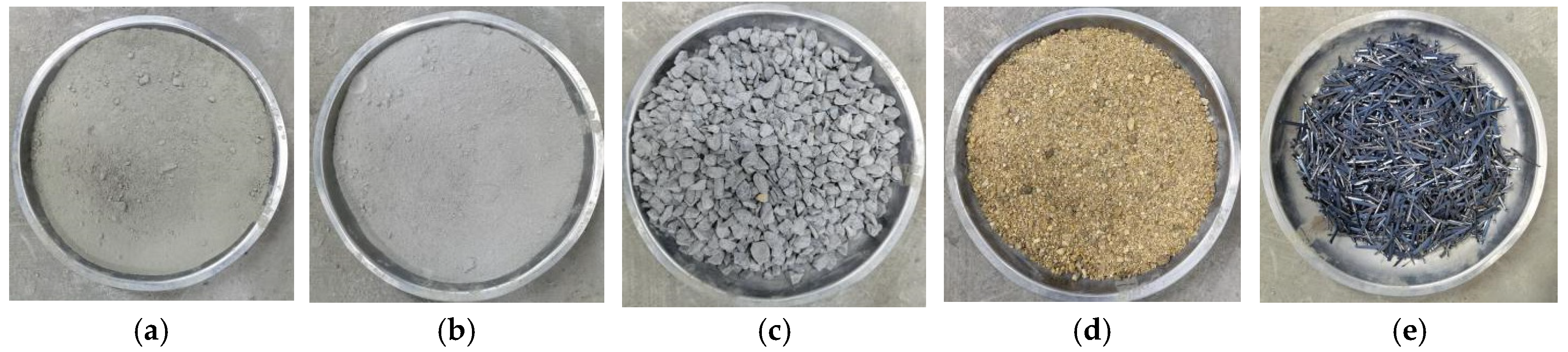
2.1. Raw Materials
2.2. Mix Proportion
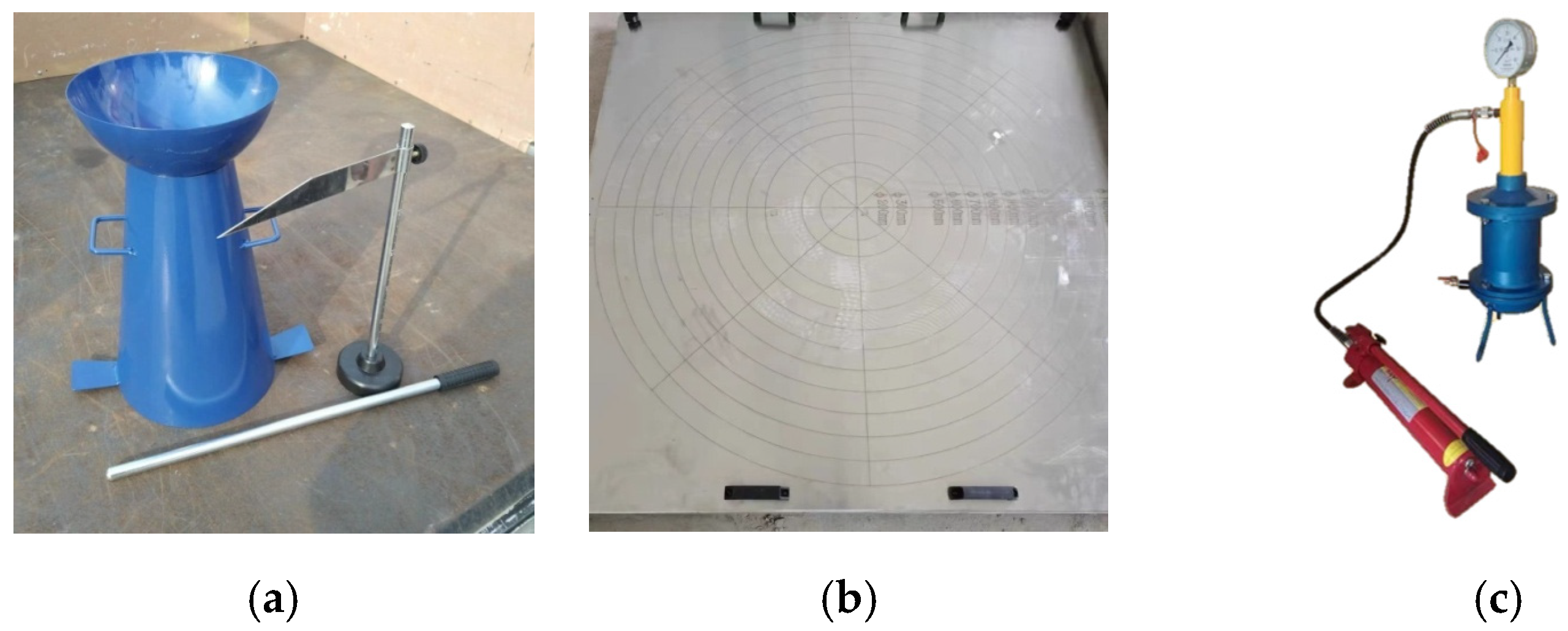
2.3. Test Methods
3. Results of Pumpability
3.1. Pumpability
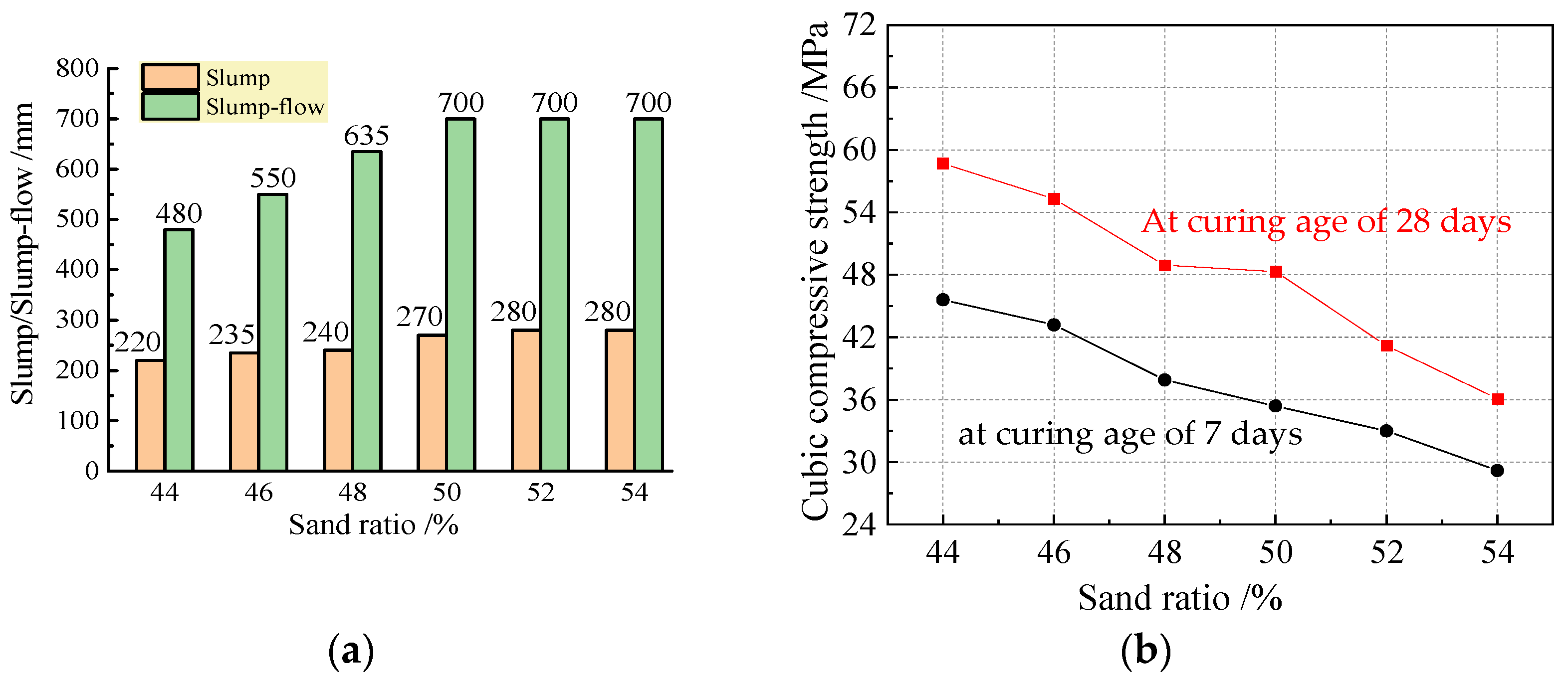
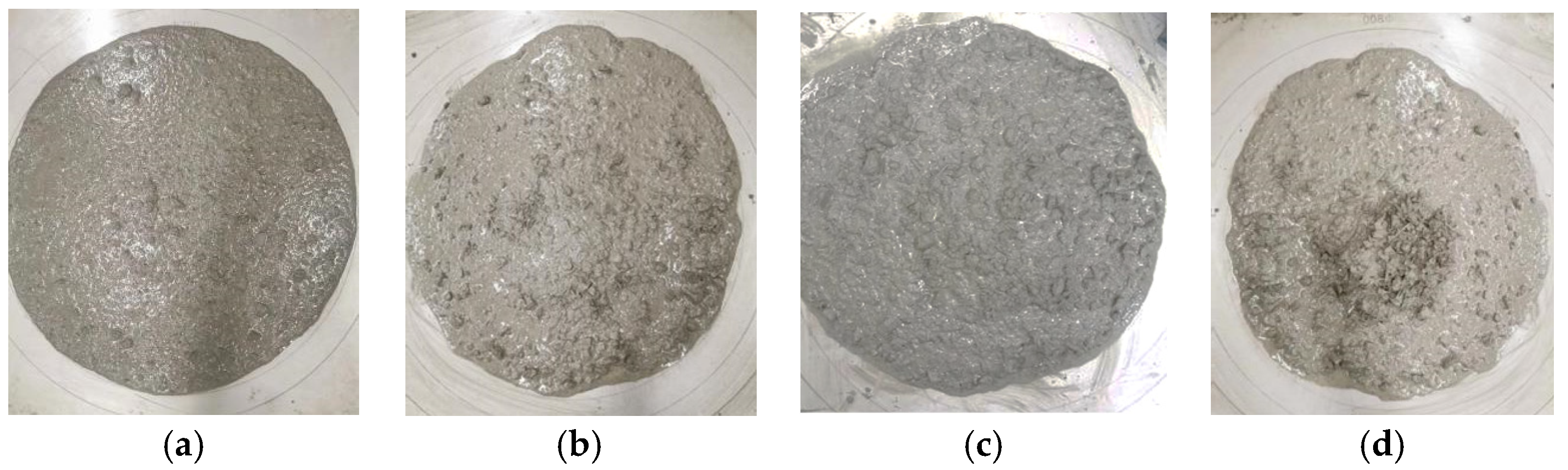
3.1.1. Slump and Slump Flow
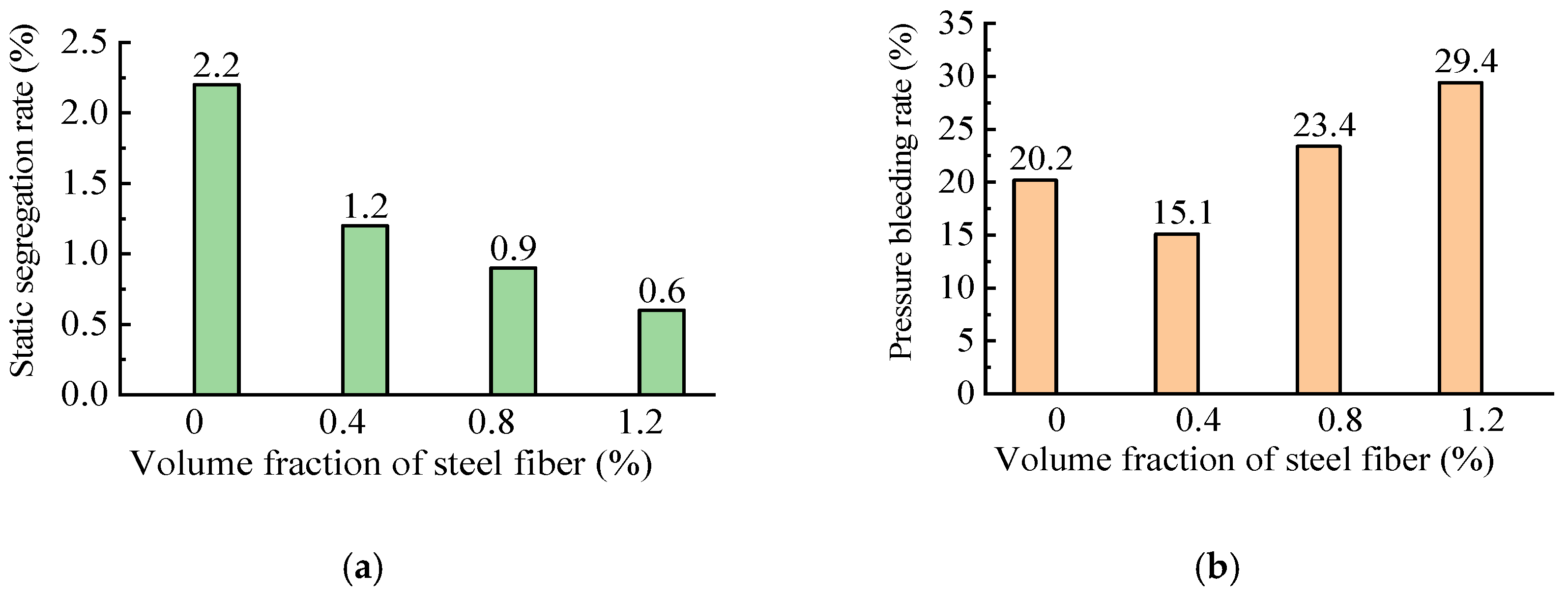
3.1.2. Static Segregation and Pressure Bleeding
3.1.3. Rheological Properties
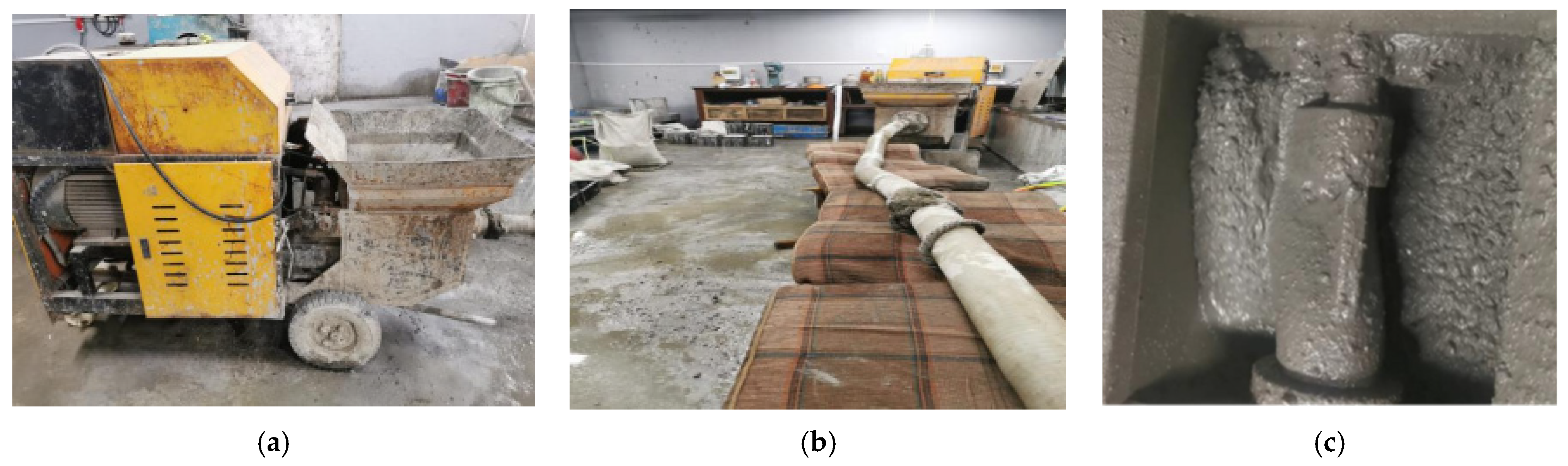
3.1.4. Pumping Test Verification
3.2. Strength
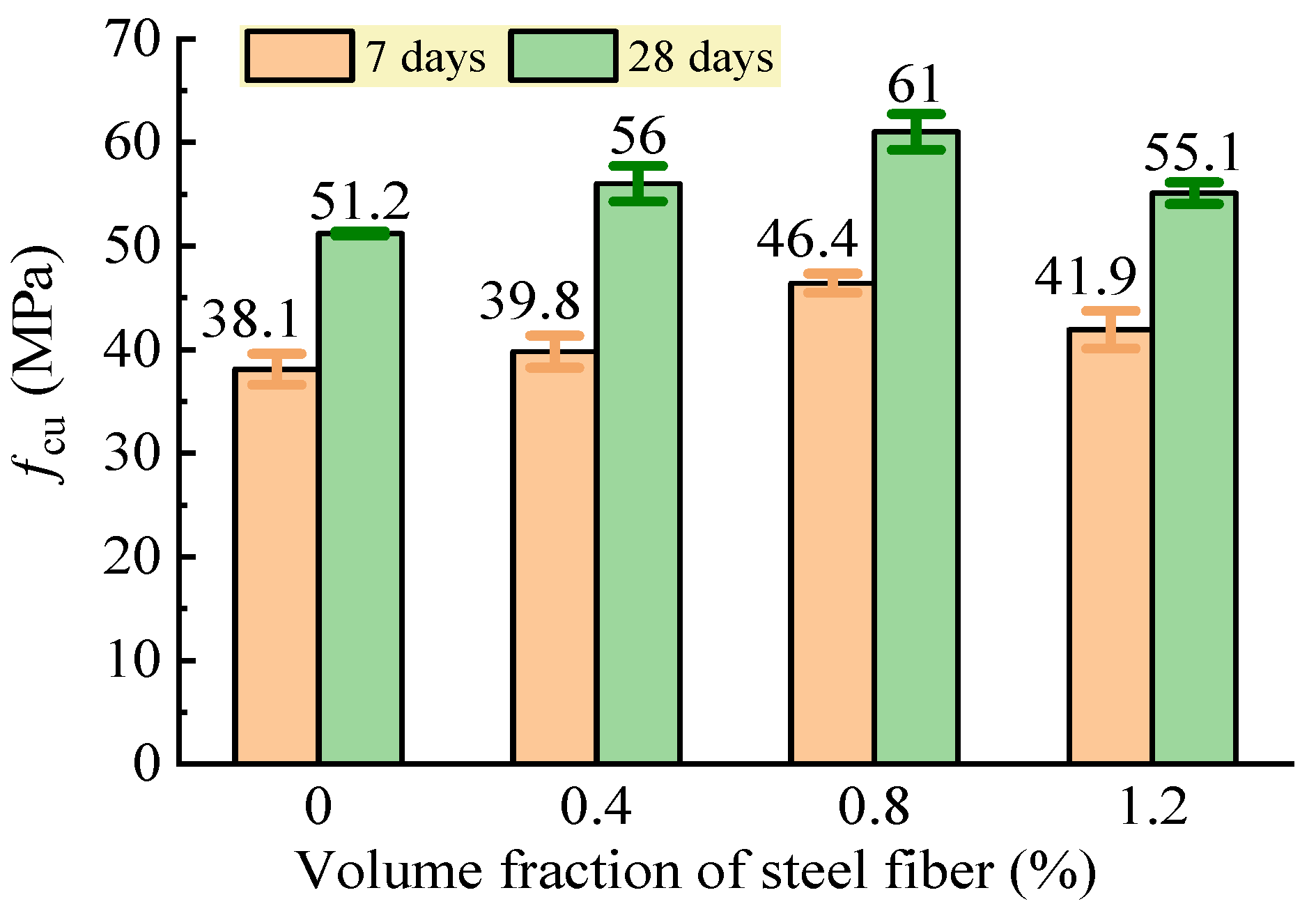
3.2.1. Compressive Strength
