

Formation and Evolution Mechanism of Intermetallic Compounds of Friction Stir Lap Welded Steel/Aluminum Joints


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Experiment
2.2. Simulations
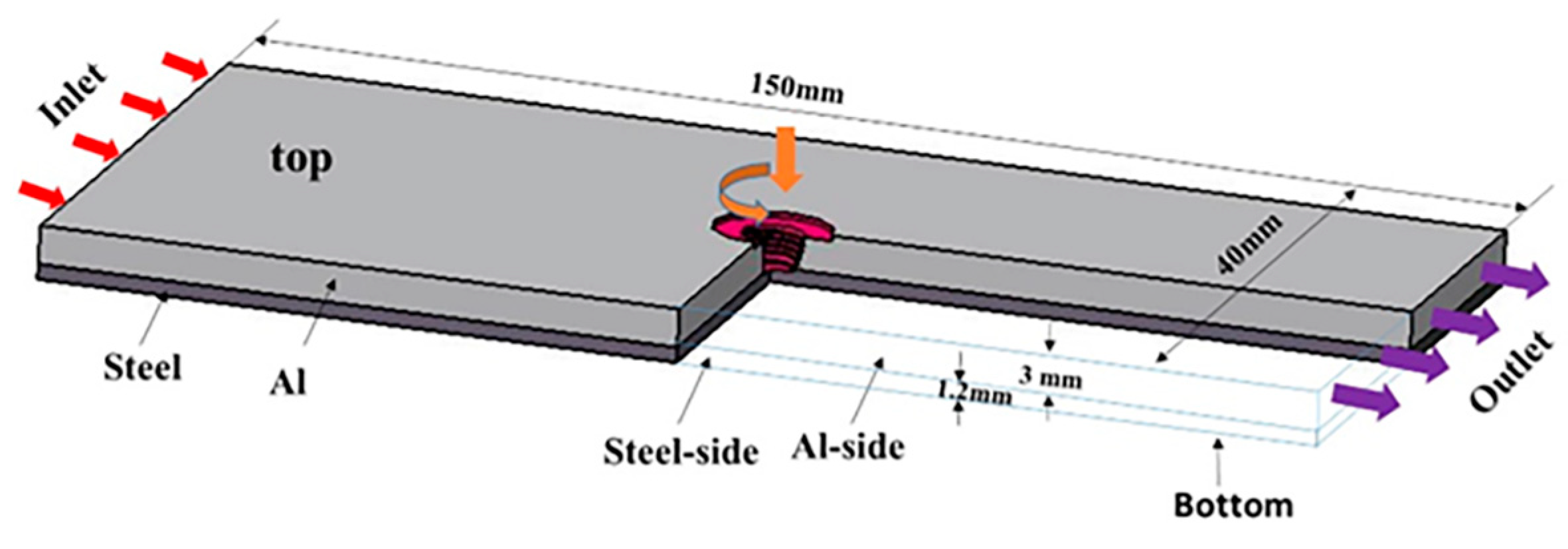
2.2.1. Friction Stir Lap Welding Simulation Model
2.2.2. Monte Carlo Simulation Model
3. Results and Discussion
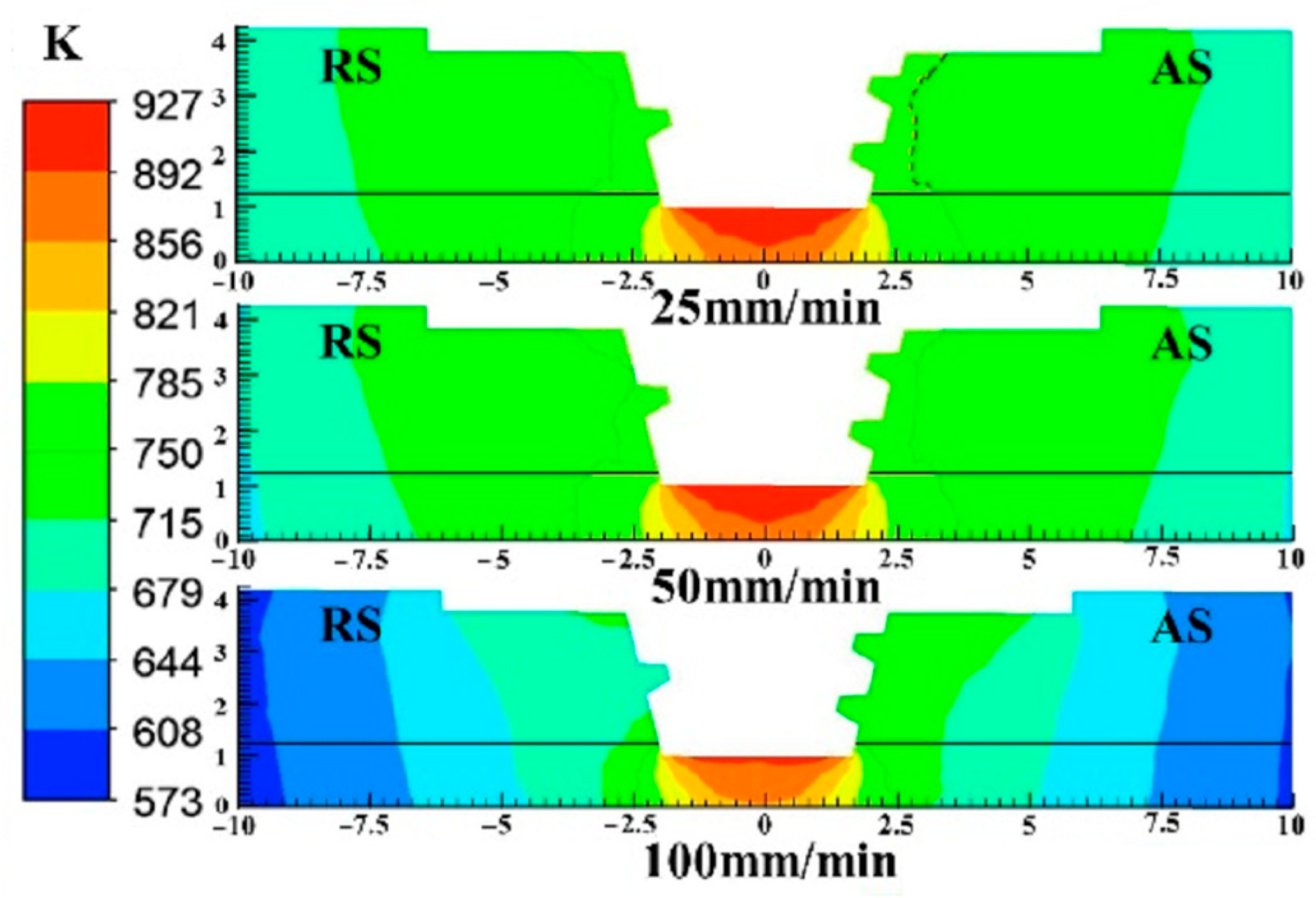
3.1. Temperature Distribution and Microstructure Morphology
3.2. Microstructure Characterization
3.3. Interfacial Layer Formation and Evolution
3.4. IMC Thickness
4. Conclusions
- (1)
- In the process of FSLW of steel and aluminum alloy, due to the friction heat and plastic deformation, the composition of the IMC layer in the lap interface of the joint is complex, including Fe2Al5, FeAl3, and Al-Zn eutectic.
- (2)
- The effective Gibbs free energy change indicates that Fe2Al5 is the first phase formed in the Al-Fe system in the welding temperature range of the joint interface between 600 K and 950 K.
- (3)
- During the welding process, when the continuous Fe2Al5 layer is formed at the IZ, the diffusion of Al and Fe atoms is hindered, so the growth of IMC in the IZ is inhibited, and the thickness of IMC is relatively thin. However, due to the weak plastic deformation of the matrix in the TMAZ and the existence of the Fe2Al5 layer, the diffusion of the Fe element is greatly inhibited, resulting in the formation and growth of the FeAl3 layer near the side of the Fe2Al5 layer to the aluminum material. In addition, the presence of Zn elements promotes the growth of the IMC in the TMAZ. Due to the low welding temperature and no plastic deformation in the HAZ, resulting in weak element diffusion, the overlapping interface only forms FeAl3 and a hybrid layer with Al-Zn eutectic composition.
