
Effect of Stacking Sequence on Mechanical Properties and Microstructural Features within Al/Cu Laminates

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Material
2.2. Investigations
3. Results and Discussion
3.1. Deformation Behavior
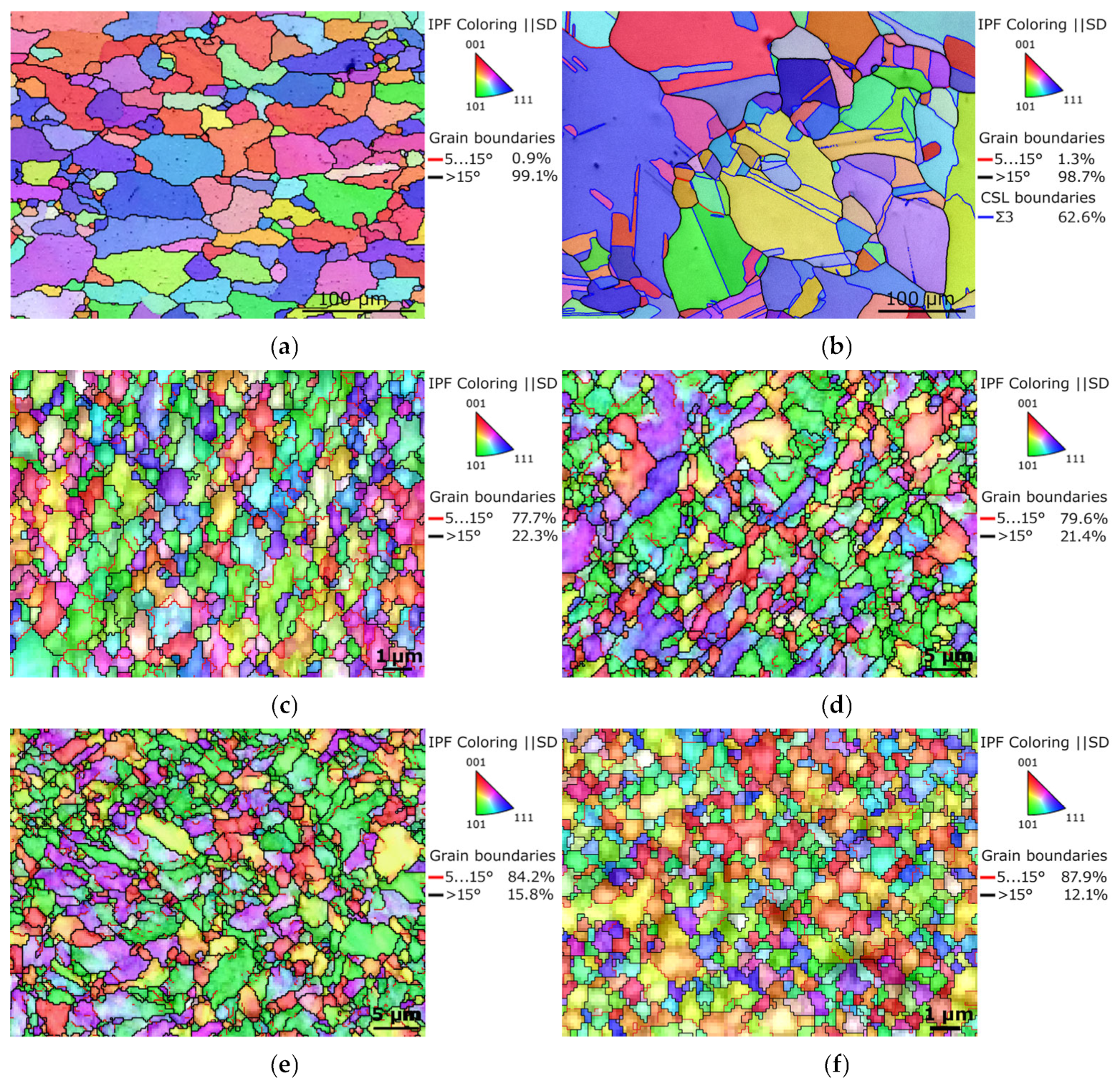
3.2. Microstructure Analyses
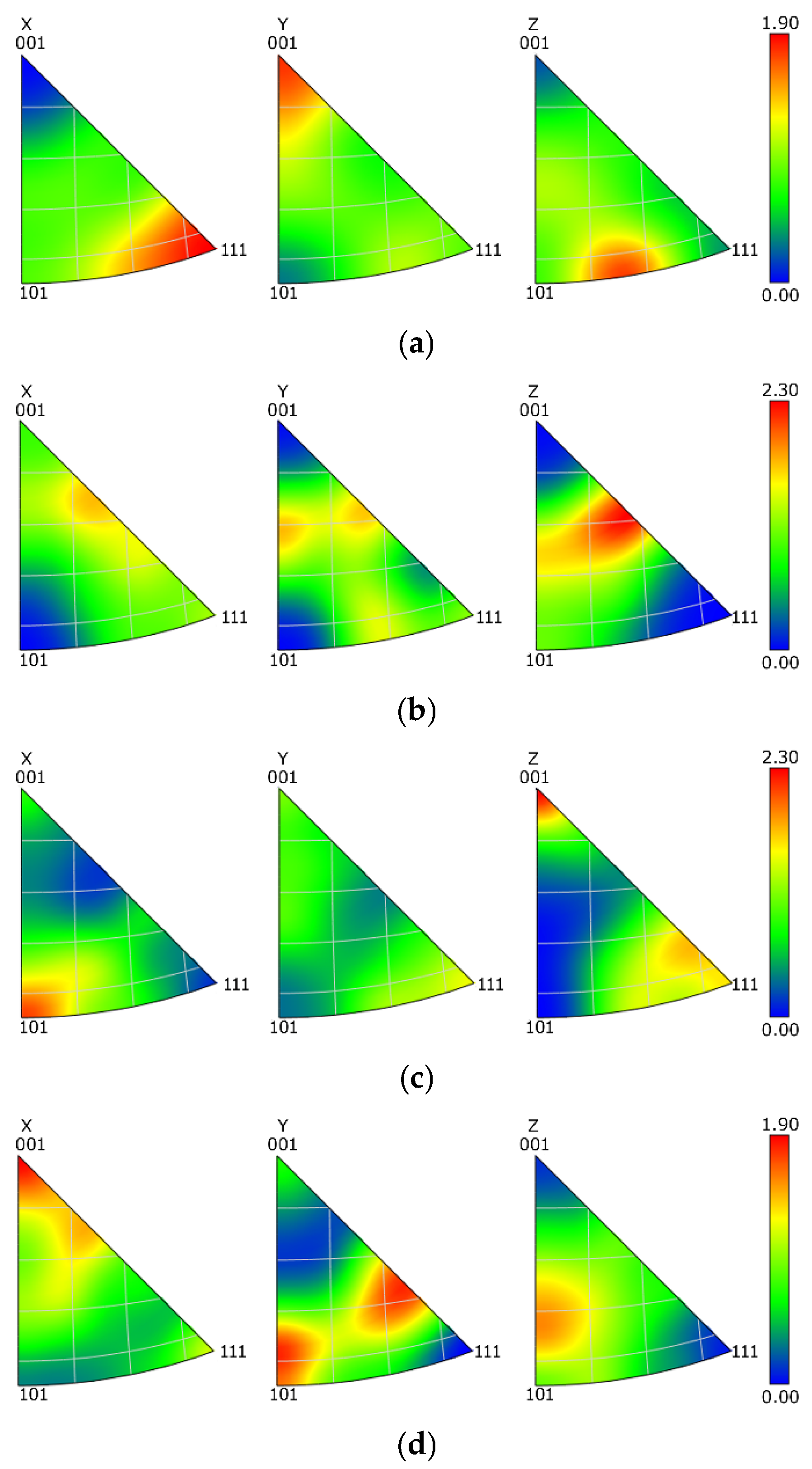
3.3. Texture
3.4. Internal Misorientations
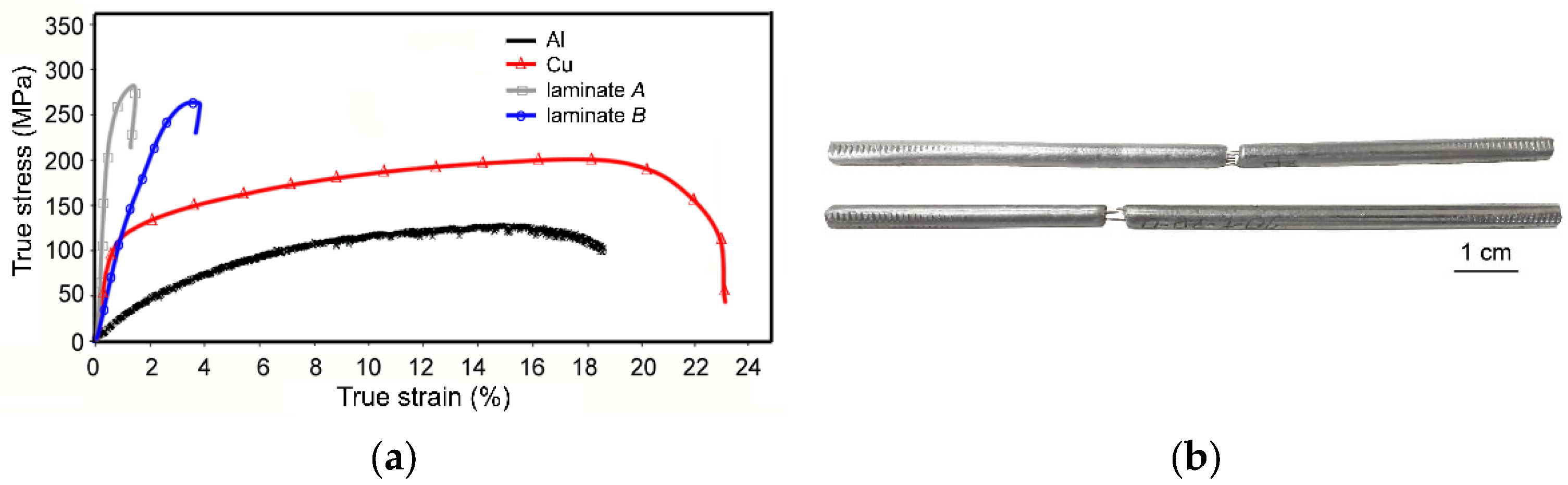
3.5. Mechanical Properties
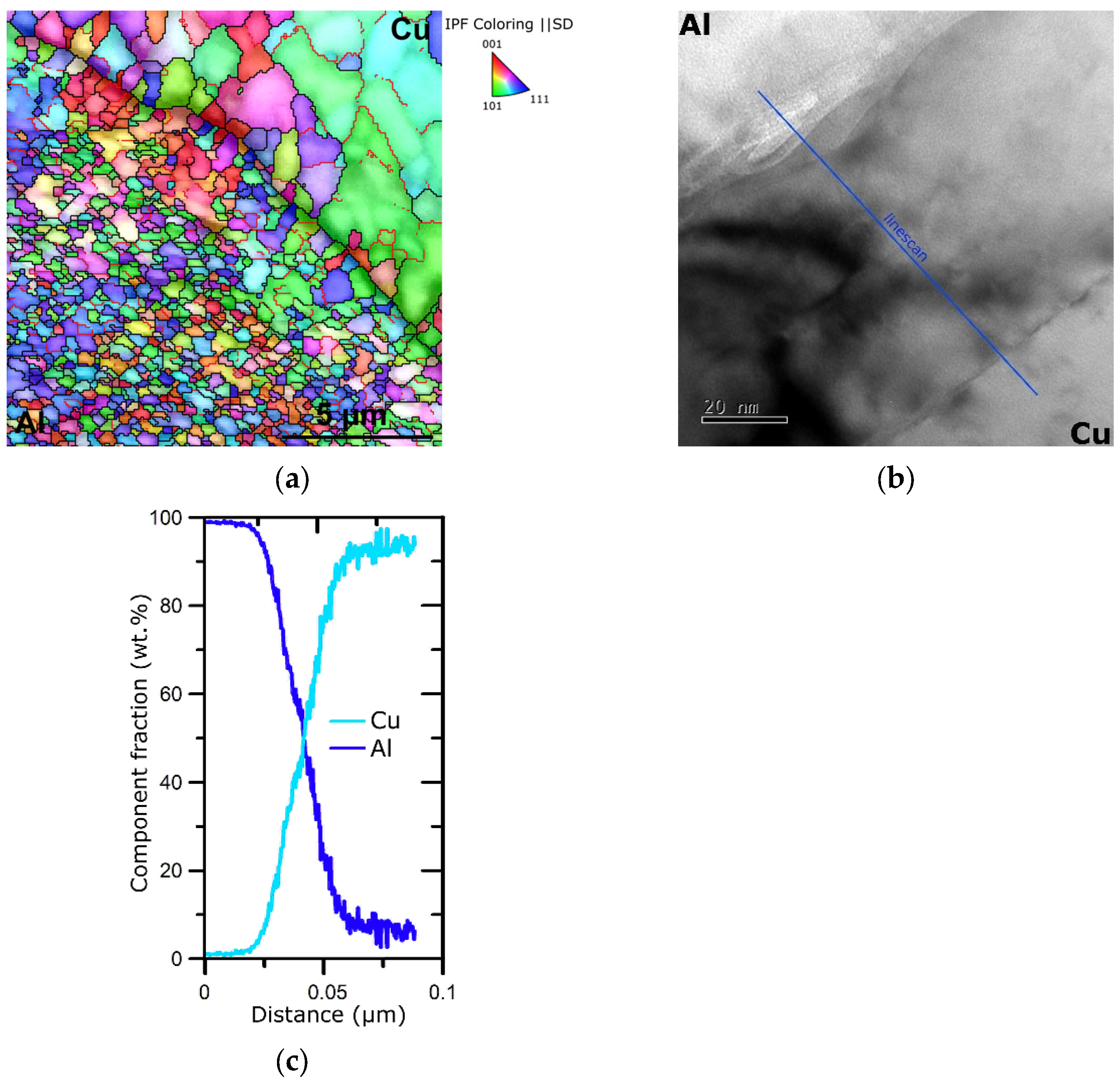
3.6. Interfaces
4. Discussion
5. Conclusions
- -
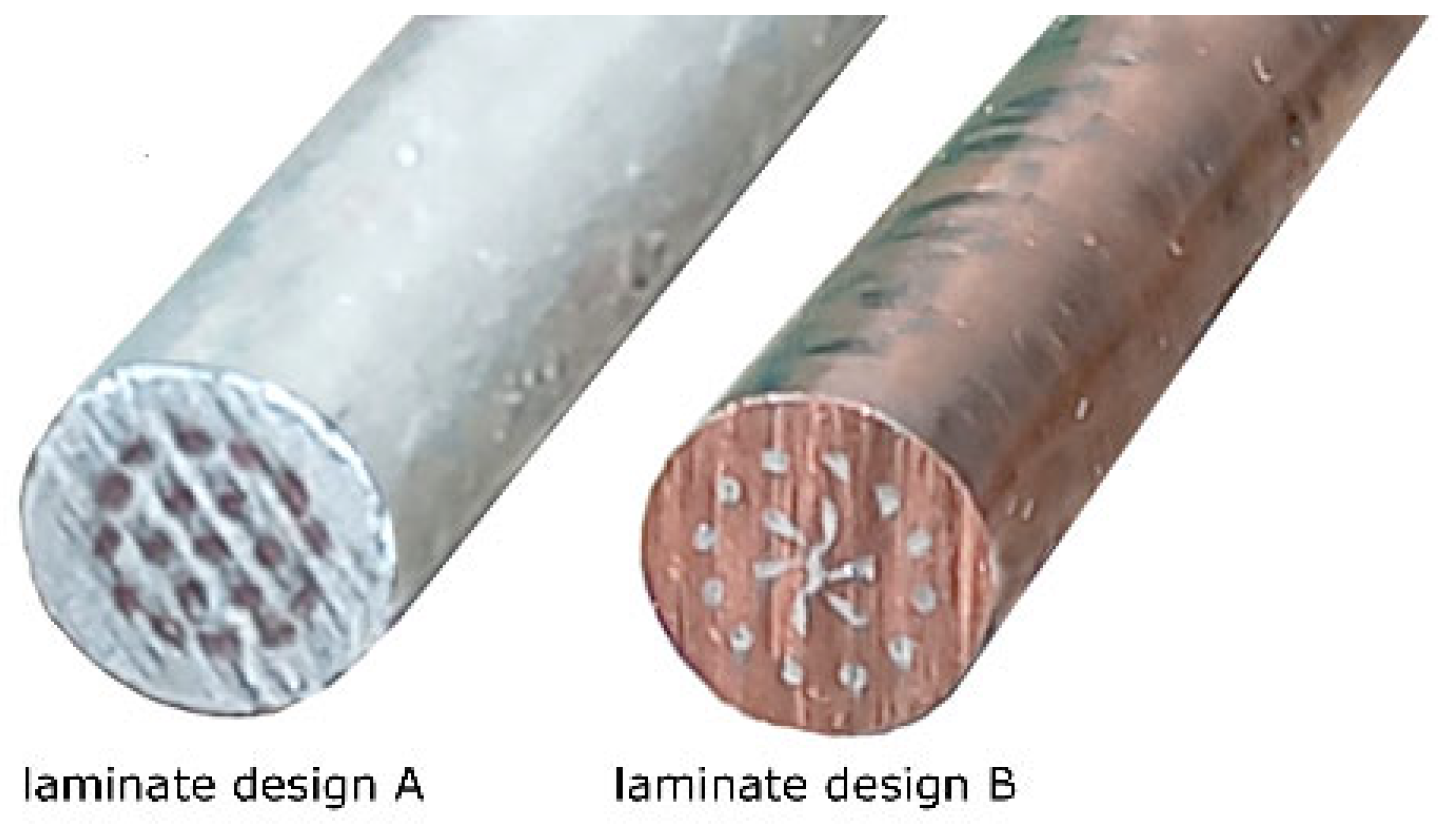
- Mechanical bonding of the layers via intensive plastic deformation was successful;
- -
- The individual metallic components featured heavily refined grains, regardless of the laminate design;
- -
- Al components of both the laminate designs featured equiaxed, almost ultra-fine recrystallized grains, no dominant preferential texture, and negligible presence of internal misorientations;
- -
- Cu components of both the laminate designs featured grains with average sizes of ~3 µm, no dominant texture, and local presence of internal misorientations;
- -
- Notable differences were observed for the mechanical properties. The laminate with Al sheath exhibited plasticity lower than 1% due to the significant work hardening of Al (microhardness ~55 HV02), while the laminate with Cu sheath featured plasticity of ~3.5%, primarily as the content of work-hardened Al was lower.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bulina, N.V.; Titkov, A.I.; Isaev, D.D.; Makarova, S.V.; Baev, S.G.; Vorobyev, A.M.; Bessmeltsev, V.P.; Lyakhov, N.Z. Selective Laser Melting of Zn-Si-Substituted Hydroxyapatite. Russ. Chem. Bull. 2021, 70, 1682–1689. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Németh, G.; Dvořák, K.; Pagáč, M. Effect of Post Process Shear Straining on Structure and Mechanical Properties of 316 L Stainless Steel Manufactured via Powder Bed Fusion. Addit. Manuf. 2022, 59, 103128. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Kakovkina, N.; Nosova, E.; Khaimovich, A. Laser In Situ Synthesis of Gradient Fe-Ti Composite during Direct Energy Deposition Process. J. Manuf. Mater. Process. 2023, 7, 66. [Google Scholar] [CrossRef]
- Gorunov, A.I. Additive Manufacturing of Ti6Al4V Parts Using Ultrasonic Assisted Direct Energy Deposition. J. Manuf. Process. 2020, 59, 545–556. [Google Scholar] [CrossRef]
