
Effects of the Mg Content on Microstructural and Corrosion Characteristics of Hot-Dip Al–Si–Mg Alloy-Coated Steel Sheets


Abstract
:1. Introduction
2. Materials and Methods
3. Results
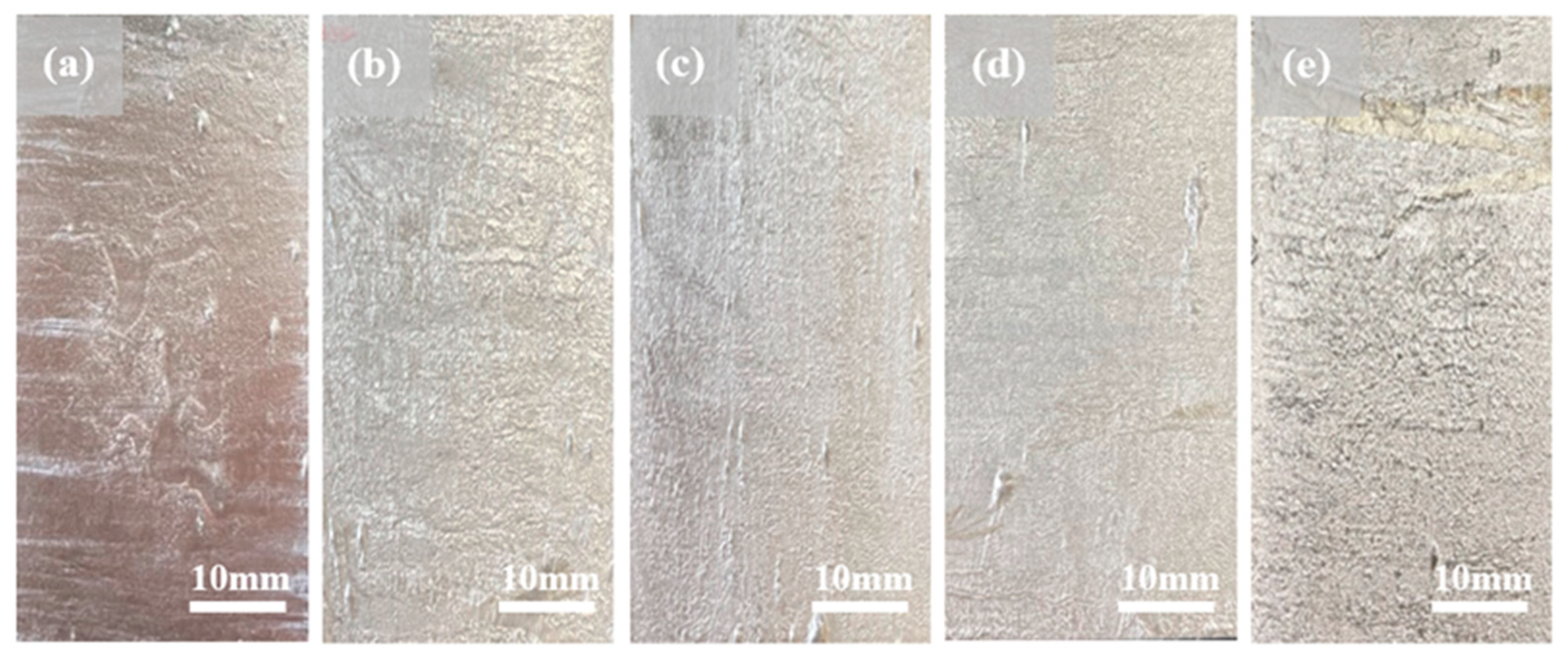
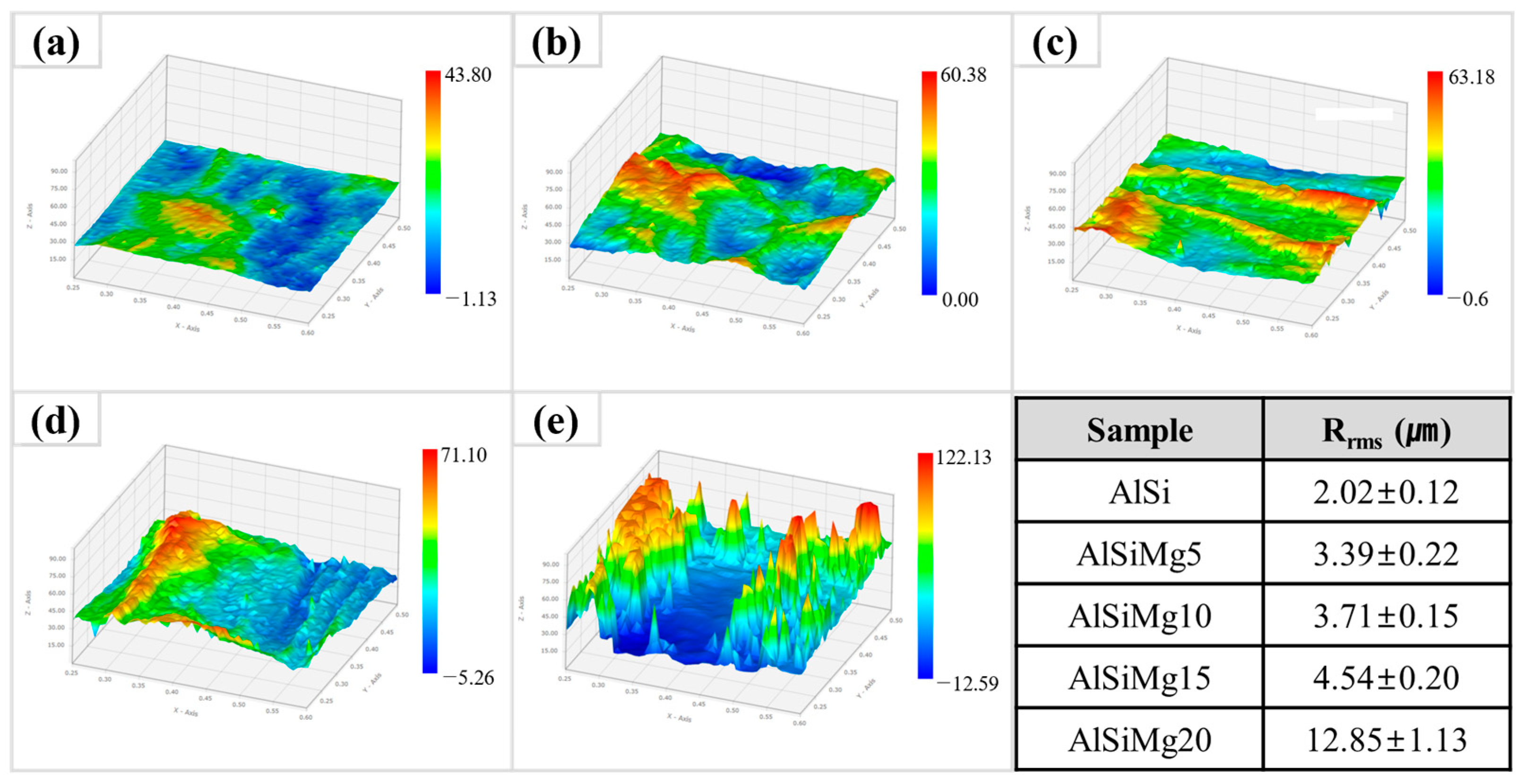
3.1. Visual Inspection and Surface Roughness
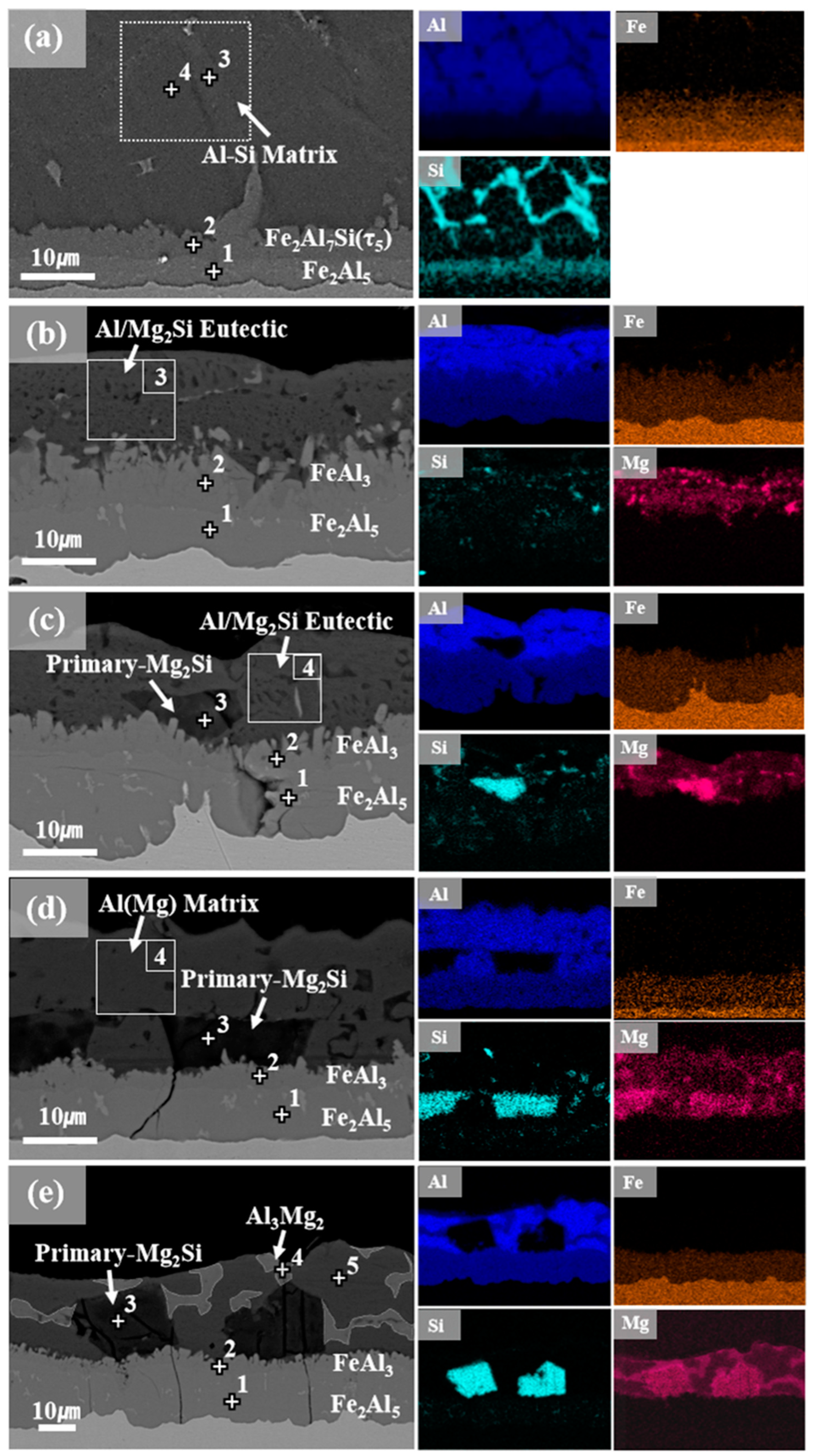
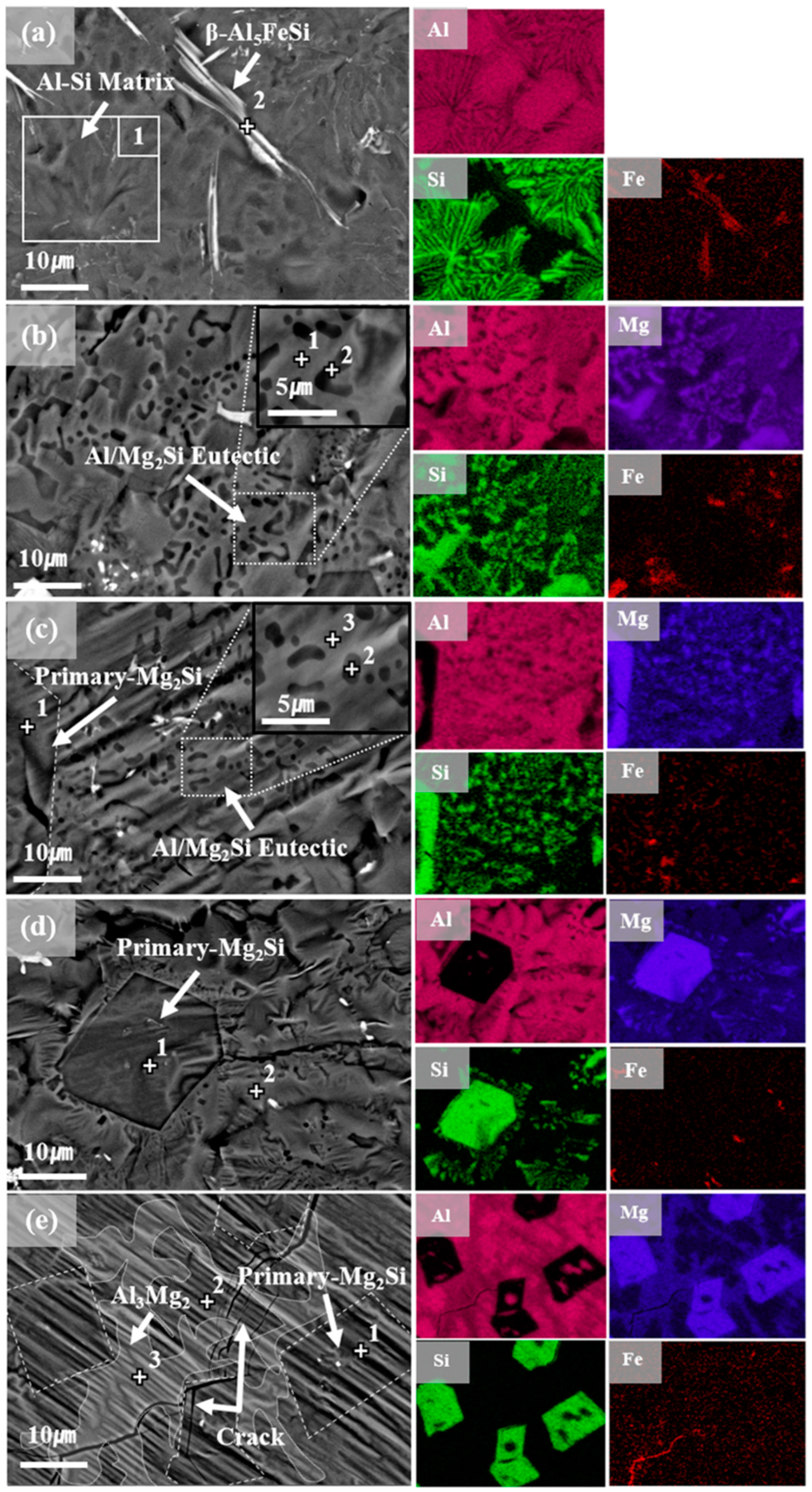
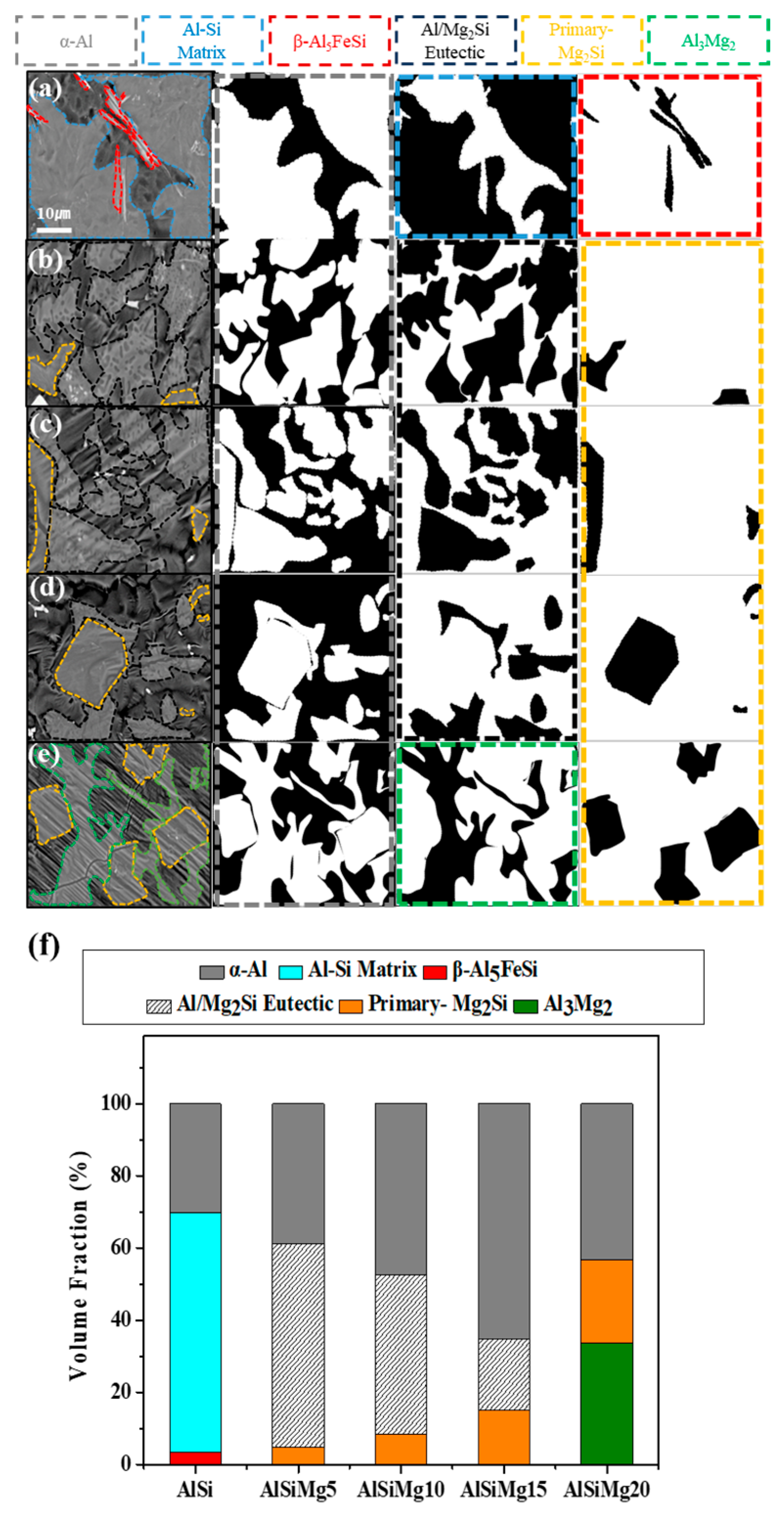
3.2. Cross-Sectional Microstructure and Compositional Study
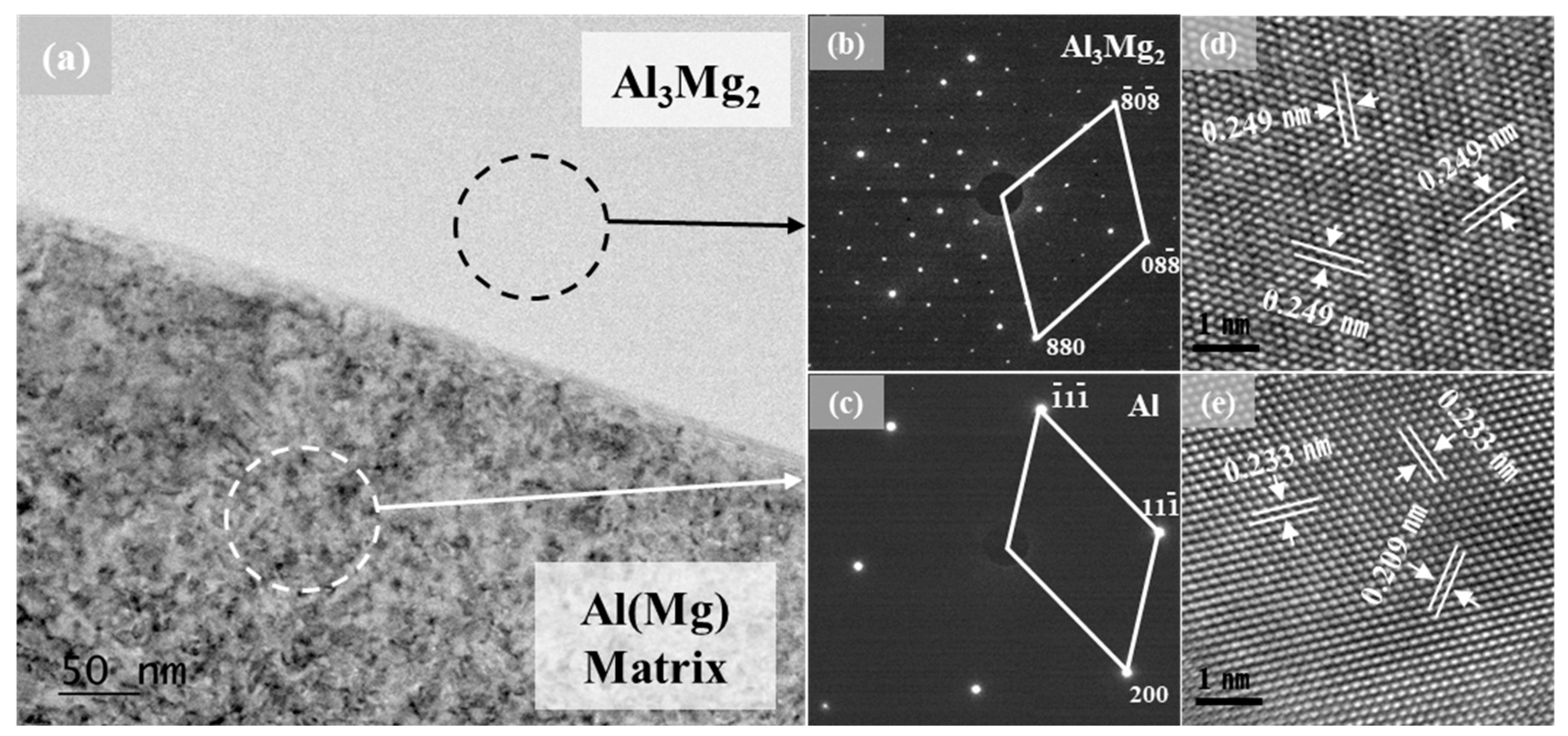
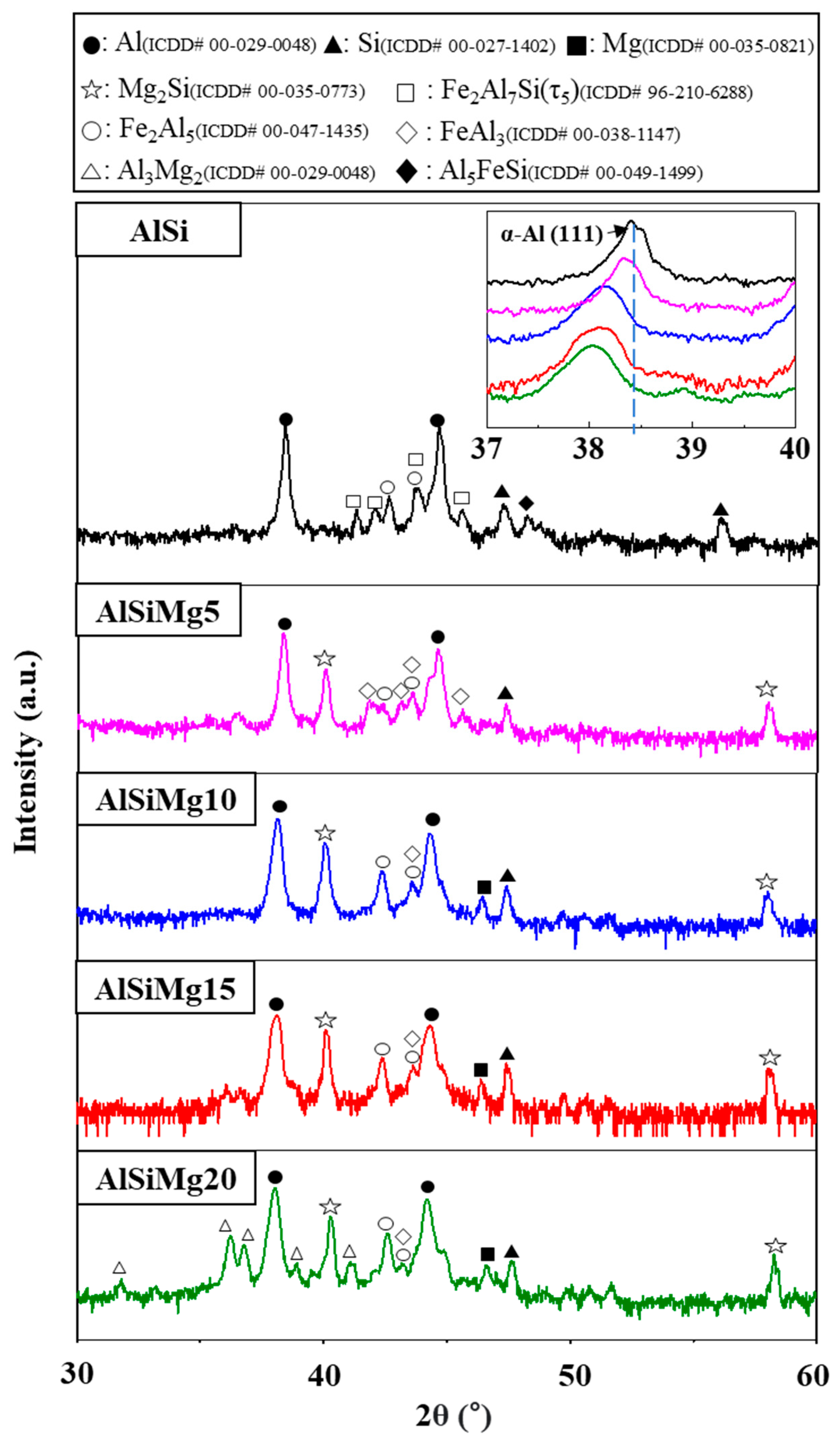
3.3. Crystallographic Study of Alloy Coatings
3.4. Study of Surface Microstructures and Composition
3.5. Coating Adhesion
3.6. Corrosion Performance
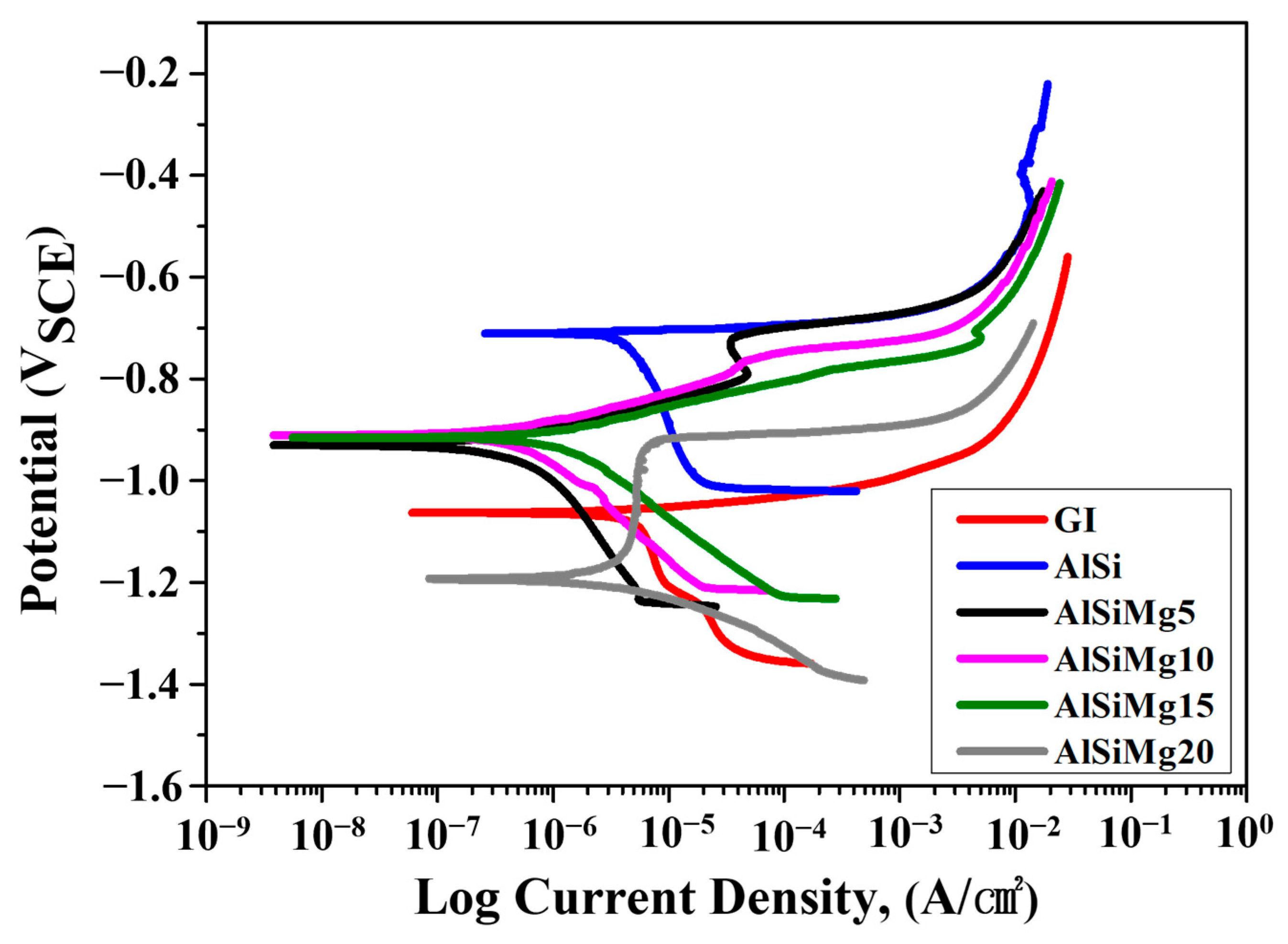
3.6.1. Potentiodynamic Polarization
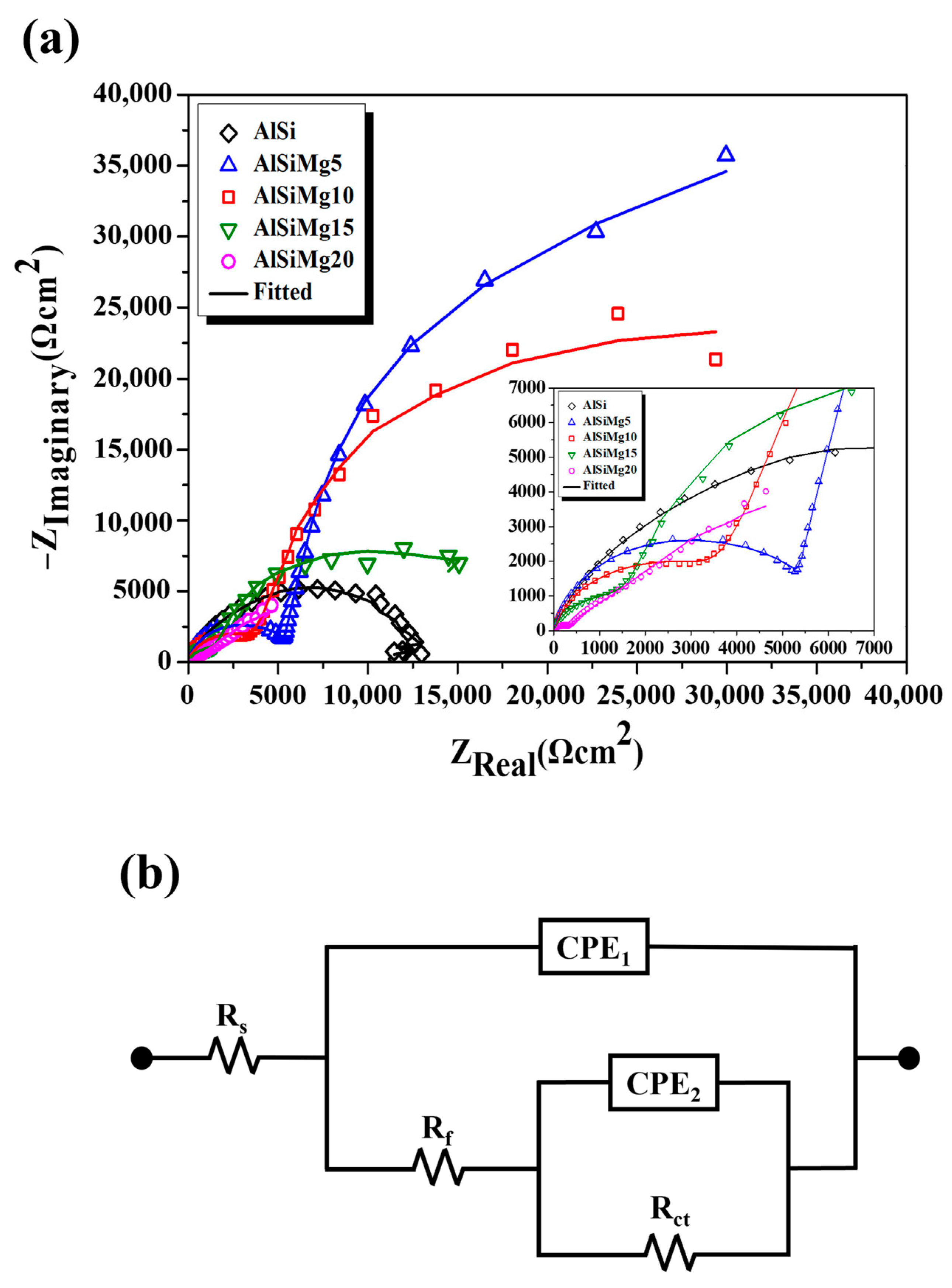
3.6.2. EIS Study
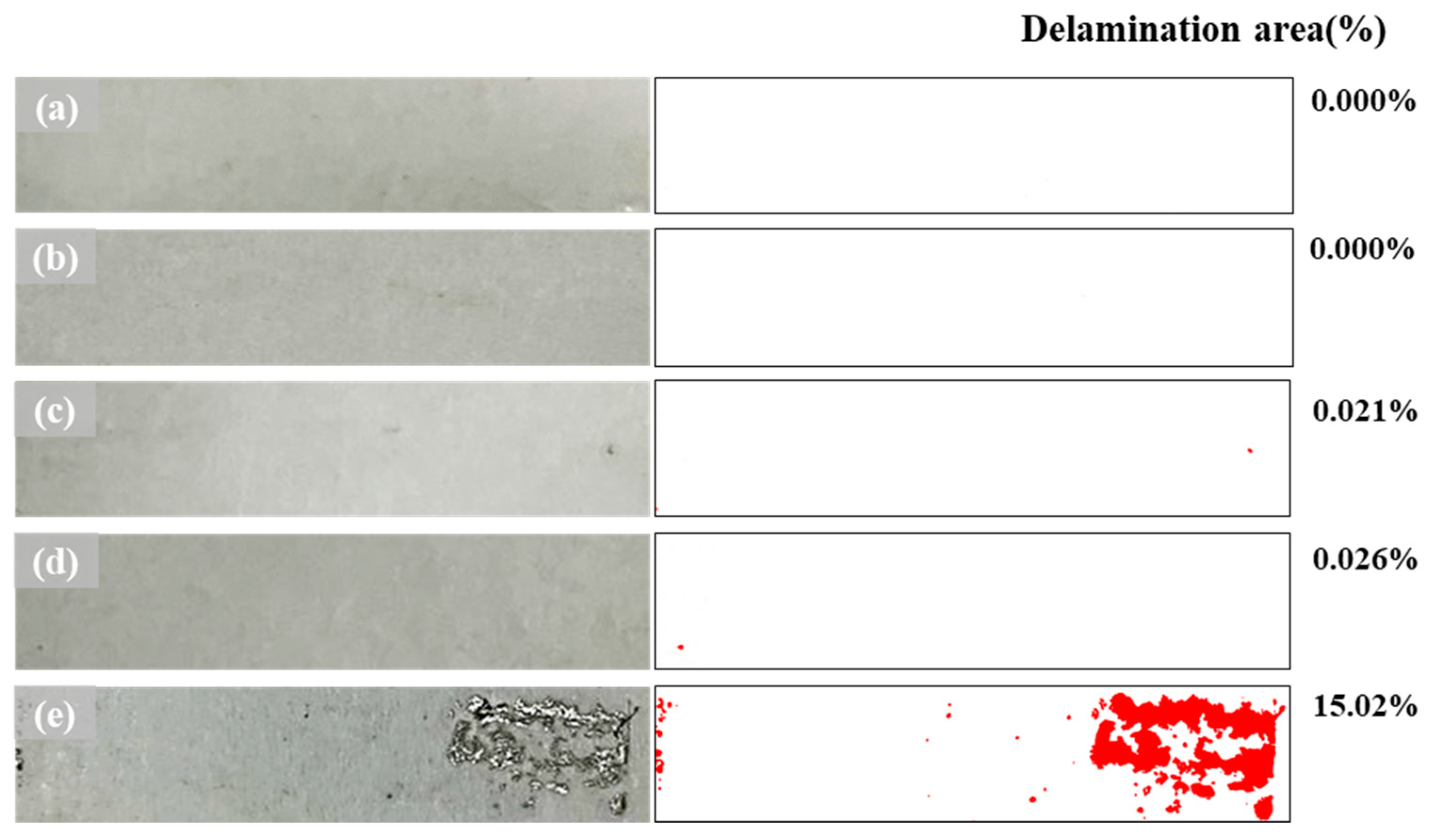
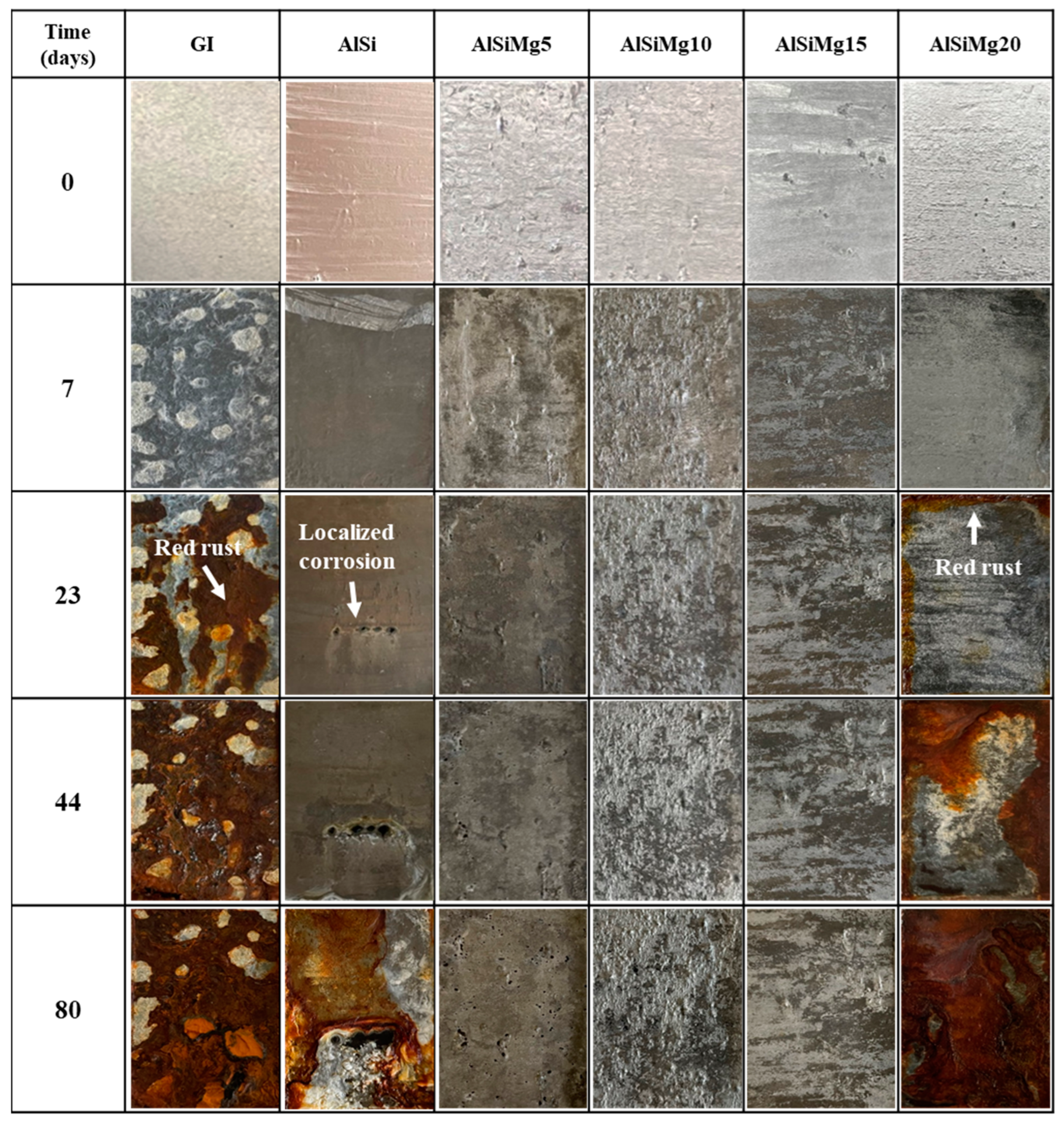
3.6.3. Salt Spray Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pradhan, D.; Manna, M.; Dutta, M. Al–Mg–Mn alloy coating on steel with superior corrosion behavior. Surf. Coat. Technol. 2014, 258, 405–414. [Google Scholar] [CrossRef]
- Richards, R.W.; Jones, R.D.; Clements, P.D.; Clarke, H. Metallurgy of Continuous Hot Dip Aluminising. Int. Mater. Rev. 1994, 39, 191–212. [Google Scholar] [CrossRef]
