
Design Optimization and Mechanical Properties of SiC Particle Reinforced Ti-Based Metallic Glass Matrix Composite





Abstract
:1. Introduction
1.1. Progress in SiC Particle Reinforced MGMCs
1.2. Application of Finite Element Analysis in Particle Reinforced MGMCs
2. Materials and Methods
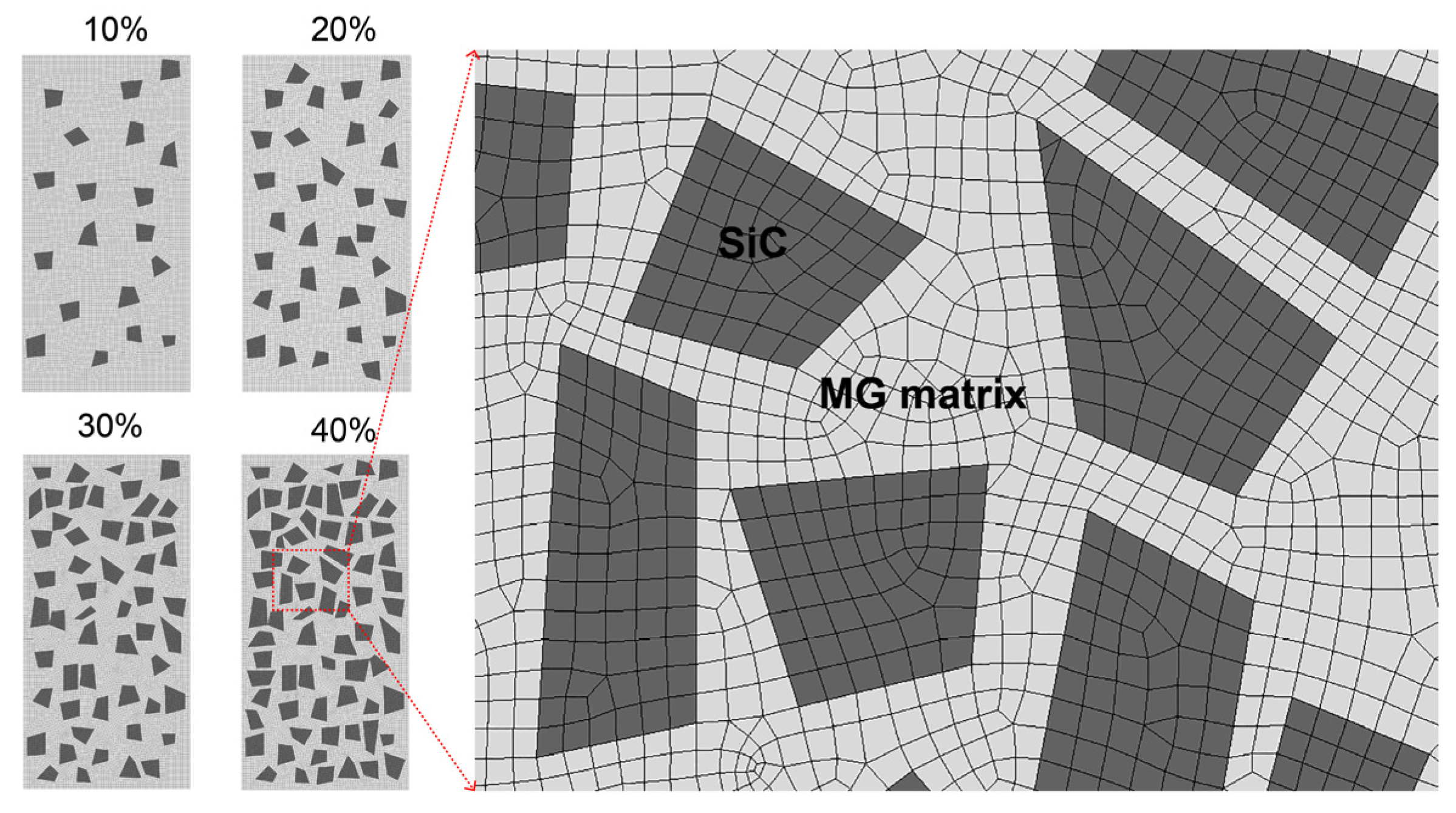
2.1. FEM Analysis
2.2. Fabrication of MGMC
2.3. Microstructural Characterization
2.4. Mechanical Property Testing
3. Results
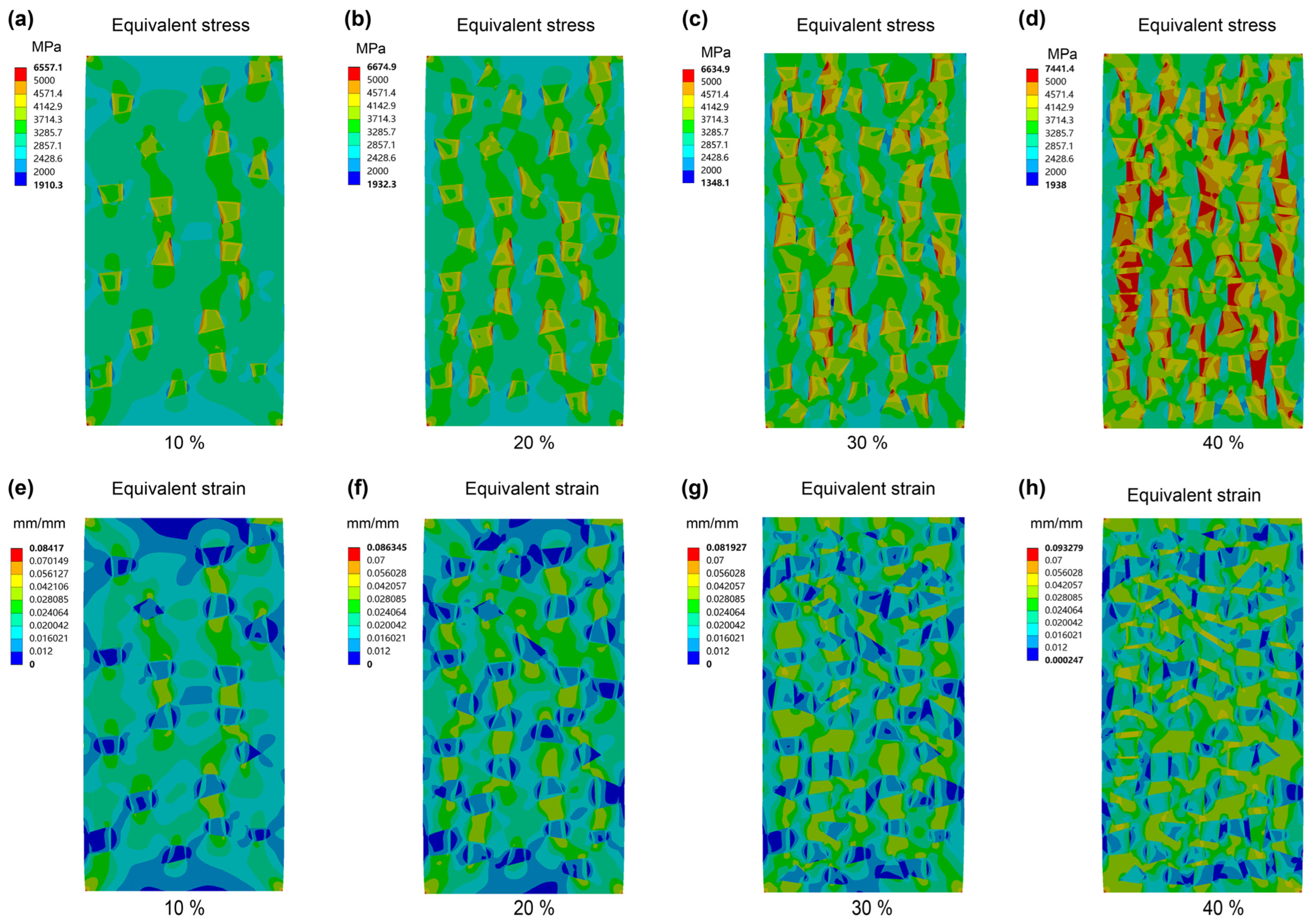
3.1. Optimization of SiC Particle Volume Fraction
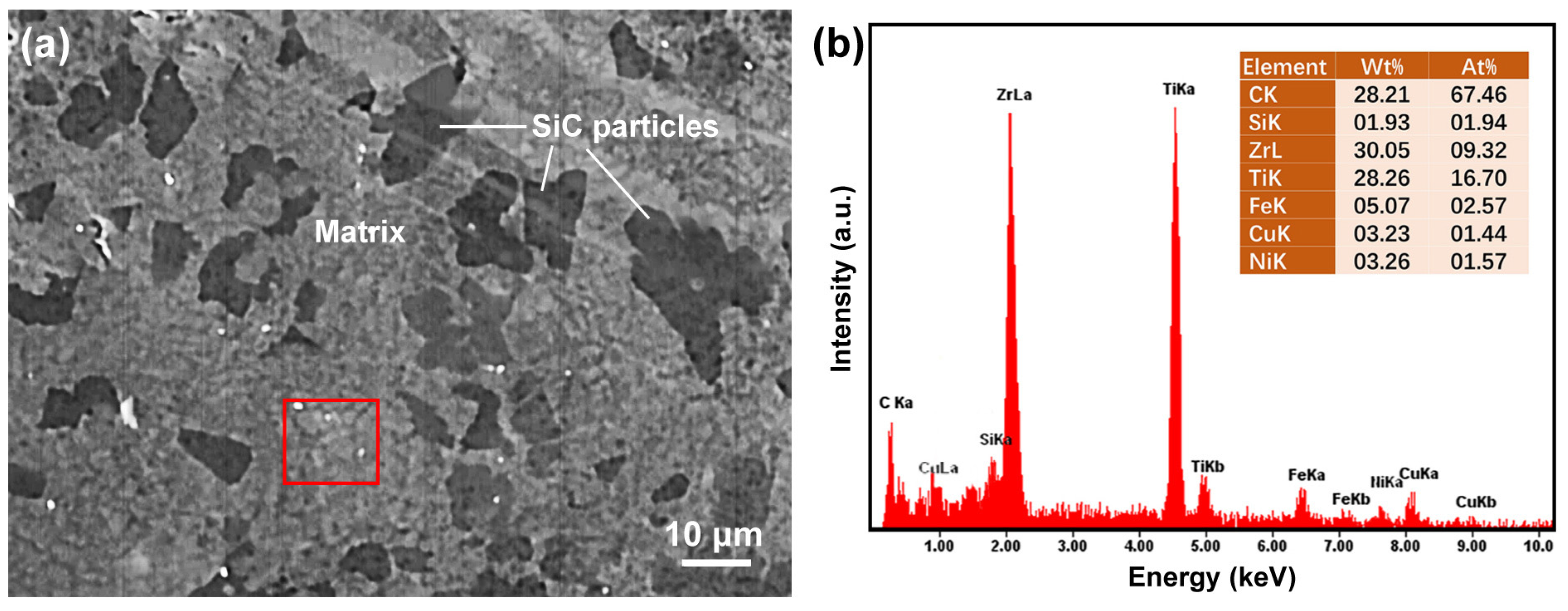
3.2. Fabrication and Microstructure of Composite Materials
3.3. Mechanical Properties
4. Discussion
5. Conclusions
- (1)
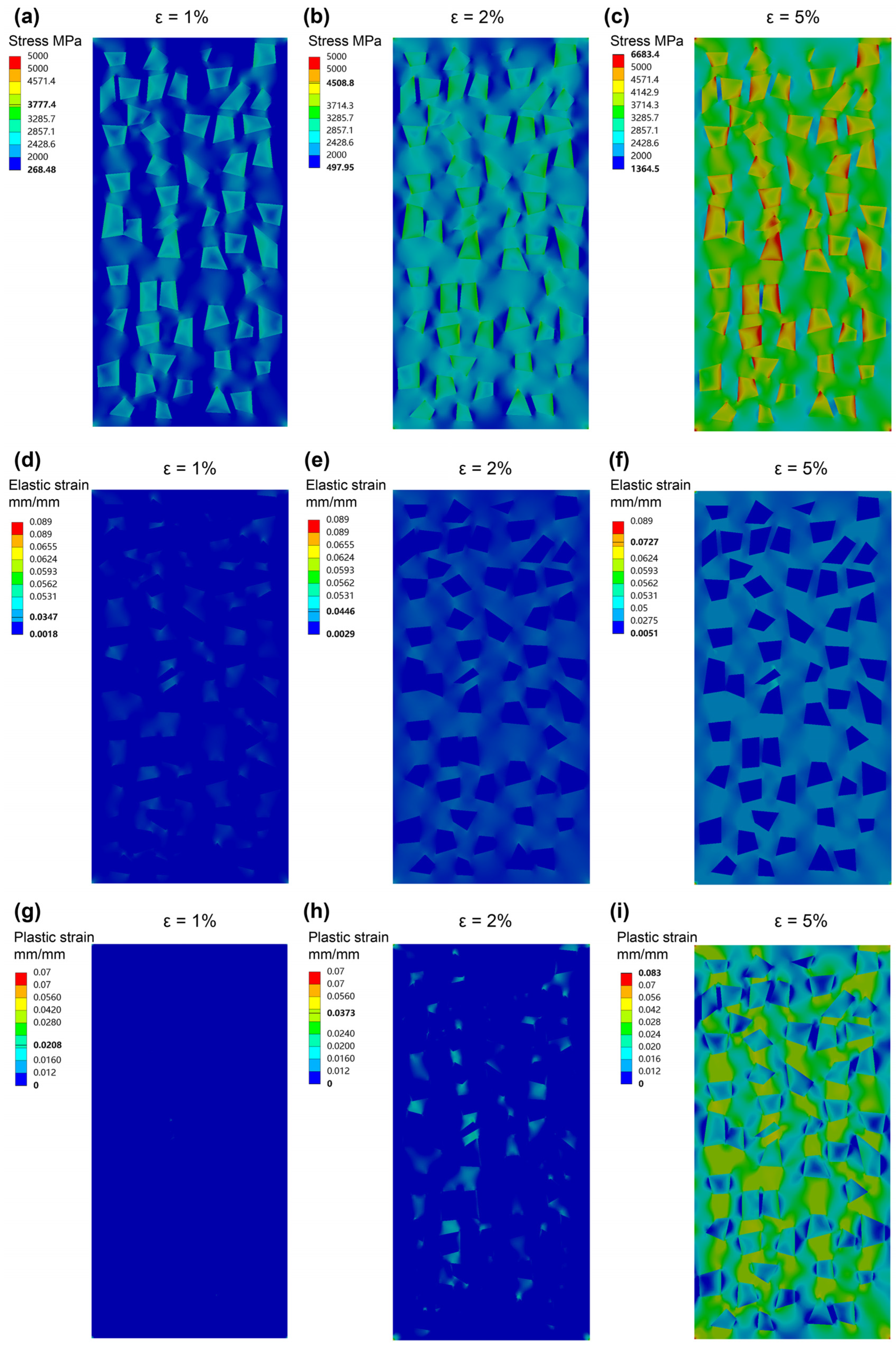
- The FEM analysis based on irregular SiC particles shows that, when the volume fraction is below 20%, the maximum stress and strain tend to be distributed parallel to the force axis, which may lead to splitting fracture; when the volume fraction is higher than 30%, the maximum stress and strain tend to form a cross network, which is conducive to shear fracture;
- (2)
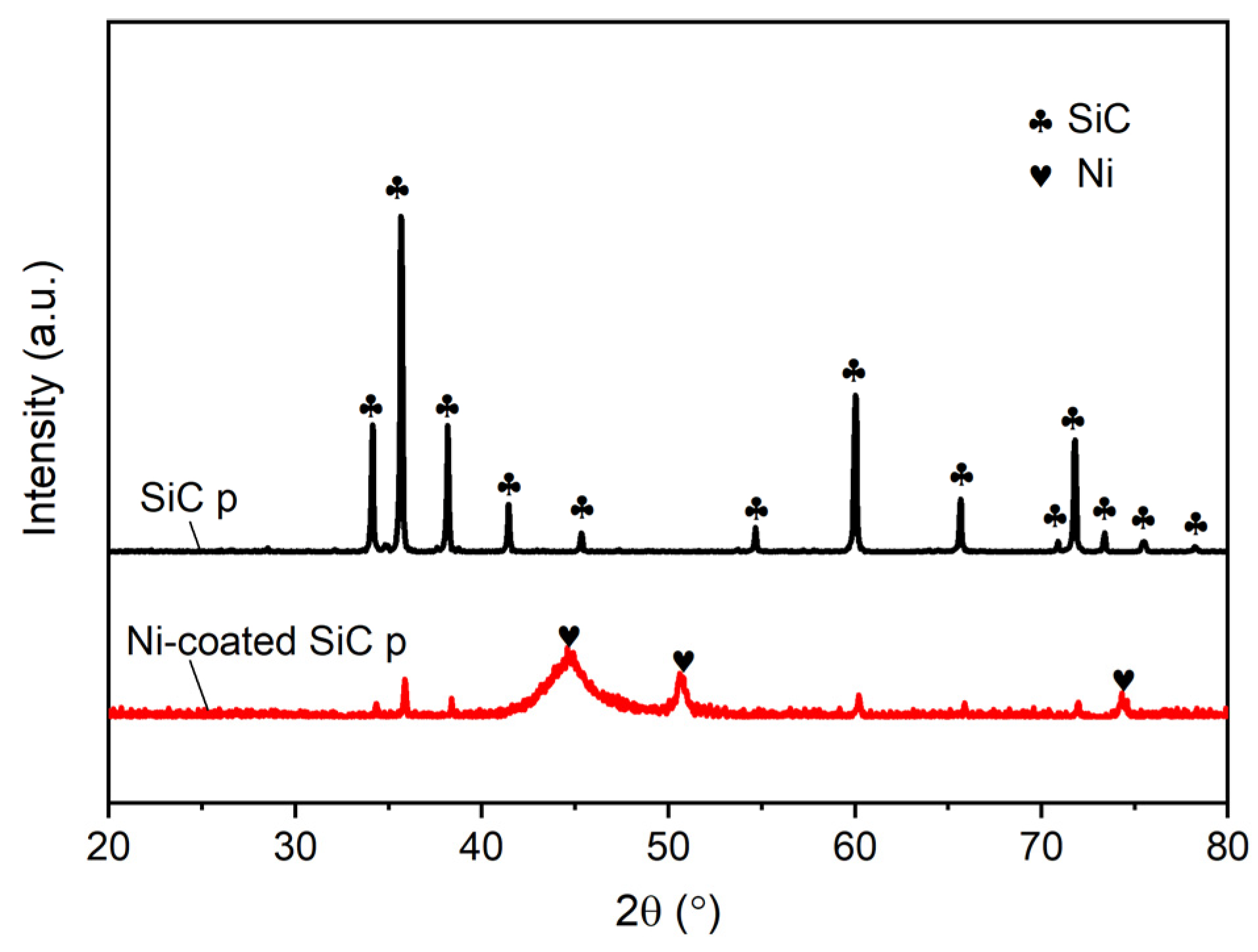
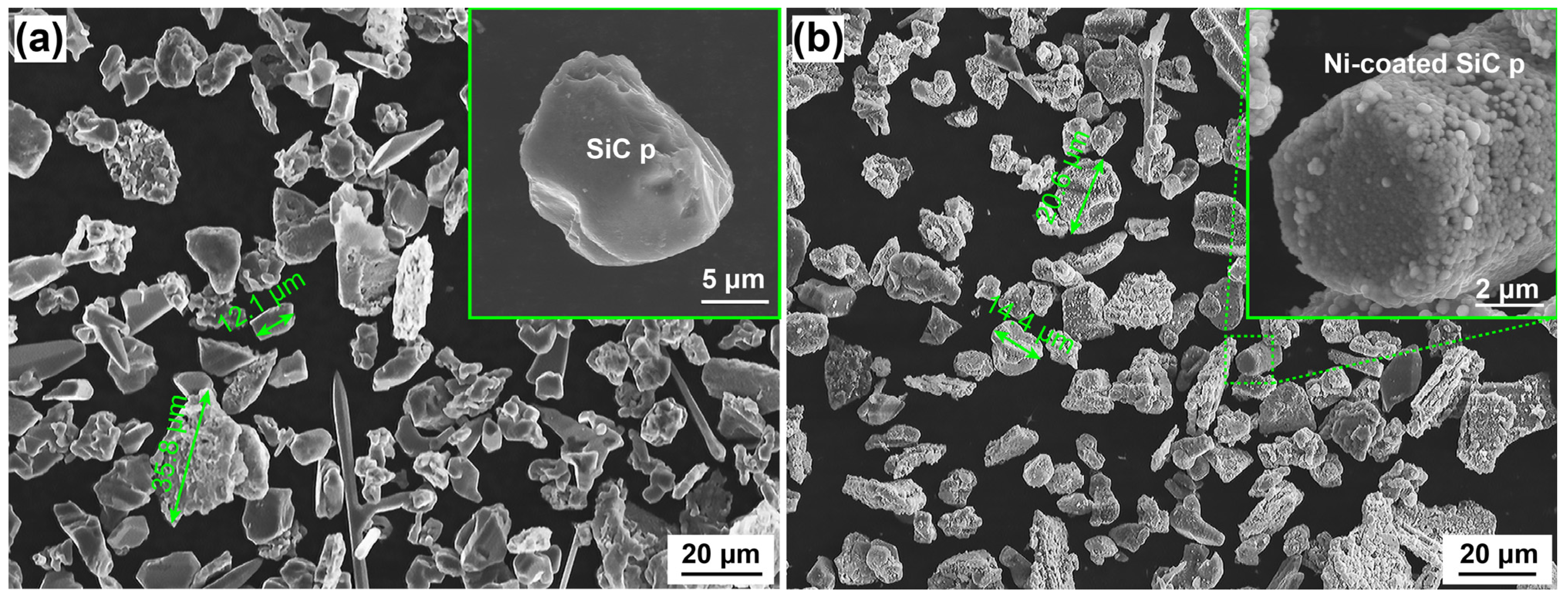
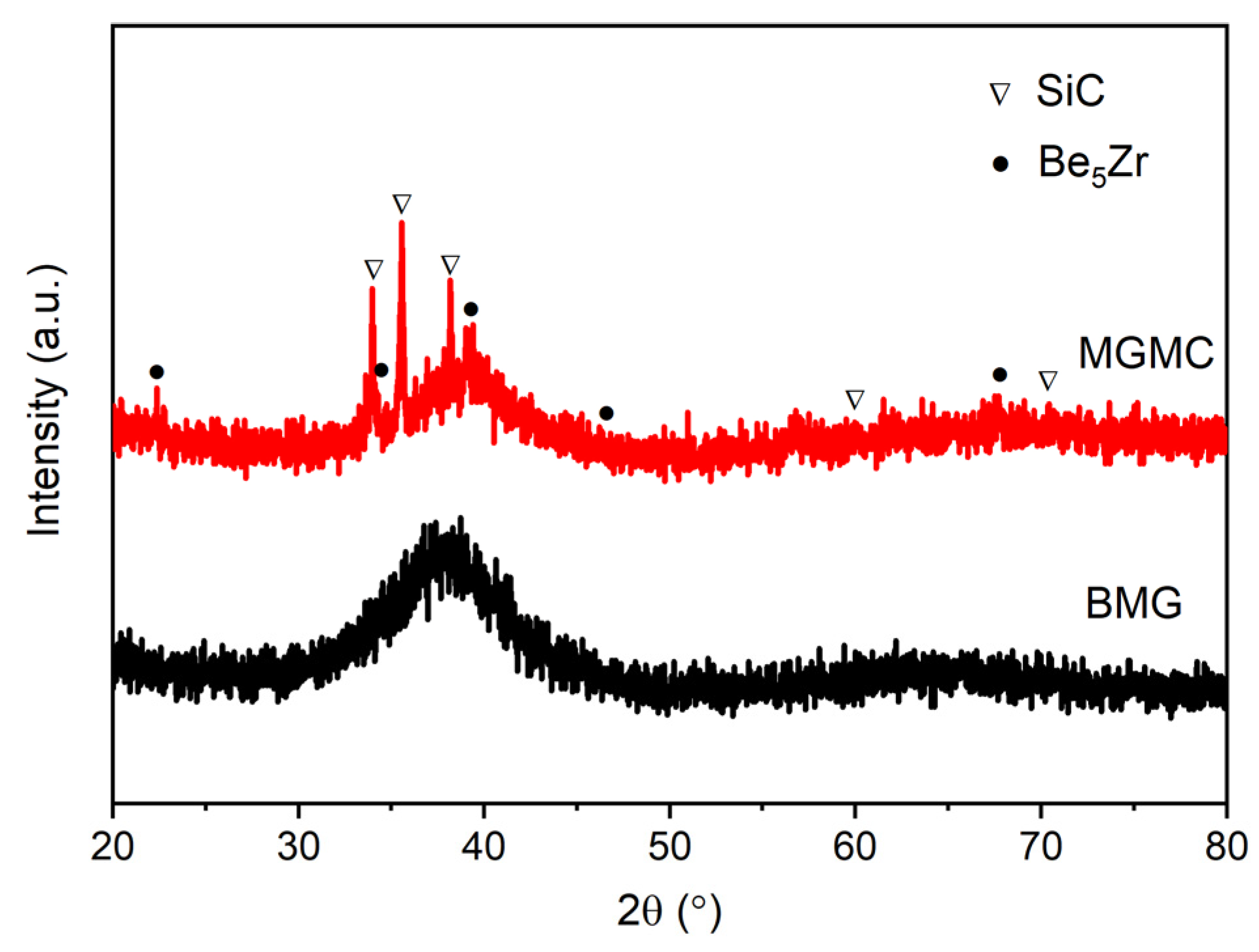
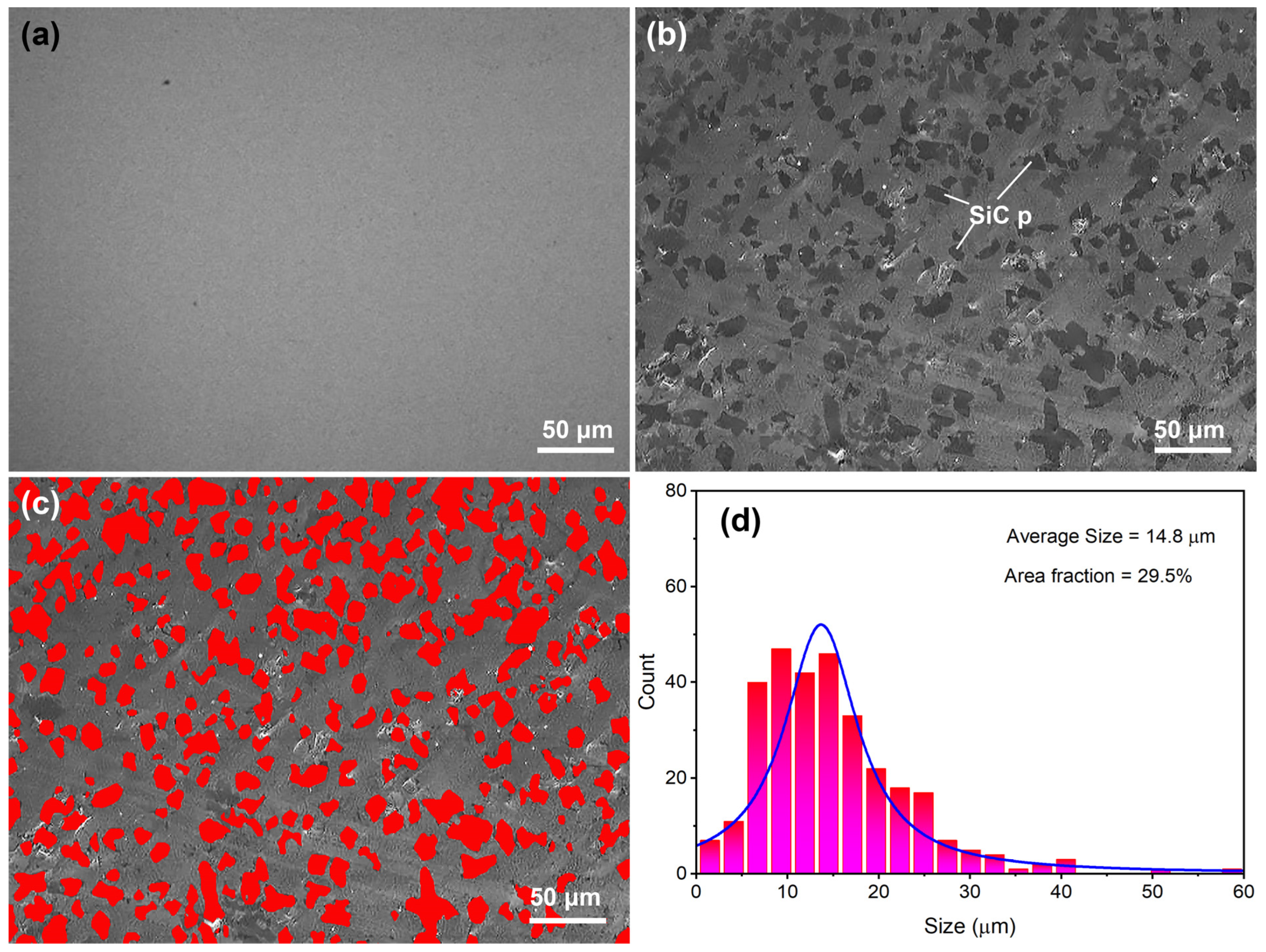
- Electroless nickel plating on the surface of SiC particles can significantly improve the interfacial wettability of composite materials. As a result, MGMC with a SiC volume fraction of 29.5% was successfully prepared using copper mold injection casting. The Ni-coated SiC particles exhibited dispersed distribution in the amorphous matrix, but resulted in the precipitation of a small amount of Be5Zr phase in the amorphous matrix, indicating the GFA degradation of the matrix alloy and the occurrence of partial crystallization;
- (3)
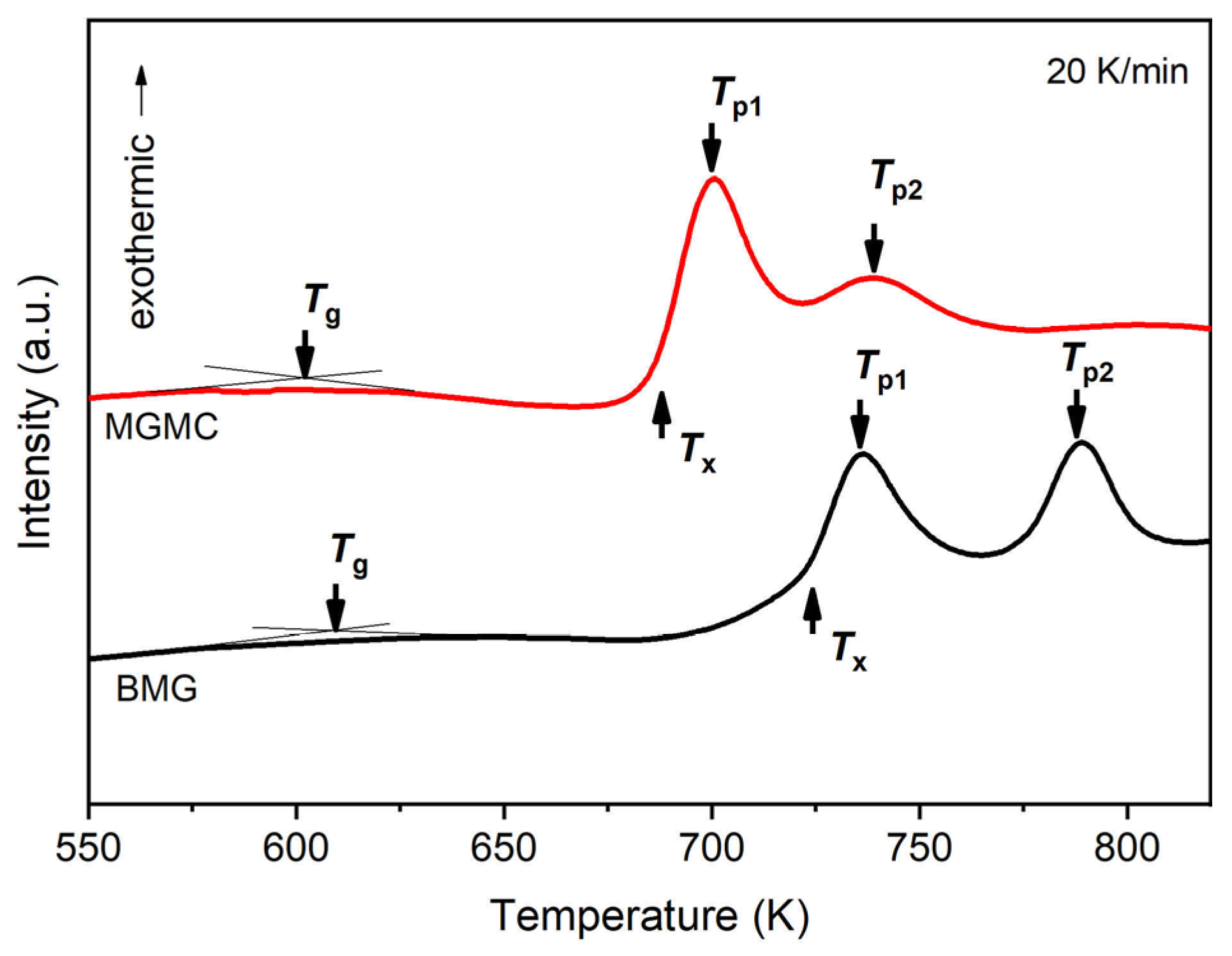
- The glass transition temperature and the crystallization temperature of the MGMC sample significantly decreased, indicating a reduction in the thermal stability of the composite. This can be attributed to the presence of Ni-coated SiC, which changes the composition of the MG matrix, resulting in reduced thermal properties of the matrix. In addition, the presence of SiC particles reduces the free energy barrier of crystalline-phase precipitation due to heterogeneous nucleation, thereby lowering the crystallization temperature;
- (4)
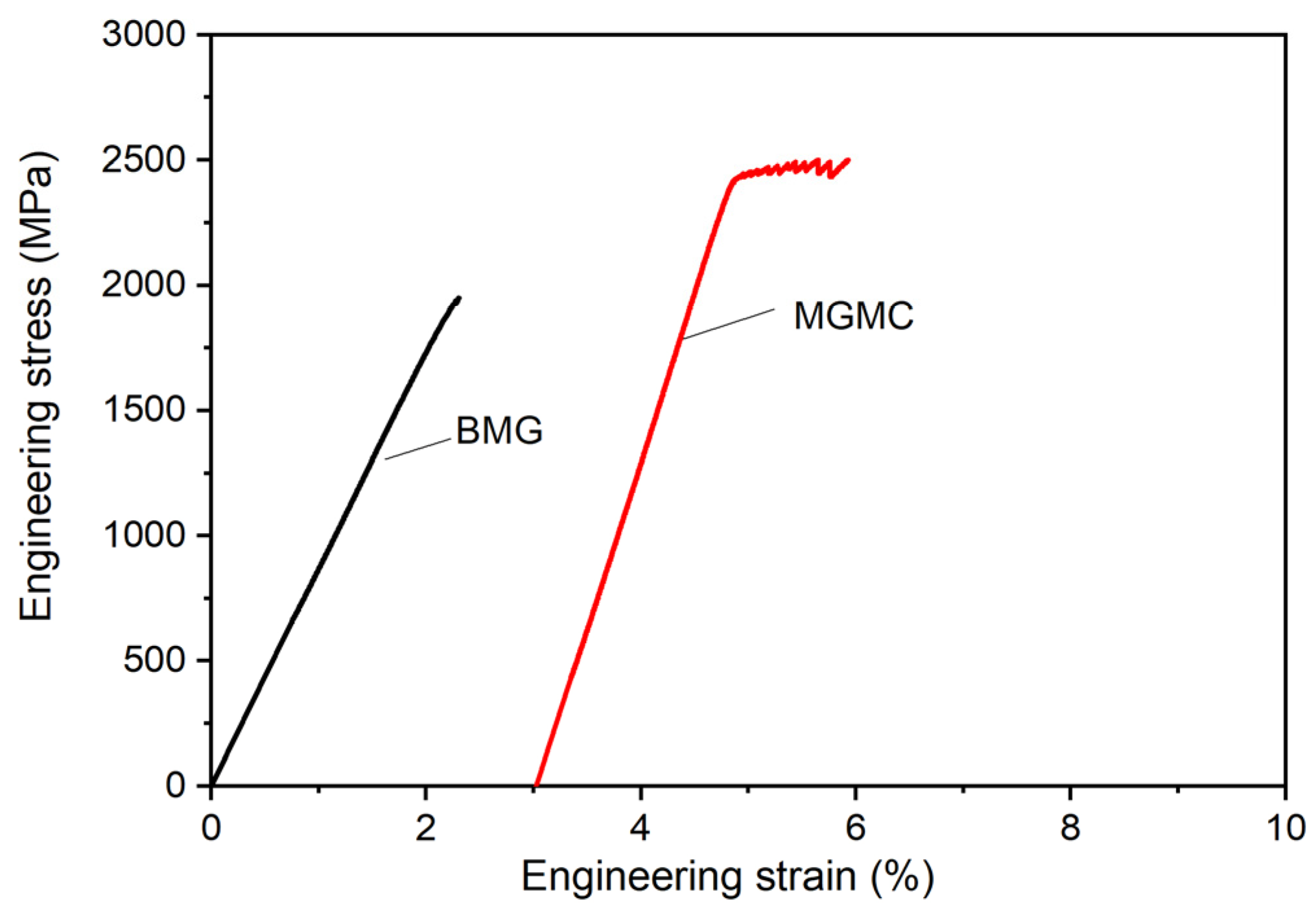
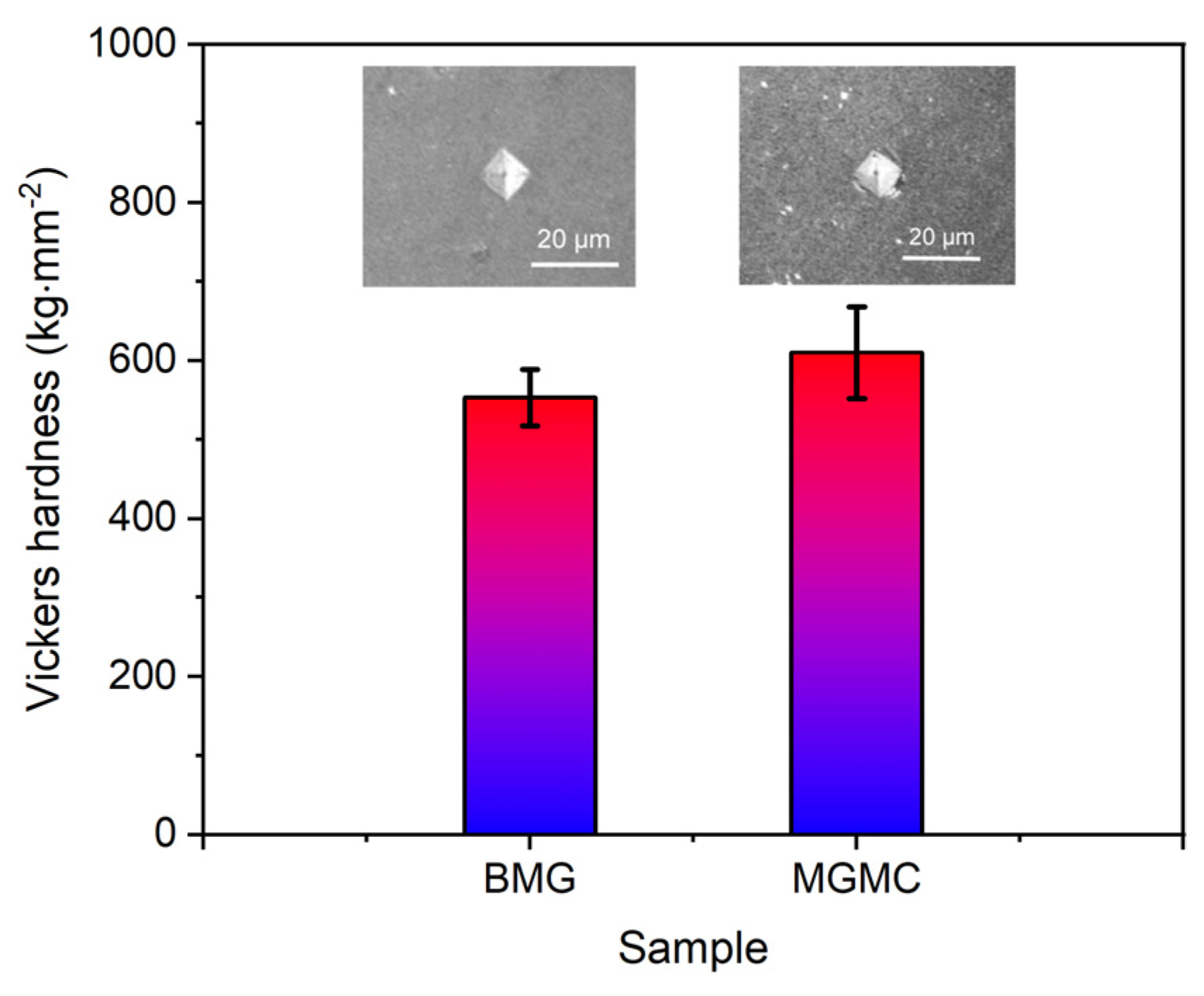
- The compression test showed that the compressive strength and hardness of the prepared MGMC were significantly increased compared to the matrix MG alloy, reaching over 2500 MPa and 612 kg·cm−2, and the plastic strain prior to fracture increased from almost “0” to about 1.1%. The use of lightweight reinforcements also resulted in a high specific strength of 4.8 × 105 Nm/kg;