- Mimura, K.; Matsumoto, K.; Isshiki, M. Purification of Hafnium by Hydrogen Plasma Arc Melting. Mater. Trans. 2011, 52, 159–165. [Google Scholar] [CrossRef]
- Tuissi, A.; Rondelli, G.; Bassani, P. Plasma Arc Melting (PAM) and Corrosion Resistance of Pure NiTi Shape Memory Alloys. Shape Mem. Superelasticity 2015, 1, 50–57. [Google Scholar] [CrossRef]
- Macháčková, A.; Krátká, L.; Petrmichl, R.; Kunčická, L.; Kocich, R. Affecting Structure Characteristics of Rotary Swaged Tungsten Heavy Alloy Via Variable Deformation Temperature. Materials 2019, 12, 4200. [Google Scholar] [CrossRef] [PubMed]
- Vityaz, P.A.; Ilyushchanka, A.P.; Savich, V.V. Powder Metallurgy in Belarus and Global Developmental Trends. Russ. J. Non-Ferrous Met. 2019, 60, 775–781. [Google Scholar] [CrossRef]
- Yan, Y.; Priya, S. Multiferroic Magnetoelectric Composites/Hybrids. In Hybrid and Hierarchical Composite Materials; Kim, C.-S., Randow, C., Sano, T., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 95–160. [Google Scholar]
- Zhao, Y.; Peng, L.; Yu, G. Electrochemical Hierarchical Composites. In Hybrid and Hierarchical Composite Materials; Kim, C.-S., Randow, C., Sano, T., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 239–286. [Google Scholar]
- Sola, A.; Bellucci, D.; Cannillo, V. Functionally Graded Materials for Orthopedic Applications—An Update on Design and Manufacturing. Biotechnol. Adv. 2016, 34, 504–531. [Google Scholar] [CrossRef]
- Ghorbanpour, S.; Sahu, S.; Deshmukh, K.; Borisov, E.; Riemslag, T.; Reinton, E.; Bertolo, V.; Jiang, Q.; Popovich, A.; Shamshurin, A.; et al. Effect of Microstructure Induced Anisotropy on Fatigue Behaviour of Functionally Graded Inconel 718 Fabricated by Additive Manufacturing. Mater. Charact. 2021, 179, 111350. [Google Scholar] [CrossRef]
- Rogachev, A.S.; Vadchenko, S.G.; Kovalev, D.Y.; Kochetov, N.A.; Zhukovskyi, M.; Orlova, T.; Mukasyan, A.S. Long Term Stability of a High-Entropy CoCrFeNiTi Alloy Fabricated by Mechanical Alloying. J. Alloy. Compd. 2023, 931, 167470. [Google Scholar] [CrossRef]
- Samoilova, O.; Shaburova, N.; Ostovari Moghaddam, A.; Trofimov, E. Al0.25CoCrFeNiSi0.6 High Entropy Alloy with High Hardness and Improved Wear Resistance. Mater. Lett. 2022, 328, 133190. [Google Scholar] [CrossRef]
- Terekhov, I.V.; Chistyakov, E.M. Binders Used for the Manufacturing of Composite Materials by Liquid Composite Molding. Polymers 2021, 14, 87. [Google Scholar] [CrossRef] [PubMed]