- Couto, C.P.; Revilla, R.I.; Politano, R.; Costa, I.; Panossian, Z.; De Graeve, I.; Rossi, J.L.; Terryn, H. Influence of Austenitisation Temperatures during Hot Stamping on the Local Electrochemical Behaviour of 22MnB5 Steel Coated with Hot-Dip Al–Si. Corros. Sci. 2021, 190, 109673. [Google Scholar] [CrossRef]
- Kim, C.K.; Cho, S.K.; Yang, W.S.; Karayan, A.I.; Castaneda, H. Corrosion behavior of Al–Si–Mg coated hot-press-forming steel. Corros. Sci. 2021, 183, 109339. [Google Scholar] [CrossRef]
- Yamaguchi, S.; Maki, J.; Kurosaki, M.; Izaki, T. Composition and Corrosion Behavior of Hot-Dip Al–Si–Mg Alloy Coated Steel Sheets. Tetsu Hagane J. Iron Steel Inst. Japan 2013, 99, 25–32. [Google Scholar]
- Nicard, C.; Allély, C.; Volovitch, P. Effect of Zn and Mg alloying on microstructure and anticorrosion mechanisms of Al–Si based coatings for high strength steel. Corros. Sci. 2019, 146, 192–201. [Google Scholar] [CrossRef]
- Yunying, X.; Wenxin, H.; Yi, C.; Guangxin, W.; Jieyu, Z. Effect of heat treatment process on microstructure and corrosion resistance of Al–10%Si–24%Zn coating. Surf. Coat. Technol. 2020, 401, 126305. [Google Scholar] [CrossRef]
