


Performance of Manufactured and Recycled Steel Fibres in Restraining Concrete Plastic Shrinkage Cracks


Abstract
:1. Introduction
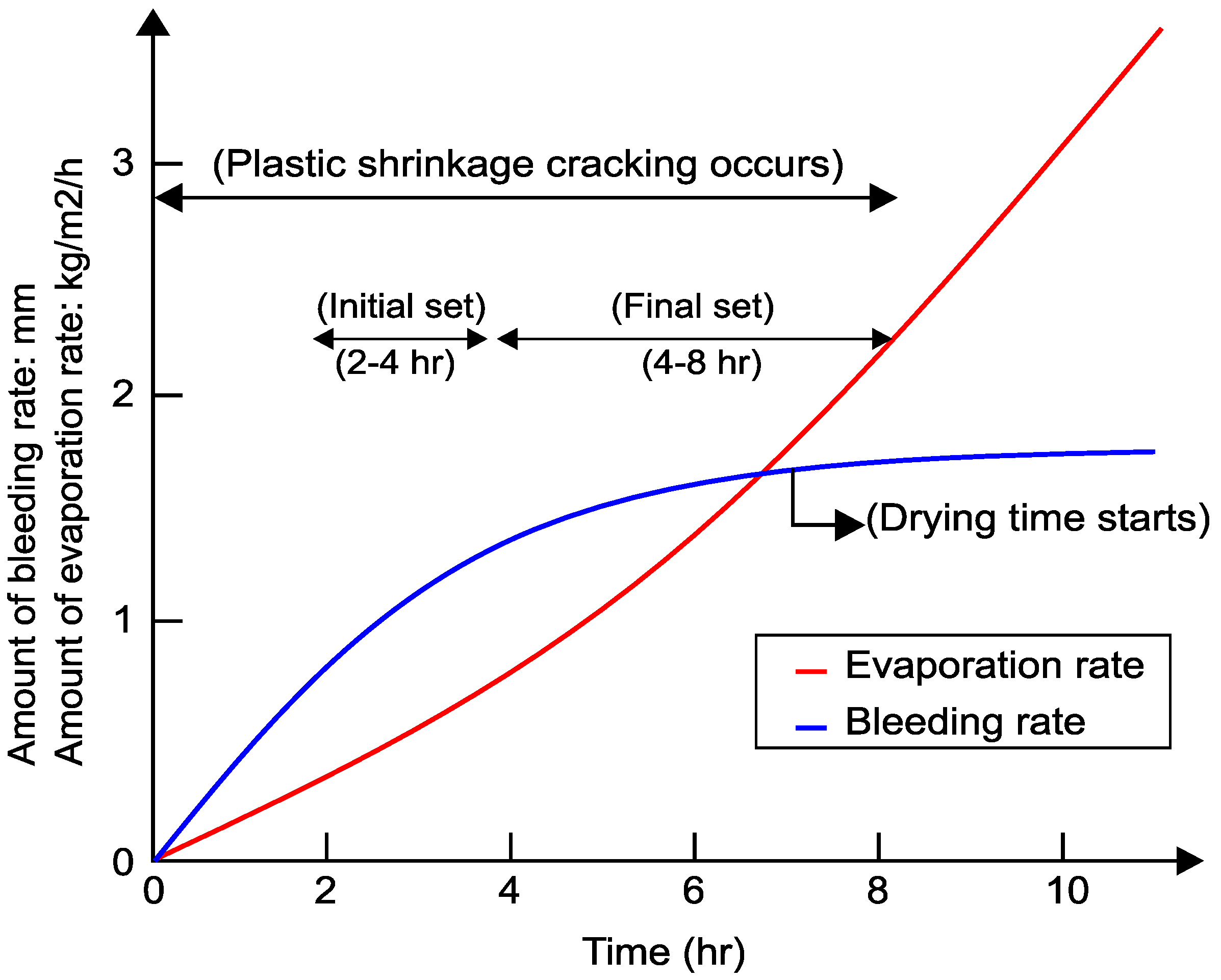
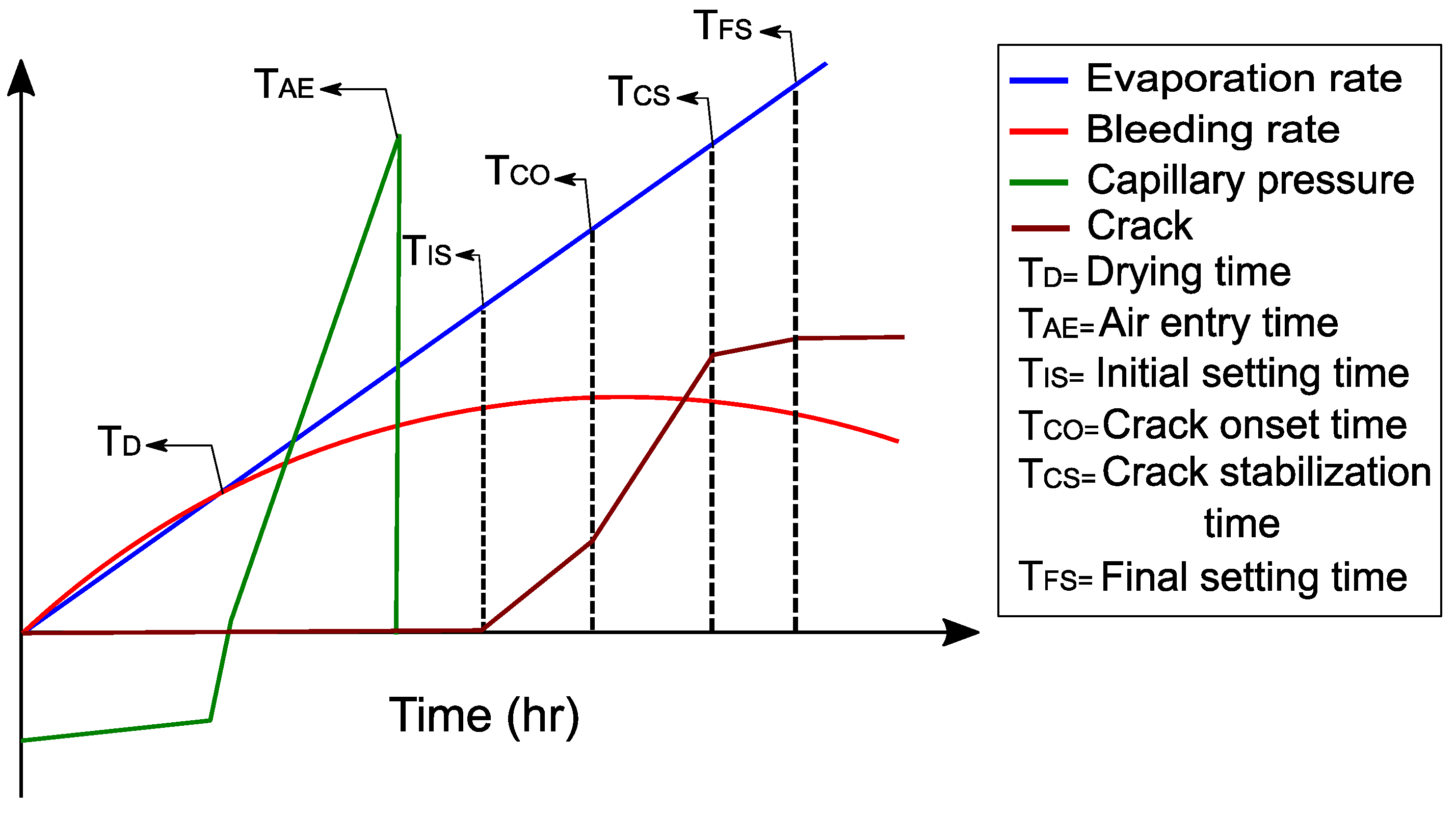
1.1. Plastic Shrinkage Phenomenon
1.2. Use of Fibres to Mitigate Shrinkage-Induced Cracking
1.3. Restrained Plastic Shrinkage Testing Techniques
1.4. Measurements
1.5. Significance of Research
2. Experimental Program
2.1. Materials
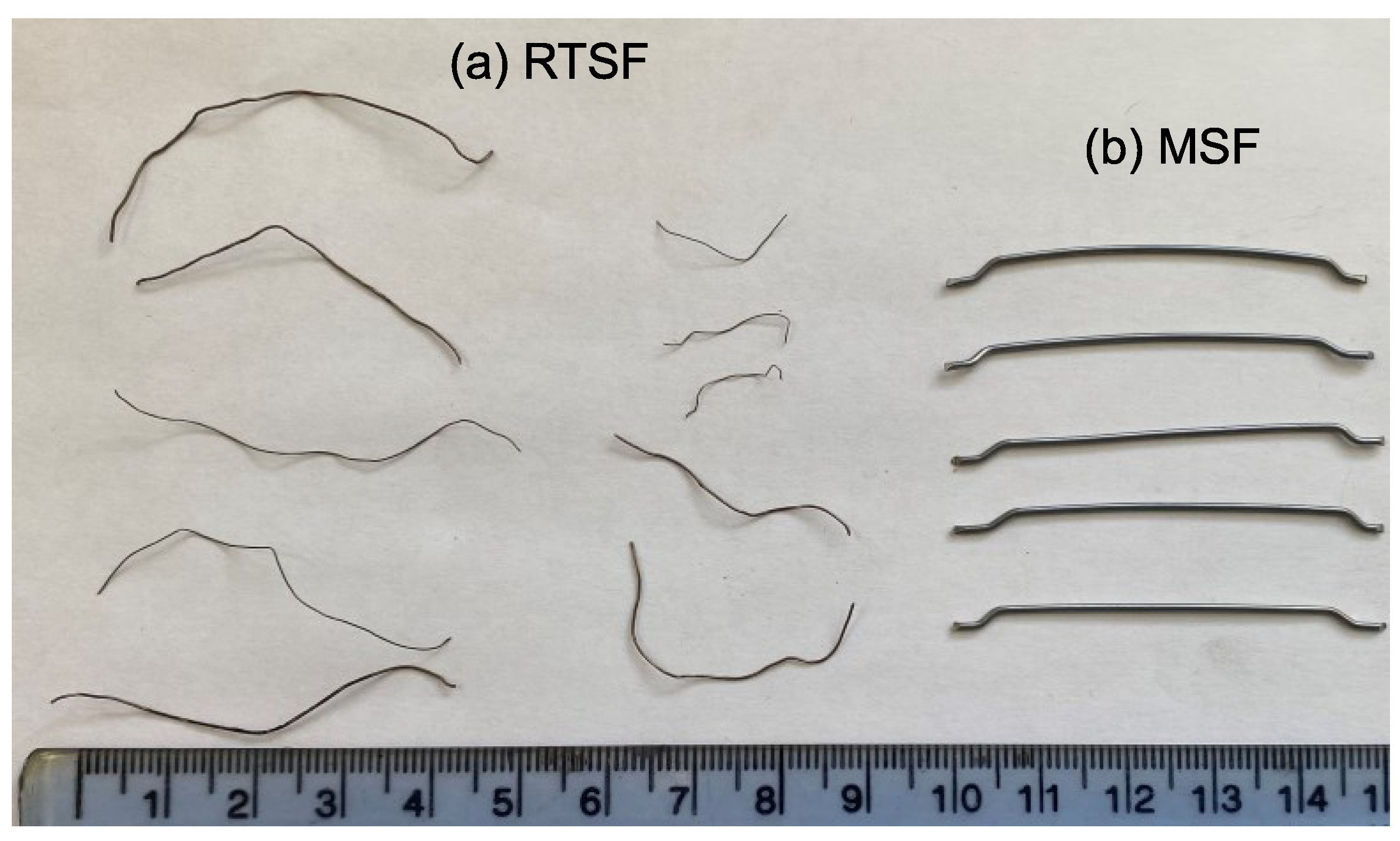
2.1.1. Manufactured Steel Fibre (MSF)
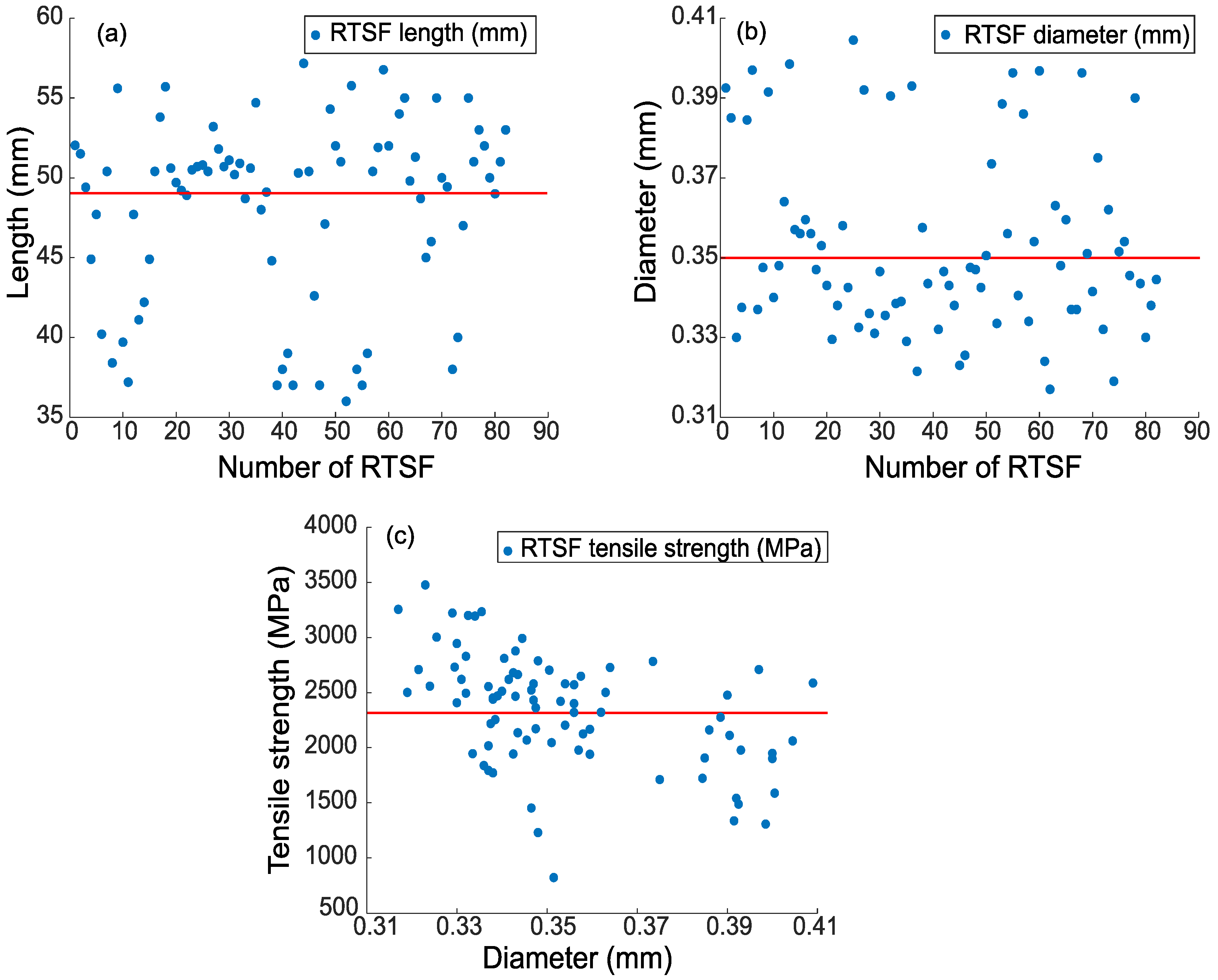
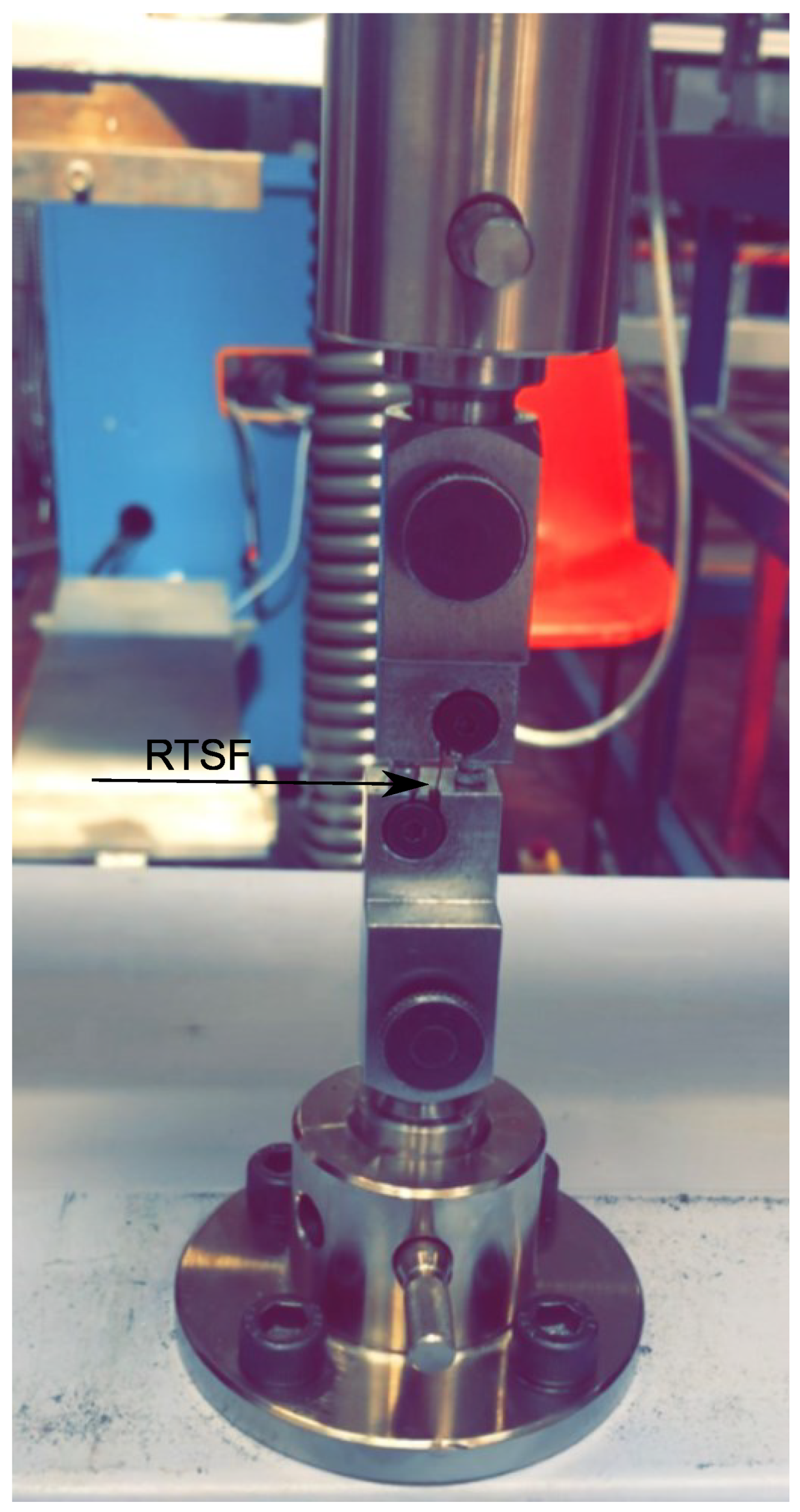
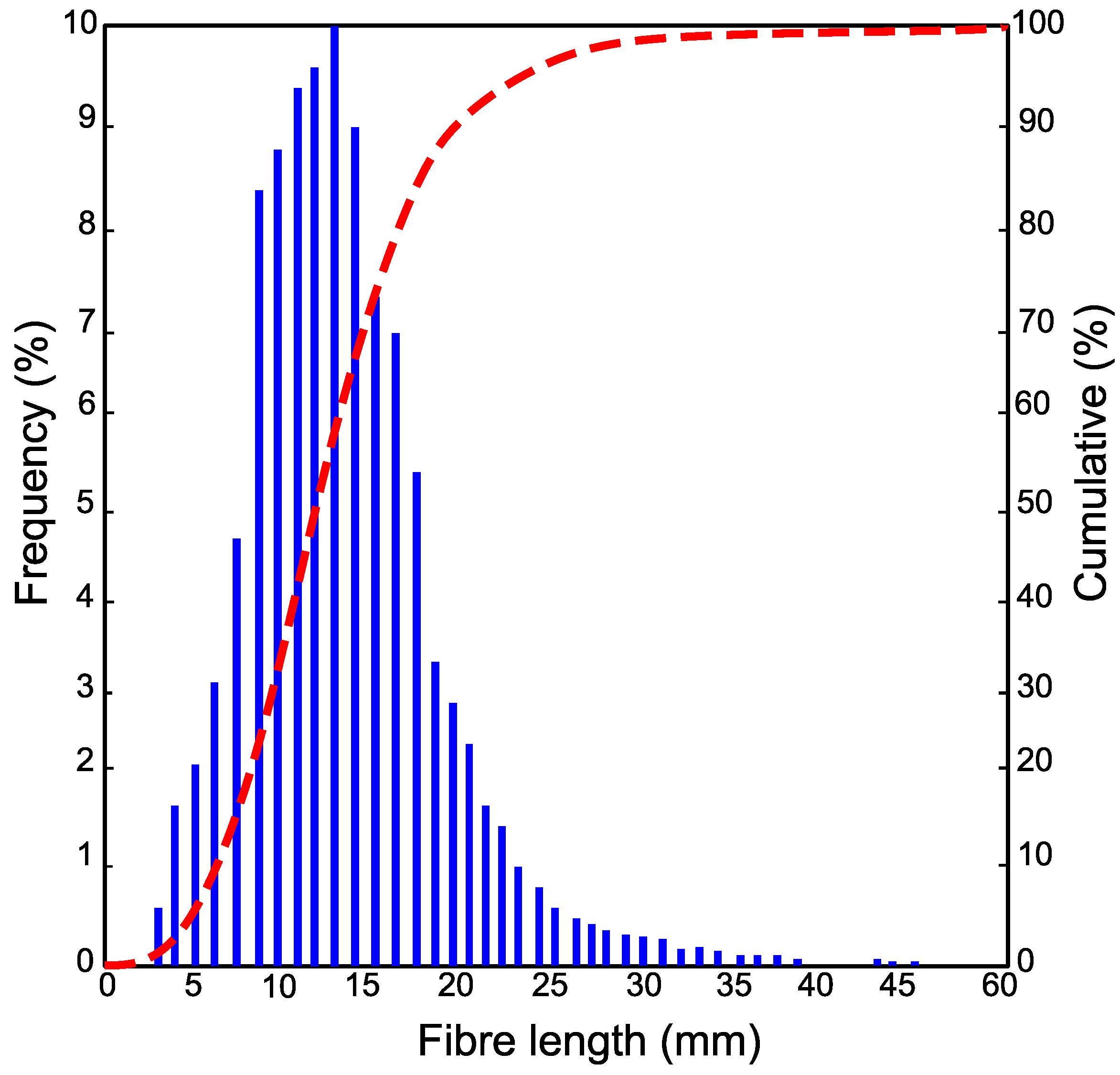
2.1.2. Recycled Tyre Steel Fibres (RTSF)
2.1.3. Mix Design
2.1.4. Mixing and Casting Procedure
- Materials were weighted according to ASTM C192/C192M [64].
- Cement and aggregates were dry mixed for 1 min, after which water was added.
- Mixing continued for 3 min, after which half of the mix was removed to cast the first plastic shrinkage mould (according to ASTM C1579 [53], see next section) and four 100 mm cubes (to measure setting time and compressive strength).
- The MSF and RTSF were then added and mixing continued for an additional 3 min.
- The second plastic shrinkage mould was then filled, and four 100 mm cubes were cast.