- (5)
- The introduction of electroless Ni-plated SiC particles play multiple roles in weight lightening, strengthening, and toughening, providing a basis for the design and development of MGMCs. This work sheds light on the manufacturing strategy of high specific strength and wear-resistant small parts needed in the fields of consumer electronics, unmanned aerial vehicles, and robots.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, C.; Hu, B.; Zhao, L.; Liu, S. Titanium alloy production technology, market prospects and industry development. Mater. Des. 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Gupta, M.K.; El Etri, H.; Korkmaz, M.E.; Ross, N.S.; Krolczyk, G.M.; Gawlik, J.; Yasar, N.; Pimenov, D.Y. Tribological and surface morphological characteristics of titanium alloys: A review. Arch. Civ. Mech. Eng. 2022, 22, 72. [Google Scholar] [CrossRef]
- Shen, Y.; Jin, Z.; Ling, M.; Sun, Z.; Feng, M.; Xu, C.; Liu, S. Advances in Research on Titanium and Titanium Alloys with Antibacterial Functionality for Medical Use—A Review. J. Biomater. Tiss. Eng. 2023, 13, 1–17. [Google Scholar] [CrossRef]
- Gong, P.; Deng, L.; Jin, J.; Wang, S.; Wang, X.; Yao, K. Review on the Research and Development of Ti-Based Bulk Metallic Glasses. Metals 2016, 6, 264. [Google Scholar] [CrossRef] [Green Version]
- Eckert, J.; Das, J.; Pauly, S.; Duhamel, C. Mechanical properties of bulk metallic glasses and composites. J. Mater. Res. 2007, 22, 285–301. [Google Scholar] [CrossRef]
- Louzguine-Luzgin, D.V.; Louzguina-Luzgina, L.V.; Churyumov, A.Y. Mechanical Properties and Deformation Behavior of Bulk Metallic Glasses. Metals 2013, 3, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.J.; Poon, S.J.; Shiflet, G.J.; Lewandowski, J.J. Compressive plasticity and toughness of a Ti-based bulk metallic glass. Acta Mater. 2010, 58, 1708–1720. [Google Scholar] [CrossRef]
- Wang, X.; Gong, P.; Yao, K.-F. Mechanical behavior of bulk metallic glass prepared by copper mold casting with reversed pressure. J. Mater. Process. Tech. 2016, 237, 270–276. [Google Scholar] [CrossRef]
- Xi, X.K.; Zhao, D.Q.; Pan, M.X.; Wang, W.H.; Wu, Y.; Lewandowski, J.J. Fracture of brittle metallic glasses: Brittleness or plasticity. Phys. Rev. Lett. 2005, 94, 125510. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, J.X.; Qu, R.T.; Wu, F.F.; Zhang, Z.F.; Shen, B.L.; Stoica, M.; Eckert, J. Fracture mechanism of some brittle metallic glasses. J. Appl. Phys. 2009, 105, 103519. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Suh, J.-Y.; Wiest, A.; Duan, G.; Lind, M.-L.; Demetriou, M.D.; Johnson, W.L. Designing metallic glass matrix composites with high toughness and tensile ductility. Nature 2008, 451, 1085-U3. [Google Scholar] [CrossRef] [PubMed]