- Cho, L.; Golem, L.; Seo, E.J.; Bhattacharya, D.; Speer, J.G.; Findley, K.O. Microstructural characteristics and mechanical properties of the Al–Si coating on press hardened 22MnB5 steel. J. Alloys Compd. 2020, 846, 156349. [Google Scholar] [CrossRef]
- Son, J.W.; Seo, J.D.; Kim, D.C.; Park, Y.D. Effect of Coating Layer on Electrode Life for Resistance Spot Welding of Al-Coated Hpf and Zn-Coated Trip Steels. Corros. Sci. Technol. 2012, 11, 29–36. [Google Scholar] [CrossRef]
- Chen, X.; Lei, Z.; Chen, Y.; Jiang, M.; Tian, Z.; Bi, J.; Lin, S. Microstructure and Mechanical Properties of Laser Welded Al–Si Coated Hot-Press-Forming Steel Joints. Materials 2019, 12, 3294. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Chen, W.; Cao, M.; Li, X. Performance Comparison of Zn-Based and Al–Si Based Coating on Boron Steel in Hot Stamping. Materials 2021, 14, 7043. [Google Scholar] [CrossRef] [PubMed]
- Vu, A.Q.; Vuillemin, B.; Oltra, R.; Allély, C. In situ investigation of sacri ficial behaviour of hot dipped AlSi coating in sulphate and chloride solutions. Corros. Sci. 2013, 70, 112–118. [Google Scholar] [CrossRef]
- Buchheit, R.G. A Compilation of Corrosion Potentials Reported for Intermetallic Phases in Aluminum Alloys. J. Electrochem. Soc. 1995, 142, 3994. [Google Scholar] [CrossRef]
