

Effect of Functionally Graded Material (FGM) Interlayer in Metal Additive Manufacturing of Inconel-Stainless Bimetallic Structure by Laser Melting Deposition (LMD) and Wire Arc Additive Manufacturing (WAAM)


Abstract
:1. Introduction
2. Materials and Methods
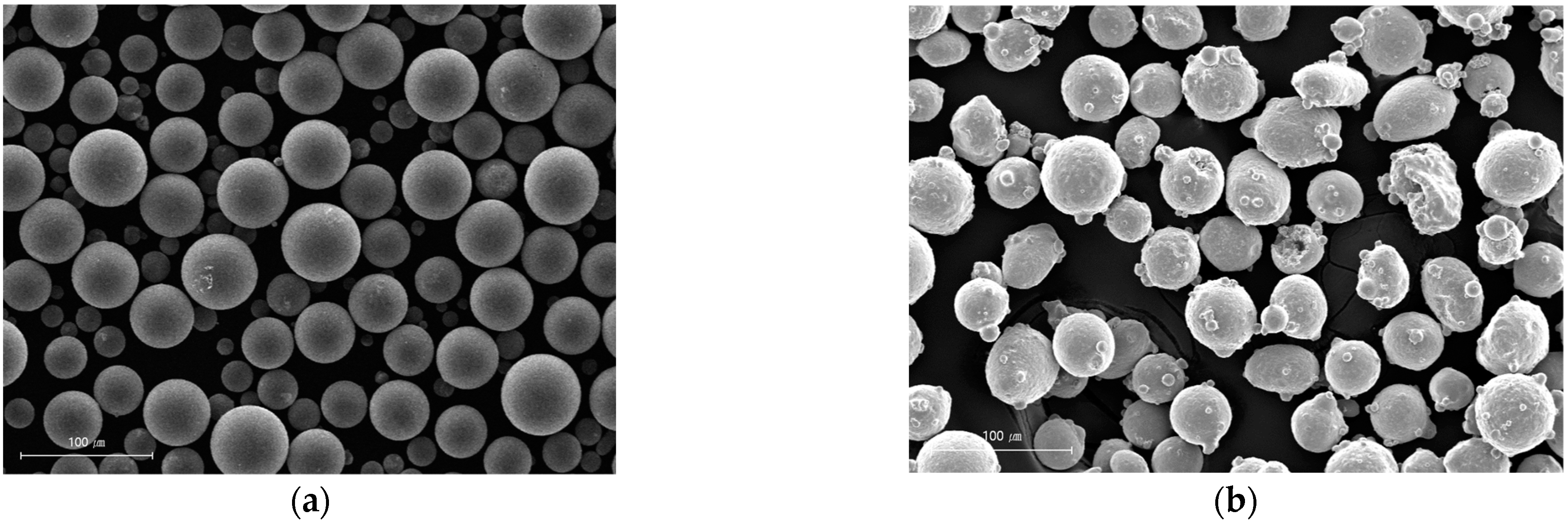
2.1. Materials Preparation
2.2. Fabricating Samples of Bimetallic Structure Using LMD-WAAM Process
3. Results and Discussion
3.1. Microstructure
3.2. Composition
3.3. Tensile Properties
3.4. Microhardness
4. Conclusions
- The 304 L stainless–Inconel 625 bimetallic structure sample formed by LMD-WAAM fabrication consisted of an FGM zone (304 L stainless-Inconel 625) fabricated using LMD and a WAAM zone (Inconel 625); there was good bonding at the interface with no defects.
