
The Numerical Analysis of Force and Comparison of Pulse Magnet and Electromagnetic Forming Coil



Abstract
:1. Introduction
2. Methods
3. Numerical Simulation and Materials
4. Results Analysis and Discussion
4.1. The Force Analysis of Tube Forming Coil under No-Load and Load
4.1.1. Comparison of Force on Time Distribution
4.1.2. Comparison of Force on the Spatial Distribution
4.2. The Force Analysis of Sheet Forming Coil under No-Load and Load Conditions
4.2.1. Comparison of Force on Time Distribution
4.2.2. Comparison of Force on the Spatial Distribution
5. Conclusions and Prospects
- Under the same circuit parameters, the von Mises stress of the formed coil was greater than that of the pulsed magnet. The force of the tube during the necking was greater than that of the tube bulging, which was about 2 times that of the pulsed magnet;
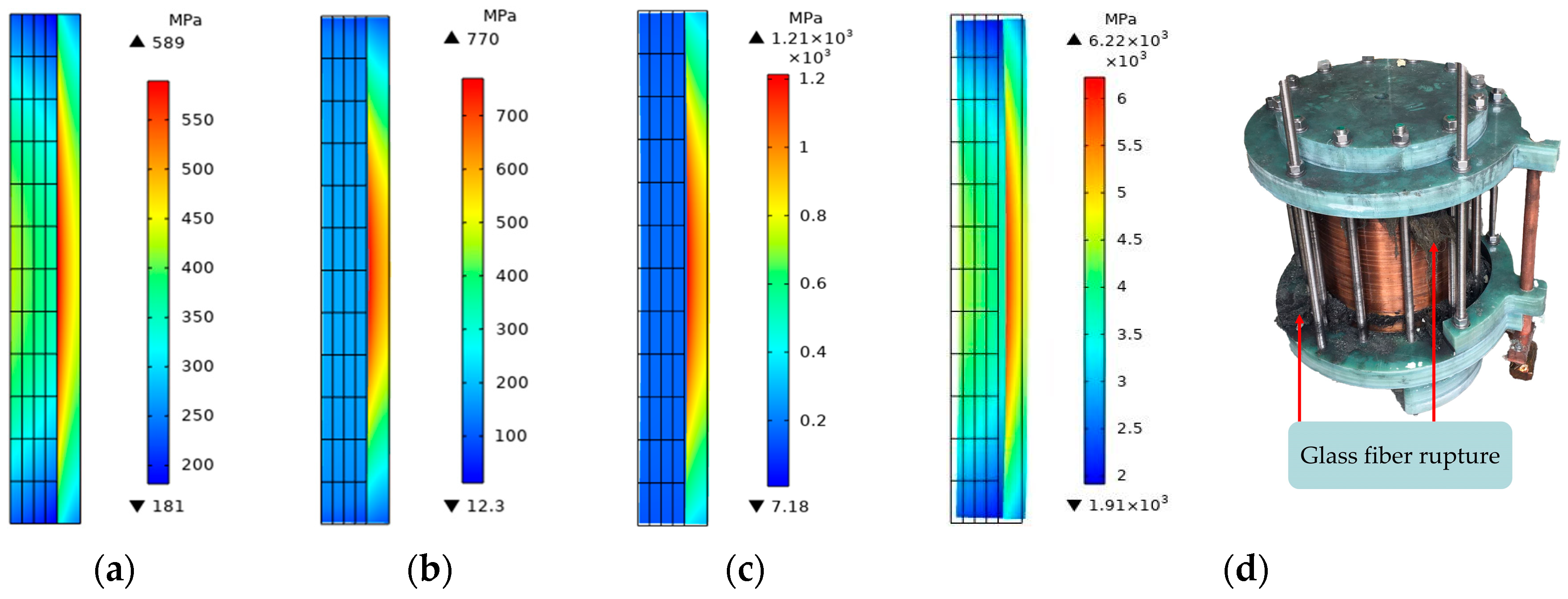
- Under different working conditions, the force direction and position of the forming coil were different. In the electromagnetic forming of the tube, the coil was subjected to a large radial force, and the failure of the middle part of the glass fiber caused the rupture. In the electromagnetic forming of the sheet, the coil was subjected to a large axial force, and the upper end of the coil skeleton was broken due to failure;
- Coil design recommendations. In the electromagnetic forming of the tube, the glass fiber with higher strength was wound near the coil conductor, and the middle part of the glass fiber was thickened. In the electromagnetic forming of the sheet, the glass fiber was wound at the connection between the upper end of the coil skeleton and the conductor, and the upper end of the skeleton was thickened.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Psvk, V.; Risch, D.; Kinse, B.L.; Tekkaya, A.E.; Kleiner, M. Electromagnetic forming—A review. J. Mater. Process. Technol. 2011, 211, 787–829. [Google Scholar]
- Xiong, Q.; Tang, H.; Wang, M.; Huang, H.; Jiang, J.; Qiu, L. Research progress of electromagnetic forming technique since 2011. High Volt. Eng. 2019, 45, 1171–1181. [Google Scholar]
- Pawar, S.H.; Kore, S.D.; Nandy, A. FE analysis of effect of variation in coil length and coil-tube relative positions on establishment of magnetic fields and distribution of velocities in electromagnetic forming of muffler tube. Procedia Manuf. 2020, 47, 659–664. [Google Scholar] [CrossRef]
- Goyal, S.P.; Lashkari, M.; Elsayed, A.; Hahn, M.; Tekkaya, A.E. Analysis of Proximity Consequences of Coil Windings in Electromagnetic Forming. J. Manuf. Mater. Process. 2021, 5, 45. [Google Scholar] [CrossRef]
- Al-Shaikhli, T.R.; Ahmad, B.H.; Al-Taweel, M.H. Experimental study on electromagnetic metal forming (EMF). Int. J. Adv. Sci. Technol. 2020, 29, 5150–5159. [Google Scholar]
- Xiong, Q.; Zhao, X.; Zhou, H.; Yang, M.; Zhou, L.; Gao, D. A triple-coil electromagnetic two-step forming method for tube fitting. Int. J. Adv. Manuf. Technol. 2021, 116, 3905–3915. [Google Scholar] [CrossRef]
- Béard, J.; Agil, J.; Battesti, R.; Rizzo, C. A novel pulsed magnet for magnetic linear birefringence measurements. Rev. Sci. Instrum. 2021, 92, 104710. [Google Scholar] [CrossRef]