- Radiah, S.; Kamarudin, M.; Daud, M.; Daud, A.R. Corrosion behavior of Al and Al alloys containing Zn, Sn and Cu in seawater. Solid State Sci. Technol. 2008, 16, 175–180. [Google Scholar]
- Schoukensa, I.; De Graeve, I.; De Strycker, J.; Terryn, H. Effect of Local Surface Microstructure and Composition on the Electrochemical Behavior of Hot Dip Aluminum-Silicon Coatings on Steel. Corros. Sci. 2012, 68, 982–993. [Google Scholar] [CrossRef]
- Arrabal, R.; Mingo, B.; Pardo, A.; Mohedano, M.; Matykina, E.; Rodríguez, I. Pitting corrosion of rheocast A356 aluminium alloy in 3.5 wt.% NaCl solution. Corros. Sci. 2013, 73, 342–355. [Google Scholar] [CrossRef]
- Wei, C.; Guangxin, W.; Jieyu, Z. Design and properties of Al–10Si–xZn–yMg alloy for hot dip coating. Surf. Coat. Technol. 2021, 416, 127134. [Google Scholar] [CrossRef]
- Dey, P.P.; Modak, P.; Banerjee, P.S.; Chakrabarti, D.; Seikh, A.H.; Abdo, H.S.; Luqman, M.; Ghosh, M. Studies on the characterization and morphological features of the coating on interstitial free steel dipped in molten Al–Si–Mg alloy at 800 °C. J. Mater. Res. Technol. 2020, 9, 4788–4805. [Google Scholar] [CrossRef]
- Kim, S.O.; Yang, W.S.; Kim, S.J. Effects of the Combined Addition of Zn and Mg on Corrosion Behaviors of Electropainted AlSi-Based Metallic Coatings Used for Hot-Stamping Steel Sheets. Materials 2020, 13, 3379. [Google Scholar] [CrossRef]
