
Preparation and Validation of a Longitudinally and Transversely Stiffened Panel Based on Hybrid RTM Composite Materials



 ,
, 
Abstract
:1. Introduction
2. Results
2.1. Structural Design of the Composite Longitudinally and Transversely Stiffened Panel Based on HRTM
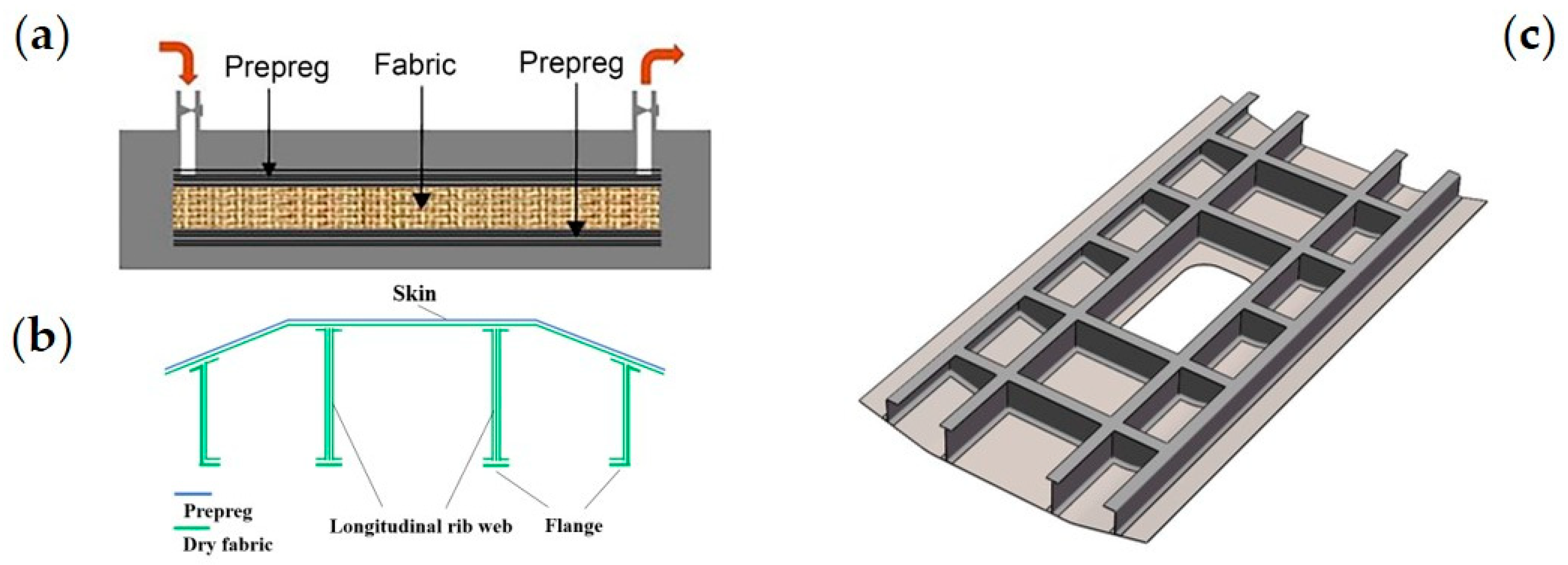
2.2. Feasibility of the HRTM Process
2.3. Finite Element Analysis of the Composite Stiffened Panel Based on HRTM
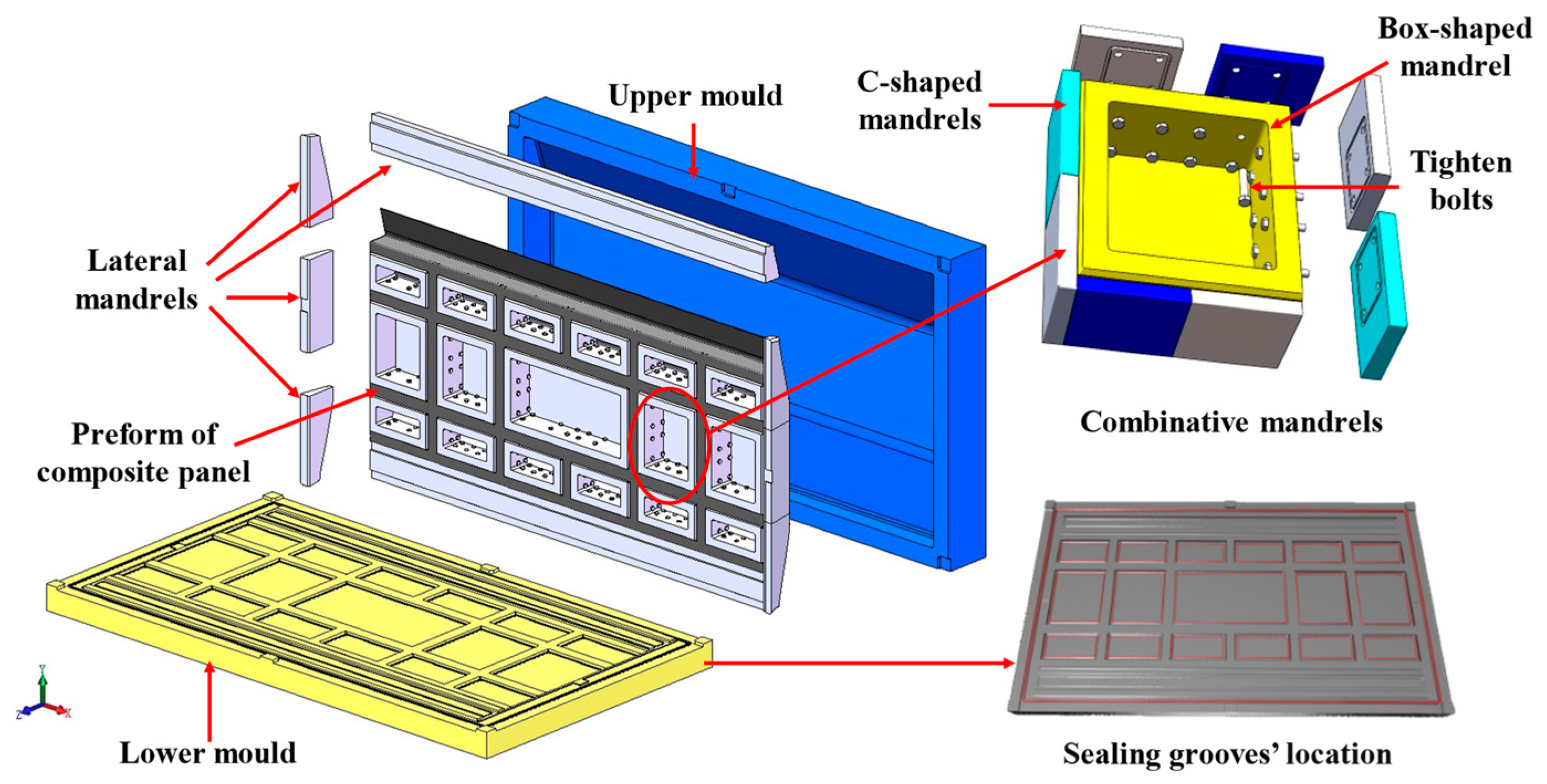
2.4. Mold Design of the Composite Stiffened Panel Based on HRTM
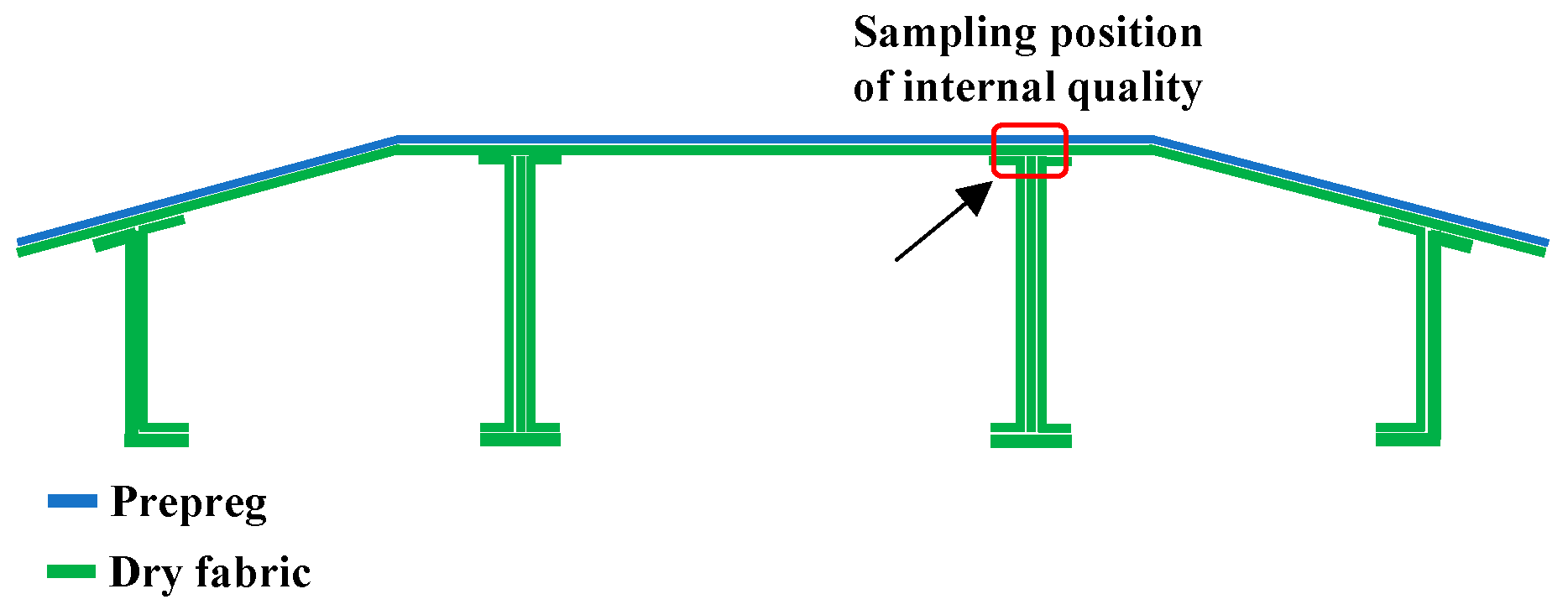
2.5. Internal Quality of the Composite Laminates Based on HRTM
2.6. Composite Longitudinally and Transversely Stiffened Panel Based on HRTM
2.7. Performance Verification of the Composite Stiffened Panel
3. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vimal, R.; Dhanjayan, G. Improving fatigue life of gas turbine fan blade using advanced composite materials. IOP Conf. Ser. Mater. Sci. Eng. 2018, 455, 012035. [Google Scholar] [CrossRef]
- Li, Y.; Xiao, Y.; Yu, L.; Ji, K.; Li, D.S. A review on the tooling technologies for composites manufacturing of aerospace structures: Materials, structures and processes. Compos. Part A Appl. Sci. Manuf. 2022, 154, 106762. [Google Scholar] [CrossRef]
- Mrázová, M. Advanced composite materials of the future in aerospace industry. INCAS Bull. 2013, 5, 139–150. [Google Scholar]
- Li, F.L.; Zhang, S.N.; Cheng, W.X. Application and Optimization of Wing Structure Design of DF-2 Light Sports Aircraft Based on Composite Material Characteristics. J. Nanomater. 2022, 2022, 6967016. [Google Scholar] [CrossRef]
- Chu, S.; Featherston, C.; Kim, H.A. Design of stiffened panels for stress and buckling via topology optimization. Struct. Multidiscipl. Optim. 2021, 64, 3123–3146. [Google Scholar] [CrossRef]
