
A Review of Particle Size Analysis with X-ray CT


Abstract
:1. Introduction

- What materials and particle sizes have been analysed with this method?
- What are the options for sample preparation, and are they influenced by the particles to be measured?
- What influence does the image processing methodology have on the results?
- Where are the limits of the method in terms of material suitability and particle size range?
1.1. History of Particle Analysis with X-ray CT
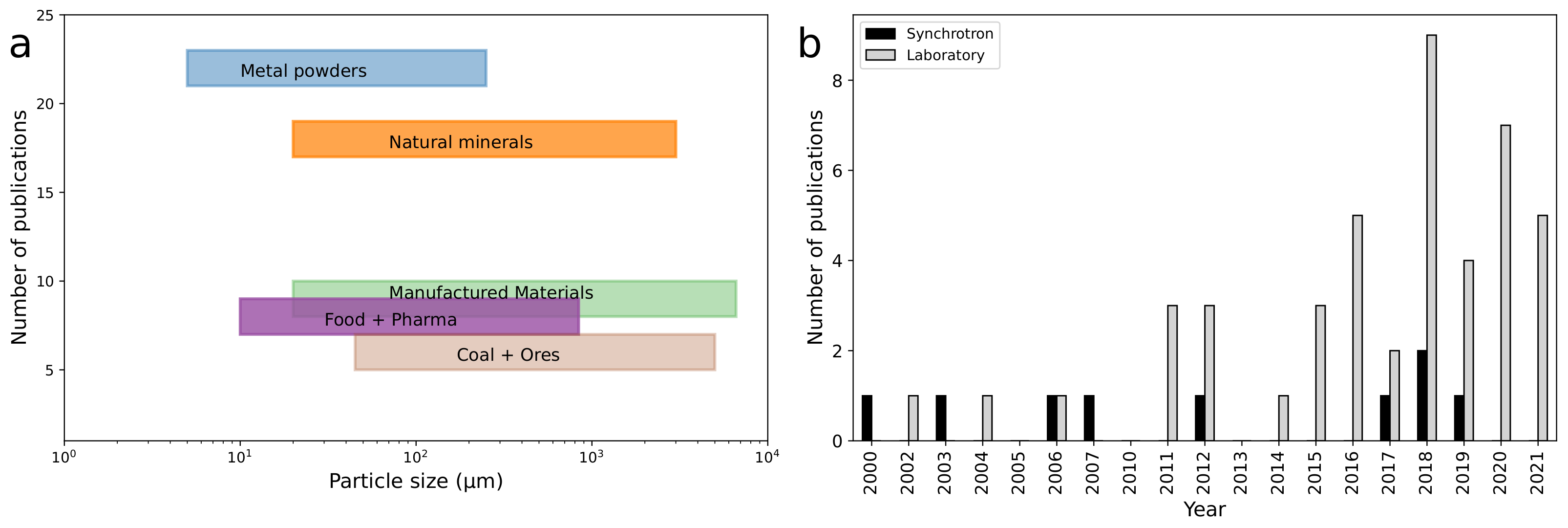
1.2. Summary of Materials Examined
1.3. Particle Size Ranges
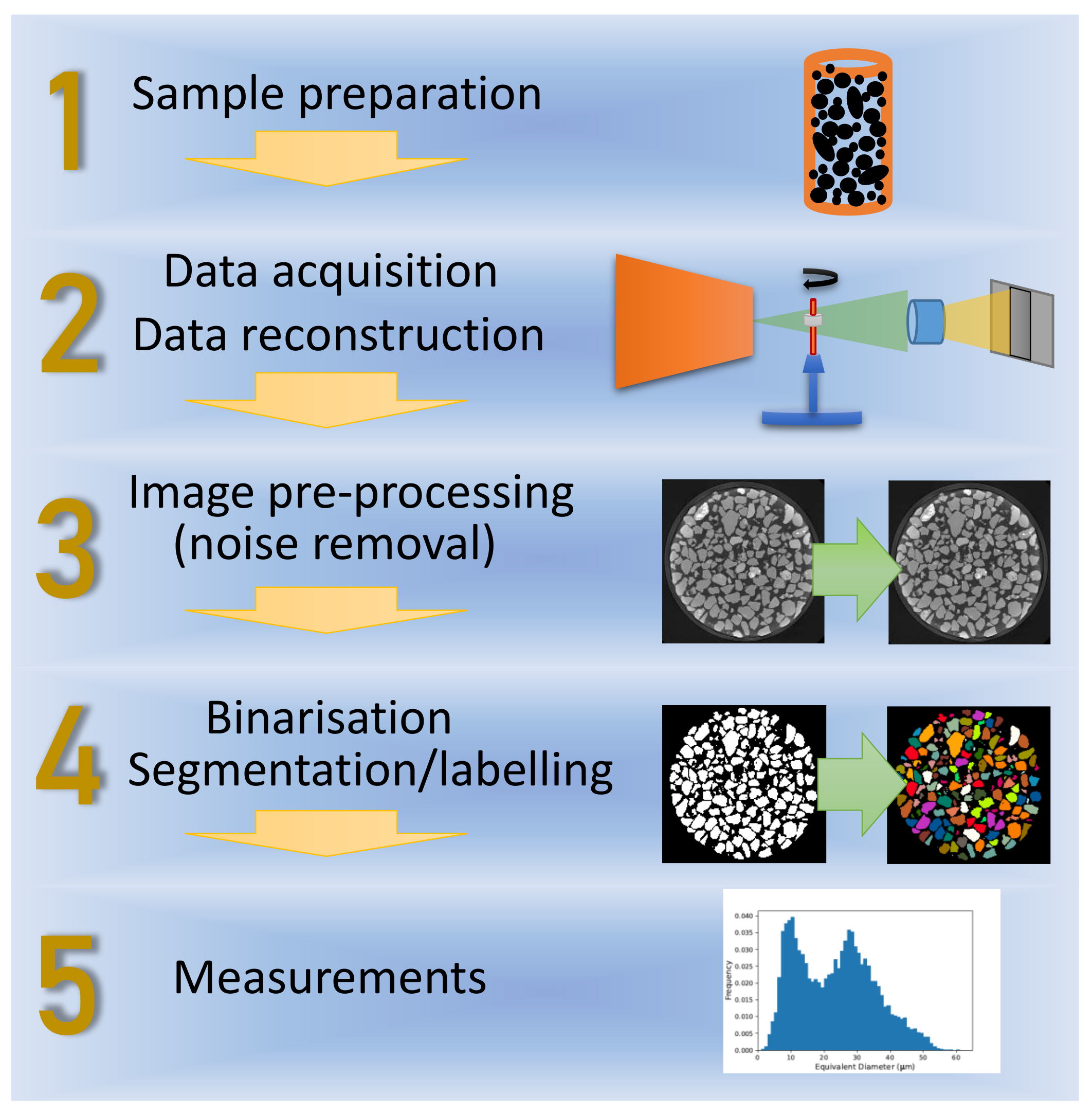
2. Scanning Protocol for Particle Size Analysis
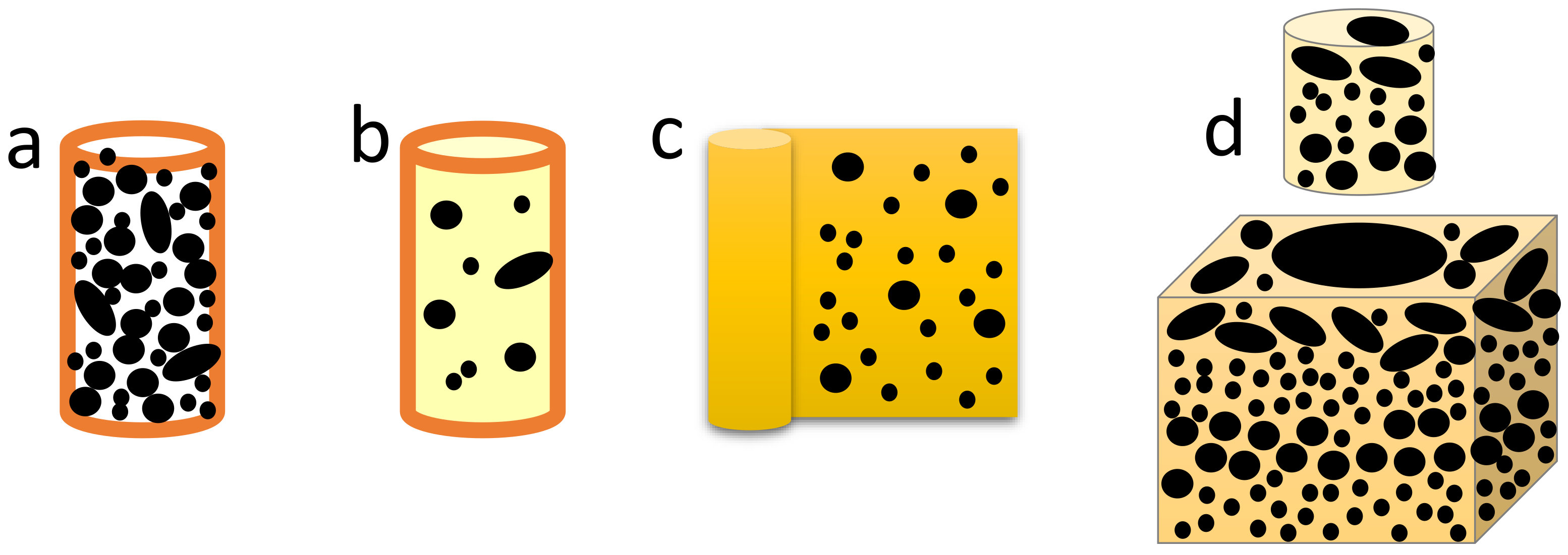
2.1. Step 1: Sample Preparation
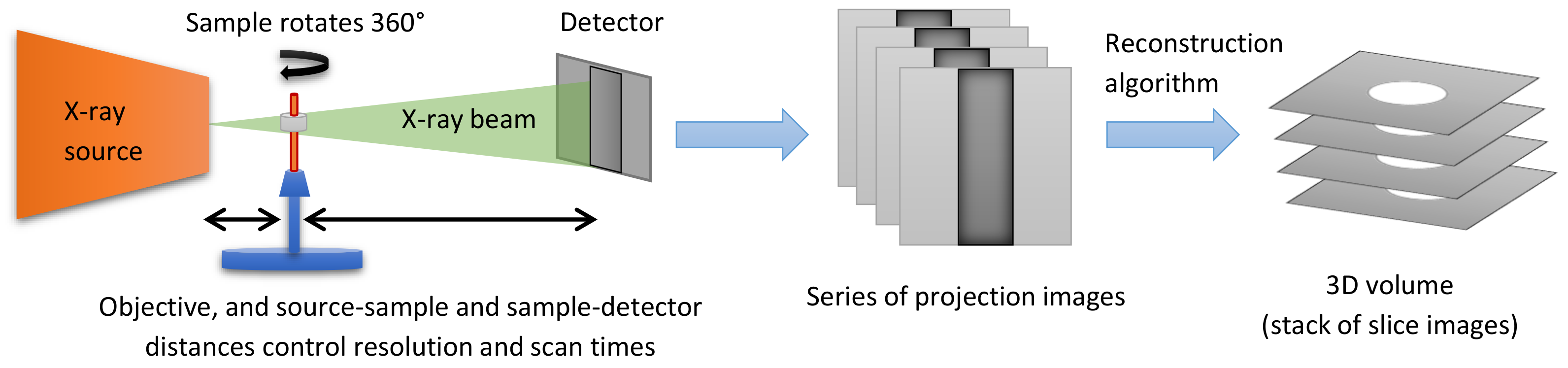
2.2. Step 2: Data Acquisition and Reconstruction
2.3. Step 3: Image Pre-Processing
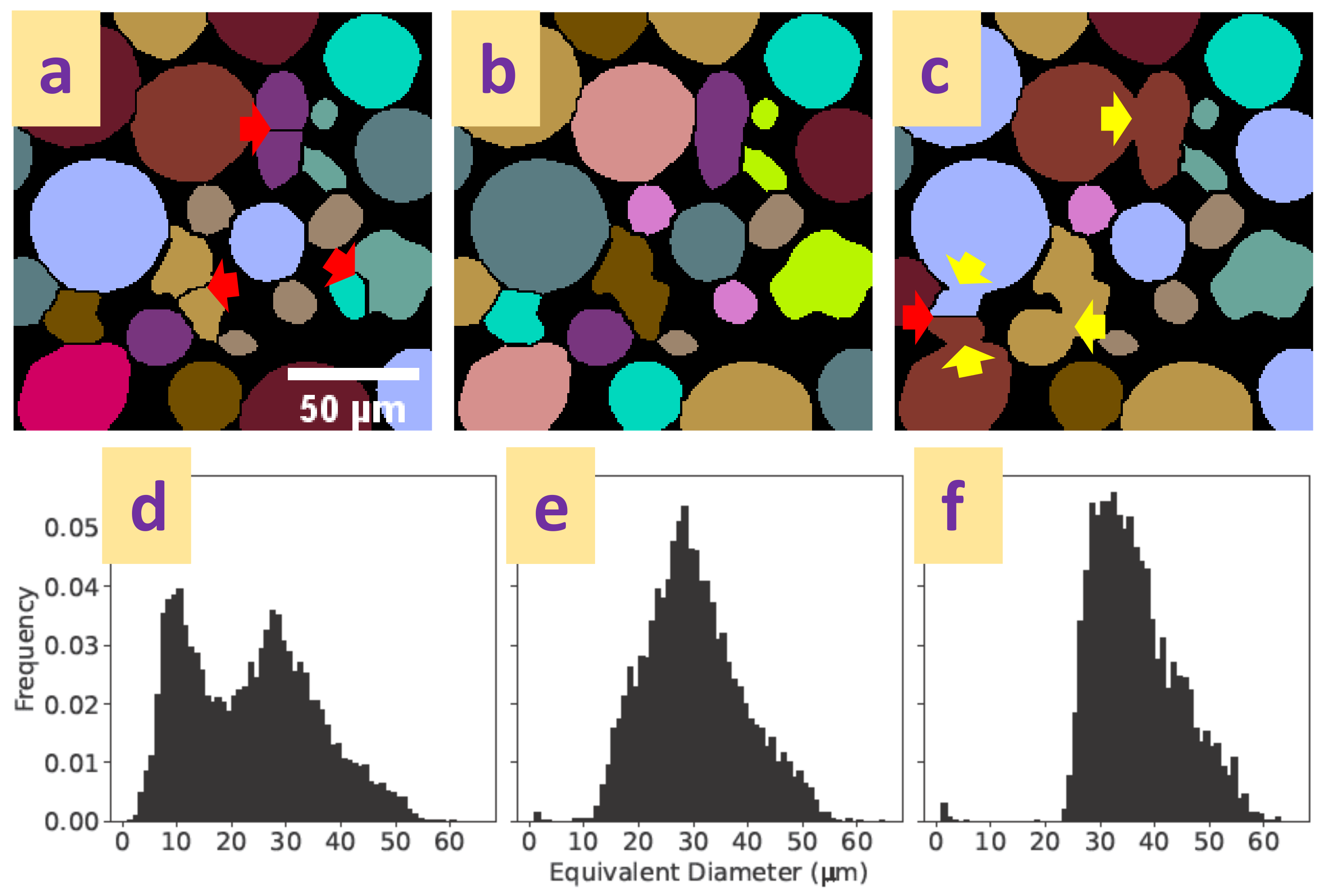
2.4. Step 4: Image Binarisation and Segmentation
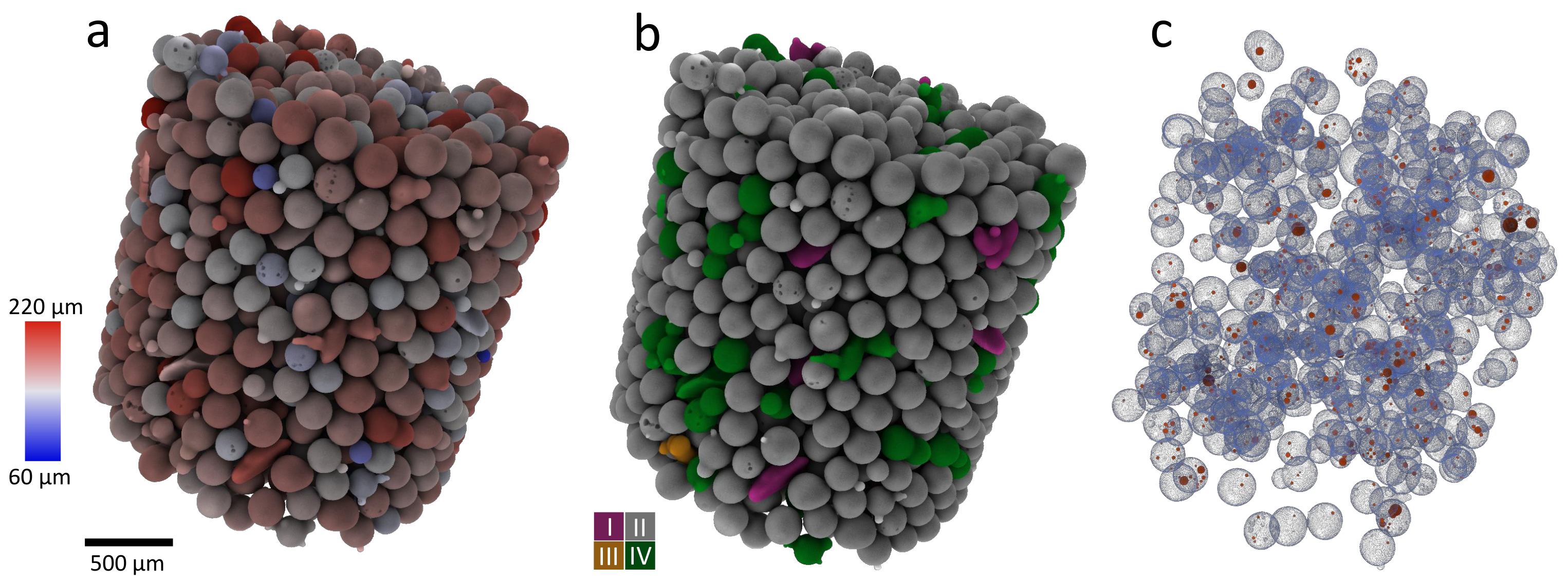
2.5. Step 5: Measurements and Quantification