- Qiao, J. In-Situ Dendrite/Metallic Glass Matrix Composites: A Review. J. Mater. Sci. Technol. 2013, 29, 685–701. [Google Scholar] [CrossRef]
- Qiao, J.; Jia, H.; Liaw, P.K. Metallic glass matrix composites. Mater. Sci. Eng. R 2016, 100, 1–69. [Google Scholar] [CrossRef] [Green Version]
- Yin, H.L.; Yang, W.; Zhao, L.C.; Hu, X.M.; Liu, S.Q.; Cui, C.X.; Wang, X. Fabrication and mechanical property of three-dimensional carbon fiber reinforced Mg-based bulk metallic glass matrix composite. Mater. Sci. Eng. A 2022, 839, 142853. [Google Scholar] [CrossRef]
- Yin, H.L.; Liu, S.Q.; Zhao, L.C.; Cui, C.X.; Wang, X. Vacuum infiltration molding and mechanical property of short carbon fiber reinforced Ti-based metallic glass matrix composite. J. Mater. Process. Techol. 2021, 295, 117151. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, H.; Yuan, X.; Fu, H.; Hu, Z. Synthesis and Properties of Carbon Short Fiber Reinforced ZrCuNiAl Metallic Glass Matrix Composite. Mater. Trans. 2011, 52, 412–415. [Google Scholar] [CrossRef] [Green Version]
- Shamlaye, K.F.; Laws, K.J.; Ferry, M. Supercooled liquid fusion of carbon fibre-bulk metallic glass composites with superplastic forming properties. Scr. Mater. 2016, 111, 127–130. [Google Scholar] [CrossRef]
- Chen, S.; Li, W.Q.; Zhang, L.; Fu, H.M.; Li, Z.K.; Zhu, Z.W.; Li, H.; Zhang, H.W.; Wang, A.M.; Wang, Y.D.; et al. Dynamic compressive mechanical properties of the spiral tungsten wire reinforced Zr-based bulk metallic glass composites. Compos. Part B 2020, 199, 108219. [Google Scholar] [CrossRef]
- Zhou, F.; Du, C.; Cheng, C.; Xu, L.; Du, Z.; Gao, G.; Liu, A.; Fu, H. Penetration performance and fragmentation mechanism behind target of tungsten fibre/zirconium-based bulk metallic glass matrix composite rod. Int. J. Refract. Met. Hard Mater. 2023, 112, 106160. [Google Scholar] [CrossRef]
- Zou, M.; Guo, M.; Ye, X. Penetrating Power of High-Density Tungsten Fiber/Zr-Based Metallic Glass Matrix Composite. Adv. Mater. Sci. Eng. 2022, 2022, 8087525. [Google Scholar] [CrossRef]
- Qiu, K.Q.; Wang, A.M.; Zhang, H.F.; Ding, B.Z.; Hu, Z.Q. Mechanical properties of tungsten fiber reinforced ZrAlNiCuSi metallic glass matrix composite. Intermetallics 2002, 10, 1283–1288. [Google Scholar] [CrossRef]
- Zhang, H.F.; Li, H.; Wang, A.M.; Fu, H.M.; Ding, B.Z.; Hu, Z.Q. Synthesis and characteristics of 80 vol.% tungsten (W) fibre/Zr based metallic glass composite. Intermetallics 2009, 17, 1070–1077. [Google Scholar] [CrossRef]
