

A Study on the Fatigue Performance and Corrosion Resistance of 304/45 Bimetallic Composite Bolts

Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Materials and Microstructure
3.1.1. Chemical Composition Analysis
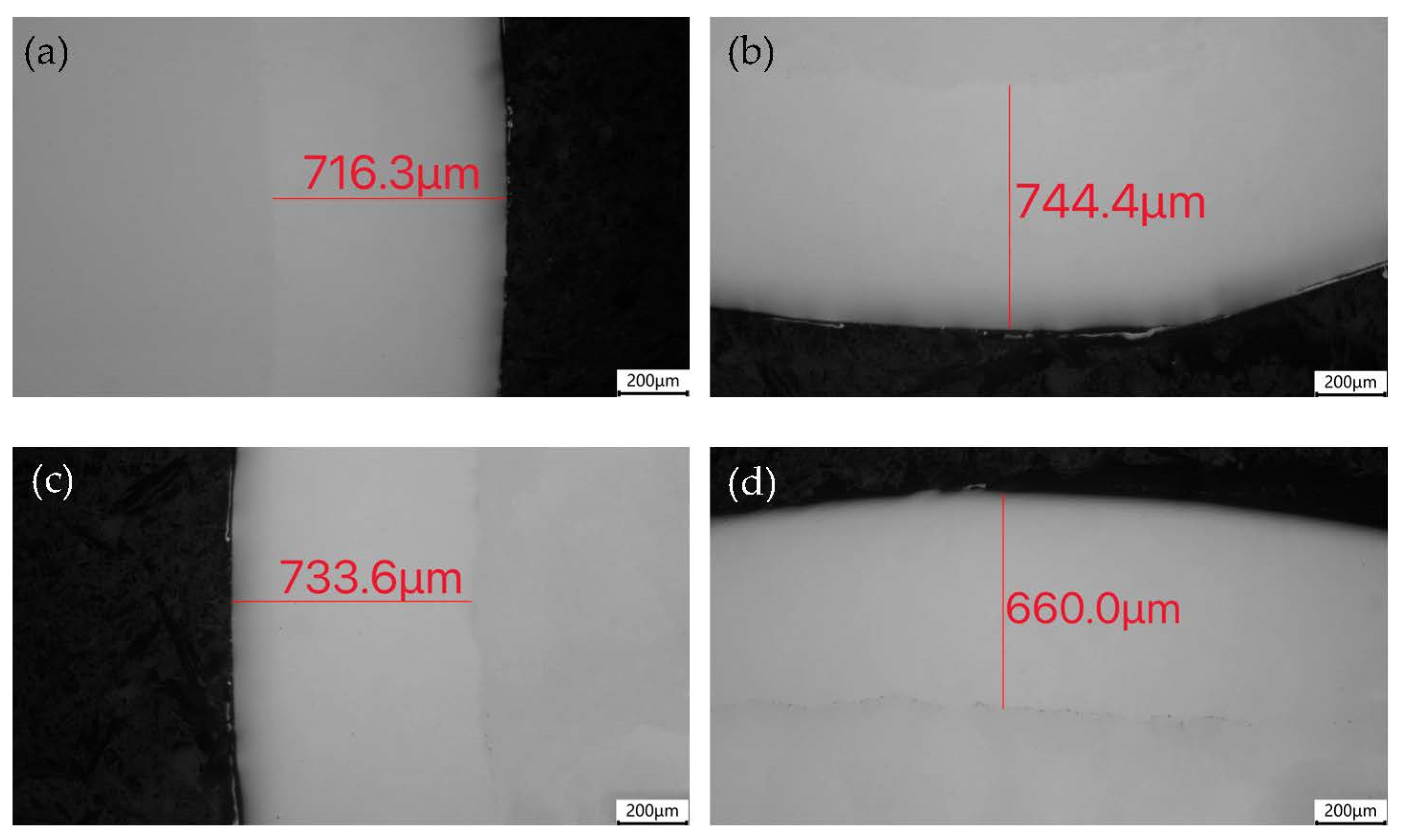
3.1.2. Microscopic Inspection of Composite Rods
3.1.3. Metallographic Microstructure Analysis
3.1.4. Microhardness Test
3.2. Fatigue Cycle Counting
3.2.1. Fatigue Cycles under Initial Stress
3.2.2. Fatigue Curve Measurement
3.2.3. Macroscopic Morphology Analysis of Fatigue Fracture
3.2.4. SEM Micromorphology Analysis
3.3. Corrosion Resistance Tests
3.3.1. Polarization Curve Measurement
3.3.2. Salt Spray Test
4. Conclusions
- The composite bolts were well formed and displayed no discernible defects at the joint. The SS cladding of the 304/45-CW bolts exhibited fibrous, streamline tissue characteristics. The SS cladding of the 304/45-CW bolts was mainly strengthened by cold deformation. The SS cladding had a high microhardness, with an average microhardness of 474 HV;
- Under the condition of the maximum surface bending stress of 300 MPa, the fatigue cycles of the 304/45-CW reached 342,600 times at a 63.2% failure probability, which was significantly higher than that of the 35K CS bolts. The S-N fatigue curves showed that the fatigue strength of the 304/45-CW bolts was close to 240 MPa, but the fatigue strength of the 304/45-QT bolts decreased significantly to 85 MPa, which was due to the loss of the cold deformation strengthening effect, and the surface microhardness of the composite bolts decreased significantly;
- The corrosion current density of the 304/45-CW bolts was twice that of a 304 stainless steel bolt. It was a little bit affected by carbon diffusion. After the quenching and tempering treatment, under the dual effect of sufficient carbon diffusion and the sensitization temperature range, the intergranular sensitization phenomenon of the SS cladding was aggravated and the corrosion resistance decreased obviously.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, D.; Uy, B.; Wang, J.; Song, Y. Behaviour and design of high-strength Grade 12.9 bolts under combined tension and shear. J. Constr. Steel Res. 2020, 174, 106305. [Google Scholar] [CrossRef]
- Wen, J.; Liu, L.; Jiao, Q.; Yang, J.; Liu, Q.; Chen, L. Failure analysis on 20MnTiB steel high-strength bolts in steel structure. Eng. Fail. Anal. 2020, 118, 104820. [Google Scholar] [CrossRef]
- Jiao, J.; Liu, Z.; Guo, Q.; Liu, Y.; Lei, H. Constant-amplitude fatigue behavior of M24 high-strength bolt of end-plate flange connection. Structures 2021, 34, 2041–2053. [Google Scholar] [CrossRef]