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sketch | Measure | Methods of Calculation |
|---|---|---|
 | Volume | Counting of all voxels belonging to a particle [89], integral over SH functions [87], integral over the surface covered by a mesh [90]. |
 | Surface Area | Counting all faces of surface voxels, estimation of the surface area [84,85], measuring a surface mesh (marching cubes [90]), or calculated from the SH functions [87]. |
 | Three dimensions of the particle—length (L), width (W), and breadth (B) (also called depth or thickness). These are mutually orthogonal and L ≥ W ≥ B | Derived from the moments of inertia (with mass represented by voxel intensity) [52,87], edge length of the smallest box that contains the particle [91,92], searching the SH parameters [52], or by calculating length as the maximum Feret [93] or caliper diameter, the maximum distance between two tangential planes of the particle surface and finding W and B orthogonally [94]. |
 | Position of the particle within the dataset | Centroid (centre of mass) position [89], as the origin of a square box containing the particle, or as the first point of the particle encountered in the searching direction. |
 | Orientation of principal axes, , | Principal axis orientation derived from moments of inertia (or volume) tensor [87]. |
 | Local Thickness | The diameter of the largest sphere that fits inside the particle at a local point. [95]. The local thickness differs from the total thickness especially in cases of porous or cup-shaped particles. |
 | Equivalent Diameter of a sphere of the same volume as the particle | Derived measure from volume (V): Equivalent diameter |
 | Sphericity measures between 0 and 1, and shows how closely the shape matches a perfect sphere | Derived measure from volume (V) and surface area (A): Sphericity |
3. Outlook and Limits of the Method
3.1. Limits of Particle Size and Resolution
3.2. Limits of Material Suitability
3.3. Outlook and Future Developments
4. Conclusions
- 1
- Particle characterisation with X-ray CT has become a widely used method over the last 20 years.