- Moelle, C.; Lu, I.R.; Sagel, A.; Wunderlich, R.K.; Perepezko, J.H.; Fecht, H.J. Formation of ceramic/metallic glass composite by mechanical alloying. In Mechanically Alloyed, Metastable and Nanocrystalline Materials, Part 1; Baro, M.D., Surinach, S., Eds.; Trans Tech Publications, Ltd.: Bäch, Switzerland, 1998; Volume 269–272, pp. 47–52. [Google Scholar]
- Rezaei, M.R.; Albooyeh, A.; Chachei, R.; Malahi, P. Effect of the spark plasma sintering temperature on the microstructure and mechanical properties of a ceramic/metallic glass reinforced hybrid composite. J. Compos. Mater. 2022, 56, 2779–2788. [Google Scholar] [CrossRef]
- Xu, Y.K.; Xu, J. Ceramics particulate reinforced Mg65Cu20Zn5Y10 bulk metallic glass composites. Acta Metall. Sin. 2004, 40, 726–730. [Google Scholar] [CrossRef]
- Li, J.Q.; Wang, L.; Cheng, H.W.; Zhang, H.F.; Hu, Z.Q.; Cai, H.N. Fracture surface morphology of Mg-based bulk metallic glass and composite during quasi-static and dynamic compressive deformation. J. Alloys Compd. 2009, 478, 827–830. [Google Scholar] [CrossRef]
- Lin, H.-M.; Jeng, R.-R.; Lee, P.-Y. Microstructure and mechanical properties of vacuum hot-pressing SiC/Ti-Cu-Ni-Sn bulk metallic glass composites. Mater. Sci. Eng. A 2008, 493, 246–250. [Google Scholar] [CrossRef]
- Lin, H.-M.; Chen, G.-S.; Lee, P.-Y. Microstructure and properties of vacuum hot-pressing SiC/Ti-Cu-Ni-Sn bulk metallic glass composites. In Proceedings of the 5th China Cross-Strait Conference on Composite Materials, Shanghai, China, 22–26 October 2006; pp. 26–30. [Google Scholar] [CrossRef]
- Xie, G.; Louzguine-Luzgin, D.V.; Inoue, A. Characterization of interface between the particles in NiNbZrTiPt metallic glassy matrix composite containing SiC fabricated by spark plasma sintering. J. Alloys Compd. 2009, 483, 239–242. [Google Scholar] [CrossRef]
- Xie, G.; Kimura, H.; Louzguine-Luzgin, D.V.; Men, H.; Inoue, A. SiC dispersed Fe-based glassy composite cores produced by spark plasma sintering and their high frequency magnetic properties. Intermetallics 2012, 20, 76–81. [Google Scholar] [CrossRef]
- Yue, T.M.; Su, Y.P. Laser cladding of SiC reinforced Zr65Al7.5Ni10Cu17.5 amorphous coating on magnesium substrate. Appl. Surf. Sci. 2008, 255, 1692–1698. [Google Scholar] [CrossRef]
- Qian, Y.; Zhang, D.; Hong, J.; Zhang, L.; Jiang, M.; Huang, H.; Yan, J. Microstructure and mechanical properties of SiC particle reinforced Zr-based metallic glass surface composite layers produced by laser alloying. Surf. Coat. Technol. 2022, 446, 128784. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, A.; Fu, H.; Zhu, Z.; Zhang, H.; Hu, Z.; Wang, L.; Cheng, H. Preparation, microstructure and deformation behavior of Zr-based metallic glass/porous SiC interpenetrating phase composites. Mater. Sci. Eng. A 2011, 530, 15–20. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, A.; Zhang, H.; Hu, Z. Preparation and characterization of amorphous alloy/porous SiC bi-continuous structure composite. Int. J. Modern Phys. B 2009, 23, 1294–1299. [Google Scholar] [CrossRef]