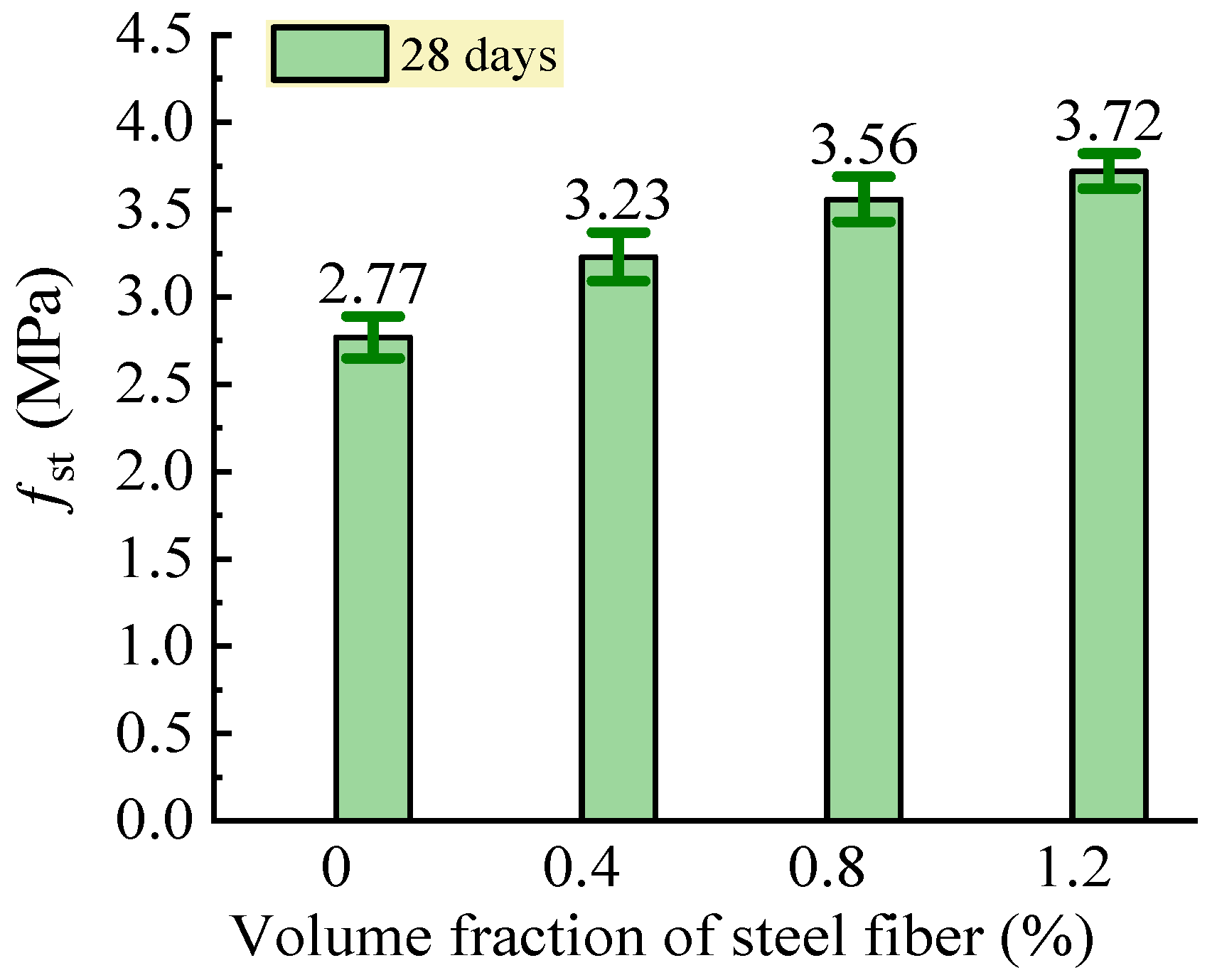
3.2.2. Splitting Tensile Strength
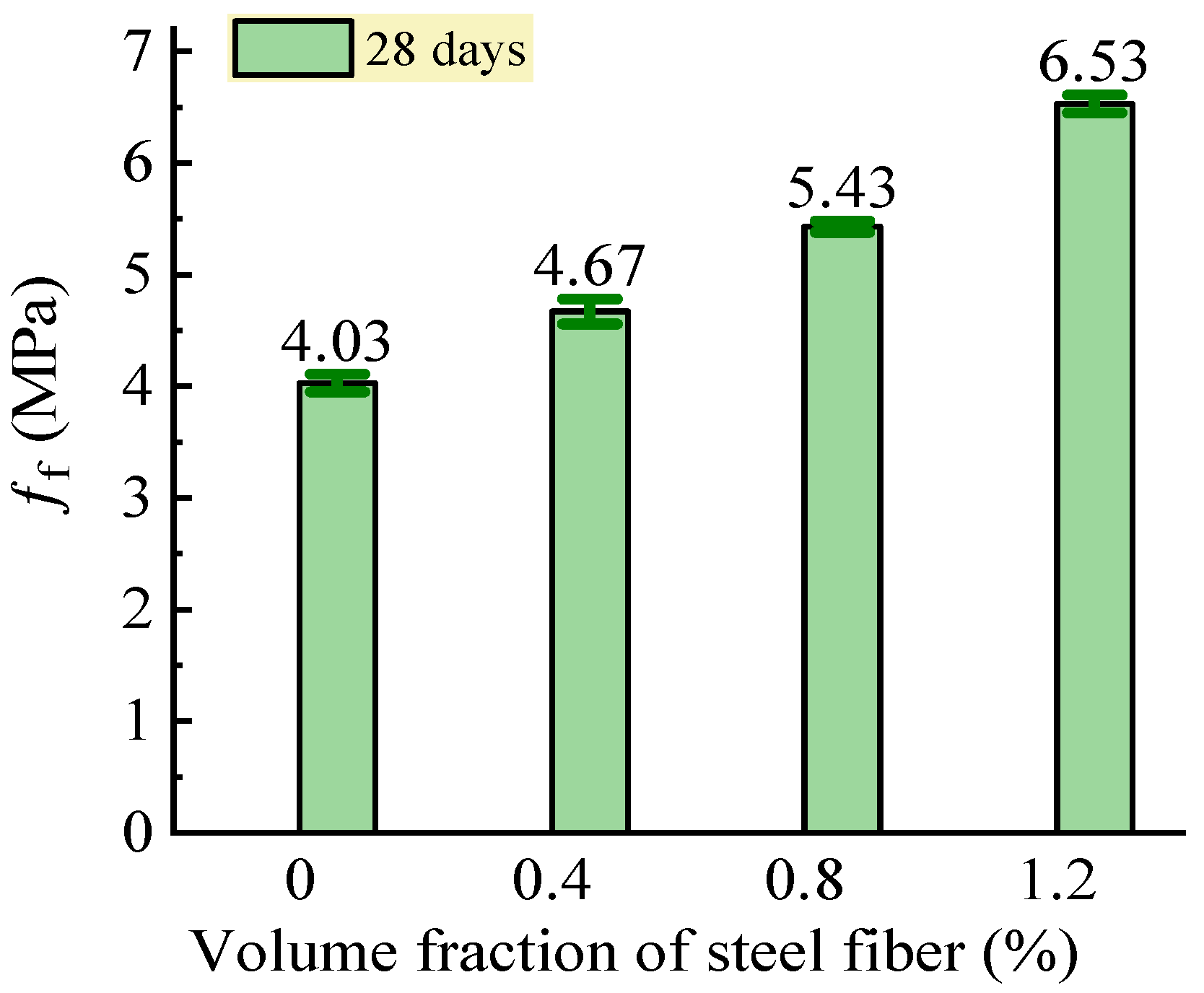
3.2.3. Flexural Strength
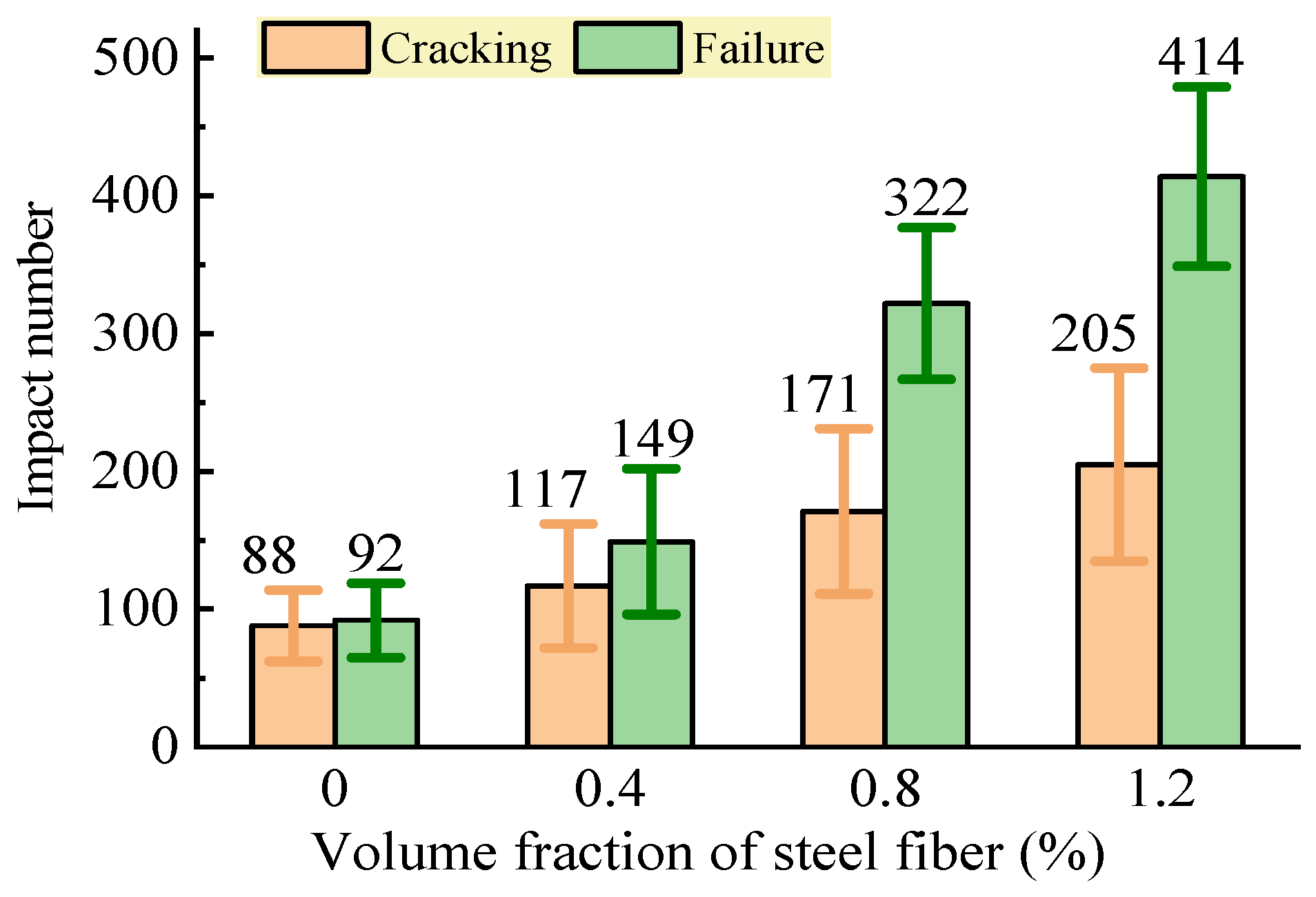
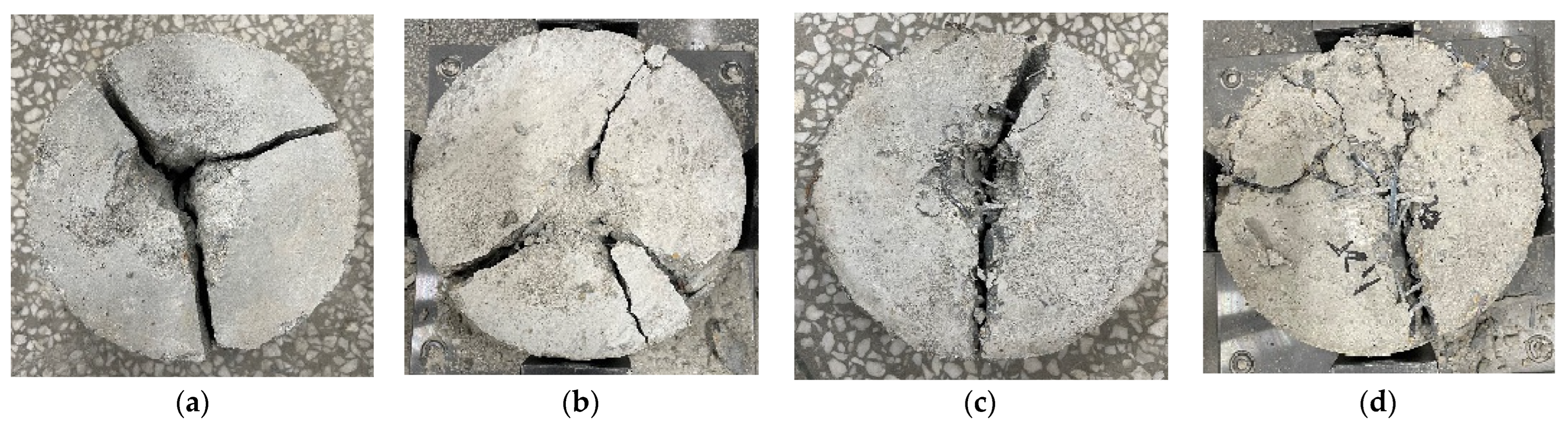
3.3. Impact Resistance
3.4. Water Permeability
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- GB/T 14902-2012; Ready-Mixed Concrete. China Standard Press: Beijing, China, 2012.
- JGJ/T 10-2011; Technical Specification for Construction of Concrete Pumping. China Building Industry Press: Beijing, China, 2011.
