
Martensite Start Temperature Prediction through a Deep Learning Strategy Using Both Microstructure Images and Composition Data

Abstract
:1. Introduction
2. Modeling Process
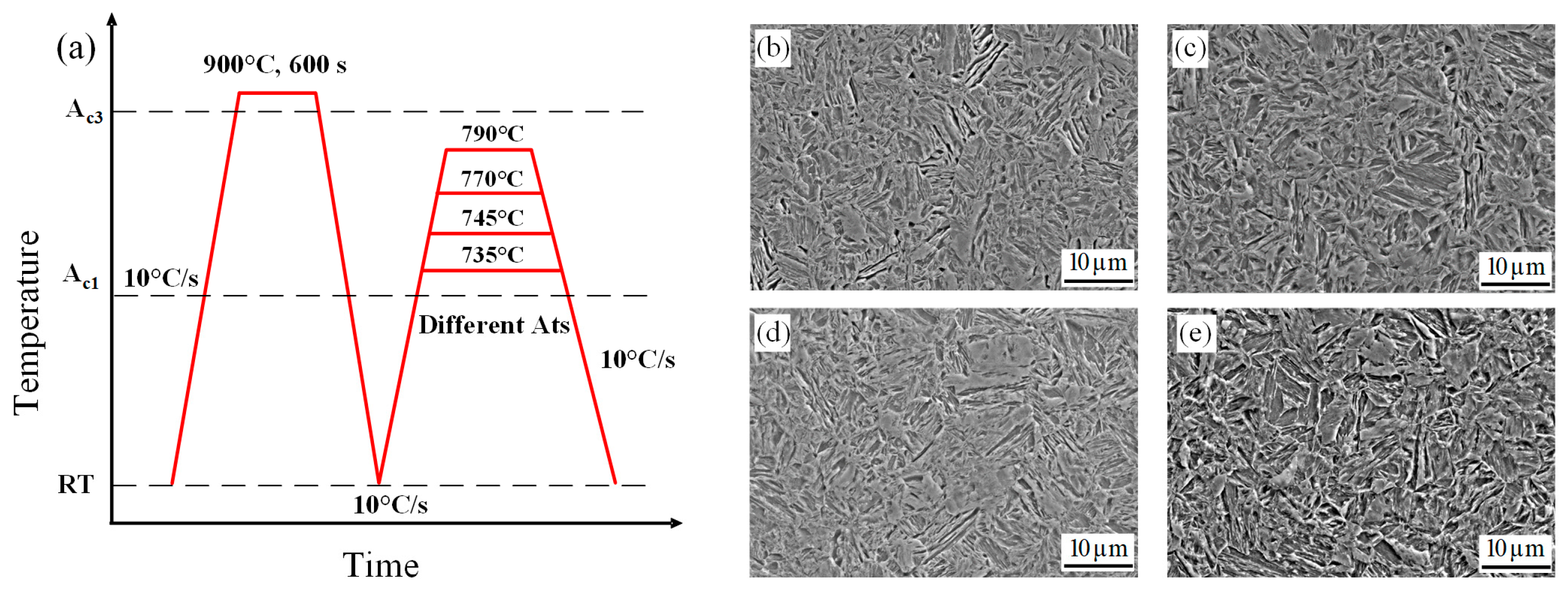
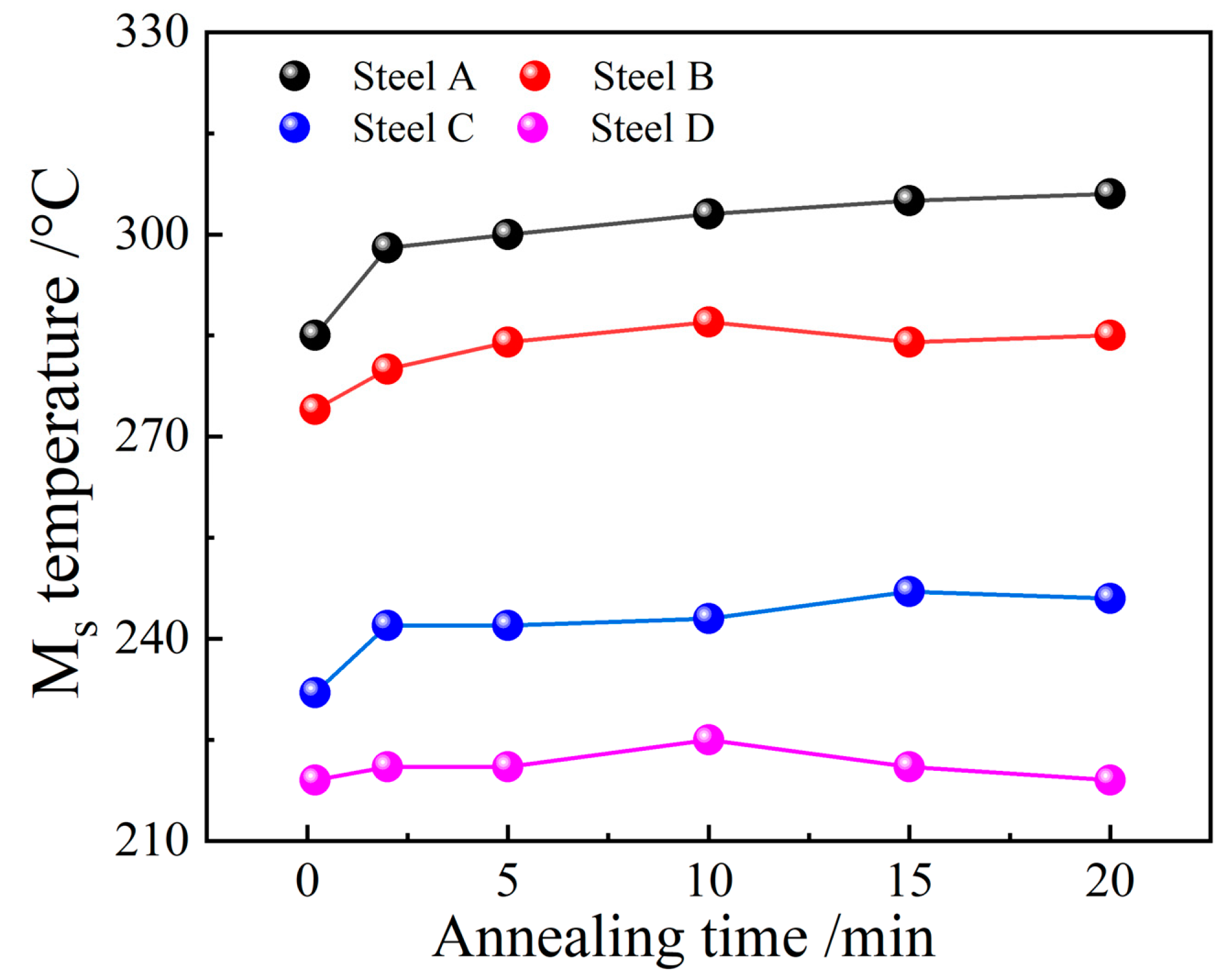