- Yao, H.; Zhang, Z.; Wang, C.; Wang, Y.; Feng, Z.; Shi, J.; Zhao, Y.; Zhang, H.; Li, C.; Kang, R.; et al. Performance study of a new epoxy resin IR-3 in HTS-based high-field magnet application. Mater. Res. Express 2022, 9, 066001. [Google Scholar] [CrossRef]
- Choudhary, H.; Gupta, C.; Tiwari, N.; Kolge, T.; Kapoor, R.; Sharma, A. Electromagnetic Expansion and Fragmentation of Hollow Aluminum 5052 Tube. J. Miner. Mater. Charact. Eng. 2020, 8, 421–439. [Google Scholar]
- Shrivastava, A.; Telang, A.; Jha, A.K. Effect of coil design on tube deformation in electromagnetic forming. J. Electron. Commun. Instrum. Eng. Res. 2020, 10, 143–152. [Google Scholar]
- Sow, C.T.; Bazin, G.; Heuzé, T.; Racineux, G. Electromagnetic flanging: From elementary geometries to aeronautical components. Int. J. Mater. Form. 2020, 13, 423–443. [Google Scholar] [CrossRef]
- Khan, Z.; Khan, M.; Jaffery SH, I.; Younas, M.; Afaq, K.S.; Khan, M.A. Numerical and experimental investigation of the effect of process parameters on sheet deformation during the electromagnetic forming of AA6061-T6 alloy. Mech. Sci. 2020, 11, 329–347. [Google Scholar] [CrossRef]
- Xiao, A.; Huang, C.; Yan, Z.; Cui, X.; Wang, S. Improved forming capability of 7075 aluminum alloy using electrically assisted electromagnetic forming. Mater. Charact. 2022, 183, 111615. [Google Scholar] [CrossRef]
- Feng, F.; Li, J.; Chen, R.; Huang, L.; Su, H.; Fan, S. Multi-point die electromagnetic incremental forming for large-sized sheet metals. J. Manuf. Process. 2021, 62, 458–470. [Google Scholar] [CrossRef]
- Soni, M.; Ahmed, M.; Panthi, S.K.; Kumar, S. Effect of coil design parameters on performance of electromagnetic forming process. Mater. Manuf. Process. 2022, 37, 64–80. [Google Scholar] [CrossRef]
- Elsayed, A.; Elamin, M. Review of the Innovative Design of Coils for Electromagnetic Forming Process. Int. J. Res. Eng. Sci. Manag. 2020, 3, 36–39. [Google Scholar] [CrossRef]
- Lim, M.; Byun, H.; Song, Y.; Park, J.; Kim, J. Numerical Investigation on Comparison of Electromagnetic Forming and Drawing for Electromagnetic Forming Characterization. Metals 2022, 12, 1248. [Google Scholar] [CrossRef]
- Doley, J.K.; Rajak, A.K.; Kumar, R.; Kore, S.D. Numerical and Experimental Validation for Prediction of Failure in Electromagnetic Forming of AA6061 Sheet. Trans. Indian Inst. Met. 2022, 75, 2977–2983. [Google Scholar] [CrossRef]
- Shabanpour, M.; Arezoodar, A.F. Experimental and numerical investigation of forming limit diagram of Al/Cu two-layer sheet in high strain rate forming process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2023, 237, 779–790. [Google Scholar] [CrossRef]
- Ouyang, S.; Li, C.; Du, L.; Li, X.; Lai, Z.; Peng, T.; Han, X.; Cao, Q.; Li, L. Electromagnetic forming of aluminum alloy sheet metal utilizing a low-frequency discharge: A new method for attractive forming. J. Mater. Process. Technol. 2021, 291, 117001. [Google Scholar] [CrossRef]
- Fabris, D.; Moura, J.P.; Fredel, M.C.; Souza, J.C.; Silva, F.S.; Henriques, B. Biomechanical analyses of one-piece dental implants composed of titanium, zirconia, PEEK, CFR-PEEK, or GFR-PEEK: Stresses, strains, and bone remodeling prediction by the finite element method. J. Biomed. Mater. Res. Part B Appl. Biomater. 2022, 110, 79–88. [Google Scholar] [CrossRef] [PubMed]