- 2
- The advantages of X-ray CT are the ease of sample preparation, and the available measures of the 3D size and morphology of the particles, as well as internal features such as intra-particle porosity and sample heterogeneity.
- 3
- Since each X-ray CT scan typically encompasses tens of thousands of particles, it is easy to achieve statistically significant results.
- 4
- Modern sub-micrometre X-ray CT systems are able to scan particles as small as 5 µm, or potentially as small as 2 to 3 µm, if the particles are spaced apart.
- 5
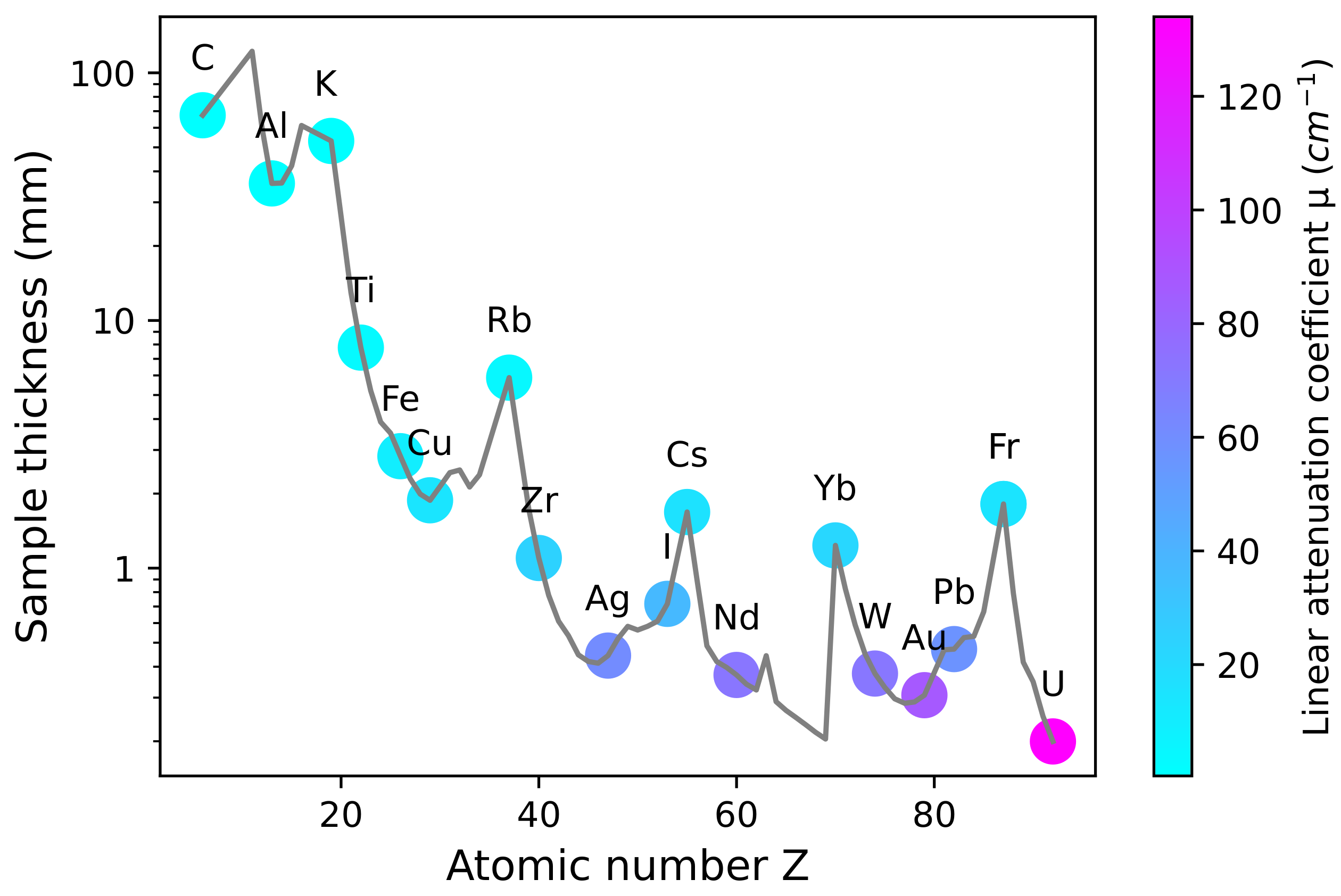
- Using theoretical approximations, we have shown that X-ray CT is suitable for characterising materials with atomic numbers up to Z = 40 when the sample is prepared in form of loose particles in a capillary.