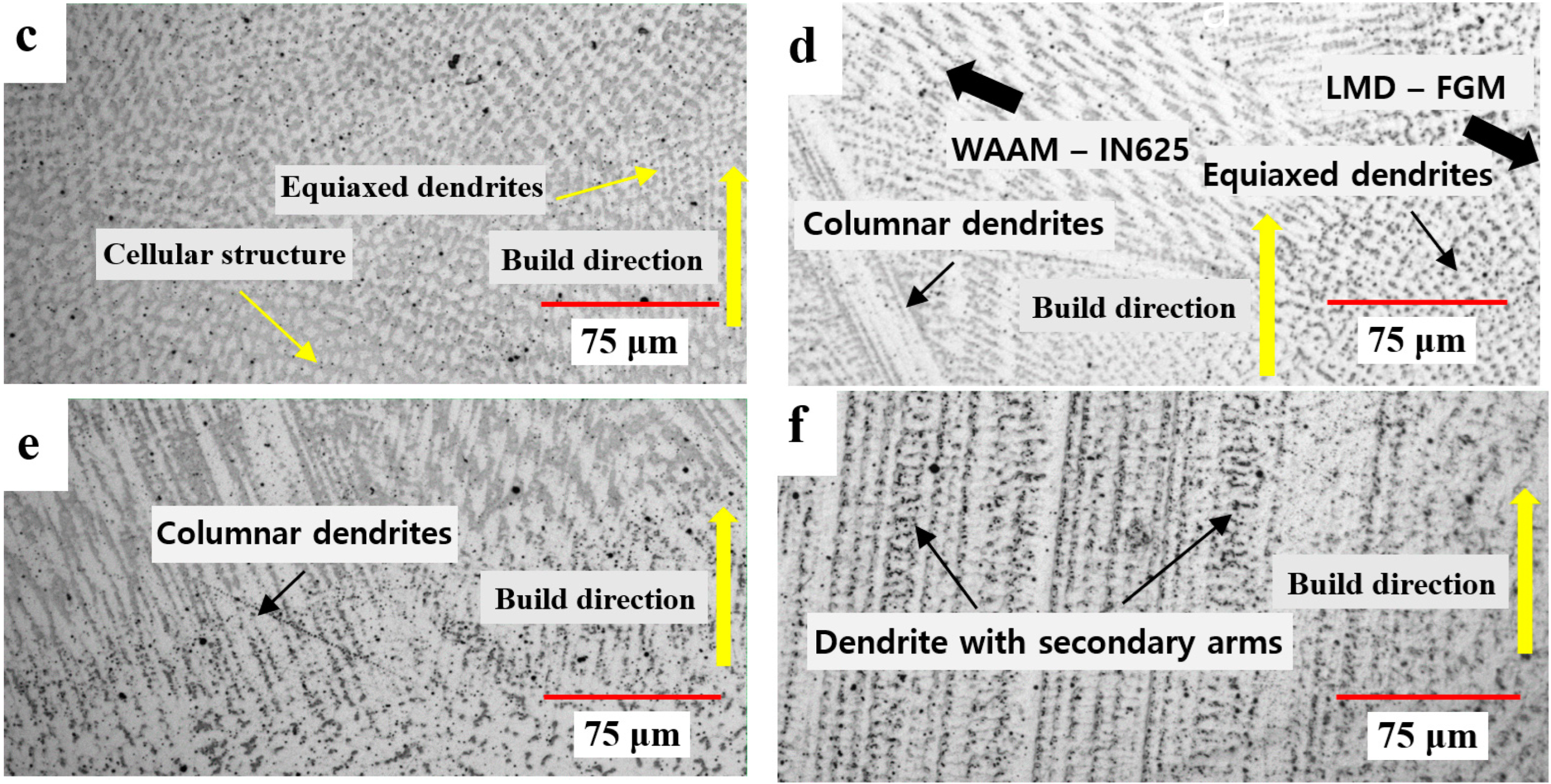
- The microstructure of the FGM zone of the LMD-WAAM sample was mainly fine equiaxed dendrite morphologies. In contrast, the coarse columnar dendrite morphologies were constituted in the WAAM zone, and the upper region showed coarser dendritic crystals with some secondary dendrites.
- The fracture surfaces of all the samples were characterized by a dimple-like structure showing ductile ruptures. The LMD-WAAM samples had 8% higher tensile strength than the samples fabricated using only WAAM. The LMD-WAAM samples indicated the tendency of a lower laser power to result in higher tensile strength.
- The ratios of Fe, Ni, and the major alloying elements of the LMD-WAAM sample gradually changed with the height of the deposited layer. The microhardness value of the LMD-WAAM samples decreased slightly in the region between 25% IN625 and 0% IN625, increased with the increasing Inconel content, and then slightly decreased again in the WAAM zone.