- Kocich, R.; Kunčická, L. Optimizing Structure and Properties of Al/Cu Laminated Conductors via Severe Shear Strain. J. Alloy. Compd. 2023, 953, 170124. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Effect of Activated Slip Systems on Dynamic Recrystallization during Rotary Swaging of Electro-Conductive Al-Cu Composites. Mater. Lett. 2022, 321, 10–13. [Google Scholar] [CrossRef]
- Georgarakis, K.; Dudina, D.V.; Kvashnin, V.I. Metallic Glass-Reinforced Metal Matrix Composites: Design, Interfaces and Properties. Materials 2022, 15, 8278. [Google Scholar] [CrossRef] [PubMed]
- Permin, D.A.; Egorov, S.V.; Belyaev, A.V.; Balabanov, S.S.; Koshkin, V.A.; Boldin, M.S.; Novikova, A.V.; Timofeev, O.V.; Ladenkov, I.V. Microwave Sintering of IR-Transparent Y2O3–MgO Composite Ceramics. Ceram. Int. 2023, 49, 7236–7244. [Google Scholar] [CrossRef]
- Gribkova, O.L.; Nekrasov, A.A. Spectroelectrochemistry of Electroactive Polymer Composite Materials. Polymers 2022, 14, 3201. [Google Scholar] [CrossRef]
- Sharma, A.; Zadorozhnyy, M.; Stepashkin, A.; Kvaratskheliya, A.; Korol, A.; Moskovskikh, D.; Kaloshkin, S.; Zadorozhnyy, V. Investigation of Thermophysical Properties of Zr-Based Metallic Glass-Polymer Composite. Metals 2021, 11, 1412. [Google Scholar] [CrossRef]
- Terziyan, T.V.; Safronov, A.P.; Beketov, I.V.; Medvedev, A.I.; Armas, S.F.; Kurlyandskaya, G.V. Adhesive and Magnetic Properties of Polyvinyl Butyral Composites with Embedded Metallic Nanoparticles. Sensors 2021, 21, 8311. [Google Scholar] [CrossRef]
- Smotrakov, V.G.; Eremkin, V.V.; Sitalo, E.I.; Malomyzheva, N.V.; Boldyrev, N.A. Composite Materials Ferropiezoelectric Ceramics-Polymer for Hydroacoustic Receivers. J. Adv. Dielectr. 2023, 13, 2350007. [Google Scholar] [CrossRef]
- Elanchezhian, C.; Vijaya Ramnath, B.; Ramakrishnan, G.; Sripada Raghavendra, K.N.; Muralidharan, M.; Kishore, V. Review on Metal Matrix Composites for Marine Applications. Mater. Today Proc. 2018, 5, 1211–1218. [Google Scholar] [CrossRef]
- Vijaya Ramnath, B.; Parswajinan, C.; Dharmaseelan, R.; Thileepan, K.; Nithin Krishna, K. A Review on Aluminium Metal Matrix Composites. Mater. Today Proc. 2021, 46, 4341–4343. [Google Scholar] [CrossRef]
- Huang, Z.M.; Kim, H.M.; Youn, J.R.; Song, Y.S. Injection Molding of Carbon Fiber Composite Automotive Wheel. Fibers Polym. 2019, 20, 2665–2671. [Google Scholar] [CrossRef]