2.2. Methodology
2.2.1. Workability
2.2.2. Compressive Strength
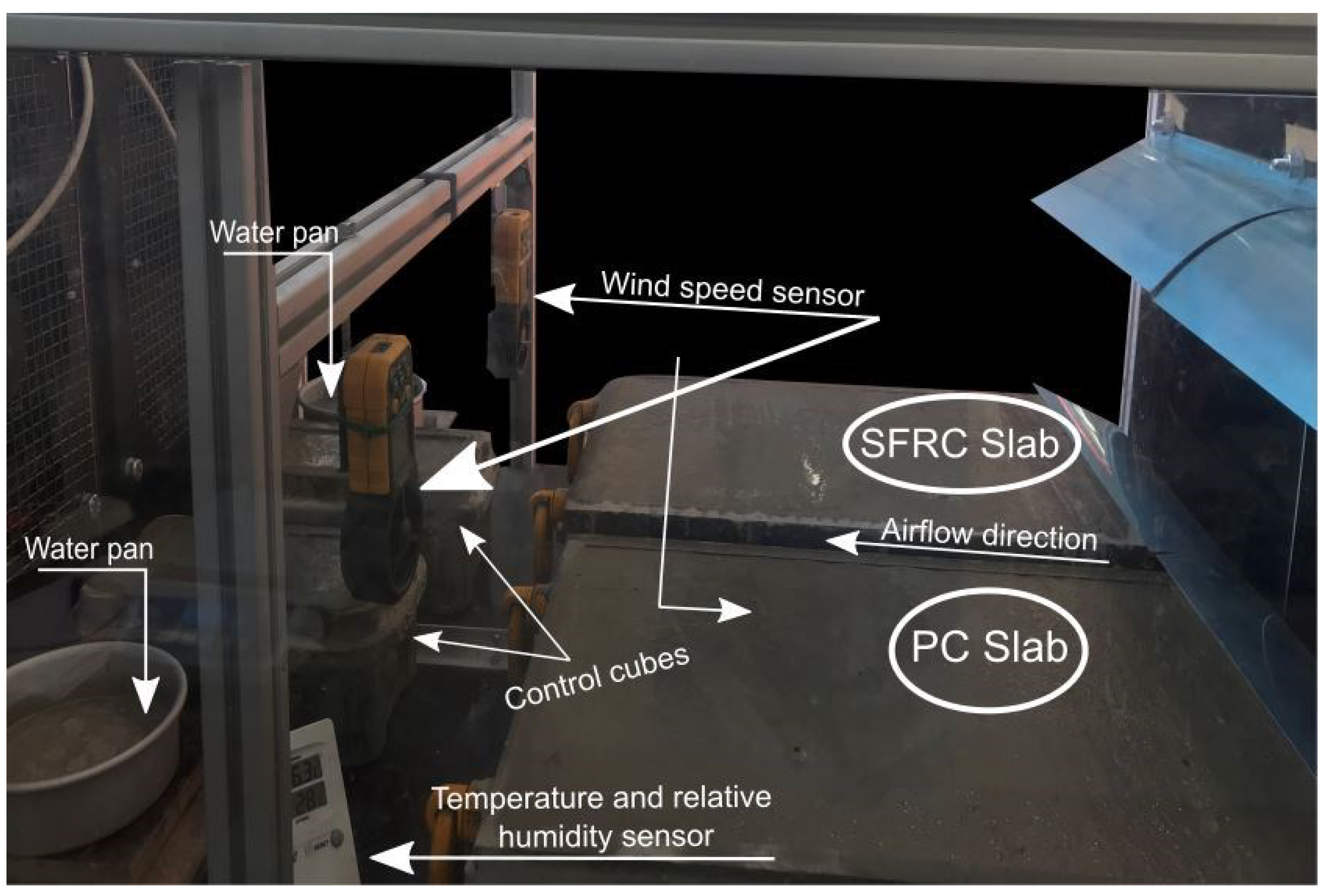
2.2.3. Evaporation Rate
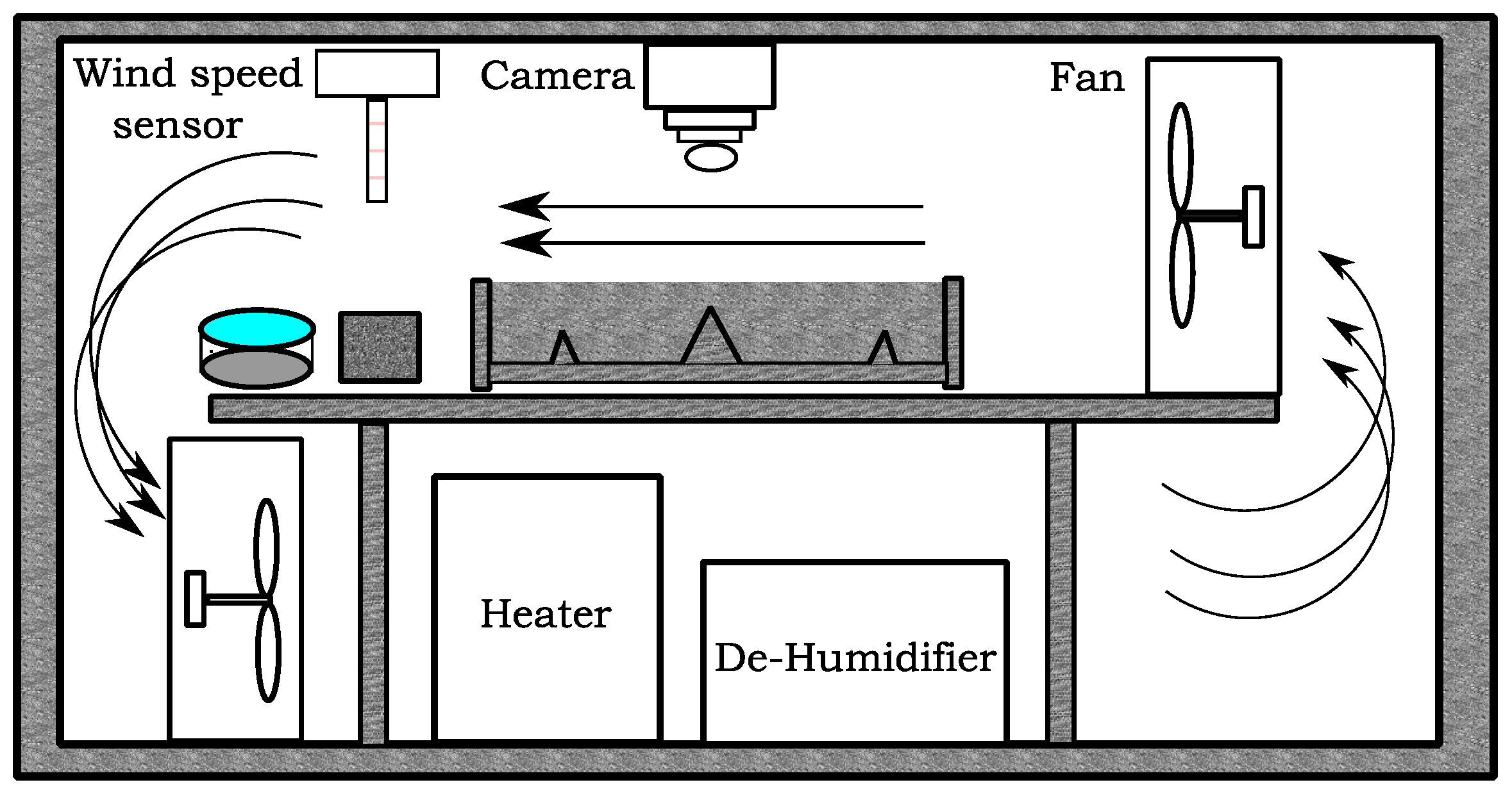
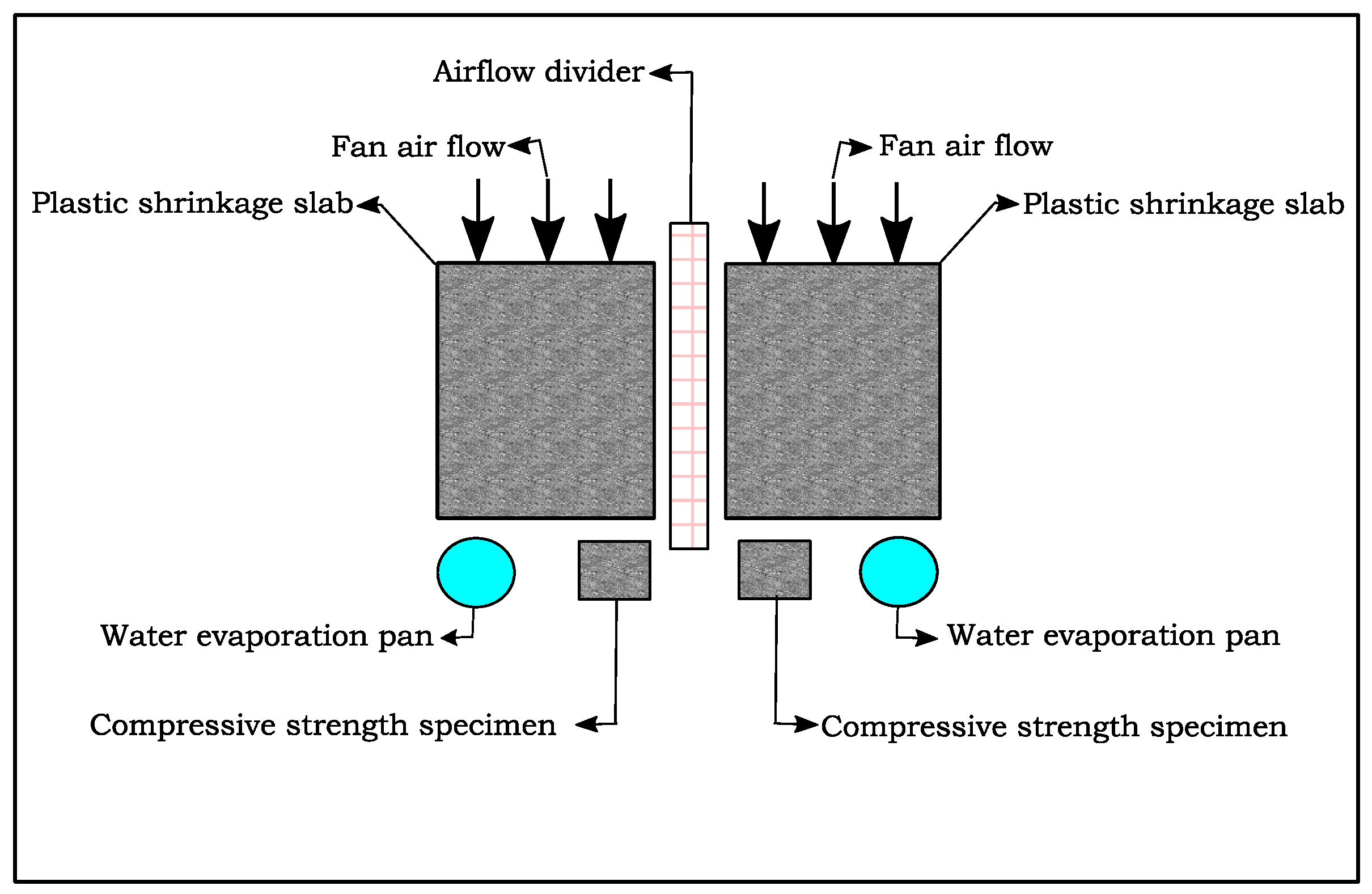
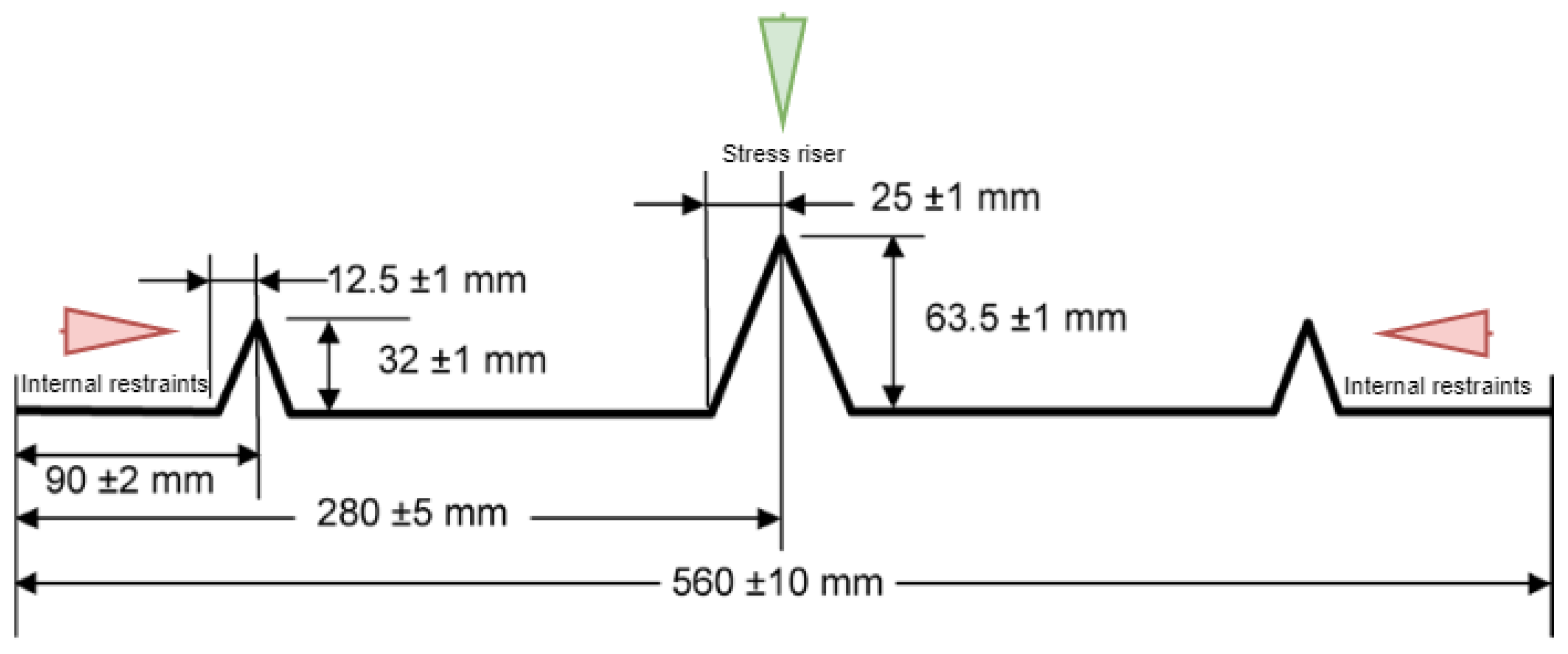
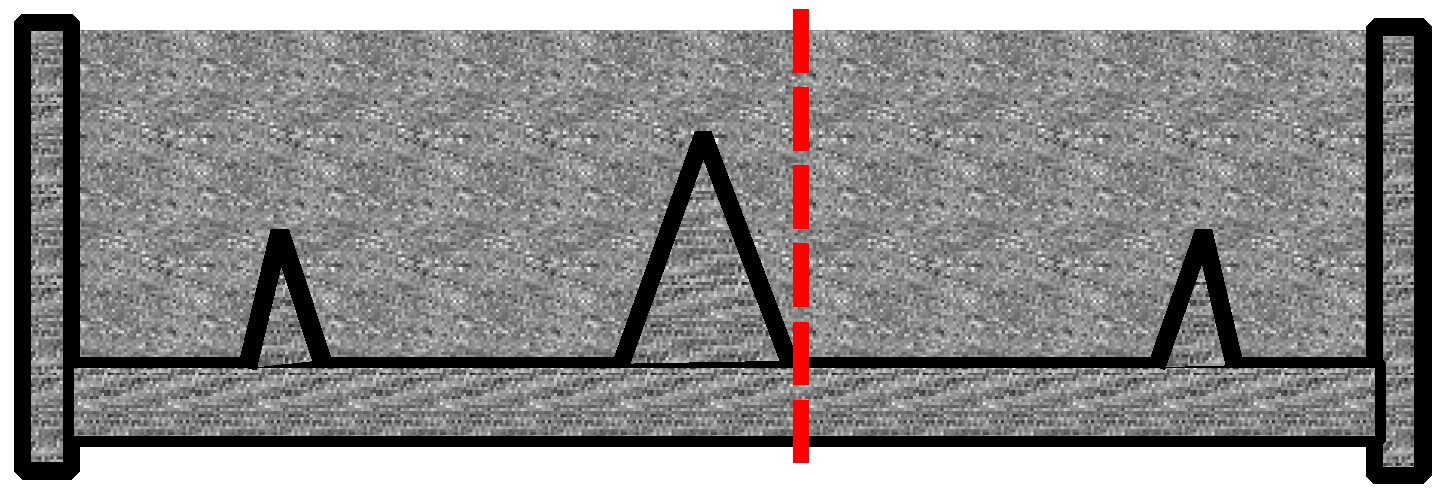
2.2.4. Plastic Shrinkage Test
Measurements