- Qiu, B.; Yang, X.; Zhou, Z.; Lei, H. Experimental study on fatigue performance of M30 high-strength bolts in bolted spherical joints of grid structures. Eng. Struct. 2020, 205, 110123. [Google Scholar] [CrossRef]
- Li, M.; Yao, L.; Zhang, S.; Wang, D.; He, Z.; Sun, G. Study on bolt head corrosion influence on the clamping force loss of high strength bolt. Eng. Fail. Anal. 2021, 129, 105660. [Google Scholar] [CrossRef]
- Lachowicz, M.B.; Lachowicz, M.M. Influence of Corrosion on Fatigue of the Fastening Bolts. Materials 2021, 14, 1485. [Google Scholar] [CrossRef]
- Wang, J.; Shi, W.; Xiang, S.; Ballinger, R.G. Study of the corrosion behaviour of sensitized 904L austenitic stainless steel in Cl-solution. Corros. Sci. 2021, 181, 109234. [Google Scholar] [CrossRef]
- Ding, B.; Zhao, Y.; Huang, Z.; Cai, L.; Wang, N. Tensile bearing capacity for bolted spherical joints with different screwing depths of high-strength bolts. Eng. Struct. 2020, 225, 111255. [Google Scholar] [CrossRef]
- Yang, L.; Wang, Y.; Guan, J.; Zhang, Y.; Shi, Y. Bearing Strength of Stainless Steel Bolted Connections. Adv. Struct. Eng. 2015, 18, 1051–1062. [Google Scholar] [CrossRef]
- Hu, Y.; Tang, S.; George, A.K.; Tao, Z.; Wang, X.; Thai, H. Behaviour of stainless steel bolts after exposure to elevated temperatures. J. Constr. Steel Res. 2019, 157, 371–385. [Google Scholar] [CrossRef]
- Xu, W.; Yang, Y.; Dai, C.; Xie, J. Optimization of spinning parameters of 20/316L bimetal composite tube based on orthogonal test. Sci. Eng. Compos. Mater. 2020, 27, 272–279. [Google Scholar] [CrossRef]
- Wang, S.; Zhao, G.; Li, Y.; Li, J.; Song, Y. Composite Plate Rolling Technology of 304/Q345R Based on a Corrugated Interface. Materials 2019, 12, 3866. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, L.Y.; Xiao, J.; Han, B.; Wang, X.L. Microstructure and mechanical properties of welded joints of L415/316L bimetal composite pipe using post internal-welding process. Int. J. Pres. Ves. Pip. 2020, 179, 104026. [Google Scholar]
- Li, Z.; Xie, H.; Jia, F.; Lu, Y.; Yuan, X.; Jiao, S.; Jiang, Z. Study on Deformation Characteristics and Microstructure Evolution of 2205/AH36 Bimetal Composite in a Novel Hot Forming Process. Metals 2020, 10, 1375. [Google Scholar] [CrossRef]
- Li, H.; Zhang, L.; Zhang, B.; Zhang, Q. Effect of Heat Treatment on the Microstructure and Corrosion Resistance of Stainless/Carbon Steel Bimetal Plate. Adv. Mater. Sci. Eng. 2020, 2020, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Xiao, J.; Han, B.; Zhou, C.; Wang, X. Welding L415/316L Bimetal Composite Pipe Using Post-Internal-Welding Process. Trans. Indian Inst. Met. 2020, 73, 675–689. [Google Scholar] [CrossRef]
