
Effect of Interfacial Strength on Mechanical Behavior of Be/2024Al Composites by Pressure Infiltration

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Fabrication Process
2.2. Characterization
2.3. Finite Element Model
- is the effective displacement of damage evolution;
- , , and are nominal displacements in normal and two shear directions;
- and are the effective displacements at the damage initiation and the fracture completion, respectively;
- is the maximum effective displacement obtained during loading.
3. Results and Discussion
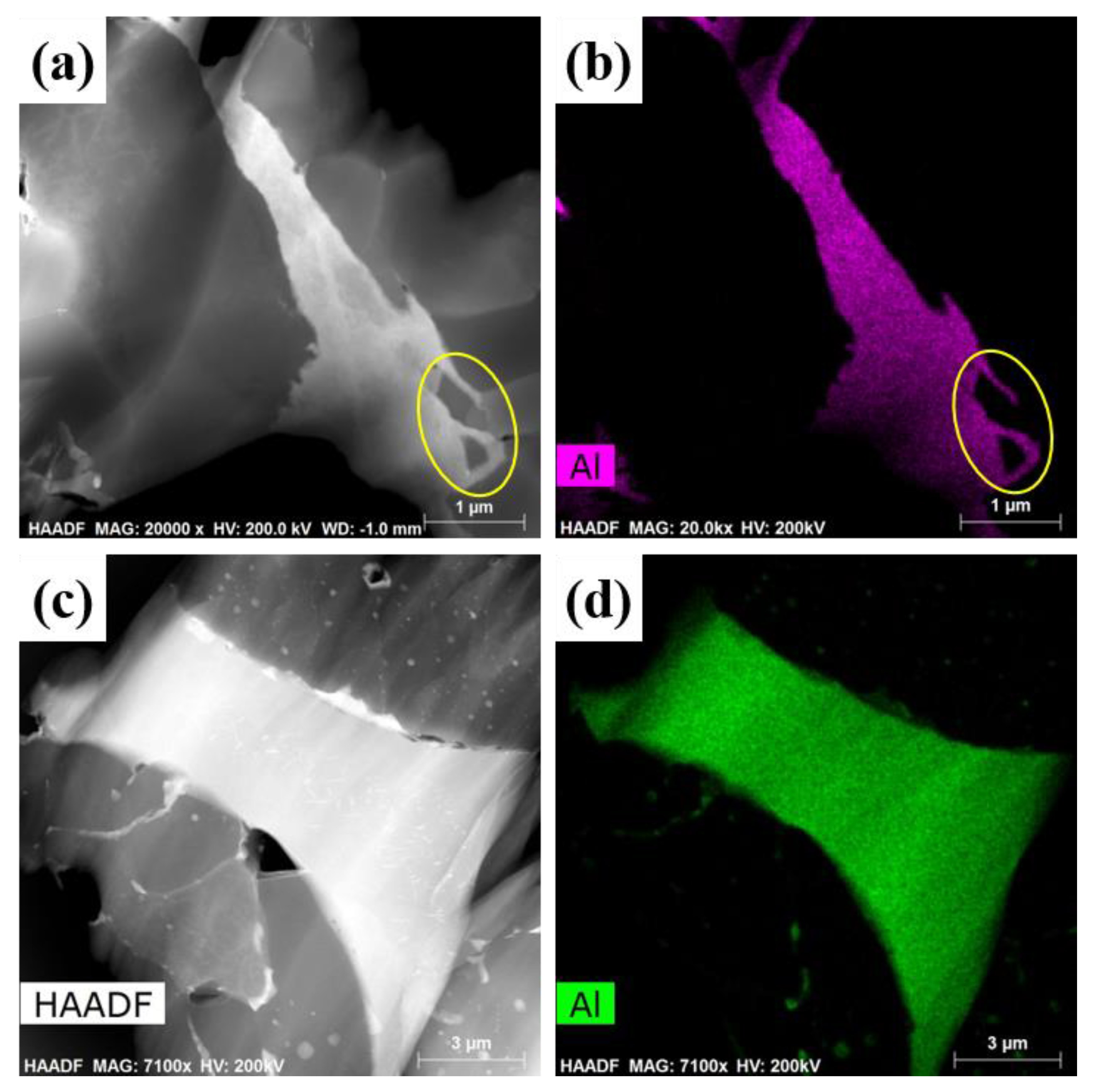
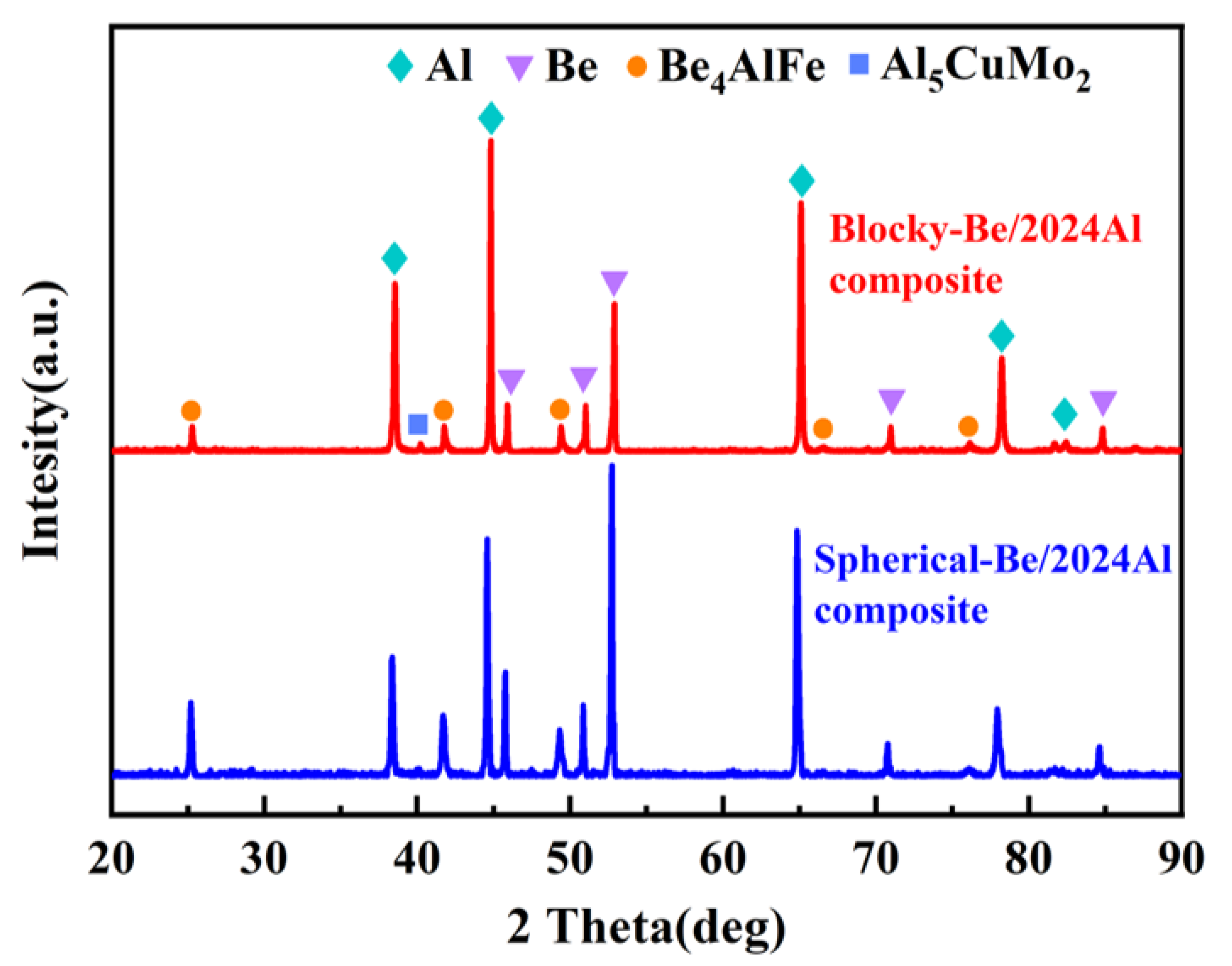
3.1. Microstructure and Phase Composition
3.2. Mechanical Properties and Fracture Analysis
3.3. Numerical Results
4. Conclusions
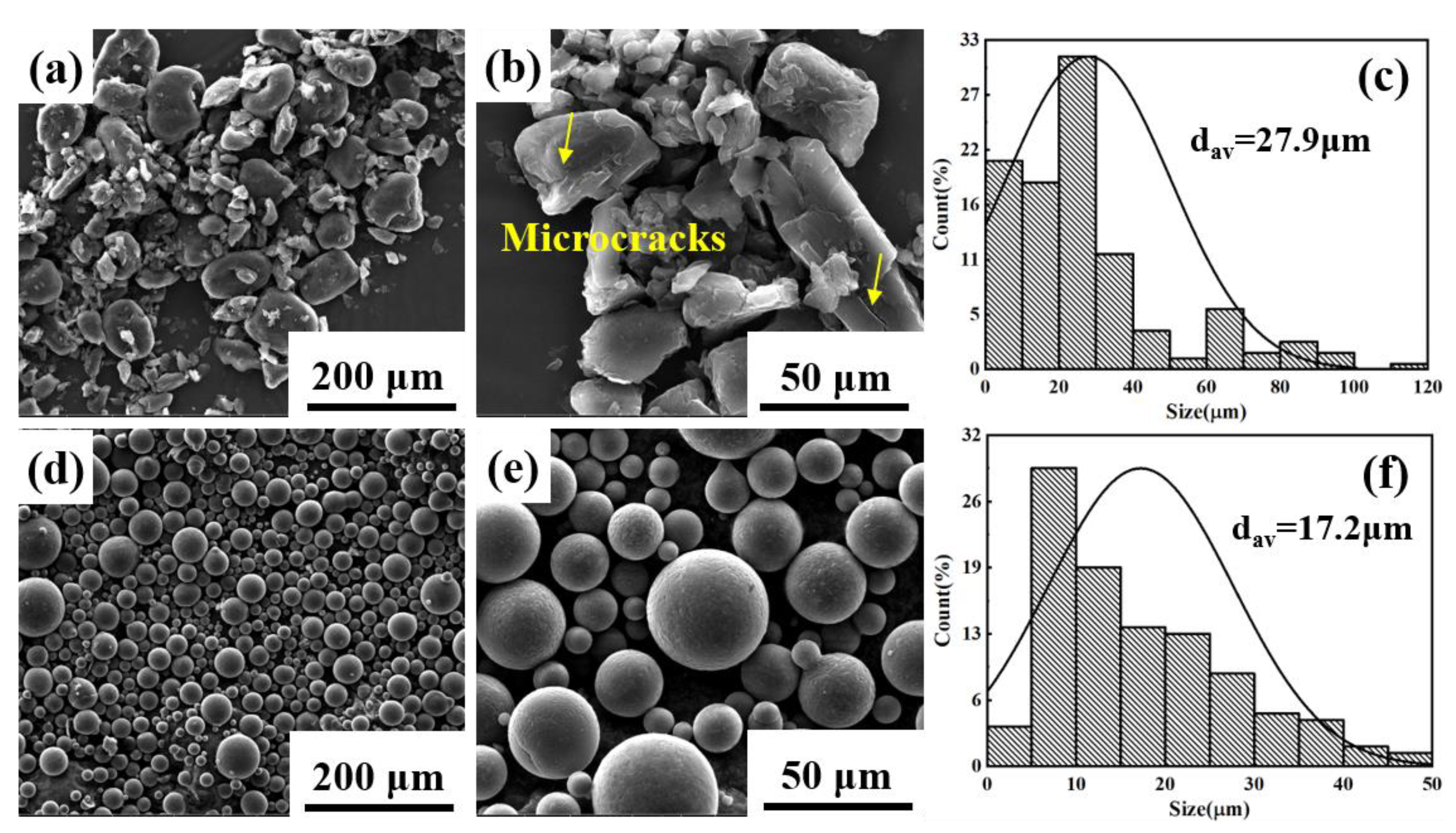
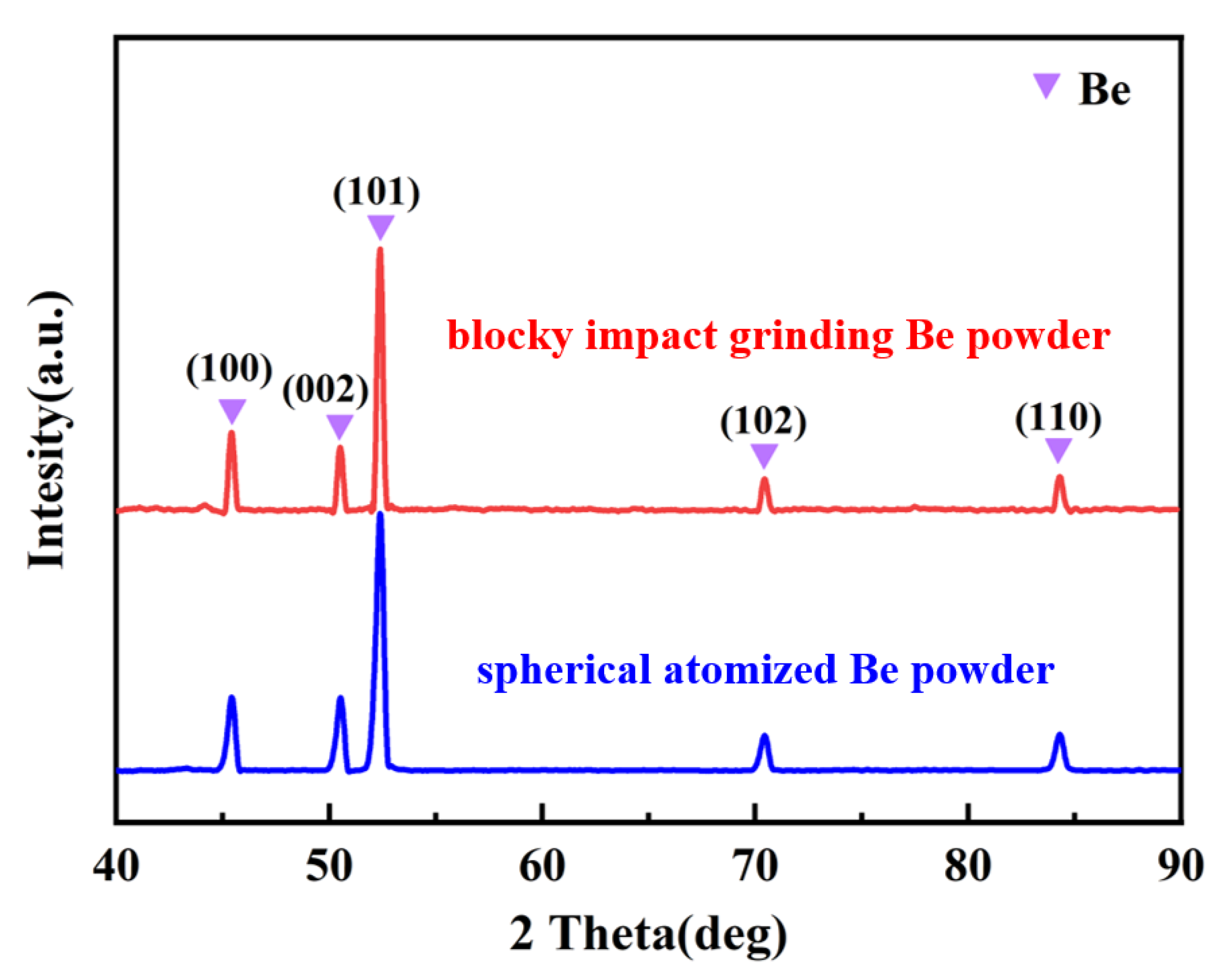
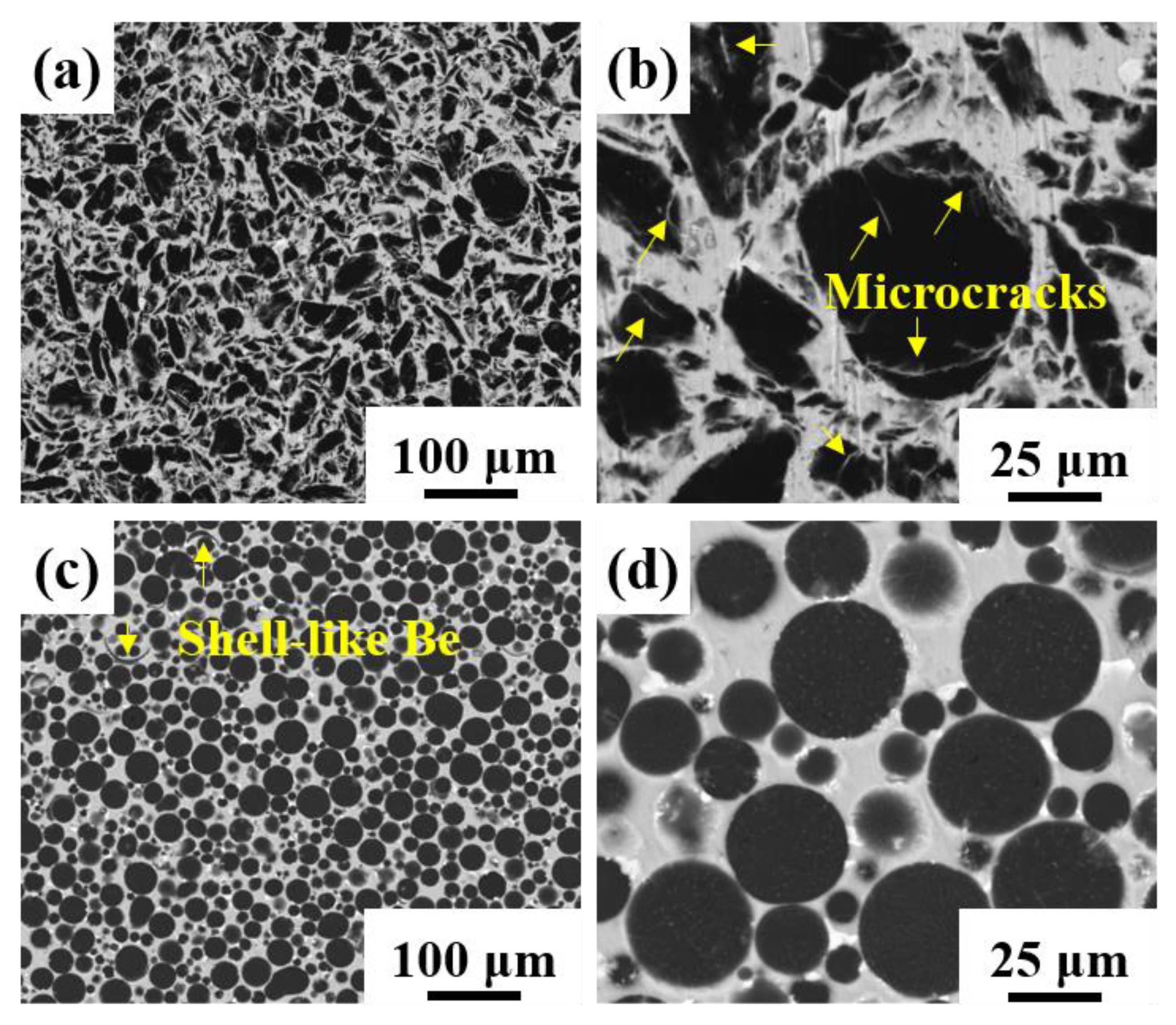
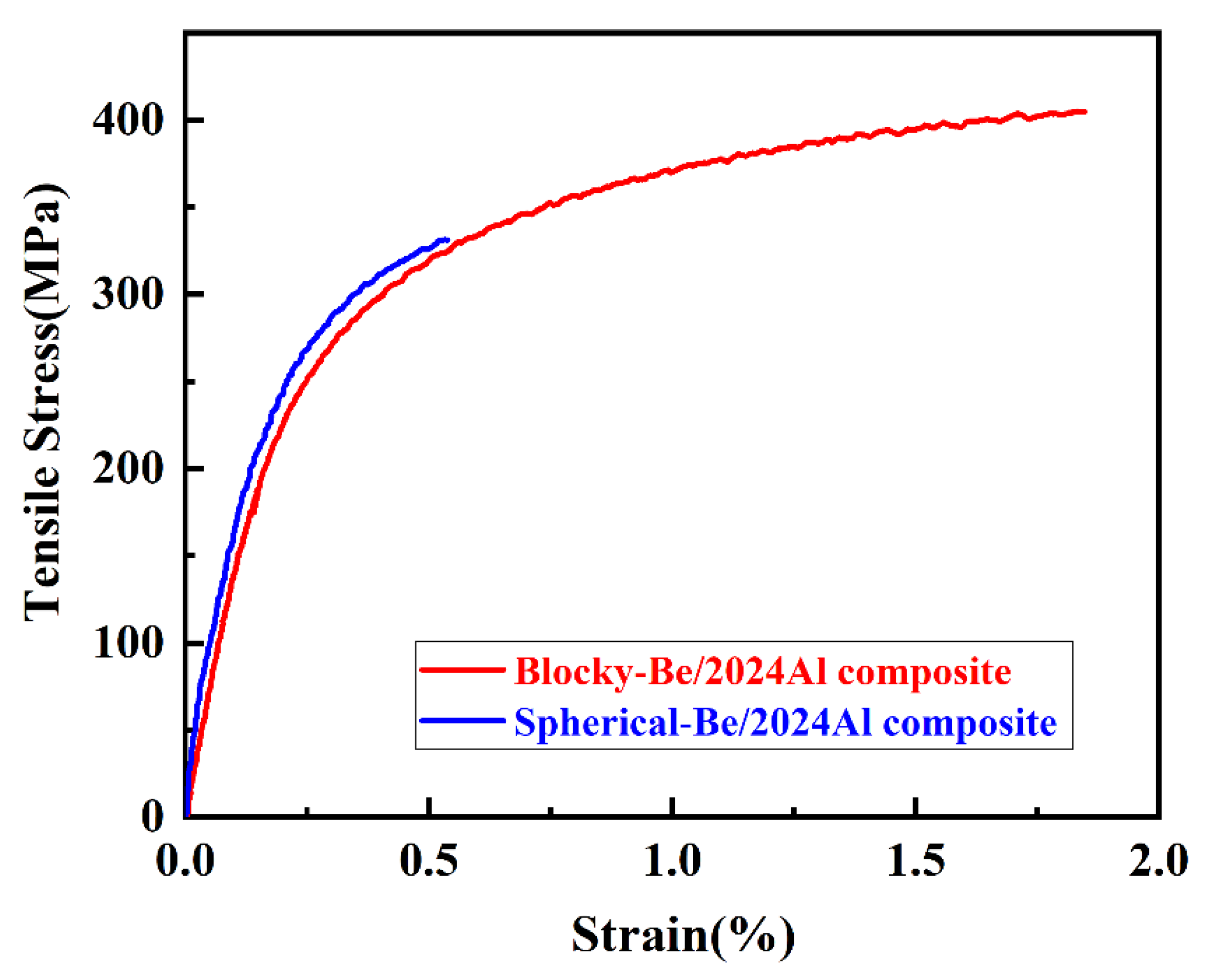
- The microstructures of the blocky-Be/2024Al composites and spherical-Be/2024Al composites prepared by self-exhaust pressure infiltration are uniform and dense. The tensile strength of the blocky-Be/2024Al composite is 405 MPa and the elongation is 1.58%. The tensile strength and elongation of the spherical-Be/2024Al composite are 331 MPa and 0.38%, respectively;
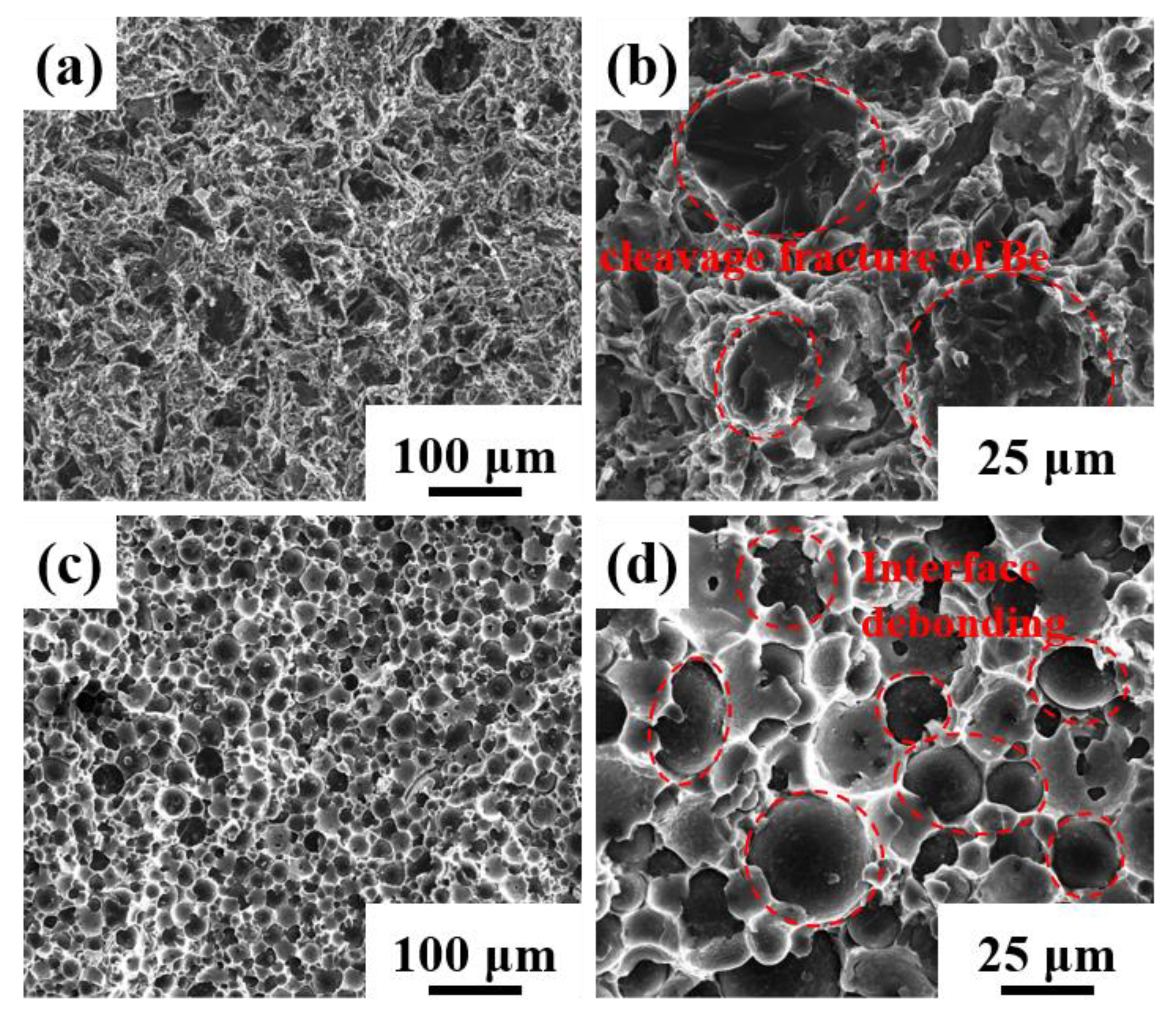
- The tensile fracture modes of the blocky-Be/2024Al composites and spherical-Be/2024Al composites are different. The former shows brittle fracture of beryllium particles and ductile fracture of aluminum, while the latter shows interface debonding;