3. Experimental Results and Discussion
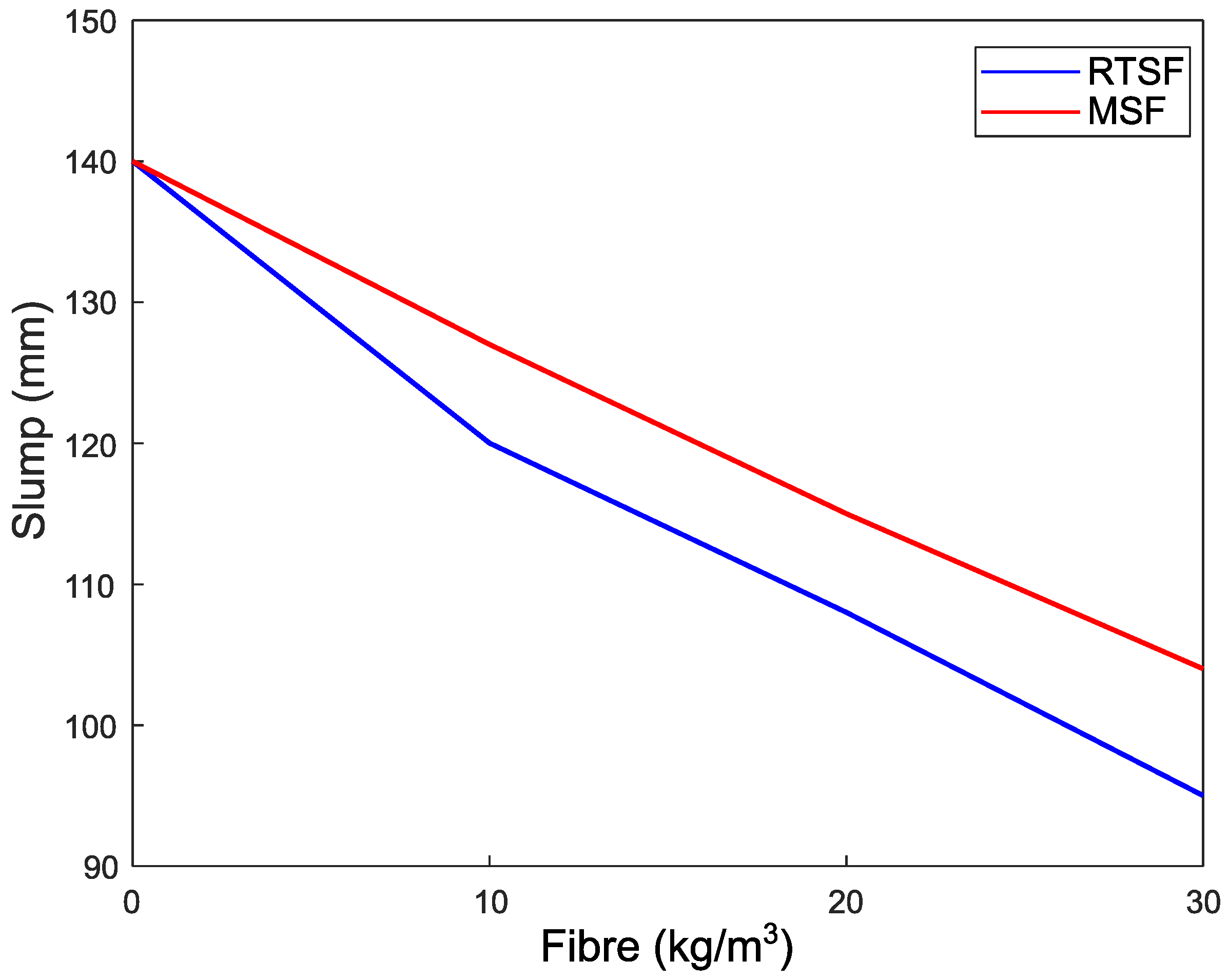
3.1. Workability
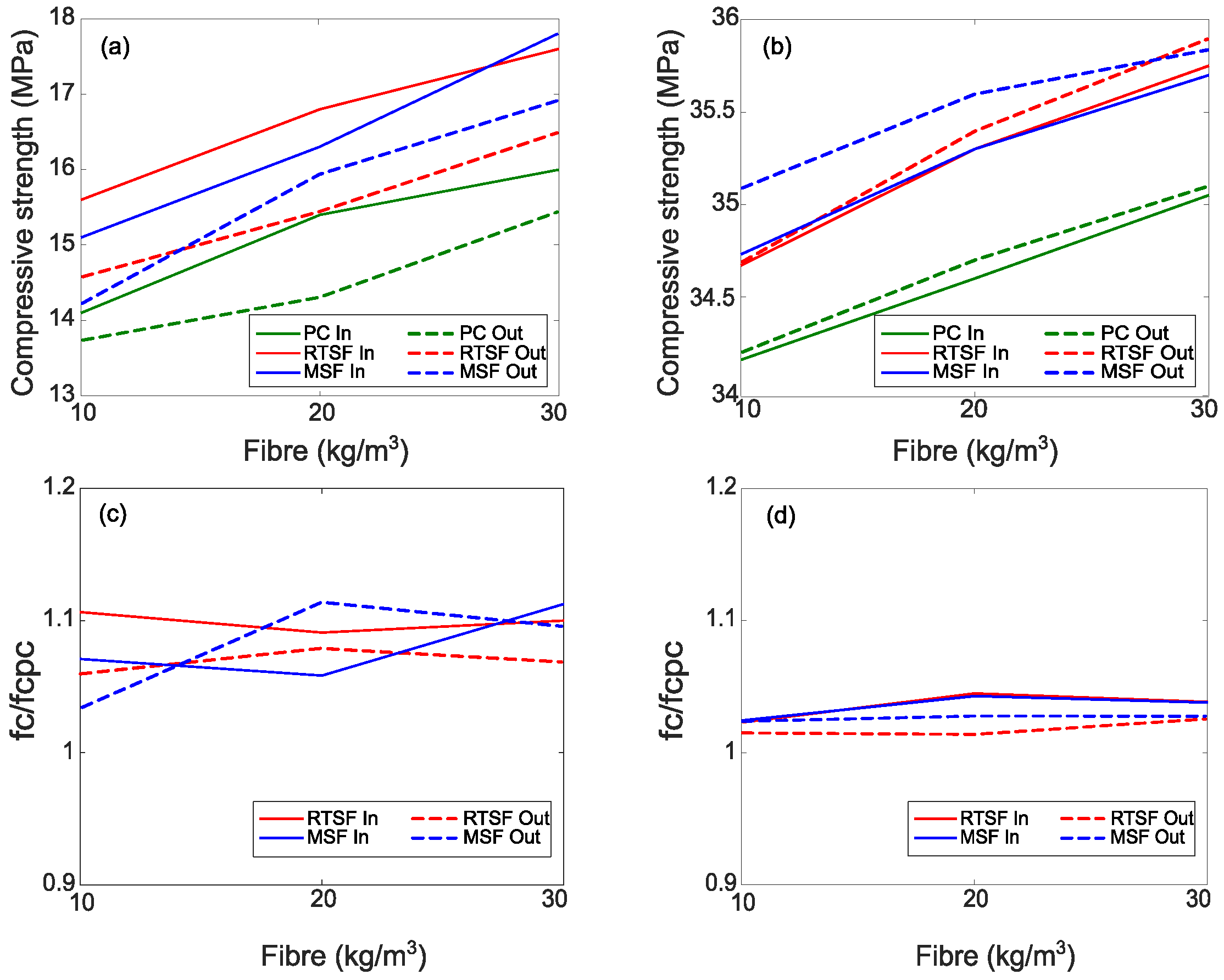
3.2. Compressive Strength
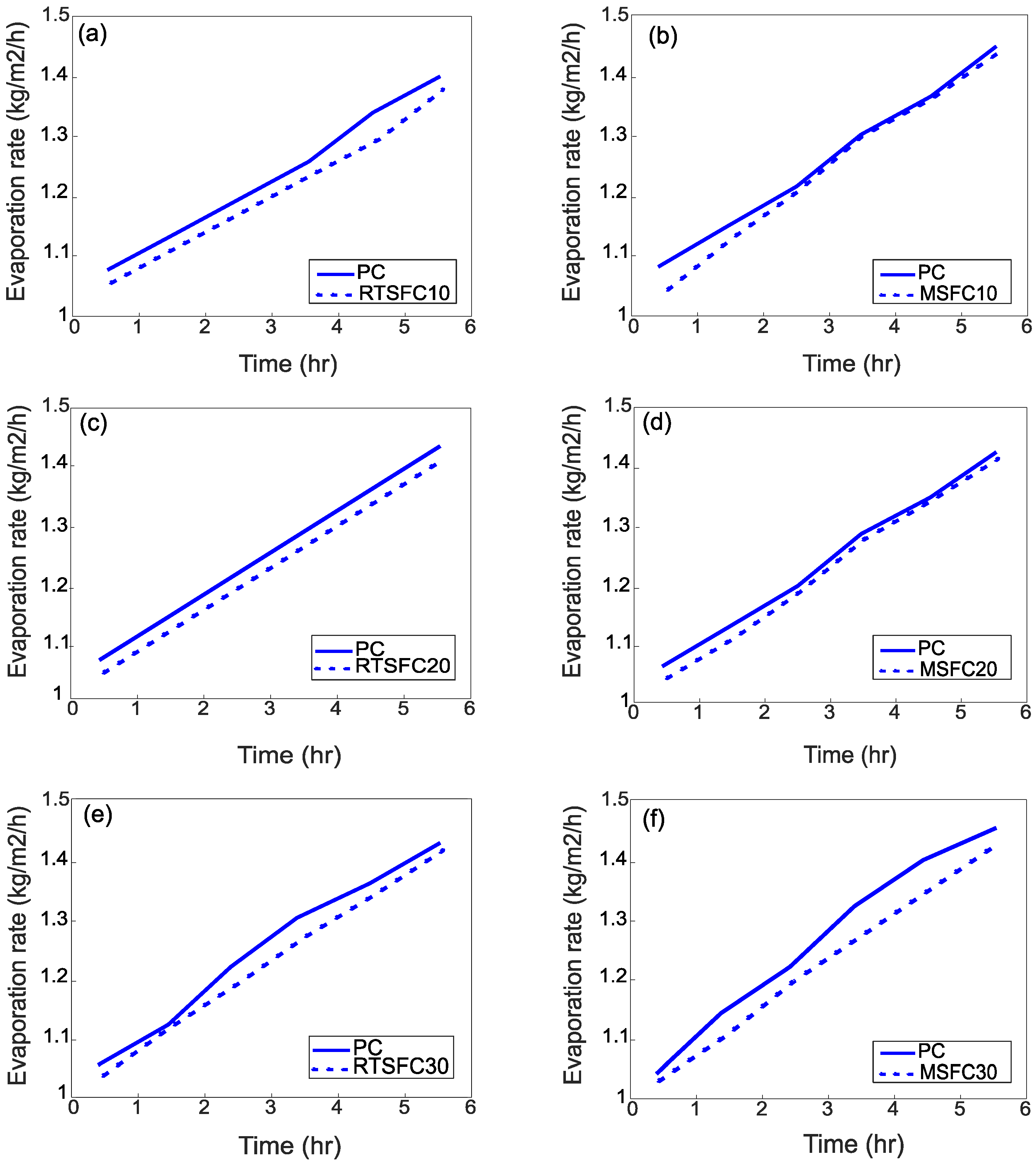
3.3. Evaporation Rate
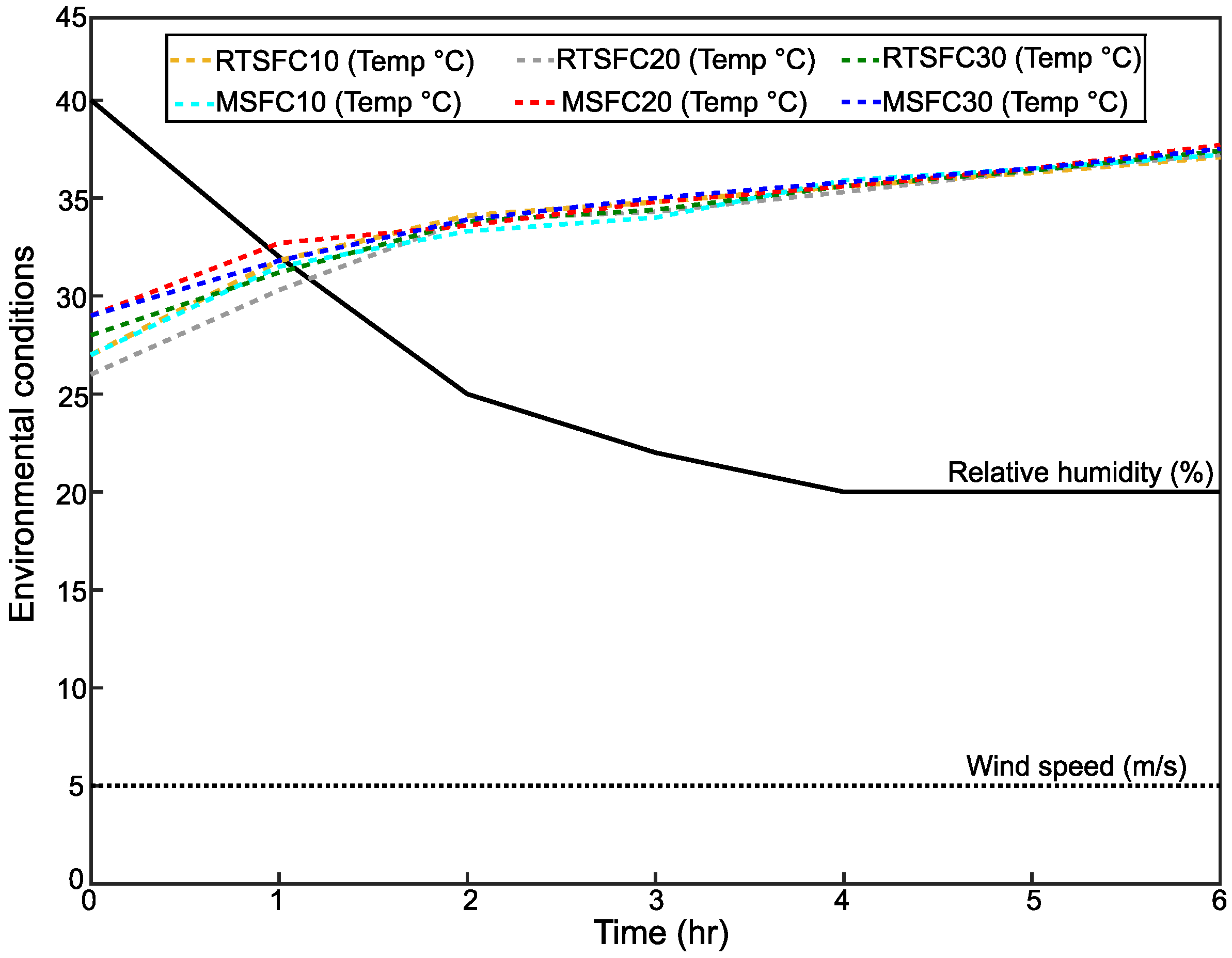
3.3.1. Environmental Conditions
3.3.2. Bleeding and Evaporation Rates