- (4)
- The simulation results of the IMC thickness in the IZ are relatively close to the experimental results. The Monte Carlo model can predict the IMC thickness in the IZ within a certain parameter range.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Long, J.Q.; Lan, F.C.; Chen, J.Q. New technology of lightweight and steel-aluminum hybrid structure car body. J. Mech. Eng. 2008, 44, 27–35. [Google Scholar] [CrossRef]
- Yu, H.Y.; Hu, Z.L. Investigation of interfacial microstructure and mechanical properties for DP590 steel/7075 aluminum dissimilar materials friction stir lap welding joints. J. Mech. Eng. 2020, 56, 65–72. [Google Scholar] [CrossRef]
- Kumar, T.; Kiran, D.V.; Cheon, J.; Arora, N. Probing the Influence of Cold Wire Gas Tungsten Arc Welding Current Waveforms on the Aluminum-Steel Joining. J. Manuf. Process. 2020, 59, 378–388. [Google Scholar] [CrossRef]
- Wallerstein, D.; Salminen, A.; Lusquiños, F.; Comesaña, R.; García, J.D.V.; Rodríguez, A.R.; Badaoui, A.; Pou, J. Recent Developments in Laser Welding of Aluminum Alloys to Steel. Metals 2021, 11, 622. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K. Mechanical Clinching and Self-Pierce Riveting for Sheet Combination of 780-MPa High-Strength Steel and Aluminium Alloy A5052 Sheets and Durability on Salt Spray Test of Joints. Int. J. Adv. Manuf. Technol. 2021, 113, 59–72. [Google Scholar] [CrossRef]
- Wan, L.; Huang, Y. Friction Stir Welding of Dissimilar Aluminum Alloys and Steels: A Review. Int. J. Adv. Manuf. Technol. 2018, 99, 1781–1811. [Google Scholar] [CrossRef]
- Hu, Z.; Yu, H.; Pang, Q. Investigation of Interfacial Layer for Friction Stir Welded AA7075-T6 Aluminum to DP1180 Steel Joints. J. Manuf. Sci. Eng. 2020, 142, 091002. [Google Scholar] [CrossRef]
- Pourali, M.; Abdollah-zadeh, A.; Saeid, T.; Kargar, F. Influence of Welding Parameters on Intermetallic Compounds Formation in Dissimilar Steel/Aluminum Friction Stir Welds. J. Alloys Compd. 2017, 715, 1–8. [Google Scholar] [CrossRef]
- Xiang, Q.; Lv, N.C.; Xue, P.; Ma, Z.Y. Research status and prospect on friction stir welded dissimilar Al-Steel joints. J. Mech. Eng. 2017, 5, 28–37. [Google Scholar] [CrossRef]
- Chen, Y.C.; Komazaki, T.; Tsumura, T.; Nakata, K. Role of Zinc Coat in Friction Stir Lap Welding Al and Zinc Coated Steel. Mater. Sci. Technol. 2008, 24, 33–39. [Google Scholar] [CrossRef]
- Springer, H.; Szczepaniak, A.; Raabe, D. On the Role of Zinc on the Formation and Growth of Intermetallic Phases during Interdiffusion between Steel and Aluminium Alloys. Acta Mater. 2015, 96, 203–211. [Google Scholar] [CrossRef]
- Tanaka, T.; Morishige, T.; Hirata, T. Comprehensive Analysis of Joint Strength for Dissimilar Friction Stir Welds of Mild Steel to Aluminum Alloys. Scr. Mater. 2009, 61, 756–759. [Google Scholar] [CrossRef]
- Elrefaey, A.; Gouda, M.; Takahashi, M.; Ikeuchi, K. Characterization of Aluminum/Steel Lap Joint by Friction Stir Welding. J. Mater. Eng. Perform. 2005, 14, 10–17. [Google Scholar] [CrossRef]
- Movahedi, M.; Kokabi, A.H.; Reihani, S.M.S.; Najafi, H. Effect of Tool Travel and Rotation Speeds on Weld Zone Defects and Joint Strength of Aluminium Steel Lap Joints Made by Friction Stir Welding. Sci. Technol. Weld. Join. 2012, 17, 162–167. [Google Scholar] [CrossRef]
- Liu, X.; Lan, S.; Ni, J. Analysis of Process Parameters Effects on Friction Stir Welding of Dissimilar Aluminum Alloy to Advanced High Strength Steel. Mater. Des. 2014, 59, 50–62. [Google Scholar] [CrossRef]
- Bozzi, S.; Helbert-Etter, A.L.; Baudin, T.; Criqui, B.; Kerbiguet, J.G. Intermetallic Compounds in Al 6016/IF-Steel Friction Stir Spot Welds. Mater. Sci. Eng. A 2010, 527, 4505–4509. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.S.; Gao, S.; Padhy, G.K. Modified Constitutive Equation for Use in Modeling the Ultrasonic Vibration Enhanced Friction Stir Welding Process. Scr. Mater. 2016, 119, 21–26. [Google Scholar] [CrossRef]