- 6
- Materials with an atomic number greater than 40 need special sample preparation methods such as diluting in epoxy in order to achieve enough X-ray transmission from a typical laboratory source.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Seidler, G.T.; Martinez, G.; Seeley, L.H.; Kim, K.H.; Behne, E.A.; Zaranek, S.; Chapman, B.D.; Heald, S.M.; Brewe, D.L. Granule-by-granule reconstruction of a sandpile from x-ray microtomography data. Phys. Rev. E Stat. Physics Plasmas Fluids Relat. Interdiscip. Top. 2000, 62, 8175–8181. [Google Scholar] [CrossRef] [PubMed]
- Garboczi, E. Three-dimensional mathematical analysis of particle shape using X-ray tomography and spherical harmonics: Application to aggregates used in concrete. Cem. Concr. Res. 2002, 32, 1621–1638. [Google Scholar] [CrossRef]
- Lame, O.; Bellet, D.; Michiel, M.D.; Bouvard, D. In situ microtomography investigation of metal powder compacts during sintering. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2003, 200, 287–294. [Google Scholar] [CrossRef]
- Miller, J.D.; Lin, C.L. Three-dimensional analysis of particulates in mineral processing systems by cone beam X-ray microtomography. Min. Metall. Explor. 2004, 21, 113–124. [Google Scholar] [CrossRef]
- Aste, T.; Saadatfar, M.; Senden, T.J. Geometrical structure of disordered sphere packings. Phys. Rev. E 2005, 71, 061302. [Google Scholar] [CrossRef]
- Thompson, K.E.; Willson, C.S.; Zhang, W. Quantitative computer reconstruction of particulate materials from microtomography images. Powder Technol. 2006, 163, 169–182. [Google Scholar] [CrossRef]
- Erdoğan, S.; Garboczi, E.; Fowler, D. Shape and size of microfine aggregates: X-ray microcomputed tomography vs. laser diffraction. Powder Technol. 2007, 177, 53–63. [Google Scholar] [CrossRef]
- Ahsan, M.N.; Pinkerton, A.J.; Moat, R.J.; Shackleton, J. A comparative study of laser direct metal deposition characteristics using gas and plasma-atomized Ti–6Al–4V powders. Mater. Sci. Eng. A 2011, 528, 7648–7657. [Google Scholar] [CrossRef]
- Dann, R.; Turner, M.; Close, M.; Knackstedt, M. Multi-scale characterisation of coastal sand aquifer media for contaminant transport using X-ray computed tomography. Environ. Earth Sci. 2011, 63, 1125–1137. [Google Scholar] [CrossRef]
- Redenbach, C.; Ohser-Wiedemann, R.; Löffler, R.; Bernthaler, T.; Nagel, A. Characterization of Powders using Micro Computed Tomography. Part. Part. Syst. Charact. 2011, 28, 3–12. [Google Scholar] [CrossRef]
- Andò, E.; Hall, S.A.; Viggiani, G.; Desrues, J.; Bésuelle, P. Grain-scale experimental investigation of localised deformation in sand: A discrete particle tracking approach. Acta Geotech. 2012, 7, 1–13. [Google Scholar] [CrossRef]
- Chawanji, A.; Baldwin, A.; Brisson, G.; Webster, E. Use of X-ray micro tomography to study the microstructure of loose-packed and compacted milk powders. J. Microsc. 2012, 248, 49–57. [Google Scholar] [CrossRef]
- Fonseca, J.; O’Sullivan, C.; Coop, M.; Lee, P. Non-invasive characterization of particle morphology of natural sands. Soils Found. 2012, 52, 712–722. [Google Scholar] [CrossRef]
- Willson, C.S.; Lu, N.; Likos, W.J. Quantification of Grain, Pore, and Fluid Microstructure of Unsaturated Sand from X-Ray Computed Tomography Images. Geotech. Test. J. 2012, 35, 1–13. [Google Scholar] [CrossRef]
- Andò, E.; Viggiani, G.; Hall, S.A.; Desrues, J. Experimental micro-mechanics of granular media studied by x-ray tomography: Recent results and challenges. Géotech. Lett. 2013, 3, 142–146. [Google Scholar] [CrossRef]
- Cottrino, S.; Jorand, Y.; Maire, E.; Adrien, J. Characterization by X-ray tomography of granulated alumina powder during in situ die compaction. Mater. Charact. 2013, 81, 111–123. [Google Scholar] [CrossRef]
- Schaller, F.M.; Neudecker, M.; Saadatfar, M.; Delaney, G.; Mecke, K.; Schröder-Turk, G.E.; Schröter, M. Tomographic analysis of jammed ellipsoid packings. AIP Conf. Proc. 2013, 1542, 377–380. [Google Scholar] [CrossRef]
- Fonseca, J.; Sim, W.; Shire, T.; O’Sullivan, C. Microstructural analysis of sands with varying degrees of internal stability. Géotechnique 2014, 64, 405–411. [Google Scholar] [CrossRef]
- Slotwinski, J.A.; Garboczi, E.J.; Stutzman, P.E.; Ferraris, C.F.; Watson, S.S.; Peltz, M.A. Characterization of Metal Powders Used for Additive Manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 460. [Google Scholar] [CrossRef]
- Devarrewaere, W.; Foqué, D.; Heimbach, U.; Cantre, D.; Nicolai, B.; Nuyttens, D.; Verboven, P. Quantitative 3D Shape Description of Dust Particles from Treated Seeds by Means of X-ray Micro-CT. Environ. Sci. Technol. 2015, 49, 7310–7318. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Zhao, H.; Léonard, F.; Derguti, F.; Todd, I.; Prangnell, P. XCT analysis of the influence of melt strategies on defect population in Ti–6Al–4V components manufactured by Selective Electron Beam Melting. Mater. Charact. 2015, 102, 47–61. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, C.; Miller, J. Improved 3D image segmentation for X-ray tomographic analysis of packed particle beds. Miner. Eng. 2015, 83, 185–191. [Google Scholar] [CrossRef]
- Heim, K.; Bernier, F.; Pelletier, R.; Lefebvre, L.P. High resolution pore size analysis in metallic powders by X-ray tomography. Case Stud. Nondestruct. Test. Eval. 2016, 6, 45–52. [Google Scholar] [CrossRef]
- Pashminehazar, R.; Kharaghani, A.; Tsotsas, E. Three dimensional characterization of morphology and internal structure of soft material agglomerates produced in spray fluidized bed by X-ray tomography. Powder Technol. 2016, 300, 46–60. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, C.; Miller, J. 3D image segmentation for analysis of multisize particles in a packed particle bed. Powder Technol. 2016, 301, 160–168. [Google Scholar] [CrossRef]