- The results of FEA simulation show that the interfacial strength of the blocky-Be/2024Al composite is 600 Mpa and that of the spherical-Be/2024Al composite is 330 MPa. The fracture microstructure of the composites is consistent with the simulation results. The difference in strength and fracture mode of the two composites is mainly caused by the difference in interfacial strength, and the morphology of beryllium powder is one of the main reasons for the difference in interface strength;
- The existence of the impurity phase Be4AlFe also affects the mechanical properties of the Be/2024Al composites. The brittle impurity phase Be4AlFe is likely to become a stress concentration point, resulting in premature fracture of the composites during the tensile process and reducing the ductility of the composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Parsonage, T.B.; Benoit, J. Advances in beryllium and AlBeMet optical materials. In Proceedings of the SPIE—Optomechanical Design and Engineering, Seattle, WA, USA, 9 September 2002; Volume 4771, pp. 222–229. [Google Scholar] [CrossRef]
- Russo, M.J. An all-beryllium-aluminum optical system for reconnaissance applications. In Proceedings of the SPIE—The International Society for Optical Engineering, San Diego, CA, USA, 21 August 2009; Volume 7425. [Google Scholar]
- Speer, W.; Es-Said, O.S. Applications of an aluminum–beryllium composite for structural aerospace components. Eng. Fail. Anal. 2004, 11, 895–902. [Google Scholar] [CrossRef]