- Finally, Optimizing the LMD-WAAM process can contribute to the improvement of the fabricating a bimetallic structure with high quality.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bandyopadhyay, A.; Heer, B. Additive manufacturing of multi-material structures. Mater. Sci. Eng. R Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Dong, Z.; Xu, Z.; Wang, W.; Bi, Z.; Zhang, J. Numerical simulation and experimental confirmation of a bimetallic pipe forming process. Materials 2020, 13, 3561. [Google Scholar] [CrossRef] [PubMed]
- Camacho, A.M.; Rodríguez-Prieto, Á.; Herrero, J.M.; Aragón, A.M.; Bernal, C.; Lorenzo-Martin, C.; Yanguas-Gil, A.; Martins, P.A. An experimental and numerical analysis of the compression of bimetallic cylinders. Materials 2019, 12, 4094. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, D.; Liu, Q.; Wang, W.; Jin, L.; Xiao, H. Corrosion Behavior of AISI 316L Stainless Steel Used as Inner Lining of Bimetallic Pipe in a Seawater Environment. Materials 2021, 14, 1539. [Google Scholar] [CrossRef]
- Yu, L.; Jiang, S.; Cao, F.; Shen, H.; Zhang, L.; Gu, X.; Song, H.; Sun, J. Thermal Expansion Behavior of Co-Spray Formed Al-20Si/7075 Bimetallic Gradient Alloy. Materials 2021, 14, 4100. [Google Scholar] [CrossRef]
- Chen, H.C.; Bi, G.; Lee, B.Y.; Cheng, C.K. Laser welding of CPTi to stainless steel with different temporal pulse shapes. J. Matls Proc. IEEE Int. Symp. Signal Proc. Inf. Tech. 2016, 231, 58–65. [Google Scholar]
- Zakipour, S.; Halvaee, A.; Amadeh, A.A.; Samavatian, M.; Khodabandeh, A. An investigation on microstructure evolution and mechanical properties during transient liquid phase bonding of stainless steel 316L to Ti–6Al–4V. J. Alloys Compd. 2015, 626, 269–276. [Google Scholar] [CrossRef]
- Reichardt, A.; Dillon, R.P.; Borgonia, J.P.; Shapiro, A.A.; McEnerney, B.W.; Momose, T.; Hosemann, P. Development and characterization of Ti-6Al-4V to 304L stainless steel gradient components fabricated with laser deposition additive manufacturing. Mater. Des. 2016, 104, 404–413. [Google Scholar] [CrossRef]
- Borisov, E.; Polozov, I.; Starikov, K.; Popovich, A.; Sufiiarov, V. Structure and properties of Ti/Ti64 graded material manufactured by laser powder bed fusion. Materials 2021, 14, 6140. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Kieback, B.; Neubrand, A.; Riedel, H. Processing techniques for functionally graded materials. Mater. Sci. Eng. A 2003, 362, 81–105. [Google Scholar] [CrossRef]
- Mortensen, A.; Suresh, S. Functionally graded metals and metal-ceramic composites: Part 1 Processing. Int. Mat. Rev. 1995, 40, 239–265. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Liu, W.; DuPont, J.N. Fabrication of functionally graded TiC/Ti composites by Laser Engineered Net Shaping. Scr. Mater. 2003, 48, 1337–1342. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Otis, R.A.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; Liu, Z.K. Additive manufacturing of a functionally graded material from Ti-6Al-4V to Invar: Experimental characterization and thermodynamic calculations. Acta Mater. 2017, 127, 133–142. [Google Scholar] [CrossRef]
- Zhang, C.H.; Zhang, H.; Wu, C.L.; Zhang, S.; Sun, Z.L.; Dong, S.Y. Multi-layer functional graded stainless steel fabricated by laser melting deposition. Vacuum 2017, 141, 181–187. [Google Scholar] [CrossRef]