- Ge, X.; Ma, Y.e.; Zhao, Y.; Zhang, W.; Wang, Z. Failure modes of Al-Li alloy friction stir welded stiffened panels subjected to shear load. Eng. Fail. Anal. 2023, 144, 106965. [Google Scholar] [CrossRef]
- Masood, S.N.; Gaddikeri, K.M.; Viswamurthy, S.R. Experimental and finite element numerical studies on the post-buckling behavior of composite stiffened panels. Mech. Adv. Mater. Struct. 2021, 28, 1677–1690. [Google Scholar] [CrossRef]
- Degenhardt, R.; Castro, S.; Arbelo, M.; Zimmerman, R.; Khakimova, R.; Kling, A. Future structural stability design for composite A review and study on ultimate strength of steel plates and stiffened panels in axial compression space and airframe structures. Thin Wall Struct. 2014, 81, 29–38. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Ye, H.J.; Zhai, Q.S. Study on Integral Forming technology of longitudinal and transverse reinforced carbon fiber composite panel. Sci. Technol. Innov. 2018, 4, 46–48. (In Chinese) [Google Scholar]
- Quinn, D.; Murphy, A.; McEwan, W.; Lemaitre, F. Stiffened panel stability behaviour and performance gains with plate prismatic sub-stiffening. Thin Wall Struct. 2009, 47, 1457–1468. [Google Scholar] [CrossRef] [Green Version]
- Zobeiry, N.; Duffner, C. Measuring the negative pressure during processing of advanced composites. Compos. Struct. 2018, 203, 11–17. [Google Scholar] [CrossRef]
- Ballout, W.; Coulon, B.; Janssens, Y.-A.; Van Velthem, P.; Sclavons, M.; Magnin, D.; Pardoen, T.; Bailly, C. Quantitative characterization of interdiffusion at the resin–resin and resin–prepreg interphases of epoxy systems processed by model SQ-RTM. Polym. Eng. Sci. 2016, 56, 1061–1069. [Google Scholar] [CrossRef]
- Huang, X.T.; Yue, Z.F.; Wang, P.Y.; Chen, X.; Geng, X.L. Molding process influence on pull-off performance of composite stiffened panels. Fibers Polym. 2017, 18, 957–964. [Google Scholar] [CrossRef]