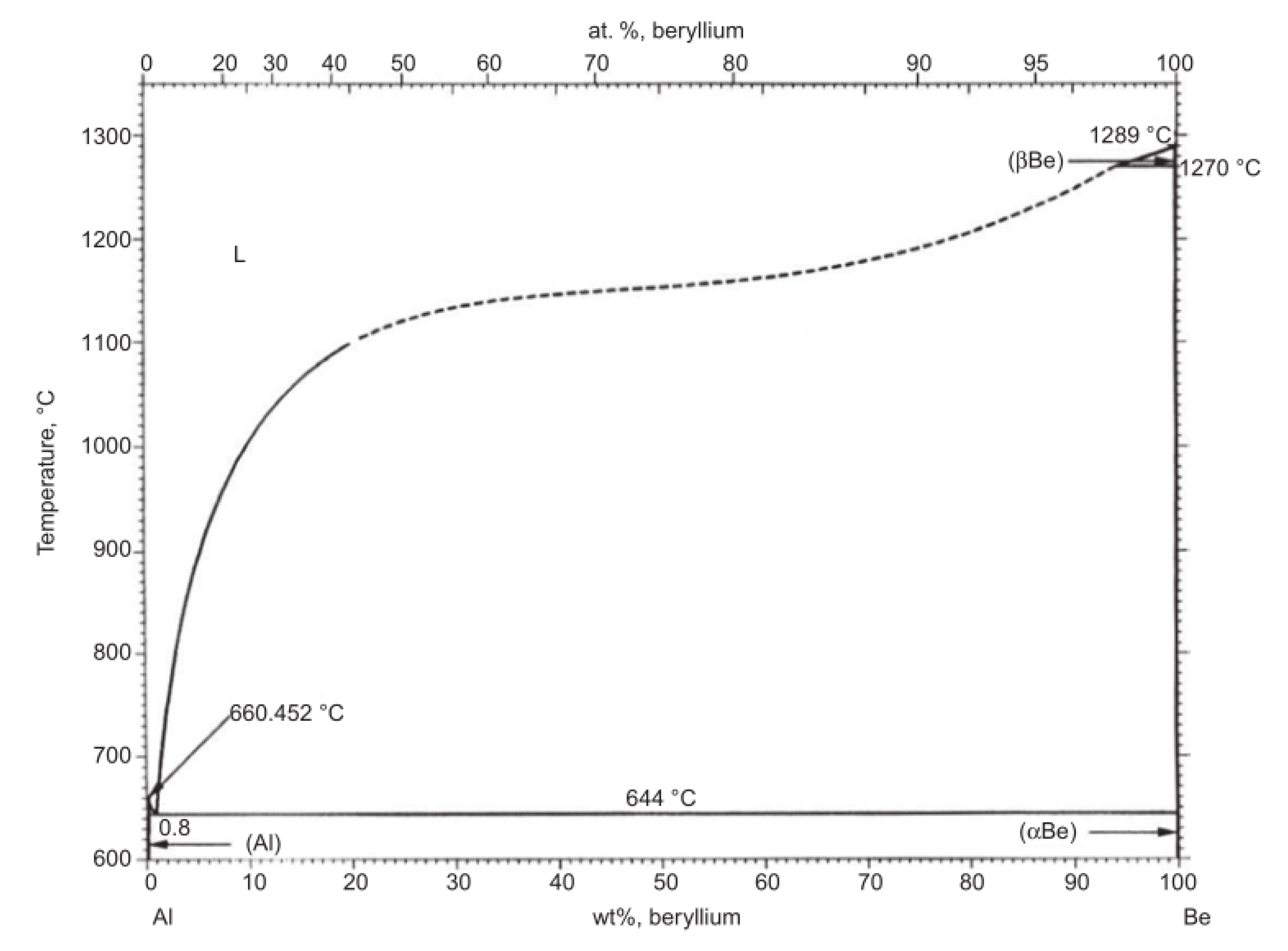
- Murray, J.L.; Kahan, D.J. The Al-Be (Aluminum-Beryllium) system. Bull. Alloy Phase Diagrams 1983, 4, 50–55. [Google Scholar] [CrossRef]
- Gilliland, R.G. Investigation of the Wett-Ability of Various Pure Metals and Alloys and Beryllium; US Atomic Energy Commission: Washington, DC, USA, 1963. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.; Chen, H.; Zhang, M.-X.; Addad, A.; Kong, Y.; Lezaack, M.B.; Gan, W.; Chen, Z.; Ji, G. Break through the strength-ductility trade-off dilemma in aluminum matrix composites via precipitation-assisted interface tailoring. Acta Mater. 2023, 242, 118470. [Google Scholar] [CrossRef]
- Veillère, A.; Sundaramurthy, A.; Heintz, J.-M.; Douin, J.; Lahaye, M.; Chandra, N.; Enders, S.; Silvain, J.-F. Relationship between interphase chemistry and mechanical properties at the scale of micron in Cu–Cr/CF composite. Acta Mater. 2011, 59, 1445–1455. [Google Scholar] [CrossRef]
- Zhu, P.; Zhang, Q.; Qu, S.; Wang, Z.; Gou, H.; Shil’Ko, S.; Kobayashi, E.; Wu, G. Effect of interface structure on thermal conductivity and stability of diamond/aluminum composites. Compos. Part A Appl. Sci. Manuf. 2022, 162, 107161. [Google Scholar] [CrossRef]
- Xie, Z.; Guo, H.; Zhang, X.; Huang, S.; Xie, H.; Mi, X. Tailoring the thermal and mechanical properties of diamond/Cu composites by interface regulation of Cr alloying. Diam. Relat. Mater. 2021, 114, 108309. [Google Scholar] [CrossRef]