- Tsuru, T. Hot-Dipped Al–Mg–Si Coating Steel-Its Structure, Electrochemical and Mechanical Properties. Corros. Sci. Technol. 2010, 9, 233–238. [Google Scholar]
- Volovitch, P.; Vu, T.N.; Allély, C.; Abdel Aal, A.; Ogle, K. Understanding corrosion via corrosion product characterization: II. Role of alloying elements in improving the corrosion resistance of Zn–Al–Mg coatings on steel. Corros. Sci. 2011, 53, 2437–2445. [Google Scholar] [CrossRef]
- Eckermann, F.; Suter, T.; Uggowitzer, P.J.; Afseth, A.; Schmutz, P. The influence of MgSi particle reactivity and dissolution processes on corrosion in Al–Mg–Si alloys. Electrochim. Acta 2008, 54, 844–855. [Google Scholar] [CrossRef]
- Hekmat-Ardakan, A.; Liu, X.; Ajersch, F.; Chen, X.G. Wear behaviour of hypereutectic Al–Si–Cu–Mg casting alloys with variable Mg contents. Wear 2010, 269, 684–692. [Google Scholar] [CrossRef]
- Abedi, A.; Shahmiri, M.; Amir Esgandari, B.; Nami, B. Microstructural Evolution during Partial Remelting of Al–Si Alloys Containing Different Amounts of Magnesium. J. Mater. Sci. Technol. 2013, 29, 971–978. [Google Scholar] [CrossRef]
- Xu, X.; Yang, Z.; Ye, Y.; Wang, G.; He, X. Effects of various Mg/Si ratios on microstructure and performance property of Al–Mg–Si alloy cables. Mater. Charact. 2016, 119, 114–119. [Google Scholar] [CrossRef]