- Greß, T.; Mittler, T.; Chen, H.; Stahl, J.; Schmid, S.; Khalifa, N.B.; Volk, W. Production of aluminum AA7075/6060 compounds by die casting and hot extrusion. J. Mater. Process. Technol. 2020, 280, 116594. [Google Scholar] [CrossRef]
- Upadhyaya, G.S. A Brief History of Major Powder Metallurgy Research Centres. Powder Metall. 2016, 59, 2–8. [Google Scholar] [CrossRef]
- Rozumek, D.; Kwiatkowski, G. The Influence of Heat Treatment Parameters on the Cracks Growth under Cyclic Bending in St-Ti Clad Obtained by Explosive Welding. Metals 2019, 9, 338. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.X.; Wang, S.; Chen, C.X.; Fang, W.; Feng, J.H.; Zhang, X.; Yin, F.X. Interface characteristics and fracture behavior of hot rolled stainless steel clad plates with different vacuum degrees. Appl. Surf. Sci. 2019, 463, 121–131. [Google Scholar] [CrossRef]
- Zhang, S.; Xiao, H.; Xie, H.; Gu, L. The preparation and property research of the stainless steel/iron scrap clad plate. J. Mater. Process. Technol. 2014, 214, 1205–1210. [Google Scholar] [CrossRef]
- Li, H.; Zhang, L.; Zhang, B.; Zhang, Q. Interfacial fracture behavior of a stainless/carbon steel bimetal plate in a uniaxial tension test. Results Phys. 2019, 14, 102470. [Google Scholar] [CrossRef]
- Liu, T.; Song, B.; Huang, G.; Jiang, X.; Guo, S.; Zheng, K.; Pan, F. Preparation, structure and properties of Mg/Al laminated metal composites fabricated by roll-bonding, a review. J. Magnes. Alloys 2022, 10, 2062–2093. [Google Scholar] [CrossRef]
- Dehghani, F.; Salimi, M. Analytical and experimental analysis of the formability of copper-stainless-steel 304L clad metal sheets in deep drawing. Int. J. Adv. Manuf. Technol. 2016, 82, 163–177. [Google Scholar] [CrossRef]
- Liu, B.X.; Wang, S.; Fang, W.; Ma, J.L.; Yin, F.X.; He, J.N.; Feng, J.H.; Chen, C.X. Microstructure and mechanical properties of hot rolled stainless steel clad plate by heat treatment. Mater. Chem. Phys. 2018, 216, 460–467. [Google Scholar] [CrossRef]
- Yu, T.; Jing, Y.-A.; Yan, X.L.; Li, W.B.; Pang, Q.H.; Jing, G. Microstructures and properties of roll-bonded stainless /medium carbon steel clad plates. J. Mater. Process. Technol. 2019, 266, 264–273. [Google Scholar]
- Shrestha, R.; Simsiriwong, J.; Shamsaei, N. Fatigue behavior of additive manufactured 316L stainless steel under axial versus rotating-bending loading: Synergistic effects of stress gradient, surface roughness, and volumetric defects. Int. J. Fatigue 2021, 144, 106063. [Google Scholar] [CrossRef]