- Floyd, D.R.; Lowe, J.N. Beryllium Science and Technology: Volume 2; Springer Science and Business Media: New York, NY, USA, 1979. [Google Scholar]
- Marder, J.M.; Hashiguchi, D.H. Structure and properties of atomized Beryllium powder. Met. Powder Rep. 1989, 44, 50–56. [Google Scholar]
- Berg, L.; Czack, G.; Gras, D.; Koch-Bienemann, E. Gmelin Handbook of Inorganic and Organometallic Chemistry; Springer: Berlin, Germany, 1993; System Number 26. [Google Scholar]
- Xie, Y.; Yin, Y.-J.; Wang, D.-X.; Zhou, J.-X.; Li, J.-Y.; Ji, X.-Y.; Liu, Z.-G.; Shen, X.; Fu, W. Effects of Ag, Co, and Ge additions on microstructure and mechanical properties of Be-Al alloy fabricated by investment casting. China Foundry 2022, 19, 435–442. [Google Scholar] [CrossRef]
- Yu, L.; Wang, J.; Wang, Z.; Qu, F.; Zhou, F.; Lai, X. Sc and Sc–Zr effects on microstructure and mechanical properties of Be–Al alloy. Mater. Sci. Technol. 2017, 34, 480–486. [Google Scholar] [CrossRef]
- Nachtrab, W.T.; Levoy, N.F.; White, R.L., III. Ductile, Light Weight, High Strength Beryllium-Aluminum Cast Composite Alloy. US Patent No. 5417778, 23 May 1995. [Google Scholar]
- Nachtrab, W.T.; Levoy, N.F.; Raftery, K.R. Light Weight, High Strength Beryllium-Aluminum Alloy. US Patent No. 5421916, 6 June 1997. [Google Scholar]
- Nardone, V.C.; Garosshen, T.J. Evaluation of the tensile and fatigue behaviour of a powder metallurgy Beryllium/Aluminium alloy. J. Mater. Sci. 1997, 32, 2549–2557. [Google Scholar] [CrossRef]