3.4. Plastic Shrinkage Test Results
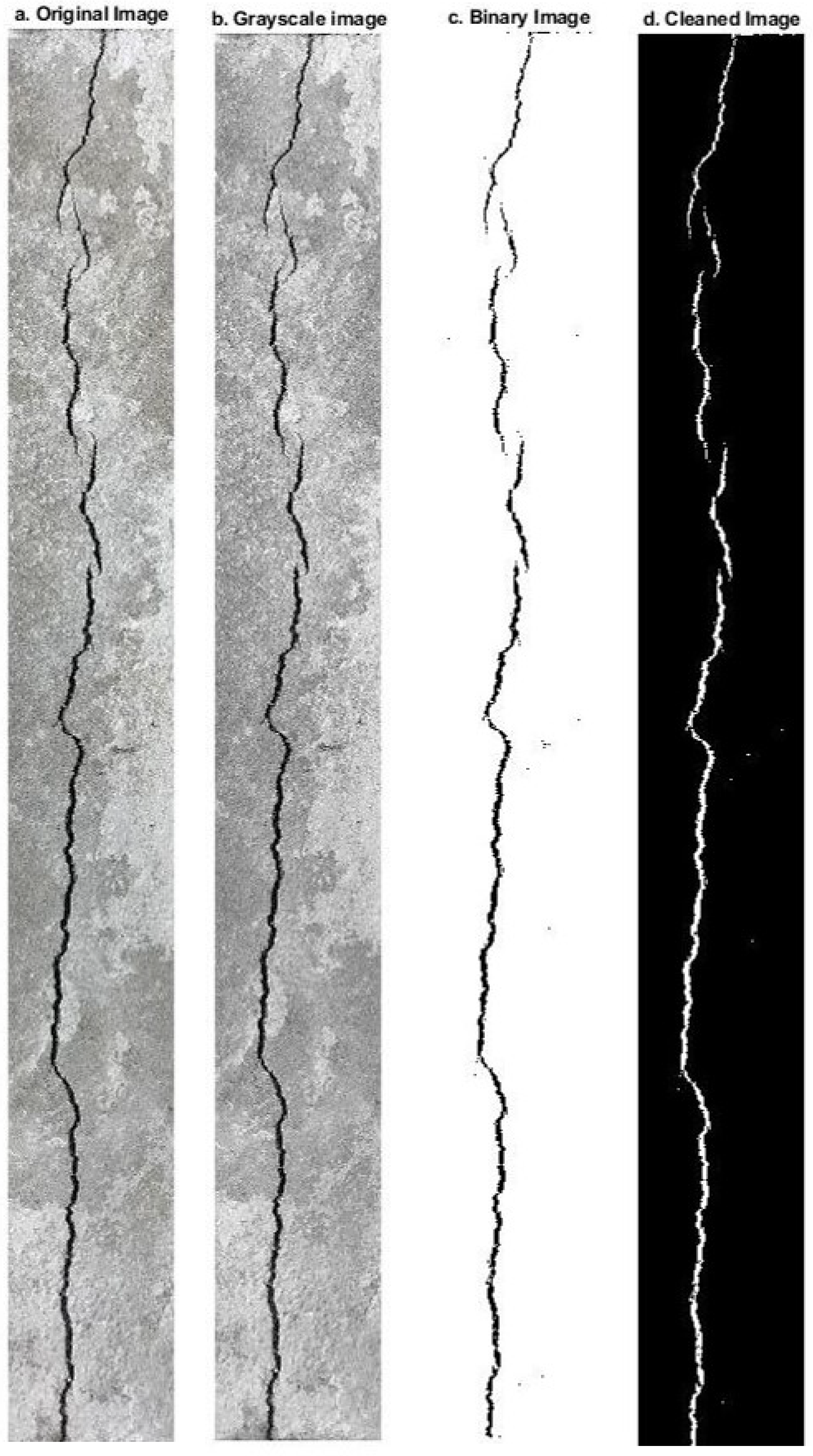
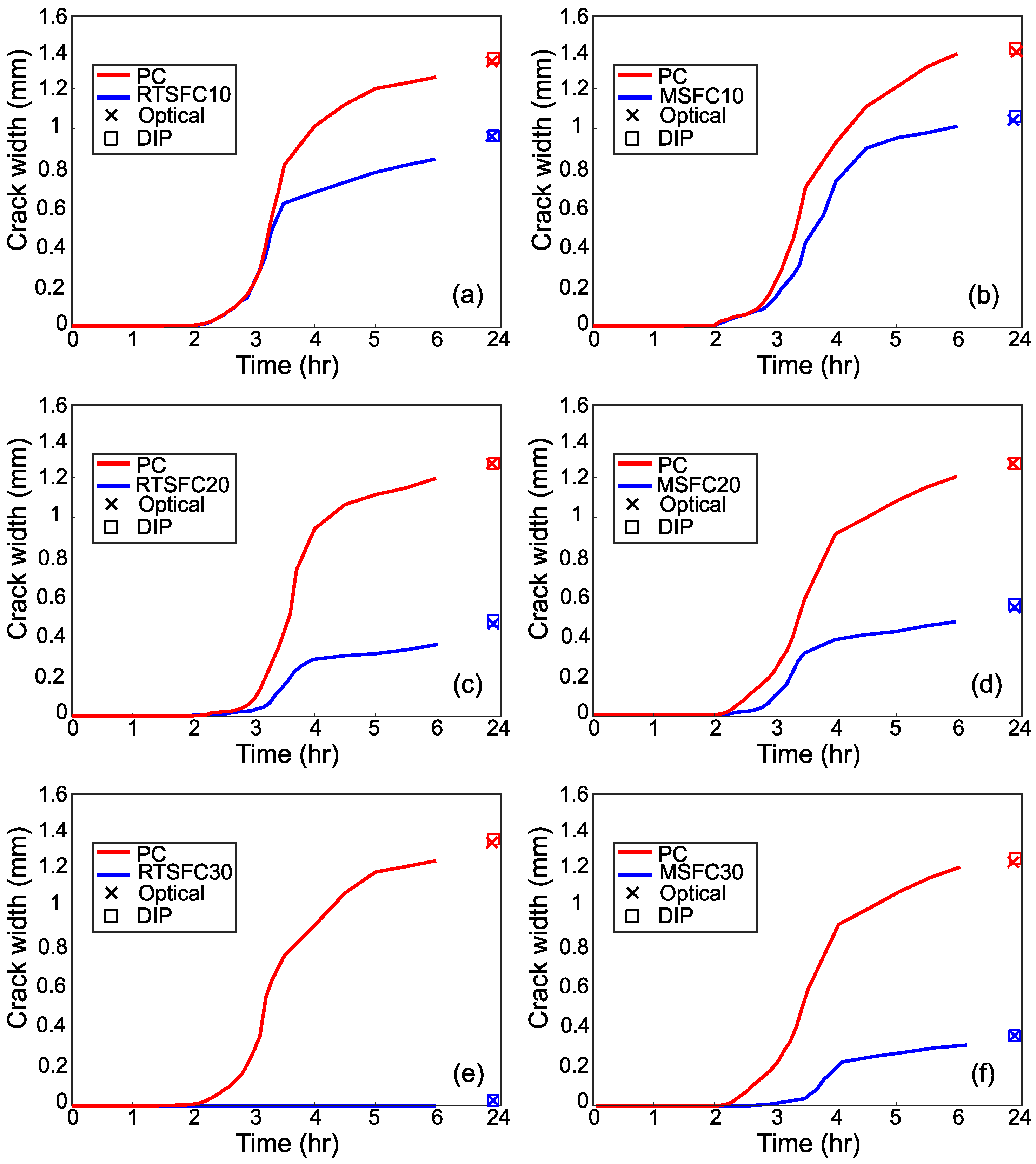
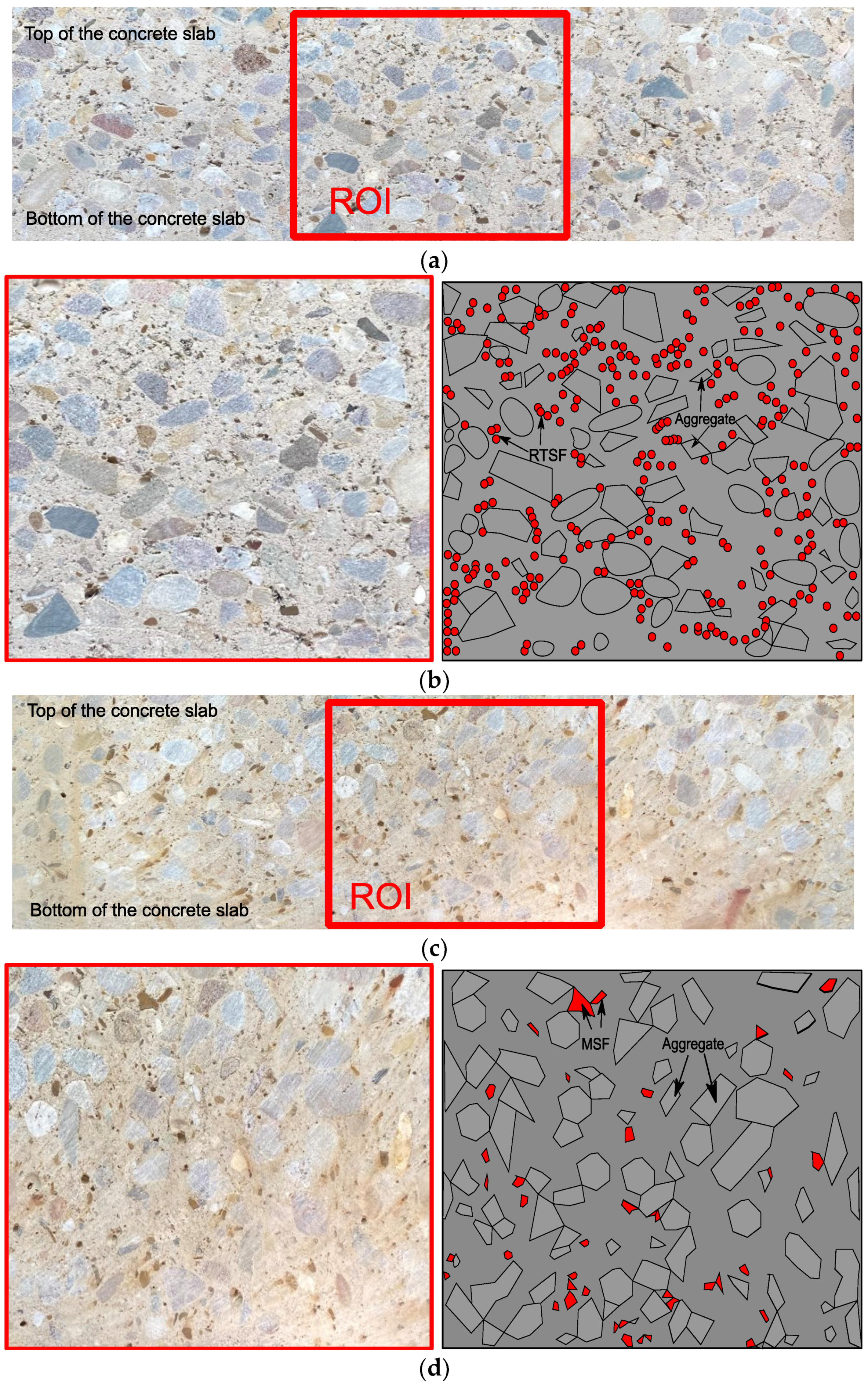
3.4.1. Study of Cracks on Concrete Surface Using Digital Image Analysis
3.4.2. Influence of Fibres
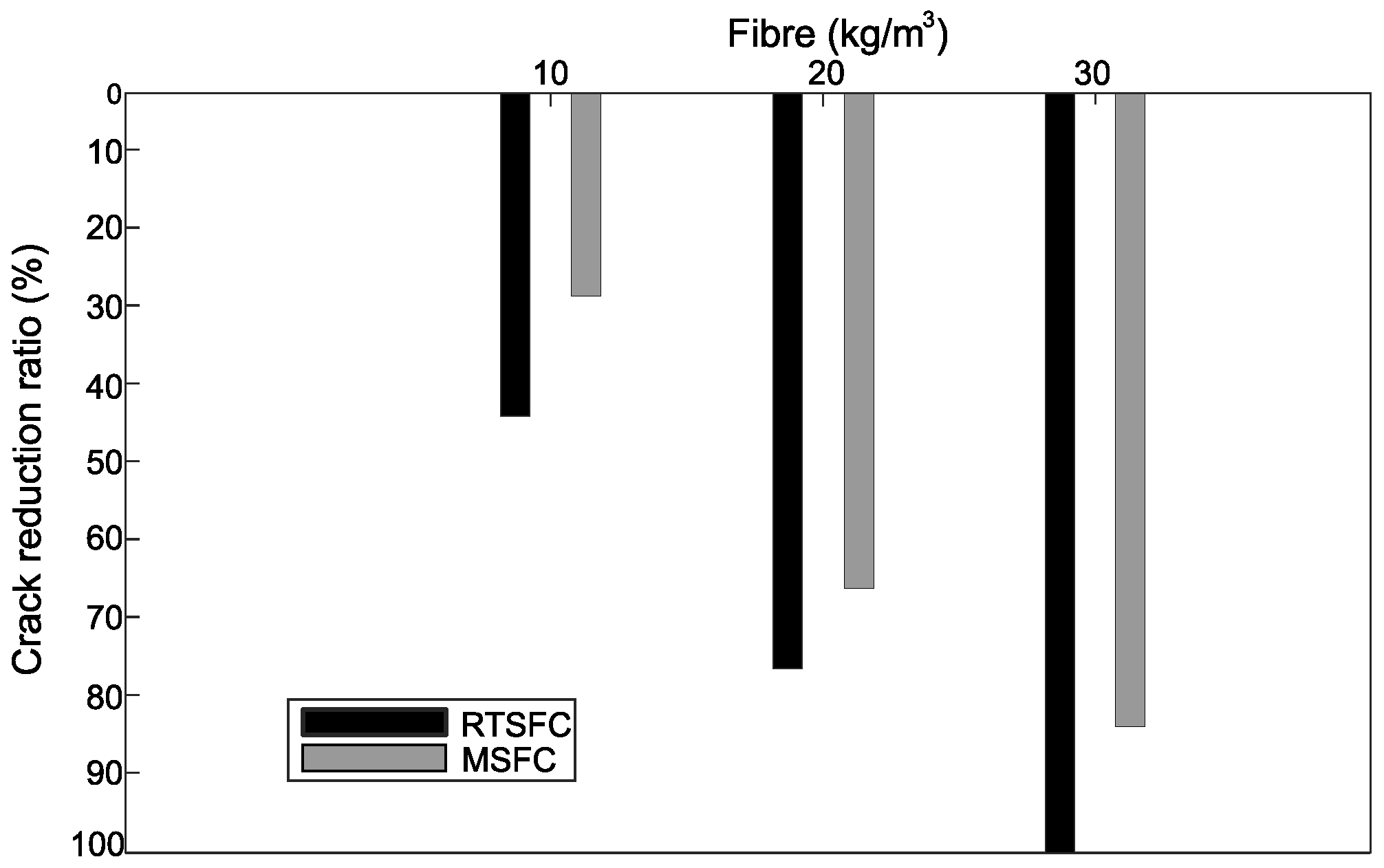
3.4.3. MSF vs. RTSF