- Carroll, B.E.; Otis, R.A.; Borgonia, J.P.; Suh, J.O.; Dillon, R.P.; Shapiro, A.A. Functionally graded material of 304L stainless steel and inconel 625 fabricated by directed energy deposition: Characterization and thermodynamic modeling. Acta Mater. 2016, 108, 46–54. [Google Scholar] [CrossRef] [Green Version]
- Jeong, H.I.; Lee, C.M.; Kim, D.H. Manufacturing of Ti-Nb-Cr-V-Ni-Al Refractory High-Entropy Alloys Using Direct Energy Deposition. Materials 2022, 15, 6570. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Kolodziejska, J.; Roberts, S.; Otis, R.; Dillon, R.P.; Suh, J.O.; Liu, Z.K.; Borgonia, J.P. Compositionally graded metals: A new frontier of additive manufacturing. J. Mat. Res. 2014, 29, 1899–1910. [Google Scholar] [CrossRef] [Green Version]
- Song, G.H.; Lee, C.M.; Kim, D.H. Investigation of Path Planning to Reduce Height Errors of Intersection Parts in Wire-Arc Additive Manufacturing. Materials 2021, 14, 6477. [Google Scholar] [CrossRef]
- Yan, L.; Chen, X.; Li, W.; Newkirk, J.; Liou, F. Direct laser deposition of Ti-6Al-4V from elemental powder blends. Rapid. Prototyp. J. 2016, 22, 810–816. [Google Scholar] [CrossRef]
- Mughal, M.P.; Fawad, H.; Mufti, R.A. Three-dimensional finite-element modeling of deformation in weld-based rapid prototyping. Proc. Instit. Mech. Eng. Part C 2006, 220, 875–885. [Google Scholar] [CrossRef]
- Yang, Y.Y.; Munz, D. Reduction of residual stresses in a two dissimilar materials joint by using a functionally graded material. In Proceedings of the ASME 1997 International Mechanical Engineering Congress and Exposition. Composites and Functionally Graded Materials, Dallas, TX, USA, 16–21 November 1997; pp. 37–43. [Google Scholar]
- Ghanavati, R.; Naffakh-Moosavy, H. Additive manufacturing of functionally graded metallic materials: A review of experimental and numerical studies. J. Mater. Res. 2021, 13, 1628–1664. [Google Scholar] [CrossRef]
- Wang, Q.; Shi, J.; Zhang, L.; Tsutsumi, S.; Feng, J.; Ma, N. Impacts of laser cladding residual stress and material properties of functionally graded layers on titanium alloy sheet. Addit. Manuf. 2020, 35, 101303. [Google Scholar] [CrossRef]
- Zhan, X.; Wang, Q.; Wang, L.; Gao, Z.; Yang, X. Regionalization of microstructure and mechanical properties of Ti6Al4V transition area fabricated by WAAM-LMD hybrid additive manufacturing. J. Alloys Compd. 2022, 929, 167345. [Google Scholar] [CrossRef]
- Xue, F.; Cui, X.; Zheng, L.; Li, M.; Fang, X. Effects of laser remelting on microstructure and shear properties of bonding interface in hybrid metal additive manufacturing process. Int. J. Adv. Manuf. Technol. 2022, 119, 1267–1281. [Google Scholar] [CrossRef]
- Kim, S.H.; Lee, H.; Yeon, S.M.; Aranas Jr, C.; Choi, K.; Yoon, J.; Yang, S.W.; Lee, H. Selective compositional range exclusion via directed energy deposition to produce a defect-free Inconel 718/SS 316L functionally graded material. Addit. Manuf. 2021, 47, 102288. [Google Scholar] [CrossRef]
- Ng, G.K.L.; Jarfors, A.E.W.; Bi, G.; Zheng, H.Y. Porosity formation and gas bubble retention in laser metal deposition. Appl. Phys. A 2009, 97, 641–649. [Google Scholar] [CrossRef]
- Hauser, T.; Reisch, R.T.; Breese, P.P.; Lutz, B.S.; Pantano, M.; Nalam, Y.; Bela, K.; Kamps, T.; Volpp, J.; Kaplan, A.F. Porosity in wire arc additive manufacturing of aluminium alloys. Addit. Manuf. 2021, 41, 101993. [Google Scholar] [CrossRef]