- Xu, Q.; Zhang, P.; Yang, L.; Le, G.; He, S.; He, X.; Liu, X.; Wang, W. Microstructure and mechanical properties of Be-Al alloy fabricated by laser solid forming. Mater. Sci. Eng. A 2021, 799, 140335. [Google Scholar] [CrossRef]
- Yu, L.; Wang, W.; Su, B.; Wang, Z.; Qu, F.; Wu, H.; Pu, Z.; Meng, X.; Wang, Q.; Wang, J.; et al. Characterizations on the microstructure and micro-mechanics of cast Be-Al-0.4Sc-0.4Zr alloy prepared by vacuum induction melting. Mater. Sci. Eng. A 2019, 744, 512–524. [Google Scholar] [CrossRef]
- Schuster, G.; Pokross, C. High-Performance Be-Al Casting Alloys. In Light Metals; Springer: Cham, Switzerland, 2013; Volume 2013, pp. 259–264. [Google Scholar]
- Kuang, Z.; Yang, W.; Ju, B.; Xia, Y.; Wang, Z.; Gong, D.; Fu, L.; Wu, Y.; Sun, D.; Wu, G. Achieving ultra-high strength in Be/Al composites by self-exhaust pressure infiltration and hot extrusion process. Mater. Sci. Eng. A 2023, 862, 144473. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, X.; Wang, Q.; Xiao, B.; Ma, Z. Simulations of deformation and damage processes of SiCp/Al composites during tension. J. Mater. Sci. Technol. 2018, 34, 627–634. [Google Scholar] [CrossRef]
- Su, Y.; Ouyang, Q.; Zhang, W.; Li, Z.; Guo, Q.; Fan, G.; Zhang, D. Composite structure modeling and mechanical behavior of particle reinforced metal matrix composites. Mater. Sci. Eng. A 2014, 597, 359–369. [Google Scholar] [CrossRef]