- Elseify, L.A.; Midani, M.; El-Badawy, A.A.; Seyam, A.-F.M.; Jawaid, M. Benchmarking Automotive Nonwoven Composites from Date Palm Midrib and Spadix Fibers in Comparison to Commercial Leaf Fibers. Biomass Convers. Biorefinery 2023, 1–15. [Google Scholar] [CrossRef]
- Cherepanov, A.N.; Mali, V.I.; Maliutina, I.N.; Orishich, A.M.; Malikov, A.G.; Drozdov, V.O. Laser Welding of Stainless Steel to Titanium Using Explosively Welded Composite Inserts. Int. J. Adv. Manuf. Technol. 2017, 90, 3037–3043. [Google Scholar] [CrossRef]
- Ozerov, M.; Povolyaeva, E.; Stepanov, N.; Ventzke, V.; Dinse, R.; Kashaev, N.; Zherebtsov, S. Laser Beam Welding of a Ti-15Mo/TiB Metal–Matrix Composite. Metals 2021, 11, 506. [Google Scholar] [CrossRef]
- Zeng, X.; Wang, Y.; Li, X.; Li, X.; Zhao, T. Effect of Inert Gas-Shielding on the Interface and Mechanical Properties of Mg/Al Explosive Welding Composite Plate. J. Manuf. Process. 2019, 45, 166–175. [Google Scholar] [CrossRef]
- Li, F.S.; Xu, R.Z.; Wei, Z.C.; Sun, X.F.; Wang, P.F.; Li, X.F.; Li, Z. Investigation on the Electron Beam Welding of Al/Cu Composite Plates. Trans. Indian Inst. Met. 2020, 73, 353–363. [Google Scholar] [CrossRef]
- Sun, H.; Pan, N. Mechanical Characterization of the Interfaces in Laminated Composites. Compos. Struct. 2006, 74, 25–29. [Google Scholar] [CrossRef]
- Wang, E.; Lv, L.; Kang, F.; Li, S.; Li, J.; Tian, Y.; Jiang, W.; Song, X. Enhanced Properties of Ti/Al Laminated Composite Reinforced by High-Entropy Alloy Particles. Metals 2023, 13, 1227. [Google Scholar] [CrossRef]
- Romankov, S.; Shchetinin, I.V.; Park, Y.C.; Yoo, J.H.; Yoon, J.M. Formation of Nanolaminated Amorphous/Crystalline Structure in the Multicomponent System under Severe Plastic Deformation. Mater. Lett. 2012, 85, 109–112. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L. Development of Structure and Properties in Bimetallic Al/Cu Sandwich Composite during Cumulative Severe Plastic Deformation. J. Sandw. Struct. Mater. 2021, 23, 4252–4275. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Optimizing Electric Conductivity of Innovative Al-Cu Laminated Composites via Thermomechanical Treatment. Mater. Des. 2022, 215, 110441. [Google Scholar] [CrossRef]
- Krasnikov, V.S.; Mayer, A.E. Initiation and Mechanisms of Plasticity in Bimetallic Al-Cu Composite. Metals 2023, 13, 102. [Google Scholar] [CrossRef]
- Russell, A.; Lee, K.L. Structure-Property Relations in Nonferrous Metals, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; ISBN 978-0-471-64952-6. [Google Scholar]