- Liu, Z.; Li, J.; Peng, H.; Xie, A.; Li, Z. Effect of Mg Addition on Microstructure and Sacrificial Anode Protection Performance of Hot Dip Al–5Zn–4Si–xMg Coating. Coatings 2023, 13, 1087. [Google Scholar] [CrossRef]
- LeBozec, N.; Thierry, D.; Rohwerder, M.; Persson, D.; Luckeneder, G.; Luxem, L. Effect of carbon dioxide on the atmospheric corrosion of Zn–Mg–Al coated steel. Corros. Sci. 2013, 74, 379–386. [Google Scholar] [CrossRef]
- Li, S.; Gao, B.; Tu, G.; Hu, L.; Sun, S.; Zhu, G.; Yin, S. Effects of magnesium on the microstructure and corrosion resistance of Zn–55Al–1.6Si coating. Constr. Build. Mater. 2014, 71, 124–131. [Google Scholar] [CrossRef]
- Yan, F.; McKay, B.J.; Fan, Z.; Chen, M.F. Preliminary study of the characteristics of a high Mg containing Al–Mg–Si alloy. Mater. Sci. Eng. 2011, 27, 012050. [Google Scholar] [CrossRef]
- Hirayama, K.; Toda, H.; Fu, D.; Masunaga, R.; Su, H.; Shimizu, K.; Takeuchi, A.; Uesugi, M. Damage micromechanisms of stress corrosion cracking in Al–Mg alloy with high magnesium content. Corros. Sci. 2021, 184, 109343. [Google Scholar] [CrossRef]