- Zhang, J.; Ouyang, Q.; Guo, Q.; Li, Z.; Fan, G.; Su, Y.; Jiang, L.; Lavernia, E.J.; Schoenung, J.M.; Zhang, D. 3D Microstructure-based finite element modeling of deformation and fracture of SiCp/Al composites. Compos. Sci. Technol. 2016, 123, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Wu, Q.; Xu, W.; Zhang, L. Microstructure-based modelling of fracture of particulate reinforced metal matrix composites. Compos. Part B Eng. 2019, 163, 384–392. [Google Scholar] [CrossRef]
- Chawla, N.; Sidhu, R.; Ganesh, V. Three-dimensional visualization and microstructure-based modeling of deformation in particle-reinforced composites. Acta Mater. 2006, 54, 1541–1548. [Google Scholar] [CrossRef]
- Riaño, L.; Joliff, Y. An Abaqus™ plug-in for the geometry generation of representative volume elements with randomly distributed fibers and interphases. Compos. Struct. 2019, 209, 644–651. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, X.; Zhang, J.; Liang, W.; Zhou, L. Automatic generation of random distribution of fibers in long-fiber-reinforced composites and mesomechanical simulation. Mater. Des. 2011, 32, 885–891. [Google Scholar] [CrossRef]
- Yuan, S.; Yang, Z.; Chen, G. 3D microstructure model and thermal shock failure mechanism of a Si3N4-bonded SiC ceramic refractory with SiC high volume ratio particles. Ceram. Int. 2019, 45, 4219–4229. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. Eng. Fract. Mech. 1983, 21, 541–548. [Google Scholar]
- Cook, J. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar]
- Smith, M. ABAQUS/Standard User’s Manual, Version 6.9; Dassault Systèmes Simulia Corp: Providence, RI, USA, 2009. [Google Scholar]