- Li, J.; Chu, F.; Feng, Y. Effect of Atomic Diffusion on Interfacial Heat Transfer and Tensile Property of Copper/Aluminum Composites. Mater. Today Commun. 2023, 36, 106757. [Google Scholar] [CrossRef]
- Matli, P.R.; Fareeha, U.; Shakoor, R.A.; Mohamed, A.M.A. A Comparative Study of Structural and Mechanical Properties of Al–Cu Composites Prepared by Vacuum and Microwave Sintering Techniques. J. Mater. Res. Technol. 2018, 7, 165–172. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, B.; Chen, G.; Wang, R.; Miao, C.; Zheng, Z.; Tang, W. Formation and Growth of Cu–Al IMCs and Their Effect on Electrical Property of Electroplated Cu/Al Laminar Composites. Trans. Nonferrous Met. Soc. China 2016, 26, 3283–3291. [Google Scholar] [CrossRef]
- Ren, Y.; Chen, J.; Zhao, B. Mechanism Behind Al/Cu Interface Reaction: The Kinetics and Diffusion of Cu in Forming Different Intermetallic Compounds. In Light Metals 2021: 50th Anniversary Edition; Springer: Berlin/Heidelberg, Germany, 2021; pp. 100–104. [Google Scholar]
- Zykova, A.; Chumaevskii, A.; Gusarova, A.; Kalashnikova, T.; Fortuna, S.; Savchenko, N.; Kolubaev, E.; Tarasov, S. Microstructure of In-Situ Friction Stir Processed Al-Cu Transition Zone. Metals 2020, 10, 818. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Deformation Behaviour of Cu-Al Clad Composites Produced by Rotary Swaging. IOP Conf. Ser. Mater. Sci. Eng. 2018, 369, 012029. [Google Scholar] [CrossRef]
- Bagherpour, E.; Pardis, N.; Reihanian, M.; Ebrahimi, R. An Overview on Severe Plastic Deformation: Research Status, Techniques Classification, Microstructure Evolution, and Applications. Int. J. Adv. Manuf. Technol. 2019, 100, 1647–1694. [Google Scholar] [CrossRef]
- Kocich, R.; Kursa, M.; Macháčková, A. FEA of Plastic Flow in AZ63 Alloy during ECAP Process. Acta Phys. Pol. A 2012, 122, 581–587. [Google Scholar] [CrossRef]
- Nejadseyfi, O.; Shokuhfar, A.; Sadeghi, S. Feasibility of Attaining Uniform Grain Structure and Enhanced Ductility in Aluminum Alloy by Employing a Beveled Punch in Equal-Channel Angular Pressing. Mater. Sci. Eng. A 2016, 651, 461–466. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Ryukhtin, V.; Cullen, J.C.T.; Lavery, N.P. Study of Structure of Naturally Aged Aluminium after Twist Channel Angular Pressing. Mater. Charact. 2019, 152, 94–100. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Král, P.; Macháčková, A. Sub-Structure and Mechanical Properties of Twist Channel Angular Pressed Aluminium. Mater. Charact. 2016, 119, 75–83. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Macháčková, A. Twist Channel Multi-Angular Pressing (TCMAP) as a Method for Increasing the Efficiency of SPD. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012006. [Google Scholar] [CrossRef]