- Sheppard, T.; Jackson, A. Constitutive Equations for Use in Prediction of Flow Stress during Extrusion of Aluminium Alloys. Mater. Sci. Technol. 1997, 13, 203–209. [Google Scholar] [CrossRef]
- Mahmoudiniya, M.; Kokabi, A.H.; Kheirandish, S.; Kestens, L.A.I. Microstructure and Mechanical Properties of Friction Stir Welded Ferrite-Martensite DP700 Steel. Mater. Sci. Eng. A 2018, 737, 213–222. [Google Scholar] [CrossRef]
- Yang, Y.; Qian, H.; Su, Y. Effect of Mn Addition on Deformation Behaviour of 23% Cr Low Nickel Duplex Stainless Steel. Mater. Charact. 2018, 145, 606–618. [Google Scholar] [CrossRef]
- Shi, L.; Wu, C.S.; Padhy, G.K.; Gao, S. Numerical Simulation of Ultrasonic Field and Its Acoustoplastic Influence on Friction Stir Welding. Mater. Des. 2016, 104, 102–115. [Google Scholar] [CrossRef]
- Sharghi, E.; Farzadi, A. Simulation of Strain Rate, Material Flow, and Nugget Shape during Dissimilar Friction Stir Welding of AA6061 Aluminum Alloy and Al-Mg2Si Composite. J. Alloys Compd. 2018, 748, 953–960. [Google Scholar] [CrossRef]
- Read, W.T.; Shockley, W. Dislocation Models of Crystal Grain Boundaries. Phys. Rev. 1950, 78, 275–289. [Google Scholar] [CrossRef]
- Xiao, N.; Tong, M.; Lan, Y.; Li, D.; Li, Y. Coupled Simulation of the Influence of Austenite Deformation on the Subsequent Isothermal Austenite–Ferrite Transformation. Acta Mater. 2006, 54, 1265–1278. [Google Scholar] [CrossRef]
- Mohammadi, H.; Eivani, A.R.; Seyedein, S.H.; Ghosh, M. Modified Monte Carlo Approach for Simulation of Grain Growth and Ostwald Ripening in Two-Phase Zn–22Al Alloy. J. Mater. Res. Technol. 2020, 9, 9620–9631. [Google Scholar] [CrossRef]
- Tan, Y.; Maniatty, A.M.; Zheng, C.; Wen, J.T. Monte Carlo Grain Growth Modeling with Local Temperature Gradients. Model. Simul. Mater. Sci. Eng. 2017, 25, 065003. [Google Scholar] [CrossRef]
- Sundman, B.; Ohnuma, I.; Dupin, N.; Kattner, U.R.; Fries, S.G. An Assessment of the Entire Al–Fe System Including D03 Ordering. Acta Mater. 2009, 57, 2896–2908. [Google Scholar] [CrossRef]
- Bouayad, A.; Gerometta, C.; Belkebir, A.; Ambari, A. Kinetic Interactions between Solid Iron and Molten Aluminium. Mater. Sci. Eng. A 2003, 363, 53–61. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rotational Speed (rpm) | Welding Speed (mm/min) | Depth of Penetration (mm) |
|---|---|---|
| 1200 | 25/50/100 | 1.2 |
| Materials | α | A | n | Q |
|---|---|---|---|---|
| 7075-T6 | 109 | 0.0141 | 5.41 | 129,000 |
| DP590 | 1013 | 0.00755 | 6.897 | 329,000 |
| Points | Al | Fe | Zn | Value |
|---|---|---|---|---|
| 1 | 71.50 | 28.17 | 0.33 | Fe2Al5 |
| 2 | 72.95 | 26.11 | 0.94 | Fe2Al5 |
| 3 | 70.36 | 28.53 | 1.11 | Fe2Al5 |
| 4 | 68.58 | 23.06 | 8.36 | FeAl3 + Al-Zn |
| 5 | 75.29 | 24.55 | 0.16 | FeAl3 |
| 6 | 85.32 | 0.91 | 13.77 | Al-Zn |
| 7 | 67.45 | 24.86 | 7.69 | FeAl3 + Al-Zn |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Pang, Q.; Zhang, Z.; Hu, L. Formation and Evolution Mechanism of Intermetallic Compounds of Friction Stir Lap Welded Steel/Aluminum Joints. Materials 2023, 16, 6118. https://doi.org/10.3390/ma16186118
Liu Y, Pang Q, Zhang Z, Hu L. Formation and Evolution Mechanism of Intermetallic Compounds of Friction Stir Lap Welded Steel/Aluminum Joints. Materials. 2023; 16(18):6118. https://doi.org/10.3390/ma16186118
Chicago/Turabian StyleLiu, Yongzhi, Qiu Pang, Zhichao Zhang, and Lan Hu. 2023. "Formation and Evolution Mechanism of Intermetallic Compounds of Friction Stir Lap Welded Steel/Aluminum Joints" Materials 16, no. 18: 6118. https://doi.org/10.3390/ma16186118
APA StyleLiu, Y., Pang, Q., Zhang, Z., & Hu, L. (2023). Formation and Evolution Mechanism of Intermetallic Compounds of Friction Stir Lap Welded Steel/Aluminum Joints. Materials, 16(18), 6118. https://doi.org/10.3390/ma16186118