- Camanho, P.P.; Davila, C.G. Mixed-Mode Decohesion Finite Elements for the Simulation of Delamination in Composite Materials; NASA Center for Aerospace Information (CASI): Hanover, MD, USA, 2002.
- Lyu, D.; Fan, H.; Li, S. A hierarchical multiscale cohesive zone model and simulation of dynamic fracture in metals. Eng. Fract. Mech. 2016, 163, 327–347. [Google Scholar] [CrossRef]
- Qian, J.; Li, S. Application of multiscale cohesive zone model to simulate fracture in polycrystalline solids. J. Eng. Mater. Technol. 2010, 133, 011010. [Google Scholar] [CrossRef]
- Li, S.F.; Zeng, X.; Li, S. Application of a multiscale cohesive zone method to model composite materials. Int. J. Multiscale Comput. Eng. 2012, 10, 391–405. [Google Scholar] [CrossRef]
- Jia, J.Y.; Gu, X.L. Effects of coarse aggregate surface morphology on aggregate-mortar interface strength and mechanical properties of concrete. Constr. Build. Mater. 2021, 294, 123515. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Cu | Mg | Mn | Fe | Si | Zn | Cr | Ni | Ti | Al | Be |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Blocky Be | 0.005 | <0.003 | 0.023 | 0.199 | 0.015 | <0.003 | 0.032 | 0.007 | -- | 0.023 | Bal. |
| Spherical Be | 0.003 | 0.034 | 0.044 | 0.292 | 0.044 | -- | -- | 0.038 | -- | 1.100 | Bal. |
| 2024Al | 4.89 | 1.57 | 0.64 | 0.15 | 0.20 | 0.19 | 0.01 | -- | 0.04 | Bal. | -- |
| A (MPa) | B (MPa) | n | D1 | D2 | D3 |
|---|---|---|---|---|---|
| 185 | 2631 | 0.78 | 0.13 | 0.13 | −1.5 |
| Properties | Be | 2024Al |