- Gu, C.F.; Toth, L.S. Texture Development and Grain Refinement in Non-Equal-Channel Angular-Pressed Al. Scr. Mater. 2012, 67, 33–36. [Google Scholar] [CrossRef]
- Asgari, M.; Fereshteh-Saniee, F.; Pezeshki, S.M.; Barati, M. Non-Equal Channel Angular Pressing (NECAP) of AZ80 Magnesium Alloy: Effects of Process Parameters on Strain Homogeneity, Grain Refinement and Mechanical Properties. Mater. Sci. Eng. A 2016, 678, 320–328. [Google Scholar] [CrossRef]
- Naizabekov, A.B.; Andreyachshenko, V.A.; Kocich, R. Study of Deformation Behavior, Structure and Mechanical Properties of the AlSiMnFe Alloy during ECAP-PBP. Micron 2013, 44, 210–217. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Drápala, J.; Andreyachshenko, V.A. FEM Simulations and Comparison of the Ecap and ECAP-PBP Influence on Ti6Al4V Alloy’s Deformation Behaviour. In Proceedings of the METAL 2013-22nd International Conference on Metallurgy and Materials, Brno, Czech Republic, 15–17 May 2013; pp. 391–396. [Google Scholar]
- Jahedi, M.; Paydar, M.H. Study on the Feasibility of the Torsion Extrusion (TE) Process as a Severe Plastic Deformation Method for Consolidation of Al Powder. Mater. Sci. Eng. A 2010, 527, 5273–5279. [Google Scholar] [CrossRef]
- Liu, J.; Shukui, L.; Xiaoqing, Z.; Zhaohui, Z.; Haiyun, Z.; Yingchun, W. Adiabatic Shear Banding in a Tungsten Heavy Alloy Processed by Hot-Hydrostatic Extrusion and Hot Torsion. Scr. Mater. 2008, 59, 1271–1274. [Google Scholar] [CrossRef]
- Korznikova, G.F.; Nazarov, K.S.; Khisamov, R.K.; Sergeev, S.N.; Shayachmetov, R.U.; Khalikova, G.R.; Baimova, J.A.; Glezer, A.M.; Mulyukov, R.R. Intermetallic Growth Kinetics and Microstructure Evolution in Al-Cu-Al Metal-Matrix Composite Processed by High Pressure Torsion. Mater. Lett. 2019, 253, 412–415. [Google Scholar] [CrossRef]
- Permyakova, I.E.; Blinova, E.N.; Shchetinin, I.V.; Savchenko, E.S. Amorphous-Alloy-Based Composites Prepared by High-Pressure Torsion. Russ. Metall. 2019, 2019, 994–1001. [Google Scholar] [CrossRef]
- Derakhshan, J.F.; Parsa, M.H.; Jafarian, H.R. Microstructure and Mechanical Properties Variations of Pure Aluminum Subjected to One Pass of ECAP-Conform Process. Mater. Sci. Eng. A 2019, 747, 120–129. [Google Scholar] [CrossRef]