- Crane, C.B.; Gangloff, R.P. Stress Corrosion Cracking of Al–Mg Alloy 5083 Sensitized at Low Temperature. Corrosion 2016, 72, 221–241. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Cai, J.M.; Guan, L.; Wang, G. PH-dependent electrochemical behaviour of Al3Mg2 in NaCl solution. Appl. Surf. Sci. 2019, 467–468, 619–633. [Google Scholar] [CrossRef]
- Li, M.J.; Liu, S.; Wang, X.D.; Shi, Y.J.; Pan, Q.L.; Zhou, X.J.; Zhang, R.F.; Birbilis, N. Improved intergranular corrosion resistance of Al–Mg–Mn alloys with Sc and Zr additions. Micron 2022, 154, 103202. [Google Scholar] [CrossRef]
- Liu, T.Y.; Zou, X.; Yang, C.; Pan, Y.; Ren, Y.Y.; Li, Y.M. Investigation on morphology of primary Mg2Si in Al-20wt.%Mg2Si composite with experiment and first-principle calculations. Mater. Charact. 2022, 187, 111836. [Google Scholar] [CrossRef]
- Lee, J.W.; Kim, S.J.; Oh, M.S. Influence of Alloy Content on Microstructure and Corrosion Resistance of Zn-Based Alloy Coated Steel Product. J. Korean Inst. Met. Mater. 2020, 58, 169–174. [Google Scholar] [CrossRef]
- Kim, K.Y.; Grandhi, S.; Oh, M.S. Improving the Coatability of Zn–Mg–Al Alloy on Steel Substrate by the Surface Pretreatment of SnCl2-Added Zinc Ammonium Chloride. Appl. Sci. 2023, 13, 950. [Google Scholar] [CrossRef]
- ASTM E290-22; Standard Test Methods for Bend Testing of Material for Ductility. ASTM International: West Conshohocken, PA, USA, 2022.