- ACI TC 304; Guide to Placing Concrete by Pumping Methods. American Concrete Institute: Farmington Hills, MI, USA, 2017.
- T/CECS 1040-2022; Technical Specification for the Application of Super-High Pumping Manufactured Sand Concrete. China Plan Press: Beijing, China, 2022.
- Cui, J. Civil Engineering and Chinese Development; China Waterpower Press: Beijing, China, 2015. [Google Scholar]
- Galbiati, D.; Pasqualini, A. Long distance pumping. Concr. Eng. Intern. 2002, 6, 51–53. [Google Scholar]
- Siva, K.; Elliot, Y. New UK long-distance pumping record achieved at Terminal 5, Heathrow. Concrete 2006, 40, 22–23. [Google Scholar]
- Xu, W.; Wang, R.; Wang, Y.; Chen, K.; Wei, Z.; Chen, Z.; Zhang, Q.; Liu, J. Ultralong distance pumpability of core concrete filled in steel tube arch. J. Chin. Ceram. Soc. 2019, 47, 1574–1581. [Google Scholar]
- Nemoto, H.; Date, S.; Hashimoto, S. Discussion of mix proportion of concrete for long-distance pumping. Key Eng. Mater. 2017, 744, 32–39. [Google Scholar] [CrossRef]
- Li, H.; Sun, D.; Wang, Z.; Huang, F.; Yi, Z.; Yang, Z.; Zhang, Y. A review on the pumping behavior of modern concrete. J. Adv. Concr. Technol. 