- Murashkin, M.; Medvedev, A.; Kazykhanov, V.; Krokhin, A.; Raab, G.; Enikeev, N.; Valiev, R. Enhanced Mechanical Properties and Electrical Conductivity in Ultrafine-Grained Al 6101 Alloy Processed via ECAP-Conform. Metals 2015, 5, 2148–2164. [Google Scholar] [CrossRef]
- Xu, S.; Zhao, G.; Ren, X.; Guan, Y. Numerical Investigation of Aluminum Deformation Behavior in Three-Dimensional Continuous Confined Strip Shearing Process. Mater. Sci. Eng. A 2008, 476, 281–289. [Google Scholar] [CrossRef]
- Zhao, Z.H.; Xu, X.J.; Zhou, H.; Zhu, X.D.; Cheng, C.; Fei, Z.D. Influence of Rolling Reduction Ratio on Continuous Confined Strip Shearing Deformation Procedure Using Finite Element Analysis. Adv. Mater. Res. 2011, 284–286, 913–917. [Google Scholar] [CrossRef]
- Lee, H.H.; Park, H.K.; Jung, J.; Hwang, K.J.; Kim, H.S. Microstructural Tailoring in Reverse Gradient-Structured Copper Sheet Using Single-Roll Angular-Rolling and Subsequent Annealing. Mater. Sci. Eng. A 2019, 764, 138258. [Google Scholar] [CrossRef]
- Lee, H.H.; Yoon, J.I.; Kim, H.S. Single-Roll Angular-Rolling: A New Continuous Severe Plastic Deformation Process for Metal Sheets. Scr. Mater. 2018, 146, 204–207. [Google Scholar] [CrossRef]
- Yang, Y.; Nie, J.; Mao, Q.; Zhao, Y. Improving the Combination of Electrical Conductivity and Tensile Strength of Al 1070 by Rotary Swaging Deformation. Results Phys. 2019, 13, 102236. [Google Scholar] [CrossRef]
- Gan, W.M.; Huang, Y.D.; Wang, R.; Wang, G.F.; Srinivasan, A.; Brokmeier, H.G.; Schell, N.; Kainer, K.U.; Hort, N. Microstructures and Mechanical Properties of Pure Mg Processed by Rotary Swaging. Mater. Des. 2014, 63, 83–88. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J.J. Analysis Tools for Electron and X-ray Diffraction, ATEX—Software. 2017. Available online: www.atex-software.eu (accessed on 20 August 2023).
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2019. Available online: https://www.iso.org/standard/61856.html (accessed on 10 August 2023).
- Gennesson, M.; Zollinger, J.; Daloz, D.; Rouat, B.; Demurger, J.; Combeau, H. Three Dimensional Methodology to Characterize Large Dendritic Equiaxed Grains in Industrial Steel Ingots. Materials 2018, 11, 1007. [Google Scholar] [CrossRef] [PubMed]