- Liu, Y.; Zou, J.C.; Zhu, R.X.; Lei, Z.K.; Bai, R.X. Study on the compression and shear bearing capacity of composite stiffened plates with opening crack. J. Phys. Conf. Ser. 2022, 2206, 012013. [Google Scholar] [CrossRef]
- Peng, F.; Zhang, Y.L.; Mu, J.L.; Min, S.S. Residual load-carrying capacity of stiffened panels with cracks under uniaxial tension loading considering crack propagation. Ship Technol. Res. 2022, 69, 105–114. [Google Scholar]
- Vishwanath, K.S. Experimental Investigation of the Aircraft Stiffened Panel Structure under Pressure Loads. Int. J. Innov. Eng. Technol. 2016, 7, 462–472. [Google Scholar]
- Zhang, S. A review and study on ultimate strength of steel plates and stiffened panels in axial compression. Ships Offshore Struct. 2016, 11, 81–91. [Google Scholar] [CrossRef]
- Zhou, G.M.; Pan, R.Q.; Li, C.; Cai, D.A.; Wang, X.P. Compressive Behavior of 3D Woven Composite Stiffened Panels: Experimental and Numerical Study. Appl. Compos. Mater. 2017, 24, 771–785. [Google Scholar] [CrossRef]
- Wang, F.; Paik, J.; Kim, B.J.; Cui, W.C.; Hayat, T.; Ahmad, B. Ultimate shear strength of intact and cracked stiffened panels. Thin Wall Struct. 2015, 88, 48–57. [Google Scholar] [CrossRef]
- Ambur, D.R.; Jaunky, N.; Hilburger, M.W. Progressive failure studies of stiffened panels subjected to shear loading. Compos. Struct. 2004, 65, 129–142. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Kumar, P.; Rutherford, S.E. Ultimate shear strength of plates and stiffened panels. Ships Offshore Struct. 2008, 3, 105–112. [Google Scholar] [CrossRef]
- Bai, Y.J.; Xu, Z.H.; Song, J.R.; Miao, L.L.; Cai, C.C.; Yang, F.; Wang, R.G.; He, X.D.; Hong, Y.; Dong, X.L. Experimental and numerical analyses of stiffened composite panels with delamination under a compressive load. J. Compos. Mater. 2020, 54, 1197–1216. [Google Scholar] [CrossRef]