- Abdul Jawwad, A.K.; ALShabatat, N.; Mahdi, M. The effects of joint design, bolting procedure and load eccentricity on fatigue failure characteristics of high-strength steel bolts. Eng. Fail. Anal. 2021, 122, 105279. [Google Scholar] [CrossRef]
- Liu, B.X.; Wang, S.; Fang, W.; Yin, F.X.; Chen, C.X. Meso and microscale clad interface characteristics of hot-rolled stainless steel clad plate. Mater. Charact. 2019, 148, 17–25. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cr | Ni | C | Mn | Si | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| 304 SS tube | 18.18 | 8.18 | 0.057 | 0.73 | 0.39 | 0.026 | 0.006 | balance |
| ASTM type 304 SS | 18.0–19.0 | 9.0–10.0 | ≤0.07 | ≤2.00 | ≤1.00 | ≤0.045 | ≤0.030 | balance |
| 45 CS rod | 0.039 | 0.016 | 0.463 | 0.592 | 0.228 | 0.023 | 0.004 | balance |
| 45 CS | ≤0.25 | ≤0.25 | 0.42–0.50 | 0.50–0.80 | 0.17–0.37 | ≤0.035 | ≤0.035 | balance |
| Sample | 3 o’clock | 6 o’clock | 9 o’clock | 12 o’clock |
|---|---|---|---|---|
| 1 | 716.3 | 744.4 | 733.6 | 660.0 |
| 2 | 809.3 | 655.7 | 510.7 | 681.7 |
| 3 | 522.0 | 517.7 | 502.1 | 720.6 |
| Average | 682.5 | 640.5 | 582.1 | 687.4 |
| Samples | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| 35K CS bolts | 18,416 | 18,632 | 23,381 | 25,666 | 40,021 | 44,116 |
| 304 SS bolts | 110,318 | 155,197 | 177,310 | 180,783 | 246,231 | 268,016 |
| 304/45-CW bolts | 200,754 | 201,041 | 240,751 | 316,003 | 350,198 | 520,321 |
| 304/45-QT bolts | 7003 | 8755 | 9451 | 9905 | 16,301 | 18,074 |
| Sample | Self-Etching Potential Ecorr (mV) | Corrosion Current Density Icorr (μA/cm2) |
|---|---|---|
| 304 SS bolts | −214 | 0.709 |
| 304/45-CW bolts | −298 | 1.44 |
| 304/45-QT bolts | −458 | 7.92 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Z.; Ding, Y. A Study on the Fatigue Performance and Corrosion Resistance of 304/45 Bimetallic Composite Bolts. Materials 2023, 16, 4454. https://doi.org/10.3390/ma16124454
Zhou Z, Ding Y. A Study on the Fatigue Performance and Corrosion Resistance of 304/45 Bimetallic Composite Bolts. Materials. 2023; 16(12):4454. https://doi.org/10.3390/ma16124454
Chicago/Turabian StyleZhou, Ziming, and Yi Ding. 2023. "A Study on the Fatigue Performance and Corrosion Resistance of 304/45 Bimetallic Composite Bolts" Materials 16, no. 12: 4454. https://doi.org/10.3390/ma16124454
APA StyleZhou, Z., & Ding, Y. (2023). A Study on the Fatigue Performance and Corrosion Resistance of 304/45 Bimetallic Composite Bolts. Materials, 16(12), 4454. https://doi.org/10.3390/ma16124454