|---|---|---|
| Density (g/cm3), ρ | 1.85 | 2.77 |
| Young’s modulus (GPa), E | 300 | 70 |
| Poisson’s ratio, ν | 0.03 | 0.33 |
| Tensile strength (MPa), σUTS | 505 | 289 |
| Yield stress (MPa), σYS | 419 | 185 |
| Samples | Brinell Hardness (HB) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| Spherical-Be/2024Al | 157.1 ± 2.15 | 331 ± 11.2 | 299 ± 8.5 | 0.38 ± 0.11 |
| Block-Be/2024Al | 148.2 ± 3.43 | 405 ± 9.3 | 297 ± 7.9 | 1.58 ± 0.22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuang, Z.; Xia, Y.; Chen, G.; Sun, D.; Ju, B.; Wu, P.; Yang, W.; Wu, G. Effect of Interfacial Strength on Mechanical Behavior of Be/2024Al Composites by Pressure Infiltration. Materials 2023, 16, 752. https://doi.org/10.3390/ma16020752
Kuang Z, Xia Y, Chen G, Sun D, Ju B, Wu P, Yang W, Wu G. Effect of Interfacial Strength on Mechanical Behavior of Be/2024Al Composites by Pressure Infiltration. Materials. 2023; 16(2):752. https://doi.org/10.3390/ma16020752
Chicago/Turabian StyleKuang, Zeyang, Yixiao Xia, Guoqin Chen, Dongli Sun, Boyu Ju, Ping Wu, Wenshu Yang, and Gaohui Wu. 2023. "Effect of Interfacial Strength on Mechanical Behavior of Be/2024Al Composites by Pressure Infiltration" Materials 16, no. 2: 752. https://doi.org/10.3390/ma16020752
APA StyleKuang, Z., Xia, Y., Chen, G., Sun, D., Ju, B., Wu, P., Yang, W., & Wu, G. (2023). Effect of Interfacial Strength on Mechanical Behavior of Be/2024Al Composites by Pressure Infiltration. Materials, 16(2), 752. https://doi.org/10.3390/ma16020752