- Hu, C.X.; Bai, Y.J.; Xu, Z.H.; Qiu, J.Z.; Wang, R.G.; He, X.D. Progressive damage behavior of composite L-stiffened structures with initial delamination defects under uniaxial compression: Experimental and numerical investigations. Polym. Compos. 2022, 43, 3765–3781. [Google Scholar] [CrossRef]
- Turon, A.; Camanho, P.; Costa, J.; Dávila, C. A damage model for the simulation of delamination in advanced composites under variable-mode loading. Mech. Mater. 2006, 38, 1072–1089. [Google Scholar] [CrossRef] [Green Version]
- Peng, W.F.; Zhan, L.H.; Zeng, L.R.; Bai, H.M. Process Study on Curing Composite Material T-Stiffened Panel. Asian J. Chem. 2014, 26, 5687–5690. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.J.; Shi, J.B.; Tian, H.Y.; Zhao, Y. Evaluation and Optimization of a Hybrid Manufacturing Process Combining Wire Arc Additive Manufacturing with Milling for the Fabrication of Stiffened Panels. Appl. Sci. 2017, 7, 1233. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.Q.; Zhong, Y.F.; Luo, Q.S.; Shi, Z. Static and dynamic analysis of Isogrid Stiffened Composite Plates (ISCP) using equivalent model based on variational asymptotic method. Thin Wall Struct. 2021, 163, 107671. [Google Scholar] [CrossRef]
- Islam, A.; Sheikh, A.; Bennett, T.; Thomsen, O. An innovative modeling strategy for flexural response of fiber-reinforced stiffened composite structures. Thin Wall Struct. 2022, 172, 108929. [Google Scholar] [CrossRef]
- Li, W.D.; Liu, G.; Bao, J.W.; Hu, X.L.; Yi, X.S. Research of processing characteristics and mechanical properties of semi-prepreg RTM composites. J. Aeronaut. Mater. 2014, 34, 57–62. (In Chinese) [Google Scholar]
- He, X.C.; Liu, G.; Bao, J.W. Application of prepreg in RTM process. Compos. Sci. Eng. 2015, 4, 34+71–75. (In Chinese) [Google Scholar]