2020, 18, 352–363. [Google Scholar] [CrossRef]
- Zhao, S. Design Principle of Steel Structures; Machine Industry Press: Beijing, China, 2019. [Google Scholar]
- Zhou, W.; Zhu, Z. Key construction technology of Zangmu Yarlung Zangbu River Bridge in Lalin section of new Sichuan-Tibet Railway. Constr. Technol. 2022, 51, 1–8. [Google Scholar]
- Zhao, M.; Dai, M.; Li, J.; Li, C. Experimental study on pumpability and mechanical property of concrete with manufactured sand and super-fine river sand. Case Study Constr. Mater. 2023, 18, e01850. [Google Scholar]
- Feys, D.; Schutter, G.D.; Fataei, S.; Martys, N.S.; Mechtcherine, V. Pumping of concrete: Understanding a common placement method with lots of challenges. Cem. Concr. Res. 2022, 154, 106720. [Google Scholar] [CrossRef]
- Choi, M.; Roussel, N.; Kim, Y.; Kim, J. Lubrication layer properties during concrete pumping. Cem. Concr. Res. 2013, 45, 69–78. [Google Scholar] [CrossRef]
- ACI TC 211; Guide to Selection Proportions for Pumpable Concrete. American Concrete Institute: Farmington Hills, MI, USA, 2018.