- Wang, B.P.; Wang, L.; Xue, Y.F.; Wang, S.Y.; Wang, Y.Q.; Zhang, H.F.; Fu, H.M. Strain rate-dependent compressive deformation and failure behavior of porous SiC/Ti-based metallic glass composite. Mater. Sci. Eng. A 2014, 609, 53–59. [Google Scholar] [CrossRef]
- Wang, B.-p.; Wang, L.; Xue, Y.-f.; Wang, Y.-w.; Zhang, H.-f.; Fu, H.-m. Dynamic indentation response of porous SiC/Ti-based metallic glass composite. T. Nonferr. Metal. Soc. 2016, 26, 3154–3160. [Google Scholar] [CrossRef]
- Zhang, B.; Li, W.; Li, H.; Zhang, H.-f. Spontaneous infiltration and wetting behaviors of a Zr-based alloy melt on a porous SiC substrate. Int. J. Min. Met. Mater. 2018, 25, 817–823. [Google Scholar] [CrossRef]
- Zhang, H.; Li, S.; Liu, Z.; Li, H.; Geng, T.; Zhang, J.; Jiao, D.; Zeng, S.; Zhang, H.; Zhu, Z. Simultaneously enhancing strength and fracture toughness of bulk metallic glass composites containing SiC scaffolds with nacre-like lamellar architectures. Mater. Sci. Eng. A 2022, 840, 143000. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Hu, X.; Cheng, Y.; Liu, S.; Chen, P.; Cui, C. Fabrication and Mechanical Behavior of Ex Situ Mg-Based Bulk Metallic Glass Matrix Composite Reinforced with Electroless Cu-Coated SiC Particles. Materials 2017, 10, 1371. [Google Scholar] [CrossRef] [Green Version]
- Li, J.-F.; Wang, X.; Yang, G.-N.; Chen, N.; Liu, X.; Yao, K.-F. Enhanced plasticity of a Fe-based bulk amorphous alloy by thin Ni coating. Mater. Sci. Eng. A 2015, 645, 318–322. [Google Scholar] [CrossRef]
- Kim, H.S. Fictive stress model based finite element analysis for bulk metallic glasses at an elevated temperature. Met. Mater. Int. 2004, 10, 461–466. [Google Scholar] [CrossRef]
- Jun, H.J.; Lee, K.S.; Chang, Y.W.; Kim, H.S. Finite Element Analysis for Application to the Forming Process of Ti-based Bulk Metallic Glasses. Mater. Manuf. Process. 2014, 29, 801–807. [Google Scholar] [CrossRef]
- Kim, H.S.; Kato, H.; Inoue, A.; Chen, H.S. Finite element analysis of compressive deformation of bulk metallic glasses. Acta Mater. 2004, 52, 3813–3823. [Google Scholar]
- Cheng, M.; Zhang, S.H.; Wert, J.A. Finite element analysis of micro imprinting of bulk metallic glasses in supercooled liquid regime. J. Mater. Sci. 2007, 42, 5999–6003. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhang, H.; Hu, Z.; Zhang, W.; Inoue, A. Ta-particulate reinforced Zr-based bulk metallic glass matrix composite with tensile plasticity. Scripta Mater. 2010, 62, 278–281. [Google Scholar] [CrossRef]