- Pippan, R.; Scheriau, S.; Taylor, A.; Hafok, M.; Hohenwarter, A.; Bachmaier, A. Saturation of Fragmentation During Severe Plastic Deformation. Annu. Rev. Mater. Res. 2010, 40, 319–343. [Google Scholar] [CrossRef]
- Suehiro, K.; Nishimura, S.; Horita, Z.; Mitani, S.; Takanashi, K.; Fujimori, H. High-Pressure Torsion for Production of Magnetoresistance in Cu–Co Alloy. J. Mater. Sci. 2008, 43, 7349–7353. [Google Scholar] [CrossRef]
- Ohsaki, S.; Kato, S.; Tsuji, N.; Ohkubo, T.; Hono, K. Bulk Mechanical Alloying of Cu–Ag and Cu/Zr Two-Phase Microstructures by Accumulative Roll-Bonding Process. Acta Mater. 2007, 55, 2885–2895. [Google Scholar] [CrossRef]
- Wilde, G.; Rösner, H. Stability Aspects of Bulk Nanostructured Metals and Composites. J. Mater. Sci. 2007, 42, 1772–1781. [Google Scholar] [CrossRef]
- Sabirov, I.; Schöberl, T.; Pippan, R. Fabrication of a W-25%Cu Nanocomposite by High Pressure Torsion. Mater. Sci. Forum 2006, 503–504, 561–566. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hetherly, M.; Rollett, A.; Rohrer, G.S. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd.: Oxford, UK, 2004; ISBN 008-044164-5. [Google Scholar]
- Verlinden, B.; Driver, J.; Samajdar, I.; Doherty, R.D. Thermo-Mechanical Processing of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2007; ISBN 9780080444970. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Metal | Avg. Microhardness (HV02) |
|---|---|---|
| original CP | Al | 84.8 (±1.4) |
| original CP | Cu | 25.1 (±1.7) |
| laminate design | metallic component | |
| A | Cu wires | 107.6 (±4.9) |
| A | Al sheath | 54.8 (±1.2) |
| B | Al wires | 34.3 (±0.9) |
| B | Cu sheath | 108.8 (±6.2) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kunčická, L.; Kocich, R. Effect of Stacking Sequence on Mechanical Properties and Microstructural Features within Al/Cu Laminates. Materials 2023, 16, 6555. https://doi.org/10.3390/ma16196555
Kunčická L, Kocich R. Effect of Stacking Sequence on Mechanical Properties and Microstructural Features within Al/Cu Laminates. Materials. 2023; 16(19):6555. https://doi.org/10.3390/ma16196555
Chicago/Turabian StyleKunčická, Lenka, and Radim Kocich. 2023. "Effect of Stacking Sequence on Mechanical Properties and Microstructural Features within Al/Cu Laminates" Materials 16, no. 19: 6555. https://doi.org/10.3390/ma16196555
APA StyleKunčická, L., & Kocich, R. (2023). Effect of Stacking Sequence on Mechanical Properties and Microstructural Features within Al/Cu Laminates. Materials, 16(19), 6555. https://doi.org/10.3390/ma16196555