- Choi, M.; Kim, Y.; Jang, K.P.; Kwon, S.H. Effect of the coarse aggregate size on pipe flow of pumped concrete. Constr. Build. Mater. 2014, 66, 723–730. [Google Scholar] [CrossRef]
- Li, F.; Shen, W.; Yuan, Q.; Hu, X.; Li, Z.; Shi, C. An overview on the effect of pumping on concrete properties. Cem. Concr. Compos. 2022, 129, 104501. [Google Scholar] [CrossRef]
- Shen, W.; Shi, C.; Khayat, K.; Yuan, Q.; Ji, Y.; Zeng, R.; Li, W.; Zhang, Z.; Chen, Z. Change in fresh properties of high-strength concrete during pumping. Constr. Build. Mater. 2021, 300, 124069. [Google Scholar] [CrossRef]
- Kim, K.; Kim, Y.; Choi, M. Horizontal-vertical ratio for concrete pumping pipe. Case Stud. Constr. Mater. 2022, 16, e00996. [Google Scholar] [CrossRef]
- Li, C.; Shang, P.; Li, F.; Feng, M.; Zhao, S. Shrinkage and mechanical properties of self-compacting SFRC with calcium sulfoaluminate expansive agent. Materials 2020, 13, 588. [Google Scholar] [CrossRef] [PubMed]
- Zhao, M.; Zhao, M.; Chen, M.; Li, J.; Law, D. An experimental study on strength and toughness of steel fiber reinforced expanded-shale lightweight concrete. Constr. Build. Mater. 2018, 183, 493–501. [Google Scholar] [CrossRef]
- Zhao, M.; Li, J.; Xie, Y.M. Effect of vibration time on steel fibre distribution and flexural properties of steel fibre reinforced concrete with different flowability. Case Study Constr. Mater. 2022, 16, e01114. [Google Scholar]
- Zhao, M.; Li, J.; Law, D. Effects of flowability on SFRC fibre distribution and properties. Mag. Concr. Res. 2017, 69, 1043–1054. [Google Scholar] [CrossRef]
- Ding, X.; Li, C.; Han, B.; Lu, Y.; Zhao, S. Effects of different deformed steel-fibers on preparation and properties of self-compacting SFRC. Constr. Build. Mater. 2018, 168, 471–481. [Google Scholar] [CrossRef]
- Lu, J.; Zhu, M. Development and application of pumping concrete with high fluidity and steel fiber volume. Build. Constr. 2009, 31, 183–184. [Google Scholar]
- Ding, X.; Zhao, M.; Zhou, S.; Fu, Y.; Li, C. Statistical analysis and preliminary study on the mix proportion design of self-compacting steel fiber reinforced concrete. Materials 2019, 12, 637. [Google Scholar] [CrossRef]
- Jiang, J.; Sun, W.; Dai, J.; Jin, Z. Study of key properties of steel fiber reinforced concrete with super-high vertical pumping distance. J. Dalian Univ. Technol. 2006, 46, 88–93. [Google Scholar]
- Wang, J.; Sun, W.; Jiang, J.; Zhang, Y. Initial strength and flexural toughness of steel fiber reinforced concrete with super-high vertical pumping distance. J. Wuhan Univ. Technol. 2007, 29, 25–28. [Google Scholar]
- Jiang, J.; Sun, W.; Zhang, Y.; Qin, H.; Wang, J. Preparation of super-high pumping SFRC in anchorage zone between steel anchorage box and cable. J. Harbin Institute Technol. 2010, 42, 307–312. [Google Scholar]
- GB 175-2007; Common Portland Cement. China Standard Press: Beijing, China, 2007.
- GB/T 1596-2017; Fly Ash for Cement and Concrete. China Standard Press: Beijing, China, 2017.
- Li, C.; Geng, H.; Zhou, S.; Dai, M.; Sun, B.; Li, F. Experimental study on preparation and performance of concrete with large content of fly-ash. Front. Mater. 2022, 8, 764820. [Google Scholar] [CrossRef]
- Liu, S.; Zhu, M.; Ding, X.; Ren, Z.; Zhao, S.; Zhao, M.; Dang, J. High-durability concrete with supplementary cementitious admixtures used in corrosive environment. Crystals 2021, 11, 196. [Google Scholar] [CrossRef]
- JG/T 472-2015; Steel Fiber Reinforced Concrete. China Standard Press: Beijing, China, 2015.
- JGJ 52-2006; Standard for Technical Requirements and Test Method of Sand and Crushed Stone (or Gravel) for Ordinary Concrete. China Building Industry Press: Beijing, China, 2006.
- GB 8076-2008; Concrete Admixtures. China Building Industry Press: Beijing, China, 2008.
- JGJ 55-2011; Specification for Mix Proportion Design of Ordinary Concrete. China Building Industry Press: Beijing, China, 2011.
- Zhao, M.; Ding, X.; Li, J.; Law, D. Numerical analysis of mix proportion of self-compacting concrete compared to ordinary concrete. Key Eng. Mater. 2018, 789, 69–75. [Google Scholar] [CrossRef]
- GB/T 50080-2016; Standard for Test Method of Fresh Performance of Ordinary Concrete. China Building Industry Press: Beijing, China, 2016.
- GB/T 50081-2019; Standard for Test Method of Physical and Mechanical Properties of Concrete. China Building Industry Press: Beijing, China, 2019.
- Ding, X.; Zhao, M.; Li, J.; Shang, P.; Li, C. Mix proportion design of self-compacting SFRC with manufactured sand based on the steel fiber-aggregates skeleton packing test. Materials 2020, 13, 2833. [Google Scholar] [CrossRef]
- Ding, X.; Geng, H.; Shi, K.; Song, L.; Li, S.; Liu, G. Study on adaptability of test methods for workability of fresh self-compacting SFRC. Materials 2021, 14, 5312. [Google Scholar] [CrossRef]
- SL 352-2006; Test Method for Hydraulic Concrete. China Hydropower Press: Beijing, China, 2006.