- Ding, H.; Bao, X.; Jamili-Shirvan, Z.; Jin, J.; Deng, L.; Yao, K.; Gong, P.; Wang, X. Enhancing strength-ductility synergy in an ex situ Zr-based metallic glass composite via nanocrystal formation within high-entropy alloy particles. Mater. Des. 2021, 210, 110108. [Google Scholar] [CrossRef]
- Ott, R.T.; Sansoz, F.; Molinari, J.F.; Almer, J.; Ramesh, K.T.; Hufnagel, T.C. Micromechanics of deformation of metallic-glass-matrix composites from in situ synchrotron strain measurements and finite element modeling. Acta Mater. 2005, 53, 1883–1893. [Google Scholar] [CrossRef]
- Ott, R.T.; Sansoz, F.; Jiao, T.; Warner, D.; Fan, C.; Molinari, J.F.; Ramesh, K.T.; Hufnagel, T.C. Yield criteria and strain-rate behavior of Zr57.4Cu16.4Ni8.2Ta8Al10 metallic-glass-matrix composites. Metall. Mater. Trans. A 2006, 37A, 3251–3258. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Wang, L.; Fan, Q.B.; Xue, Y.F.; Wang, Y.D.; Nie, Z.H.; Zhang, H.F.; Fu, H.M. Micro-deformation mechanism of Zr-based metallic glass/porous tungsten composite by in-situ high-energy X-ray diffraction and finite element modeling. Mater. Sci. Eng. A 2014, 598, 407–412. [Google Scholar] [CrossRef]
- Jiang, Y.; Qiu, K. Computational micromechanics analysis of toughening mechanisms of particle-reinforced bulk metallic glass composites. Mater. Des. 2015, 65, 410–416. [Google Scholar] [CrossRef]
- Jiang, Y.; Shi, X.; Qiu, K. Numerical study of shear banding evolution in bulk metallic glass composites. Mater. Des. 2015, 77, 32–40. [Google Scholar] [CrossRef]
- Jiang, Y.; Sun, L.; Wu, Q.; Qiu, K. Enhanced tensile ductility of metallic glass matrix composites with novel microstructure. J. Non-Cryst. Solids 2017, 459, 26–31. [Google Scholar] [CrossRef]
- Jia, H.L.; Zheng, L.L.; Li, W.D.; Li, N.; Qiao, J.W.; Wang, G.Y.; Ren, Y.; Liaw, P.K.; Gao, Y. Insights from the Lattice-Strain Evolution on Deformation Mechanisms in Metallic-Glass-Matrix Composites. Metall. Mater. Trans. A 2015, 46A, 2431–2442. [Google Scholar] [CrossRef]
- Bian, P.-L.; Liu, T.-L.; Qing, H.; Gao, C.-F. 2D Micromechanical Modeling and Simulation of Ta-Particles Reinforced Bulk Metallic Glass Matrix Composite. Appl. Sci. 2018, 8, 2192. [Google Scholar] [CrossRef] [Green Version]
- Gong, P.; Wang, X.; Shao, Y.; Chen, N.; Liu, X.; Yao, K.F. A Ti-Zr-Be-Fe-Cu bulk metallic glass with superior glass-forming ability and high specific strength. Intermetallics 2013, 43, 177–181. [Google Scholar] [CrossRef]
- Park, J.M.; Wang, G.; Pauly, S.; Mattern, N.; Kim, D.H.; Eckert, J. Ductile Ti-Based Bulk Metallic Glasses with High Specific Strength. Metall. Mater. Trans. A 2011, 42, 1456–1462. [Google Scholar] [CrossRef]