- Fang, Y.; Jiang, X.; Mo, D.; Zhu, D.; Luo, Z. A review on dissimilar metals’ welding methods and mechanisms with interlayer. Int. J. Adv. Manuf. Technol. 2019, 102, 2845–2863. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Wu, X.; Dargusch, M.S. Comparative study of commercially pure titanium produced by laser engineered net shaping, selective laser melting and casting processes. Mater. Sci. Eng. A 2017, 705, 385–393. [Google Scholar] [CrossRef]
- Abioye, T.E.; Farayibi, P.K.; Clare, A.T. A Comparative Study of Inconel 625 Laser Cladding by Wire and Powder Feedstock. Mater. Manuf. Process. 2017, 14, 653–659. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Dev, S.; Ramkumar, K.D.; Arivazhagan, N.; Rajendran, R. Investigations on the microstructure and mechanical properties of dissimilar welds of inconel 718 and sulfur rich martensitic stainless steel, AISI 416. J. Manuf. Processes 2018, 32, 685–698. [Google Scholar]
- Shah, K.; ul Haq, I.; Khan, A.; Shah, S.A.; Khan, M.; Pinkerton, A.J. Parametric study of development of Inconel-steel functionally graded materials by laser direct metal deposition. Mater. Des. 2014, 54, 531–538. [Google Scholar] [CrossRef]
- Shakil, M.; Ahmad, M.; Tariq, N.H.; Hasan, B.A.; Akhter, J.I.; Ahmed, E.; Mehmood, M.; Choudhry, M.A.; Iqbal, M. Microstructure and hardness studies of electron beam welded inconel 625 and stainless steel 304L. Vacuum 2014, 110, 121–126. [Google Scholar] [CrossRef]
- Gamon, A.; Arrieta, E.; Gradl, P.R.; Katsarelis, C.; Murr, L.E.; Wicker, R.B.; Medina, F. Microstructure and hardness comparison of as-built Inconel 625 alloy following various additive manufacturing processes. Results Mater. 2021, 12, 100239. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | Cr | Mo | Co | Ti | Al | Fe | Ni | Nb |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Inconel 625 | <0.01 | 0.36 | 0.36 | 21 | 8.7 | 0.3 | 0.07 | 0.09 | <0.1 | 65.7 | 3.4 |
| 304L stainless | 0.017 | 1.31 | 0.66 | 19.5 | - | - | - | - | 68.9 | 9.4 | - |
| Laser Power (W) | Scanning Speed (mm/s) | Powder Feed Rate (g/min) | Argon Gas Flow (L/min) | Nitrogen Gas Flow (L/min) |
|---|---|---|---|---|
| 800, 900, 1000 | 14 | 8 | 25 | 5 |
| Wire Feed Speed (m/min) | Welding Speed (mm/s) | Average Welding Current (A) | Average Welding Voltage (V) | Dwell Time (s) |
|---|---|---|---|---|
| 4.5 | 7 | 161 | 14 | 60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yoo, S.-W.; Lee, C.-M.; Kim, D.-H. Effect of Functionally Graded Material (FGM) Interlayer in Metal Additive Manufacturing of Inconel-Stainless Bimetallic Structure by Laser Melting Deposition (LMD) and Wire Arc Additive Manufacturing (WAAM). Materials 2023, 16, 535. https://doi.org/10.3390/ma16020535
Yoo S-W, Lee C-M, Kim D-H. Effect of Functionally Graded Material (FGM) Interlayer in Metal Additive Manufacturing of Inconel-Stainless Bimetallic Structure by Laser Melting Deposition (LMD) and Wire Arc Additive Manufacturing (WAAM). Materials. 2023; 16(2):535. https://doi.org/10.3390/ma16020535
Chicago/Turabian StyleYoo, Seong-Won, Choon-Man Lee, and Dong-Hyeon Kim. 2023. "Effect of Functionally Graded Material (FGM) Interlayer in Metal Additive Manufacturing of Inconel-Stainless Bimetallic Structure by Laser Melting Deposition (LMD) and Wire Arc Additive Manufacturing (WAAM)" Materials 16, no. 2: 535. https://doi.org/10.3390/ma16020535
APA StyleYoo, S. -W., Lee, C. -M., & Kim, D. -H. (2023). Effect of Functionally Graded Material (FGM) Interlayer in Metal Additive Manufacturing of Inconel-Stainless Bimetallic Structure by Laser Melting Deposition (LMD) and Wire Arc Additive Manufacturing (WAAM). Materials, 16(2), 535. https://doi.org/10.3390/ma16020535