4. Conclusions
- The evaporation rates are similar for all specimens and increase with increasing temperature.
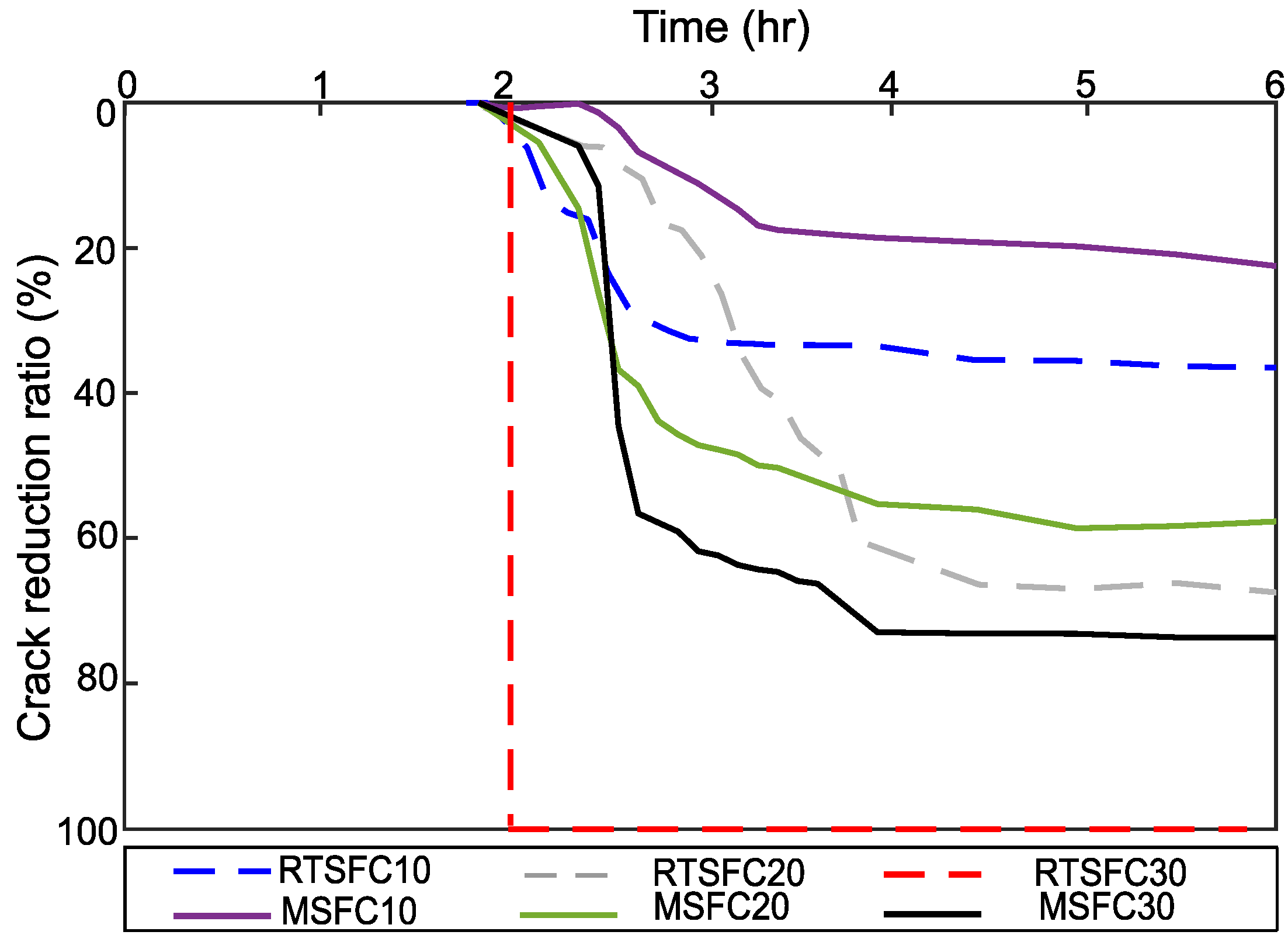
- Cracking initiates after approximately 2 h from casting, indicating the initial setting time, and substantially stopped after 6 h, which can be considered as the final setting time.