- Zhao, B.; Wang, J. 3D quantitative shape analysis on form, roundness, and compactness with μCT. Powder Technol. 2016, 291, 262–275. [Google Scholar] [CrossRef]
- Zhou, B.; Wang, J. Generation of a realistic 3D sand assembly using X-ray micro-computed tomography and spherical harmonic-based principal component analysis. Int. J. Numer. Anal. Methods Geomech. 2017, 41, 93–109. [Google Scholar] [CrossRef]
- Cunningham, R.; Narra, S.P.; Montgomery, C.; Beuth, J.; Rollett, A.D. Synchrotron-Based X-ray Microtomography Characterization of the Effect of Processing Variables on Porosity Formation in Laser Power-Bed Additive Manufacturing of Ti-6Al-4V. JOM 2017, 69, 479–484. [Google Scholar] [CrossRef]
- Garboczi, E.; Bullard, J. 3D analytical mathematical models of random star-shape particles via a combination of X-ray computed microtomography and spherical harmonic analysis. Adv. Powder Technol. 2017, 28, 325–339. [Google Scholar] [CrossRef]
- Garboczi, E.; Riding, K.; Mirzahosseini, M. Particle shape effects on particle size measurement for crushed waste glass. Adv. Powder Technol. 2017, 28, 648–657. [Google Scholar] [CrossRef] [Green Version]
- Grell, W.; Solis-Ramos, E.; Clark, E.; Lucon, E.; Garboczi, E.; Predecki, P.; Loftus, Z.; Kumosa, M. Effect of powder oxidation on the impact toughness of electron beam melting Ti-6Al-4V. Addit. Manuf. 2017, 17, 123–134. [Google Scholar] [CrossRef]
- Bernier, F.; Tahara, R.; Gendron, M. Additive manufacturing powder feedstock characterization using X-ray tomography. Met. Powder Rep. 2018, 73, 158–162. [Google Scholar] [CrossRef]
- Chen, G.; Zhou, Q.; Zhao, S.; Yin, J.; Tan, P.; Li, Z.; Ge, Y.; Wang, J.; Tang, H. A pore morphological study of gas-atomized Ti-6Al-4V powders by scanning electron microscopy and synchrotron X-ray computed tomography. Powder Technol. 2018, 330, 425–430. [Google Scholar] [CrossRef]
- Chen, G.; Zhao, S.; Tan, P.; Wang, J.; Xiang, C.; Tang, H. A comparative study of Ti-6Al-4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization. Powder Technol. 2018, 333, 38–46. [Google Scholar] [CrossRef]
- du Plessis, A.; Sperling, P.; Beerlink, A.; du Preez, W.B.; le Roux, S.G. Standard method for microCT-based additive manufacturing quality control 4: Metal powder analysis. MethodsX 2018, 5, 1336–1345. [Google Scholar] [CrossRef]
- Karatza, Z.; Andò, E.; Papanicolopulos, S.A.; Ooi, J.Y.; Viggiani, G. Evolution of deformation and breakage in sand studied using X-ray tomography. Géotechnique 2018, 68, 107–117. [Google Scholar] [CrossRef]
- Mostafaei, A.; Hilla, C.; Stevens, E.L.; Nandwana, P.; Elliott, A.M.; Chmielus, M. Comparison of characterization methods for differently atomized nickel-based alloy 625 powders. Powder Technol. 2018, 333, 180–192. [Google Scholar] [CrossRef]
- Rozendaal, A.; Le Roux, S.; du Plessis, A.; Philander, C. Grade and product quality control by microCT scanning of the world class Namakwa Sands Ti-Zr placer deposit West Coast, South Africa: An orientation study. Miner. Eng. 2018, 116, 152–162. [Google Scholar] [CrossRef]
- Safonov, I.; Yakimchuk, I.; Abashkin, V. Algorithms for 3D Particles Characterization Using X-Ray Microtomography in Proppant Crush Test. J. Imaging 2018, 4, 134. [Google Scholar] [CrossRef]
- Sinico, M.; Ametova, E.; Witvrouw, A.; Dewulf, W. Characterization of AM Metal Powder with an Industrial Microfocus CT: Potential and Limitations; American Society for Precision Engineering: Albany, NY, USA, 2018; Volume 69. [Google Scholar]
- Su, D.; Yan, W. 3D characterization of general-shape sand particles using microfocus X-ray computed tomography and spherical harmonic functions, and particle regeneration using multivariate random vector. Powder Technol. 2018, 323, 8–23. [Google Scholar] [CrossRef]
- Zhou, B.; Wang, J.; Wang, H. Three-dimensional sphericity, roundness and fractal dimension of sand particles. Géotechnique 2018, 68, 18–30. [Google Scholar] [CrossRef]
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; Saiz, D.J.; Jared, B.H. Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit. Manuf. 2019, 25, 84–103. [Google Scholar] [CrossRef]
- Karatza, Z.; Andò, E.; Papanicolopulos, S.A.; Viggiani, G.; Ooi, J.Y. Effect of particle morphology and contacts on particle breakage in a granular assembly studied using X-ray tomography. Granul. Matter 2019, 21, 44. [Google Scholar] [CrossRef]
- Pelletier, R.; Bernier, F.; Charbonneau, C. Quantification of contaminants in 3D printing metal powders using microfocus x-ray tomography. In Proceedings of the International Conference on Powder metallurgy and Particulate Materials (POWDERMET2019), Phoenix, AR, USA, 23–26 June 2019; International Conference on Powder metallurgy and Particulate Materials (POWDERMET2019), Additive Manufacturing with Powder Metallurgy (AMPA2019); APMI International: Plainsboro, NJ, USA, 2019. [Google Scholar]
- Thiede, T.; Mishurova, T.; Evsevleev, S.; Serrano-Munoz, I.; Gollwitzer, C.; Bruno, G. 3D Shape Analysis of Powder for Laser Beam Melting by Synchrotron X-ray CT. Quantum Beam Sci. 2019, 3, 3. [Google Scholar] [CrossRef]
- Wang, P.; Karatza, Z.; Arson, C. DEM modelling of sequential fragmentation of zeolite granules under oedometric compression based on XCT observations. Powder Technol. 2019, 347, 66–75. [Google Scholar] [CrossRef]
- Zheng, K.H.; Qiu, B.J.; Li, J.P.; Gao, K.D. 3D XCT Mesostructure Characterization and Image-Based Discrete Element (DE) Modelling of Failure Patterns in Coal Gangue Particles (CGPs). Complexity 2019, 2019, 4021368. [Google Scholar] [CrossRef]