- Perisanu, S.; Gouttenoire, V.; Vincent, P.; Ayari, A.; Choueib, M.; Bechelany, M.; Cornu, D.; Purcell, S.T. Mechanical properties of SiC nanowires determined by scanning electron and field emission microscopies. Phys. Rev. B 2008, 77, 165434. [Google Scholar] [CrossRef]
- Chowdhury, E.H.; Rahman, M.H.; Hong, S. Tensile strength and fracture mechanics of two-dimensional nanocrystalline silicon carbide. Comp. Mater. Sci. 2021, 197, 110580. [Google Scholar] [CrossRef]
- Maruthoor, S.; Ajayakumar, A.; Fuchs, T.; Jakovlev, O.; Reinecke, H.; Wilde, J. Mechanical Characterization of Polycrystalline and Amorphous Silicon Carbide Thin Films Using Bulge Test. J. Microelectromech. S. 2013, 22, 140–146. [Google Scholar] [CrossRef]
- Wang, X. Surface Crystallization in Mg-Based Bulk Metallic Glass during Copper Mold Casting. Adv. Mater. Sci. Eng. 2014, 2014, 798479. [Google Scholar] [CrossRef] [Green Version]
- Pabst, O.; Schiffer, M.; Obermeier, E.; Tekin, T.; Lang, K.D.; Ha-Duong, N. Measurement of Young’s modulus and residual stress of thin SiC layers for MEMS high temperature applications. Microsyst. Technol. 2012, 18, 945–953. [Google Scholar] [CrossRef]
- Yibibulla, T.; Jiang, Y.; Wang, S.; Huang, H. Size- and temperature-dependent Young’s modulus of SiC nanowires determined by a laser-Doppler vibration measurement. Appl. Phys. Lett. 2021, 118, 043103. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, G.; Li, H.; Pang, S.; Chen, K.; Zhang, T. Ti-Cu-Zr-Fe-Sn-Si-Sc bulk metallic glasses with good mechanical properties for biomedical applications. J. Alloys Compd. 2016, 679, 341–349. [Google Scholar] [CrossRef]
- Ma, C.; Soejima, H.; Ishihara, S.; Amiya, K.; Nishiyama, N.; Inoue, A. New Ti-based bulk glassy alloys with high glass-forming ability and superior mechanical properties. Mater. Trans. 2004, 45, 3223–3227. [Google Scholar] [CrossRef] [Green Version]
- Rajagopal, G.; Thiyyakkandi, S. Numerical evaluation of the performance of back-to-back MSE walls with hybrid select-marginal fill zones. Transp. Geotech. 2021, 26, 100445. [Google Scholar] [CrossRef]
- Hays, C.C.; Kim, C.P.; Johnson, W.L. Microstructure controlled shear band pattern formation and enhanced plasticity of bulk metallic glasses containing in situ formed ductile phase dendrite dispersions. Phys. Rev. Lett. 2000, 84, 2901–2904. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guo, S.F.; Liu, L.; Li, N.; Li, Y. Fe-based bulk metallic glass matrix composite with large plasticity. Scr. Mater. 2010, 62, 329–332. [Google Scholar] [CrossRef]