- Kim, S.H.; Kim, S.Y.; Oh, M.S.; Kim, T.C.; Yoo, B.W.; Kim, J.S. Zn-Al-Mg-Based High-Corrosion-Resistant Plating Composition with Excellent Surface Smoothness, Plated Steel Sheet Plated Using the Plating Composition, and Manufacturing Method. Thereof. Patent KR101560934B1, 15 October 2015. [Google Scholar]
- Wang, T.; Huang, Y.; Yang, L.; Ma, Y.; Wu, L.; Yan, H.; Liu, Y.; Liu, W. Preparation of 2024-Al/AZ31-Mg Laminated Composite by Powder Metallurgy Integrated Forming and Sintering. JOM 2020, 72, 3547–3557. [Google Scholar] [CrossRef]
- Garg, A. Study & analysis of aluminium foil and anatase titanium oxide (TiO2) using transmission electron microscopy. Int. Res. J. Eng. Technol. 2018, 5, 8–13. [Google Scholar]
- Tian, T.; Zha, M.; Jia, H.L.; Hua, Z.M.; Ma, P.K.; Wang, H.Y. The Effect of High Solid Solution Mg Contents (7–13 wt%) on the Dynamic Strain Aging Behavior of Al–Mg Alloys. Mater. Sci. Eng. A 2023, 880, 145376. [Google Scholar] [CrossRef]
- Lee, B.H.; Kim, S.H.; Park, J.H.; Kim, H.W.; Lee, J.C. Role of Mg in Simultaneously Improving the Strength and Ductility of Al–Mg Alloys. Mater. Sci. Eng. A 2016, 657, 115–122. [Google Scholar] [CrossRef]
- Yan, F.; Ji, S.; Fan, Z. Effect of Excess Mg on the Microstructure and Mechanical Properties of Al–Mg2Si High Pressure Die Casting Alloys. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2013; Volume 765, pp. 64–68. [Google Scholar]
- Kim, J.H.; Shin, S.H.; Lee, S.H. Correlation between microstructural evolution and corrosion resistance of hypoeutectic Al–Si–Mg alloy: Influence of corrosion product layer. Mater. Charact. 2022, 193, 112276. [Google Scholar] [CrossRef]
- Xu, M.; Han, D.; Zheng, Z.; Ma, R.; Du, A.; Fan, Y.; Zhao, X.; Cao, X. Effects of cooling rate on the microstructure and properties of hot-dipped Zn–Al–Mg coatings. Surf. Coat. Technol. 2022, 444, 128665. [Google Scholar] [CrossRef]
- Liu, J.C.; Park, S.W.; Nagao, S.; Nogi, M.; Koga, H.; Ma, J.S.; Zhang, G.; Suganuma, K. The role of Zn precipitates and Cl− anions in pitting corrosion of Sn–Zn solder alloys. Corros. Sci. 2015, 92, 263–271. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Composition (X-Ray Fluorescence, wt.%) | ||
|---|---|---|---|
| Al | Si | Mg | |
| AlSi | 91.11 | 8.89 | - |
| AlSiMg5 | 86.51 | 8.61 | 4.88 |
| AlSiMg10 | 82.20 | 8.25 | 9.55 |
| AlSiMg15 | 77.46 | 7.76 | 14.78 |
| AlSiMg20 | 72.99 | 7.39 | 19.62 |
| Sample | Point | Composition (wt.%) | ||||
|---|---|---|---|---|---|---|
| Al | Si | Mg | Fe | Alloy Phase | ||
| AlSi | 1 | 52.47 | 2.41 | - | 45.12 | Fe2Al5 |
| 2 | 58.51 | 9.83 | - | 31.66 | Fe2Al7Si(τ5) | |
| 3 | 51.13 | 48.57 | - | 0.30 | Si | |
| 4 | 96.33 | 3.40 | - | 0.27 | α-Al | |
| AlSiMg5 | 1 | 52.73 | 1.45 | 0.02 | 45.80 | Fe2Al5 |
| 2 | 64.06 | 3.83 | 0.92 | 31.19 | FeAl3 | |
| 3 | 86.44 | 3.85 | 8.51 | 1.20 | Al/Mg2Si Eutectic | |
| AlSiMg10 | 1 | 53.27 | 1.53 | 0.05 | 45.15 | Fe2Al5 |
| 2 | 64.45 | 1.69 | 2.05 | 31.81 | FeAl3 | |
| 3 | 0.31 | 62.48 | 36.59 | 0.62 | Mg2Si | |
| 4 | 85.18 | 4.99 | 9.09 | 0.74 | Al/Mg2Si Eutectic | |
| AlSiMg15 | 1 | 51.28 | 3.35 | - | 45.37 | Fe2Al5 |
| 2 | 62.02 | 1.43 | 2.17 | 34.38 | FeAl3 | |
| 3 | 0.14 | 46.36 | 52.75 | 0.75 | Mg2Si | |
| 4 | 90.27 | 0.28 | 8.77 | 0.68 | Al(Mg) Matrix | |
| AlSiMg20 | 1 | 52.50 | 2.37 | 0.18 | 44.95 | Fe2Al5 |
| 2 | 63.35 | 1.20 | 2.19 | 33.26 | FeAl3 | |
| 3 | 0.80 | 34.10 | 64.73 | 0.37 | Mg2Si | |
| 4 | 67.87 | 0.06 | 31.86 | 0.21 | Al3Mg2 | |
| 5 | 86.96 | 0.42 | 12.53 | 0.09 | α-Al | |
| Sample | Point | Composition (wt.%) | ||||
|---|---|---|---|---|---|---|
| Al | Si | Mg | Fe | Alloy Phase | ||
| AlSi | 1 | 80.39 | 18.11 | - | 1.50 | Al/Si eutectic |
| 2 | 60.70 | 17.28 | - | 22.02 | β-Al5FeSi | |
| AlSiMg5 | 1 | 96.56 | 1.21 | 1.22 | 1.01 | α-Al |
| 2 | 66.94 | 13.65 | 18.52 | 0.89 | Mg2Si | |
| AlSiMg10 | 1 | 0.80 | 35.34 | 63.34 | 0.52 | Mg2Si |
| 2 | 59.66 | 16.19 | 23.43 | 0.72 | Mg2Si | |
| 3 | 91.86 | 0.57 | 6.81 | 0.76 | α-Al | |
| AlSiMg15 | 1 | - | 36.78 | 62.70 | 0.52 | Mg2Si |
| 2 | 88.81 | 0.01 | 10.71 | 0.47 | α-Al | |
| AlSiMg20 | 1 | 0.91 | 34.33 | 63.92 | 0.84 | Mg2Si |
| 2 | 80.02 | 0.03 | 19.24 | 0.71 | α-Al | |
| 3 | 64.49 | 0.01 | 35.15 | 0.35 | Al3Mg2 | |
| Sample | AlSi | AlSiMg5 | AlSiMg10 | AlSiMg15 | AlSiMg20 | |
|---|---|---|---|---|---|---|
| Phase | ||||||
| α-Al | 30.08 | 38.74 | 47.51 | 62.16 | 43.28 | |
| Al-Si Matrix | 66.56 | - | - | - | - | |
| β-Al5FeSi | 3.36 | - | - | - | - | |
| Al/Mg2Si Eutectic | - | 56.35 | 44.05 | 19.96 | - | |
| Primary-Mg2Si | - | 4.91 | 8.44 | 14.98 | 22.99 | |
| Al3Mg2 | - | - | - | - | 33.72 | |
| Sample | Ecorr (V) | icorr (µA/cm2) |
|---|---|---|
| GI | −1.060 | 7.690 |
| AlSi | −0.711 | 4.930 |
| AlSiMg5 | −0.930 | 0.471 |
| AlSiMg10 | −0.911 | 0.558 |
| AlSiMg15 | −0.915 | 0.945 |
| AlSiMg20 | −1.190 | 5.810 |
| Sample | Rs (Ω cm2) | CPE1 (F/cm2) | n1 | Rf (Ω cm2) | CPE2 (F/cm2) | n2 | Rct (Ω cm2) | Rp (Ω cm2) |
|---|---|---|---|---|---|---|---|---|
| AlSi | 12.75 | 1.13 × 10−6 | 0.81 | 3123 | 8.70 × 10−6 | 1.00 | 9221 | 12,344 |
| AlSiMg5 | 15.56 | 9.89 × 10−6 | 0.92 | 5598 | 3.23 × 10−4 | 1.00 | 75,580 | 81,178 |
| AlSiMg10 | 16.29 | 3.09 × 10−5 | 0.89 | 3904 | 3.21 × 10−4 | 0.98 | 47,720 | 51,624 |
| AlSiMg15 | 14.29 | 9.60 × 10−5 | 0.86 | 1686 | 4.94 × 10−4 | 0.98 | 15,970 | 17,656 |
| AlSiMg20 | 16.00 | 2.08 × 10−5 | 0.86 | 349 | 2.83 × 10−4 | 0.77 | 1866 | 2215 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, K.-H.; Oh, M.-S. Effects of the Mg Content on Microstructural and Corrosion Characteristics of Hot-Dip Al–Si–Mg Alloy-Coated Steel Sheets. Materials 2023, 16, 5827. https://doi.org/10.3390/ma16175827
Jin K-H, Oh M-S. Effects of the Mg Content on Microstructural and Corrosion Characteristics of Hot-Dip Al–Si–Mg Alloy-Coated Steel Sheets. Materials. 2023; 16(17):5827. https://doi.org/10.3390/ma16175827
Chicago/Turabian StyleJin, Kwang-Hyeok, and Min-Suk Oh. 2023. "Effects of the Mg Content on Microstructural and Corrosion Characteristics of Hot-Dip Al–Si–Mg Alloy-Coated Steel Sheets" Materials 16, no. 17: 5827. https://doi.org/10.3390/ma16175827
APA StyleJin, K. -H., & Oh, M. -S. (2023). Effects of the Mg Content on Microstructural and Corrosion Characteristics of Hot-Dip Al–Si–Mg Alloy-Coated Steel Sheets. Materials, 16(17), 5827. https://doi.org/10.3390/ma16175827