- Cuesta Cano, A.; Van Stappen, J.F.; Wolterbeek, T.K.; Hangx, S.J. Uniaxial compaction of sand using 4D X-ray tomography: The effect of mineralogy on grain-scale compaction mechanisms. Mater. Today Commun. 2021, 26, 101881. [Google Scholar] [CrossRef]
- Feng, Z.K.; Xu, W.J.; Lubbe, R. Three-dimensional morphological characteristics of particles in nature and its application for DEM simulation. Powder Technol. 2020, 364, 635–646. [Google Scholar] [CrossRef]
- Gajjar, P.; Styliari, I.; Nguyen, T.; Carr, J.; Chen, X.; Elliott, J.; Hammond, R.; Burnett, T.; Roberts, K.; Withers, P.; et al. 3D characterisation of dry powder inhaler formulations: Developing X-ray micro computed tomography approaches. Eur. J. Pharm. Biopharm. 2020, 151, 32–44. [Google Scholar] [CrossRef]
- Garboczi, E.; Hrabe, N. Particle shape and size analysis for metal powders used for additive manufacturing: Technique description and application to two gas-atomized and plasma-atomized Ti64 powders. Addit. Manuf. 2020, 31, 100965. [Google Scholar] [CrossRef]
- Leißner, T.; Diener, A.; Löwer, E.; Ditscherlein, R.; Krüger, K.; Kwade, A.; Peuker, U. 3D ex-situ and in-situ X-ray CT process studies in particle technology—A perspective. Adv. Powder Technol. 2020, 31, 78–86. [Google Scholar] [CrossRef]
- Nie, J.Y.; Li, D.Q.; Cao, Z.J.; Zhou, B.; Zhang, A.J. Probabilistic characterization and simulation of realistic particle shape based on sphere harmonic representation and Nataf transformation. Powder Technol. 2020, 360, 209–220. [Google Scholar] [CrossRef]
- Turner, T.D.; Gajjar, P.; Fragkopoulos, I.S.; Carr, J.; Nguyen, T.T.H.; Hooper, D.; Clarke, F.; Dawson, N.; Withers, P.J.; Roberts, K.J. Measuring the Particle Packing of l-Glutamic Acid Crystals through X-ray Computed Tomography for Understanding Powder Flow and Consolidation Behavior. Cryst. Growth Des. 2020, 20, 4252–4263. [Google Scholar] [CrossRef]
- Fei, W.; Narsilio, G.; van der Linden, J.; Disfani, M.; Miao, X.; Yang, B.; Afshar, T. X-ray computed tomography images and network data of sands under compression. Data Brief 2021, 36, 107122. [Google Scholar] [CrossRef]
- Gajjar, P.; Nguyen, T.T.H.; Sun, J.; Styliari, I.D.; Bale, H.; McDonald, S.A.; Burnett, T.L.; Tordoff, B.; Lauridsen, E.; Hammond, R.B.; et al. Crystallographic tomography and molecular modelling of structured organic polycrystalline powders. CrystEngComm 2021, 23, 2520–2531. [Google Scholar] [CrossRef]
- Hebert, R.J.; Sun, Y.; Aindow, M.; Garboczi, E.J. Three-dimensional particle size, shape, and internal porosity characterization: Application to five similar titanium alloy (Ti–6Al–4V) powders and comparison to two-dimensional measurements. Addit. Manuf. 2021, 44, 102060. [Google Scholar] [CrossRef]
- Zhang, C.; Zhao, S.; Zhao, J.; Zhou, X. Three-dimensional Voronoi analysis of realistic grain packing: An XCT assisted set Voronoi tessellation framework. Powder Technol. 2021, 379, 251–264. [Google Scholar] [CrossRef]
- Zhou, X.; Dai, N.; Cheng, X.; Thompson, A.; Leach, R. Three-dimensional characterization of powder particles using X-ray computed tomography. Addit. Manuf. 2021, 40, 101913. [Google Scholar] [CrossRef]
- Whiting, J.G.; Garboczi, E.J.; Tondare, V.N.; Scott, J.H.J.; Donmez, M.A.; Moylan, S.P. A comparison of particle size distribution and morphology data acquired using lab-based and commercially available techniques: Application to stainless steel powder. Powder Technol. 2022, 396, 648–662. [Google Scholar] [CrossRef]
- Weis, S.; Schröter, M. Analyzing X-ray tomographies of granular packings. Rev. Sci. Instruments 2017, 88, 051809. [Google Scholar] [CrossRef] [Green Version]
- Withers, P.J.; Bouman, C.; Carmignato, S.; Cnudde, V.; Grimaldi, D.; Hagen, C.K.; Maire, E.; Manley, M.; Du Plessis, A.; Stock, S.R. X-ray computed tomography. Nat. Rev. Methods Prim. 2021, 1, 18. [Google Scholar] [CrossRef]
- Du Plessis, A.; Yadroitsev, I.; Yadroitsava, I.; Le Roux, S.G. X-Ray Microcomputed Tomography in Additive Manufacturing: A Review of the Current Technology and Applications. 3D Print. Addit. Manuf. 2018, 5, 227–247. [Google Scholar] [CrossRef]
- Thompson, A.; Maskery, I.; Leach, R.K. X-ray computed tomography for additive manufacturing: A review. Meas. Sci. Technol. 2016, 27, 072001. [Google Scholar] [CrossRef]
- Zingg, T. Beitrag Zur Schotteranalyse; Leemann: Zurich, Switzerland, 1935. [Google Scholar]
- Hounsfield, G.N. Computerized transverse axial scanning (tomography). 1. Description of system. Br. J. Radiol. 1973, 46, 1016–1022. [Google Scholar] [CrossRef] [PubMed]
- Carmignato, S.; Dewulf, W.; Leach, R.K. Industrial X-ray Computed Tomography; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Stock, S.R. Recent advances in X-ray microtomography applied to materials. Int. Mater. Rev. 2008, 53, 129–181. [Google Scholar] [CrossRef]
- Maire, E.; Withers, P.J. Quantitative X-ray tomography. Int. Mater. Rev. 2014, 59, 1–43. [Google Scholar] [CrossRef]
- Buzug, T. Computed Tomography; Springer: Berlin, Germany, 2008. [Google Scholar]
- Feldkamp, L.A.; Davis, L.C.; Kress, J.W. Practical cone-beam algorithm. J. Opt. Soc. Am. A 1984, 1, 612–619. [Google Scholar] [CrossRef]
- Kennedy, S.K.; Dalley, A.M.; Kotyk, G.J. Additive Manufacturing: Assessing Metal Powder Quality Through Characterizing Feedstock and Contaminants. J. Mater. Eng. Perform. 2019, 28, 728–740. [Google Scholar] [CrossRef]
- Kantzos, P.T.; Bonacuse, P.J.; Telesman, J.; Gabb, T.P.; Barrie, R.L.; Banik, A. Effect of powder cleanliness on the fatigue behaviour of powder metallurgy Ni-disk alloy UDIMET 720. In Superalloys; TMS: Warrendale, PA, USA, 2004; pp. 409–417. [Google Scholar] [CrossRef]
- Zheng, J.; Sun, Q.; Zheng, H.; Wei, D.; Li, Z.; Gao, L. Three-dimensional particle shape characterizations from half particle geometries. Powder Technol. 2020, 367, 122–132. [Google Scholar] [CrossRef]