- Wang, M.T.; Zeng, Y.S.; Bai, X.P.; Lyu, F.G. Research on torsion deformation of integral stiffened panel by pre-stress shot peen forming. Procedia Manuf. 2020, 50, 74–78. [Google Scholar] [CrossRef]
- Chung, K.C.; Shu, M.H.; Wang, Y.C.; Huang, J.C.; Lau, E. 3D printing technologies applied to the manufacturing of aircraft components. Mod. Phys. Lett. B 2020, 34, 2040018. [Google Scholar] [CrossRef]
- Kim, G.-H.; Choi, J.-H.; Kweon, J.-H. Manufacture and performance evaluation of the composite hat-stiffened panel. Compos. Struct. 2010, 92, 2276–2284. [Google Scholar] [CrossRef]
- Wang, X.M.; Luo, J.; Wang, J.; Sun, M.W.; Xie, F.Y. Interface fracture progression of composite T-stiffened skins fabricated by co-bonding and co-curing under tensile loading: An experimental investigation. Iran Polym. J. 2023, 32, 703–713. [Google Scholar] [CrossRef]
- Miranda Campos, B.; Bourbigot, S.; Fontaine, G.; Bonnet, F. Thermoplastic matrix-based composites produced by resin transfer molding: A review. Polym. Compos. 2022, 43, 2485–2506. [Google Scholar] [CrossRef]
- Achim, V.; Ruiz, E. Guiding selection for reduced process development time in RTM. Int. J. Mater. Form. 2010, 3, 1277–1286. [Google Scholar] [CrossRef]
- Poodts, E.; Minak, G.; Mazzocchetti, L.; Giorgini, L. Fabrication, process simulation and testing of a thick CFRP component using the RTM process. Compos. B Eng. 2014, 56, 673–680. [Google Scholar] [CrossRef]
- Mesogitis, T.; Skordos, A.A.; Long, A. Uncertainty in the manufacturing of fibrous thermosetting composites: A review. Compos. Part A Appl. Sci. Manuf. 2014, 57, 67–75. [Google Scholar] [CrossRef] [Green Version]
- Li, W.D.; Bao, J.W.; Luo, C.Y.; Zhong, X.Y.; Li, Y.; Zhang, P.; Qin, Y.L.; Zhao, X.F. A Die for Integral Preparation of Longitudinal and Transverse Stiffened Composite Panel. CN108943775B, 22 September 2020. (In Chinese). [Google Scholar]