- GB/T 50082-2009; Standard for Test Method of Long-Term Performance and Durability of Ordinary Concrete. China Building Industry Press: Beijing, China, 2009.
- GB 50164-2011; Standard of Quality Control for Concrete. China Building Industry Press: Beijing, China, 2011.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Apparent Density (kg/m3) | Fineness (m2/kg) | Water Requirement of Normal Consistency (%) | Setting Time (min) | Compressive Strength (MPa) | Flexural Strength (MPa) | |||
|---|---|---|---|---|---|---|---|---|
| Initial | Final | 3 d | 28 d | 3 d | 28 d | |||
| 3052 | 356 | 26.0 | 223 | 273 | 26.7 | 47.45 | 4.7 | 12.8 |
| Apparent Density (kg/m3) | Specific Surface Area (m2/kg) | Fineness (%) | Water Demand (%) | Water Content (%) | Activity Index (%) |
|---|---|---|---|---|---|
| 2250 | 406 | 20.3 | 98 | 0.42 | 86.0 |
| Binder | Chemical Composites (%) | ||||||
|---|---|---|---|---|---|---|---|
| CaO | MgO | Al2O3 | Fe2O3 | SiO2 | SO3 | LOI | |
| Cement | 62.33 | 2.33 | 5.31 | 3.37 | 19.72 | 3.33 | 2.68 |
| Fly-ash | 0.26 | 3.80 | 31.14 | 4.16 | 50.26 | 2.16 | 2.34 |
| Aggregates | Density (kg/m3) | Porosity (%) | Water Content (%) | Water Absorption (%) | Mud Content (%) | |||
|---|---|---|---|---|---|---|---|---|
| Apparent | Bulk | Closed Packing | Bulk | Closed Packing | ||||
| Crushed limestone | 2730 | 1505 | 1700 | 44.9 | 37.8 | 0.31 | 0.75 | 2.70 |
| River sand | 2597 | 1600 | 1685 | 38.4 | 35.1 | 0.75 | 1.13 | 1.90 |
| Pumping Height/Distance (m) | 200/600 | 400/1200 | >400/1200 |
|---|---|---|---|
| Slump (mm) | 190~220 | 230~260 | - |
| Slump flow (mm) | - | 450~590 | 600~740 |
| Identifer | vf (%) | Dosage of Raw Materials (kg/m3) | ||||||
|---|---|---|---|---|---|---|---|---|
| Cement | Fly-Ash | Water | Crushed Limestone | River Sand | Steel Fiber | Pumping Agent | ||
| SF0 | 0 | 356.3 | 152.7 | 178.1 | 834.8 | 834.8 | 0 | 7.1 |
| SF0.4 | 0.4 | 370.5 | 158.8 | 185.3 | 818.7 | 850.1 | 31.4 | 7.6 |
| SF0.8 | 0.8 | 384.7 | 168.9 | 192.4 | 802.6 | 865.4 | 62.8 | 8.2 |
| SF1.2 | 1.2 | 399.0 | 171.0 | 199.5 | 786.5 | 880.7 | 94.2 | 8.7 |
| Fresh Mix | Slump (mm) | Slump Loss at 1 h (mm) | Slump Flow (mm) | ||||
|---|---|---|---|---|---|---|---|
| Initial | Stand for 0.5 h | Stand for 1 h | Initial | Stand for 0.5 h | Stand for 1 h | ||
| SF0 | 270 | 270 | 255 | 15 | 700 | 680 | 650 |
| SF0.4 | 260 | 250 | 250 | 10 | 680 | 660 | 625 |
| SF0.8 | 250 | 235 | 225 | 25 | 640 | 610 | 585 |
| SF1.2 | 240 | 220 | 210 | 30 | 560 | 515 | 485 |
| Identifer | V (m/s) | S1 (mm) | ∆PH (Pa/m) | Lmax (m) | Simulated Distance (m) | Pumping Time (min) | After Pumping (mm) | Loss Compared to That before Pumping (mm) | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Slump | Slump Flow | Slump | Slump Flow | |||||||
| SF0 | 0.553 | 270 | 5555 | 1224 | 1200 | 36 | 240 | 550 | 30 | 150 |
| SF0.4 | 0.553 | 265 | 6329 | 1074 | 1200 | 36 | 200 | 520 | 60 | 160 |
| SF0.8 | 0.553 | 260 | 7102 | 957 | 800 | 24 | 210 | 550 | 40 | 90 |
| SF1.2 | 0.553 | 250 | 8262 | 822 | 800 | 24 | 195 | 470 | 45 | 90 |
| Specimen | Permeable Height of Water (cm) | Relatively Permeability Coefficient (10−7 cm/h) | |
|---|---|---|---|
| Average | Deviation | ||
| SF0 | 1.36 | 0.29 | 0.944 |
| SF0.4 | 1.57 | 0.39 | 1.258 |
| SF0.8 | 1.63 | 0.30 | 1.357 |
| SF1.2 | 2.17 | 0.37 | 2.404 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, M.; Li, C.; Li, J.; Yue, L. Experimental Study on the Performance of Steel-Fiber-Reinforced Concrete for Remote-Pumping Construction. Materials 2023, 16, 3666. https://doi.org/10.3390/ma16103666
Zhao M, Li C, Li J, Yue L. Experimental Study on the Performance of Steel-Fiber-Reinforced Concrete for Remote-Pumping Construction. Materials. 2023; 16(10):3666. https://doi.org/10.3390/ma16103666
Chicago/Turabian StyleZhao, Minglei, Changyong Li, Jie Li, and Lixian Yue. 2023. "Experimental Study on the Performance of Steel-Fiber-Reinforced Concrete for Remote-Pumping Construction" Materials 16, no. 10: 3666. https://doi.org/10.3390/ma16103666
APA StyleZhao, M., Li, C., Li, J., & Yue, L. (2023). Experimental Study on the Performance of Steel-Fiber-Reinforced Concrete for Remote-Pumping Construction. Materials, 16(10), 3666. https://doi.org/10.3390/ma16103666