- Exposure to the higher temperature in the chamber increases the hydration rate and 24 h strength of the concrete, although this had no major impact on the 28-day strength. The fibres only have a minor enhancing effect on compressive strength.
- RTSF outperform MSF in mitigating plastic shrinkage cracking at all dosages, with CRR values of 42%, 75%, and 100% for fibre dosages of 10 kg/m3 (Vf = 0.13%), 20 kg/m3 (Vf = 0.26%), and 30 kg/m3 (Vf = 0.38%), respectively. The better performance of RTSF is attributed to their larger number and better distribution within the concrete volume when compared to MSF.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ghourchian, S.; Wyrzykowski, M.; Baquerizo, L.; Lura, P. Performance of passive methods in plastic shrinkage cracking mitigation. Cem. Concr. Compos. 2018, 91, 148–155. [Google Scholar] [CrossRef]
- Booya, E.; Gorospe, K.; Ghaednia, H.; Das, S. Free and restrained plastic shrinkage of cementitious materials made of engineered kraft pulp fibres. Constr. Build. Mater. 2019, 212, 236–246. [Google Scholar] [CrossRef]
- Branston, J.; Das, S.; Kenno, S.Y.; Taylor, C. Influence of basalt fibres on free and restrained plastic shrinkage. Cem. Concr. Compos. 2016, 74, 182–190. [Google Scholar] [CrossRef]
- Wang, K.; Shah, S.P.; Phuaksuk, P. Plastic shrinkage cracking in concrete materials—Influence of fly ash and fibers. Mater. J. 2001, 98, 458–464. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J. Concrete: Microstructure, Properties, and Materials; McGraw-Hill Education: New York, NY, USA, 2014; Volume 7, ISBN 9772081415. [Google Scholar]
- Aktan, H.M.; Fu, G.; Dekelbab, W.; Attanayaka, U. Investigate Causes & Develop Methods to Minimize Early-Age Deck Cracking on Michigan Bridge Decks; No. Res. Rep. RC-1437; The National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2003. [Google Scholar]
- Folliard, K.; Smith, C.; Sellers, G.; Brown, M.; Breen, J.E. Evaluation of Alternative Materials to Control Drying-Shrinkage Cracking in Concrete Bridge Decks; No. FHWA/TX-04/0-4098-4; The National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2003. [Google Scholar]
- Linford, M.S.; Reaveley, L.D. A Study of the I-15 Reconstruction Project to Investigate Variables Affecting Bridge Deck Cracking; No. UT-04.04; The National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2004. [Google Scholar]
- Saadeghvaziri, M.A.; Hadidi, R. Cause and Control of Transverse Cracking in Concrete Bridge Decks; FHWA-NJ-2002-019, Final Report; The National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2002. [Google Scholar]
- Bertelsen, I.M.G.; Ottosen, L.M.; Fischer, G. Quantitative analysis of the influence of synthetic fibres on plastic shrinkage cracking using digital image correlation. Constr. Build. Mater. 2019, 199, 124–137. [Google Scholar] [CrossRef]
- Seerangurayar, T.; Al-Ismaili, A.M.; Janitha Jeewantha, L.H.; Al-Nabhani, A. Experimental investigation of shrinkage and microstructural properties of date fruits at three solar drying methods. Sol. Energy 2019, 180, 445–455. [Google Scholar] [CrossRef]
- Swaddiwudhipong, S.; Lu, H.R.; Wee, T.H. Direct tension test and tensile strain capacity of concrete at early age. Cem. Concr. Res. 2003, 33, 2077–2084. [Google Scholar] [CrossRef]
- Liu, Q.; Xiao, J.; Singh, A. Quantification of plastic shrinkage and cracking in mortars containing different recycled powders using digital image correlation technique. Constr. Build. Mater. 2021, 293, 123509. [Google Scholar] [CrossRef]
- Uno, P.J. Plastic shrinkage cracking and evaporation formulas. ACI Mater. J. 1998, 95, 365–375. [Google Scholar] [CrossRef]
- Moelich, G.M.; van Zyl, J.E.; Rabie, N.; Combrinck, R. The influence of solar radiation on plastic shrinkage cracking in concrete. Cem. Concr. Compos. 2021, 123, 104182. [Google Scholar] [CrossRef]
- ACI Committee 305. Hot-Weather Concreting; American Concrete Institute: Farmington Hills, MI, USA, 1999; Volume 17. [Google Scholar]
- Kwak, H.G.; Ha, S.J. Plastic shrinkage cracking in concrete slabs. Part II: A numerical model. Mag. Concr. Res. 2006, 58, 505–516. [Google Scholar] [CrossRef]
- Rahmani, T.; Kiani, B.; Bakhshi, M.; Shekarchizadeh, M. Application of different fibers to reduce plastic shrinkage cracking of concrete. In RILEM Bookseries; Springer: Dordrecht, The Netherlands, 2012; Volume 4. [Google Scholar] [CrossRef]
- Radocea, A. A model of plastic shrinkage. Mag. Concr. Res. 1994, 46, 125–132. [Google Scholar] [CrossRef]
- Boshoff, W.P.; Combrinck, R. Modelling the severity of plastic shrinkage cracking in concrete. Cem. Concr. Res. 2013, 48, 34–39. [Google Scholar] [CrossRef]
- Sayahi, F.; Hedlund, H. Plastic Shrinkage Cracking in Concrete: State of the Art. Nord. Concr. Res. 2014, 51, 146. [Google Scholar]
- Olivier, G.; Combrinck, R.; Kayondo, M.; Boshoff, W.P. Combined effect of nano-silica, super absorbent polymers, and synthetic fibres on plastic shrinkage cracking in concrete. Constr. Build. Mater. 2018, 192, 85–98. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K.H. Investigation of mechanical properties and shrinkage of ultra-high performance concrete: Influence of steel fiber content and shape. Compos. Part B Eng. 2019, 174, 107021. [Google Scholar] [CrossRef]
- Ghourchian, S.; Wyrzykowski, M.; Baquerizo, L.; Lura, P. Susceptibility of Portland cement and blended cement concretes to plastic shrinkage cracking. Cem. Concr. Compos. 2018, 85, 44–55. [Google Scholar] [CrossRef]
- Lee, S.J.; Won, J.P. Shrinkage characteristics of structural nano-synthetic fibre-reinforced cementitious composites. Compos. Struct. 2016, 157, 236–243. [Google Scholar] [CrossRef]
- Mazzoli, A.; Monosi, S.; Plescia, E.S. Evaluation of the early-age-shrinkage of Fiber Reinforced Concrete (FRC) using image analysis methods. Constr. Build. Mater. 2015, 101, 596–601. [Google Scholar] [CrossRef]
- Sivakumar, A.; Santhanam, M. A quantitative study on the plastic shrinkage cracking in high strength hybrid fibre reinforced concrete. Cem. Concr. Compos. 2007, 29, 575–581. [Google Scholar] [CrossRef]
- Saad, M.; Sabathier, V.; Turatsinze, A.; Geoffroy, S. Effect of Natural and Polypropylene Fibers on early Age Cracking of Mortars. Bio-Based Build. Mater. 2022, 1, 103–112. [Google Scholar] [CrossRef]
- Balaguru, P. Contribution of fibers to Crack Reduction of Cement Composites During the Initial and Final Setting Period. Mater. J. 1994, 91, 280–288. [Google Scholar]
- Soroushian, P.; Ravanbakhsh, S. Control of plastic shrinkage cracking with specialty cellulose fibers. Mater. J. 1998, 4, 429–435. [Google Scholar]
- Boghossian, E.; Wegner, L.D. Use of flax fibres to reduce plastic shrinkage cracking in concrete. Cem. Concr. Compos. 2008, 30, 929–937. [Google Scholar] [CrossRef]
- Juarez, C.A.; Fajardo, G.; Monroy, S.; Duran-Herrera, A.; Valdez, P.; Magniont, C. Comparative study between natural and PVA fibers to reduce plastic shrinkage cracking in cement-based composite. Constr. Build. Mater. 2015, 91, 164–170. [Google Scholar] [CrossRef]
- Araya-Letelier, G.; Antico, F.C.; Carrasco, M.; Rojas, P.; García-Herrera, C.M. Effectiveness of new natural fibers on damage-mechanical performance of mortar. Constr. Build. Mater. 2017, 152, 672–682. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Deifalla, A.F.; Aksoylu, C.; Arslan, M.H.; Ahmad, M.; Sabri, M.M.S. Improvement in Bending Performance of Reinforced Concrete Beams Produced with Waste Lathe Scraps. Sustainability 2022, 14, 12660. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- The European Tyre Recycling Association. 2018. Available online: http://www.etra-eu.org (accessed on 10 June 2018.).