- Coates, C.; Sooklal, V. Modern Applied Fracture Mechanics; CRC Press: Boca Raton, FL, USA, 2022. [Google Scholar]
- Xiong, Q.; Tang, H.; Wang, M.; Huang, H.; Qiu, L.; Yu, K.; Chen, Q. Design and implementation of tube bulging by an attractive electromagnetic force. J. Mater. Process. Technol. 2019, 273, 116240. [Google Scholar] [CrossRef]
- Cao, Q.; Xia, L.; Li, X.; Du, L.; Lai, Z.; Han, X.; Li, L. The importance of coil conductivity and eddy current effects in the analysis of electromagnetic forming process. High Volt. 2022, 7, 390–404. [Google Scholar] [CrossRef]
- Srivastava, J.P.; Kumar, P. Introduction to Glass Fiber-Based Composites and Structures. In Natural and Synthetic Fiber Reinforced Composites: Synthesis, Properties and Applications; Wiley: Hoboken, NJ, USA, 2022; pp. 1–16. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Parameters | Numerical Value of Forming Scheme | |
|---|---|---|---|
| Tube Forming | Sheet Forming | ||
| Pulsed magnet | Maximum magnetic flux density | 15 T | 15 T |
| Power supply and line | Capacitor parameters | 320 µF | 320 µF |
| Discharge voltage | 8 kV/26 kV | 6 kV/12 kV | |
| Line resistance | 75 mΩ | 130 mΩ | |
| Line inductance | 9 µH | 20 µH | |
| Continuous current resistance | 65 mΩ | 55 mΩ | |
| Coil (Copper) | Coil inner radius | 12 mm | 20 mm |
| Coil outer radius | 32 mm | 24 mm | |
| Coil height | 12 mm | 48 mm | |
| Number of turns of coil | 10 n | 4 n | |
| Conductivity | 5.998 × 107 [S/m] | ||
| Mass density | 8960 [kg/m3] | ||
| Strain rate strength coefficient | 0.025 | ||
| Young’s modulus | 110 GPa | ||
| Poisson’s ratio | 0.35 | ||
| Workpiece (AA1060-O) | Workpiece radius | 36 mm/6 mm | 40 mm |
| Workpiece thickness | 2 mm | 2 mm | |
| Distance between coil and workpiece | 12 mm | 4 mm | |
| Conductivity | 3.72 × 107 [S/m] | ||
| Mass density | 2710 [kg/m3] | ||
| Young’s modulus | 69 GPa | ||
| Poisson’s ratio | 0.33 | ||
| Epoxy resin (3240) | Mass density | 1800 [kg/m3] | |
| Young’s modulus | {2, 5, 2} GPa | ||
| Poisson’s ratio | 0.35 | ||
| Glass fiber (S2) | Mass density | 2550 [kg/m3] | |
| Young’s modulus | {3, 230, 3} GPa | ||
| Poisson’s ratio | 0.3 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Tang, B.; Lv, Y.; Xiong, Q.; Zhao, X. The Numerical Analysis of Force and Comparison of Pulse Magnet and Electromagnetic Forming Coil. Materials 2023, 16, 5828. https://doi.org/10.3390/ma16175828
Li Y, Tang B, Lv Y, Xiong Q, Zhao X. The Numerical Analysis of Force and Comparison of Pulse Magnet and Electromagnetic Forming Coil. Materials. 2023; 16(17):5828. https://doi.org/10.3390/ma16175828
Chicago/Turabian StyleLi, Yanxin, Bo Tang, Yiliang Lv, Qi Xiong, and Xiang Zhao. 2023. "The Numerical Analysis of Force and Comparison of Pulse Magnet and Electromagnetic Forming Coil" Materials 16, no. 17: 5828. https://doi.org/10.3390/ma16175828
APA StyleLi, Y., Tang, B., Lv, Y., Xiong, Q., & Zhao, X. (2023). The Numerical Analysis of Force and Comparison of Pulse Magnet and Electromagnetic Forming Coil. Materials, 16(17), 5828. https://doi.org/10.3390/ma16175828