- Wang, H.; Li, R.; Wu, Y.; Chu, X.M.; Liu, X.J.; Nieh, T.G.; Lu, Z.P. Plasticity improvement in a bulk metallic glass composed of an open-cell Cu foam as the skeleton. Compos. Sci. Technol. 2013, 75, 49–54. [Google Scholar] [CrossRef]
- Shao, Y.; Zheng, W.; Guo, W.; Lu, S.; Wu, S. In situ Fe-rich particle reinforced Mg -based metallic glass matrix composites via dealloying in metallic melt. Mater. Lett. 2021, 285, 129165. [Google Scholar] [CrossRef]
- Yang, S.; Li, M.; Cao, P.; Zhang, Q.; He, L. Enhanced mechanical properties of dendrite-reinforced Ti-based bulk metallic glass composites by tuning the microstructure. Intermetallics 2022, 142, 107458. [Google Scholar] [CrossRef]
- Dlouhý, I.; Chlup, Z.; Boccaccini, A.R. Fracture Behaviour of Brittle (Glass) Matrix Composites. Mater. Sci. Forum 2005, 482, 115–122. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Properties | Reference | |
|---|---|---|---|
| MG matrix | density | 5.36 g·cm−3 | [55] |
| Compression strength | 1955 MPa | This work | |
| Young’s modulus | 100 GPa | [56] | |
| Poisson’s ratio | 0.35 | [56] | |
| SiC particle | density | 3.2 g·cm−3 | [57] |
| Compression strength | 15 GPa | [58] | |
| Young’s modulus | 500 GPa | [57] | |
| Poisson’s ratio | 0.2 | [59] | |
| Sample | Tg (K) | Tx (K) | Tp1 (K) | Tp2 (K) | ΔT (K) |
|---|---|---|---|---|---|
| BMG | 609.1 | 724.2 | 735.7 | 788.9 | 115.1 |
| MGMC | 601.7 | 687.3 | 700.1 | 739.1 | 85.6 |
| Sample | ρ (g/cm3) | σ0.2 (MPa) | σf (MPa) | εe (%) | εp (%) | E (GPa) | σsp (Nm/Kg) |
|---|---|---|---|---|---|---|---|
| BMG | 5.36 | 1955 | 1955 | 2.1 | 0.07 | 93 | 3.6 × 105 |
| MGMC | 5.04 | 2453 | 2502 | 1.8 | 1.1 | 136 | 4.8 × 105 |
| Improvement rate | −6% | 25% | 28% | −14% | 1471% | 46% | 33% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Li, J.; Zhang, J.; Gong, P.; Yang, W.; Zhao, L.; Wang, X. Design Optimization and Mechanical Properties of SiC Particle Reinforced Ti-Based Metallic Glass Matrix Composite. Materials 2023, 16, 5323. https://doi.org/10.3390/ma16155323
Liu H, Li J, Zhang J, Gong P, Yang W, Zhao L, Wang X. Design Optimization and Mechanical Properties of SiC Particle Reinforced Ti-Based Metallic Glass Matrix Composite. Materials. 2023; 16(15):5323. https://doi.org/10.3390/ma16155323
Chicago/Turabian StyleLiu, Huawei, Jing Li, Jingyao Zhang, Pan Gong, Wei Yang, Lichen Zhao, and Xin Wang. 2023. "Design Optimization and Mechanical Properties of SiC Particle Reinforced Ti-Based Metallic Glass Matrix Composite" Materials 16, no. 15: 5323. https://doi.org/10.3390/ma16155323
APA StyleLiu, H., Li, J., Zhang, J., Gong, P., Yang, W., Zhao, L., & Wang, X. (2023). Design Optimization and Mechanical Properties of SiC Particle Reinforced Ti-Based Metallic Glass Matrix Composite. Materials, 16(15), 5323. https://doi.org/10.3390/ma16155323