- Piotrowska, K.; Kruszelnicka, W.; Bałdowska-Witos, P.; Kasner, R.; Rudnicki, J.; Tomporowski, A.; Flizikowski, J.; Opielak, M. Assessment of the environmental impact of a car tire throughout its lifecycle using the LCA method. Materials 2019, 12, 4177. [Google Scholar] [CrossRef] [Green Version]
- Mastali, M.; Dalvand, A.; Sattarifard, A.R.; Illikainen, M. Development of eco-efficient and cost-effective reinforced self- consolidation concretes with hybrid industrial/recycled steel fibers. Constr. Build. Mater. 2018, 166, 214–226. [Google Scholar] [CrossRef]
- Leone, M.; Centonze, G.; Colonna, D.; Micelli, F.; Aiello, M.A. Fiber-reinforced concrete with low content of recycled steel fiber: Shear behaviour. Constr. Build. Mater. 2018, 161, 141–155. [Google Scholar] [CrossRef]
- Zamanzadeh, Z.; Lourenço, L.; Barros, J. Recycled Steel Fibre Reinforced Concrete failing in bending and in shear. Constr. Build. Mater. 2015, 85, 195–207. [Google Scholar] [CrossRef] [Green Version]
- Al-Kamyani, Z.; Guadagnini, M.; Pilakoutas, K. Predicting shrinkage induced curvature in plain and reinforced concrete. Eng. Struct. 2018, 176, 468–480. [Google Scholar] [CrossRef]
- Isa, M.N.; Pilakoutas, K.; Guadagnini, M. Shear behaviour of E-UHPC containing recycled steel fibres and design of E-UHPC screw piles. Constr. Build. Mater. 2021, 304, 124555. [Google Scholar] [CrossRef]
- Alsaif, A.; Alharbi, Y.R. Strength, durability and shrinkage behaviours of steel fiber reinforced rubberized concrete. Constr. Build. Mater. 2022, 345, 128295. [Google Scholar] [CrossRef]
- Su, P.; Dai, Q.; Li, M.; Ma, Y.; Wang, J. Investigation of the mechanical and shrinkage properties of plastic-rubber compound modified cement mortar with recycled tire steel fiber. Constr. Build. Mater. 2022, 334, 127391. [Google Scholar] [CrossRef]
- Jafarifar, N.; Pilakoutas, K.; Bennett, T. Moisture transport and drying shrinkage properties of steel-fibre-reinforced-concrete. Constr. Build. Mater. 2014, 73, 41–50. [Google Scholar] [CrossRef] [Green Version]
- Graeff, A.G.; Pilakoutas, K.; Neocleous, K.; Peres, M.V.N.N. Fatigue resistance and cracking mechanism of concrete pavements reinforced with recycled steel fibres recovered from post-consumer tyres. Eng. Struct. 2012, 45, 385–395. [Google Scholar] [CrossRef]
- Al-musawi, H.; Figueiredo, F.P.; Guadagnini, M.; Pilakoutas, K. Shrinkage properties of plain and recycled steel–fibre-reinforced rapid hardening mortars for repairs. Constr. Build. Mater. 2019, 197, 369–384. [Google Scholar] [CrossRef] [Green Version]
- Zhong, H.; Zhang, M. Experimental study on engineering properties of concrete reinforced with hybrid recycled tyre steel and polypropylene fibres. J. Clean. Prod. 2020, 259, 120914. [Google Scholar] [CrossRef]
- Bjøntegaard, Ø.; Sellevold, E.J. Thermal dilation—Autogenous shrinkage: How to separate? In Autogenous Shrinkage of Concrete; The Norwegian University of Science and Technology: Trondheim, Norway, 1999; Volume 245. [Google Scholar]
- Ling, Y.; Wang, K.; Fu, C. Shrinkage behavior of fly ash based geopolymer pastes with and without shrinkage reducing admixture. Cem. Concr. Compos. 2019, 98, 74–82. [Google Scholar] [CrossRef]
- Banthia, N.; Yan, C. Shrinkage cracking in polyolefin fiber-reinforced concrete. Mater. J. 2000, 97, 432–437. [Google Scholar]
- Mora-Ruacho, J.; Gettu, R.; Aguado, A. Influence of shrinkage-reducing admixtures on the reduction of plastic shrinkage cracking in concrete. Cem. Concr. Res. 2009, 39, 141–146. [Google Scholar] [CrossRef]
- ASTM C1579; Standard Test Method for Evaluating Plastic Shrinkage Cracking of Restrained Fiber Reinforced Concrete. ASTM International: West Conshohocken, PA, USA, 2006. [CrossRef]
- Toledo Filho, R.D.; Ghavami, K.; Sanjuán, M.A.; England, G.L. Free, restrained and drying shrinkage of cement mortar composites reinforced with vegetable fibres. Cem. Concr. Compos. 2005, 27, 537–546. [Google Scholar] [CrossRef]
- Naaman, A.E.; Wongtanakitcharoen, T.; Hauser, G. Influence of different fibers on plastic shrinkage cracking of concrete. ACI Mater. J. 2005, 102, 49–58. [Google Scholar] [CrossRef]
- Soroushian, P.; Mirza, F.; Alhozajiny, A. Plastic shrinkage cracking of polypropylene fiber reinforced concrete. Mater. J. 1993, 92, 553–560. [Google Scholar]
- Choi, S.J.; Hong, B.T.; Lee, S.J.; Won, J.P. Shrinkage and corrosion resistance of amorphous metallic-fiber-reinforced cement composites. Compos. Struct. 2014, 107, 537–543. [Google Scholar] [CrossRef]
- Berrocal, C.G.; Löfgren, I.; Lundgren, K.; Görander, N.; Halldén, C. Characterisation of bending cracks in R/FRC using image analysis. Cem. Concr. Res. 2016, 90, 104–116. [Google Scholar] [CrossRef] [Green Version]
- ISO EN 6892-1; Metallic materials—Tensile testing—Part 1: Method of test at room temperature. ISO: Geneva, Switzerland, 2019.
- Isa, M.N.; Pilakoutas, K.; Guadagnini, M. Determination of tensile characteristics and design of eco-efficient UHPC. Structures 2021, 32, 2174–2194. [Google Scholar] [CrossRef]
- Hu, H.; Papastergiou, P.; Angelakopoulos, H.; Guadagnini, M.; Pilakoutas, K. Mechanical properties of SFRC using blended Recycled Tyre Steel Cords (RTSC) and Recycled Tyre Steel Fibres (RTSF). Constr. Build. Mater. 2018, 187, 553–564. [Google Scholar] [CrossRef]
- ASTM C566-97; Standard Test Method for Total Evaporable Moisture Content of Aggregate by Drying. ASTM International: West Conshohocken, PA, USA, 1997.
- ASTM C127-15; Standard Test Method for Density, Relative Density( Specific Gravity), and Absorption of Coarse Aggregate. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C192/C192M; Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM C 143/C 143M–03; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2003.
- BS EN 12390-3; Testing Hardened Concrete. Compressive Strength of Test Specimens. British Standards Institution: London, UK, 2009.
- Zhao, P.; Zsaki, A.M.; Nokken, M.R. Using digital image correlation to evaluate plastic shrinkage cracking in cement-based materials. Constr. Build. Mater. 2018, 182, 108–117. [Google Scholar] [CrossRef]
- Grünewald, S. Fibre Reinforcement and the Rheology of Concrete; Woodhead Publishing Limited: London, UK, 2012. [Google Scholar]
- Baricevic, A.; Bjegovic, D.; Skazlic, M. Hybrid Fiber–Reinforced Concrete with Unsorted Recycled-Tire Steel Fibers. J. Mater. Civ. Eng. 2017, 29, 06017005. [Google Scholar] [CrossRef]
- Eren, Ö.; Marar, K. Effect of steel fibers on plastic shrinkage cracking of normal and high strength concretes. Mater. Res. 2010, 13, 135–141. [Google Scholar] [CrossRef] [Green Version]
- Carneiro, J.A.; Lima, P.R.L.; Leite, M.B.; Toledo Filho, R.D. Compressive stress-strain behavior of steel fiber reinforced-recycled aggregate concrete. Cem. Concr. Compos. 2014, 46, 65–72. [Google Scholar] [CrossRef]
- Younis, K.H.; Ahmed, F.S.; Najim, K.B. Effect of recycled-steel fibers on compressive strength and shrinkage behavior of self-compacting concrete. In Proceedings of the 2018 11th International Conference on Developments in eSystems Engineering (DeSE), Cambridge, UK, 2–5 September 2018. [Google Scholar] [CrossRef]
- Aiello, M.A.; Leuzzi, F.; Centonze, G.; Maffezzoli, A. Use of steel fibres recovered from waste tyres as reinforcement in concrete: Pull-out behaviour, compressive and flexural strength. Waste Manag. 2009, 29, 1960–1970. [Google Scholar] [CrossRef] [PubMed]
- Mohammadi, Y.; Singh, S.P.; Kaushik, S.K. Properties of steel fibrous concrete containing mixed fibres in fresh and hardened state. Constr. Build. Mater. 2008, 22, 956–965. [Google Scholar] [CrossRef]
- Yazici, Ş.; Inan, G.; Tabak, V. Effect of aspect ratio and volume fraction of steel fiber on the mechanical properties of SFRC. Constr. Build. Mater. 2007, 21, 1250–1253. [Google Scholar] [CrossRef]
- Özkılıç, Y.O.; Zeybek, Ö.; ÇELİK, A.İ.; Deifalla, A.; Ahmad, M.; Sabri, M. Performance evaluation of fiber-reinforced concretes produced with steel fibers extracted from waste tire. Front. Mater. 2022, 692. [Google Scholar] [CrossRef]
- Dzaye, E.D.; Tsangouri, E.; Spiessens, K.; De Schutter, G.; Aggelis, D.G. Digital image correlation (DIC) on fresh cement mortar to quantify settlement and shrinkage. Arch. Civ. Mech. Eng. 2019, 19, 205–214. [Google Scholar] [CrossRef]
- Deb, P.S.; Nath, P.; Sarker, P.K. Drying shrinkage of slag blended fly ash geopolymer concrete cured at room temperature. Procedia Eng. 2015, 125, 594–600. [Google Scholar] [CrossRef] [Green Version]
- Ghourchian, S.; Wyrzykowski, M.; Plamondon, M.; Lura, P. On the mechanism of plastic shrinkage cracking in fresh cementitious materials. Cem. Concr. Res. 2019, 115, 251–263. [Google Scholar] [CrossRef]
- Bertelsen, I.M.G.; Ottosen, L.M.; Fischer, G. Influence of fibre characteristics on plastic shrinkage cracking in cement-based materials: A review. Constr. Build. Mater. 2020, 230, 116769. [Google Scholar] [CrossRef]
- Cao, Q.; Gao, Q.; Jia, J.; Gao, R. Early-age cracking resistance of fiber-reinforced expansive self-consolidating concrete. ACI Mater. J. 2019, 116, 15–26. [Google Scholar] [CrossRef]
- Wyrzykowski, M.; Trtik, P.; Münch, B.; Weiss, J.; Vontobel, P.; Lura, P. Plastic shrinkage of mortars with shrinkage reducing admixture and lightweight aggregates studied by neutron tomography. Cem. Concr. Res. 2015, 73, 238–245. [Google Scholar] [CrossRef]
- Turcry, P.; Loukili, A. Evaluation of Plastic shrinkage Cracking of self compacting concrete. Am. Concr. Inst. 2006, 103, 272–280. [Google Scholar]
- Aldalinsi, M.; Ferregut, C.; Carrasco, C.; Tandon, V.; Alderette, M. A method to reduce plastic shrinkage cracking of concrete using the re-vibration technique. Struct. Congr. 2014, 2014, 1942–1954. [Google Scholar] [CrossRef] [Green Version]
- Sirajuddin, M.; Gettu, R. Plastic shrinkage cracking of concrete incorporating mineral admixtures and its mitigation. Mater. Struct. Constr. 2018, 51, 1–10. [Google Scholar] [CrossRef]
- Kim, J.H.J.; Park, C.G.; Lee, S.W.; Won, J.P. Effects of the geometry of recycled PET fiber reinforcement on shrinkage cracking of cement-based composites. Compos. Part B Eng. 2008, 39, 442–450. [Google Scholar] [CrossRef]
- Al-Kamyani, Z.; Figueiredo, F.P.; Hu, H.; Guadagnini, M.; Pilakoutas, K. Shrinkage and flexural behaviour of free and restrained hybrid steel fibre reinforced concrete. Constr. Build. Mater. 2018, 189, 1007–1018. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Quantity |
|---|---|
| Cement (CEMII 42.5) | 335 kg/m3 |
| Fine Aggregate (dry) (river round sand) | 847 kg/m3 |
| Gravel 10 mm (dry) (river round gravel) | 491 kg/m3 |
| Gravel 14 mm (dry) (river round gravel) | 532 kg/m3 |
| Water | 185 kg/m3 |
| Superplasticiser (Twinflow) (Sika ViscoCrete 30HE) | 1.5 lt/m3 |
| MSF | 10 kg/m3, 20 kg/m3, and 30 kg/m3 |
| RTSF | 10 kg/m3, 20 kg/m3, and 30 kg/m3 |
| Bulk Density of Aggregate | Fine Aggregates | Coarse Aggregates Size 10 mm | Coarse Aggregates Size 20 mm |
|---|---|---|---|
| Moisture % | 2.58 | 0.83 | 0.24 |
| SGOD | 3.18 | 2.50 | 2.60 |
| SGSSD | 3.21 | 2.50 | 2.60 |
| ASG | 3.30 | 2.58 | 2.66 |
| Absorption% | 1.23 | 0.91 | 0.58 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alshammari, T.O.; Pilakoutas, K.; Guadagnini, M. Performance of Manufactured and Recycled Steel Fibres in Restraining Concrete Plastic Shrinkage Cracks. Materials 2023, 16, 713. https://doi.org/10.3390/ma16020713
Alshammari TO, Pilakoutas K, Guadagnini M. Performance of Manufactured and Recycled Steel Fibres in Restraining Concrete Plastic Shrinkage Cracks. Materials. 2023; 16(2):713. https://doi.org/10.3390/ma16020713
Chicago/Turabian StyleAlshammari, Talal O., Kypros Pilakoutas, and Maurizio Guadagnini. 2023. "Performance of Manufactured and Recycled Steel Fibres in Restraining Concrete Plastic Shrinkage Cracks" Materials 16, no. 2: 713. https://doi.org/10.3390/ma16020713
APA StyleAlshammari, T. O., Pilakoutas, K., & Guadagnini, M. (2023). Performance of Manufactured and Recycled Steel Fibres in Restraining Concrete Plastic Shrinkage Cracks. Materials, 16(2), 713. https://doi.org/10.3390/ma16020713