- Zhao, L.; Wang, K.; Ding, F.; Qin, T.; Xu, J.; Liu, F.; Zhang, J. A post-buckling compressive failure analysis framework for composite stiffened panels considering intra-, inter-laminar damage and stiffener debonding. Results Phys. 2019, 13, 102205. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Average Value | Standard Deviation | Dispersion Coefficient, % | Number of Samples |
|---|---|---|---|---|
| E1T/GPa | 164.3 | 4.54 | 2.92 | 5 |
| E2T/GPa | 8.52 | 0.086 | 1.12 | 5 |
| G12/GPa | 4.45 | 0.12 | 2.71 | 5 |
| υ12 | 0.32 | 0.009 | 2.65 | 5 |
| XT/MPa | 2536 | 103 | 4.18 | 5 |
| XC/MPa | 1523 | 75.3 | 4.51 | 5 |
| YT/MPa | 66.50 | 3.40 | 4.57 | 5 |
| YC/MPa | 194.3 | 15.2 | 4.26 | 5 |
| S12/MPa | 110 | 2.71 | 1.74 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Ma, Z.; Shen, P.; Luo, C.; Zhong, X.; Jiang, S.; Bai, W.; Xie, L.; Hu, X.; Bao, J. Preparation and Validation of a Longitudinally and Transversely Stiffened Panel Based on Hybrid RTM Composite Materials. Materials 2023, 16, 5156. https://doi.org/10.3390/ma16145156
Li W, Ma Z, Shen P, Luo C, Zhong X, Jiang S, Bai W, Xie L, Hu X, Bao J. Preparation and Validation of a Longitudinally and Transversely Stiffened Panel Based on Hybrid RTM Composite Materials. Materials. 2023; 16(14):5156. https://doi.org/10.3390/ma16145156
Chicago/Turabian StyleLi, Weidong, Zhengzheng Ma, Pengfei Shen, Chuyang Luo, Xiangyu Zhong, Shicai Jiang, Weihua Bai, Luping Xie, Xiaolan Hu, and Jianwen Bao. 2023. "Preparation and Validation of a Longitudinally and Transversely Stiffened Panel Based on Hybrid RTM Composite Materials" Materials 16, no. 14: 5156. https://doi.org/10.3390/ma16145156
APA StyleLi, W., Ma, Z., Shen, P., Luo, C., Zhong, X., Jiang, S., Bai, W., Xie, L., Hu, X., & Bao, J. (2023). Preparation and Validation of a Longitudinally and Transversely Stiffened Panel Based on Hybrid RTM Composite Materials. Materials, 16(14), 5156. https://doi.org/10.3390/ma16145156