- Rodríguez-Sánchez, A.; Thompson, A.; Körner, L.; Brierley, N.; Leach, R. Review of the influence of noise in X-ray computed tomography measurement uncertainty. Precis. Eng. 2020, 66, 382–391. [Google Scholar] [CrossRef]
- Russ, J.C.; Neal, F.B. The Image Processing Handbook, 7th ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- Arganda-Carreras, I.; Kaynig, V.; Rueden, C.; Eliceiri, K.W.; Schindelin, J.; Cardona, A.; Sebastian Seung, H. Trainable Weka Segmentation: A machine learning tool for microscopy pixel classification. Bioinformatics 2017, 33, 2424–2426. [Google Scholar] [CrossRef]
- Soille, P. Morphological Image Analysis: Principles and Applications; Springer: Berlin/Heidelberg, Germany, 2004; Chapter 9; pp. 267–292. [Google Scholar] [CrossRef]
- Jung, C.; Kim, C. Segmenting Clustered Nuclei Using H-minima Transform-Based Marker Extraction and Contour Parameterization. IEEE Trans. Biomed. Eng. 2010, 57, 2600–2604. [Google Scholar] [CrossRef]
- Legland, D.; Arganda-Carreras, I.; Andrey, P. MorphoLibJ: Integrated library and plugins for mathematical morphology with ImageJ. Bioinformatics 2016, 32, 3532–3534. [Google Scholar] [CrossRef]
- Lorensen, W.E.; Cline, H.E. Marching Cubes: A High Resolution 3D Surface Construction Algorithm. SIGGRAPH Comput. Graph. 1987, 21, 163–169. [Google Scholar] [CrossRef]
- Lindblad, J. Surface area estimation of digitized 3D objects using weighted local configurations. Image Vis. Comput. 2005, 23, 111–122. [Google Scholar] [CrossRef]
- Lehmann, G.G.; Legland, D. Efficient N-Dimensional Surface Estimation Using Crofton Formula and Run-Length Encoding; FAO: Rome, Italy, 2012. [Google Scholar]
- Legland, D.; Kiêu, K.; Devaux, M.F. Computation of Minkowski Measures on 2D and 3D Binary Images. Image Anal. Stereol. 2011, 26, 83–92. [Google Scholar] [CrossRef]
- Taylor, M.A.; Garboczi, E.J.; Erdogan, S.T.; Fowler, D.W. Some properties of irregular 3-D particles. Powder Technol. 2006, 162, 1–15. [Google Scholar] [CrossRef]
- Wadell, H. Volume, Shape, and Roundness of Quartz Particles. J. Geol. 1935, 43, 250–280. [Google Scholar] [CrossRef]
- Taylor, M.A. Quantitative measures for shape and size of particles. Powder Technol. 2002, 124, 94–100. [Google Scholar] [CrossRef]
- Doube, M.; Kłosowski, M.M.; Arganda-Carreras, I.; Cordelières, F.P.; Dougherty, R.P.; Jackson, J.S.; Schmid, B.; Hutchinson, J.R.; Shefelbine, S.J. BoneJ: Free and extensible bone image analysis in ImageJ. Bone 2010, 47, 1076–1079. [Google Scholar] [CrossRef] [PubMed]
- O’Rourke, J. Finding minimal enclosing boxes. Int. J. Comput. Inf. Sci. 1985, 14, 183–199. [Google Scholar] [CrossRef]
- Chelishchev, P.; Sørby, K. Estimation of minimum volume of bounding box for geometrical metrology. Int. J. Metrol. Qual. Eng. 2020, 11, 9. [Google Scholar] [CrossRef]
- Feret, L.R. La grosseur des grains des matières pulvérulentes. In Premières Communications de la Nouvelle Association Internationale pour l’Essai des Matériaux, Groupe D; International Association for Testing Materials: Zürich, Switzerland, 1930; pp. 428–443. [Google Scholar]
- Merkus, H.G. Particle Size Measurements; Springer: Dordrecht, The Netherlands, 2009. [Google Scholar]
- Dougherty, R.; Kunzelmann, K.H. Computing Local Thickness of 3D Structures with ImageJ. Microsc. Microanal. 2007, 13, 1678–1679. [Google Scholar] [CrossRef]
- Villarraga-Gómez, H.; Herazo, E.L.; Smith, S.T. X-ray computed tomography: From medical imaging to dimensional metrology. Precis. Eng. 2019, 60, 544–569. [Google Scholar] [CrossRef]
- Japan Inspection Instruments Manufacturers’ Association. Available online: https://www.jima.jp/english/ (accessed on 8 August 2022).
- Rueckel, J.; Stockmar, M.; Pfeiffer, F.; Herzen, J. Spatial resolution characterization of a X-ray microCT system. Appl. Radiat. Isot. 2014, 94, 230–234. [Google Scholar] [CrossRef]
- Hiller, J.; Maisl, M.; Reindl, L.M. Physical characterization and performance evaluation of an x-ray micro-computed tomography system for dimensional metrology applications. Meas. Sci. Technol. 2012, 23, 085404. [Google Scholar] [CrossRef]
- Bub, A.; Gondrom, S.; Maisl, M.; Uhlmann, N.; Arnold, W. Image blur in a flat-panel detector due to Compton scattering at its internal mountings. Meas. Sci. Technol. 2007, 18, 1270. [Google Scholar] [CrossRef]
- Bam, L.C.; Miller, J.A.; Becker, M. A Mineral X-ray Linear Attenuation Coefficient Tool (MXLAC) to Assess Mineralogical Differentiation for X-ray Computed Tomography Scanning. Minerals 2020, 10, 441. [Google Scholar] [CrossRef]
- Hubbell, J.H.; Seltzer, S.M. X-Ray Mass Attenuation Coefficients: NIST Standard Reference Database 126. 2004. Available online: https://www.nist.gov/pml/x-ray-mass-attenuation-coefficients (accessed on 2 December 2022). [CrossRef]
- Rumble, J. (Ed.) CRC Handbook of Chemistry and Physics, 103rd ed.; CRC Press: Boca Raton, FL, USA, 2022. [Google Scholar]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Behnsen, J.G.; Black, K.; Houghton, J.E.; Worden, R.H. A Review of Particle Size Analysis with X-ray CT. Materials 2023, 16, 1259. https://doi.org/10.3390/ma16031259
Behnsen JG, Black K, Houghton JE, Worden RH. A Review of Particle Size Analysis with X-ray CT. Materials. 2023; 16(3):1259. https://doi.org/10.3390/ma16031259
Chicago/Turabian StyleBehnsen, Julia G., Kate Black, James E. Houghton, and Richard H. Worden. 2023. "A Review of Particle Size Analysis with X-ray CT" Materials 16, no. 3: 1259. https://doi.org/10.3390/ma16031259
APA StyleBehnsen, J. G., Black, K., Houghton, J. E., & Worden, R. H. (2023). A Review of Particle Size Analysis with X-ray CT. Materials, 16(3), 1259. https://doi.org/10.3390/ma16031259