2.1. Dataset Establishment
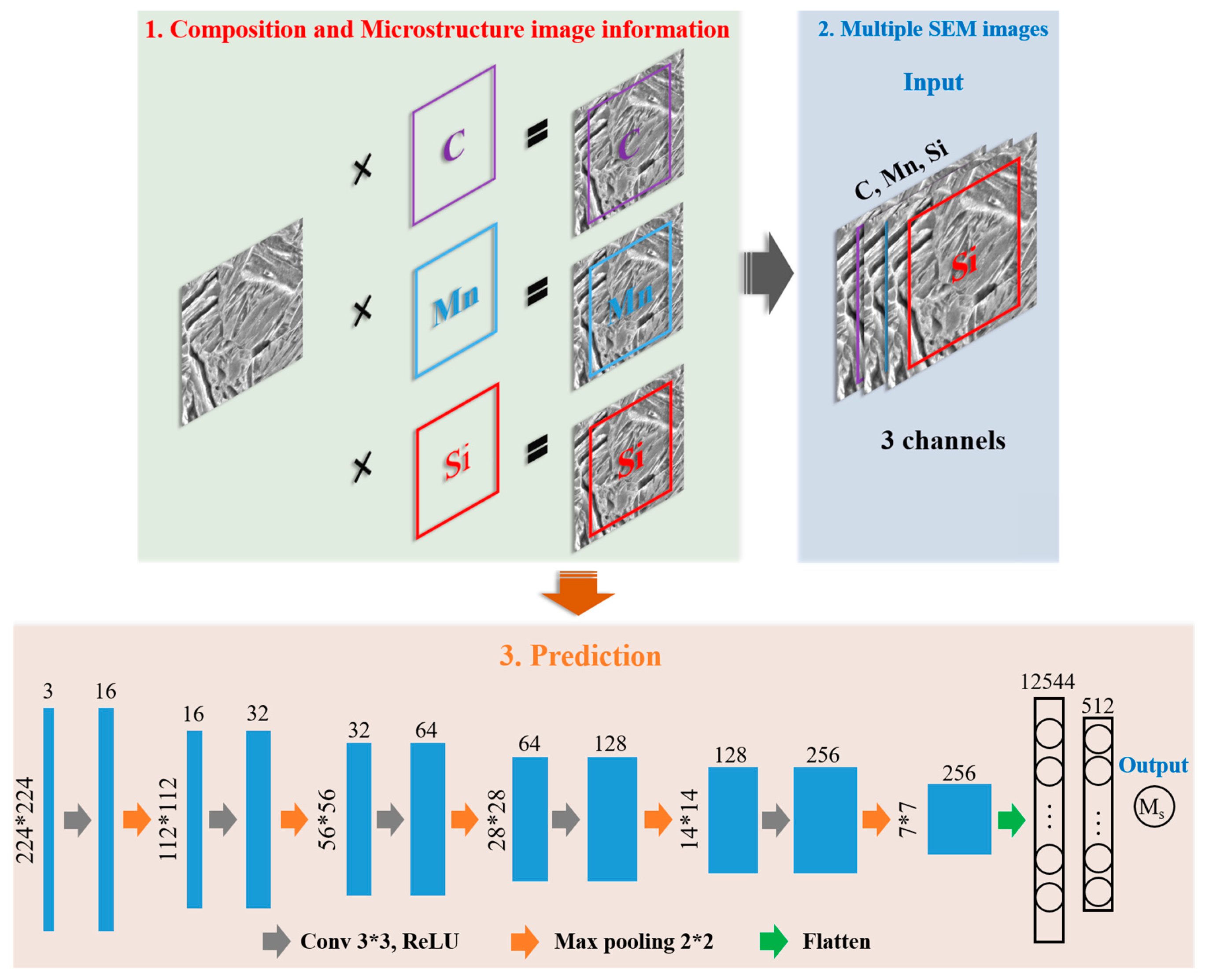
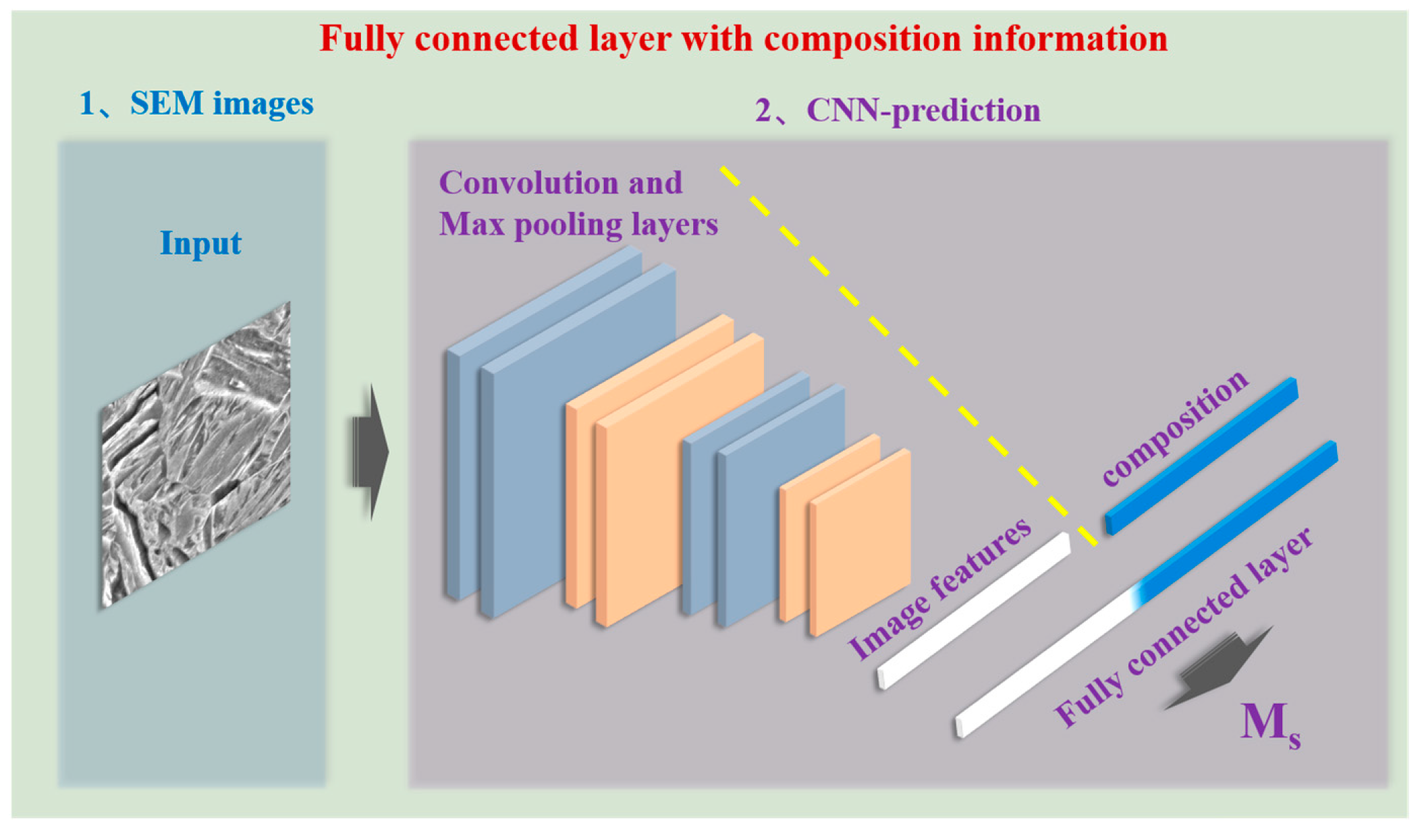
2.2. CNN Model
3. Results
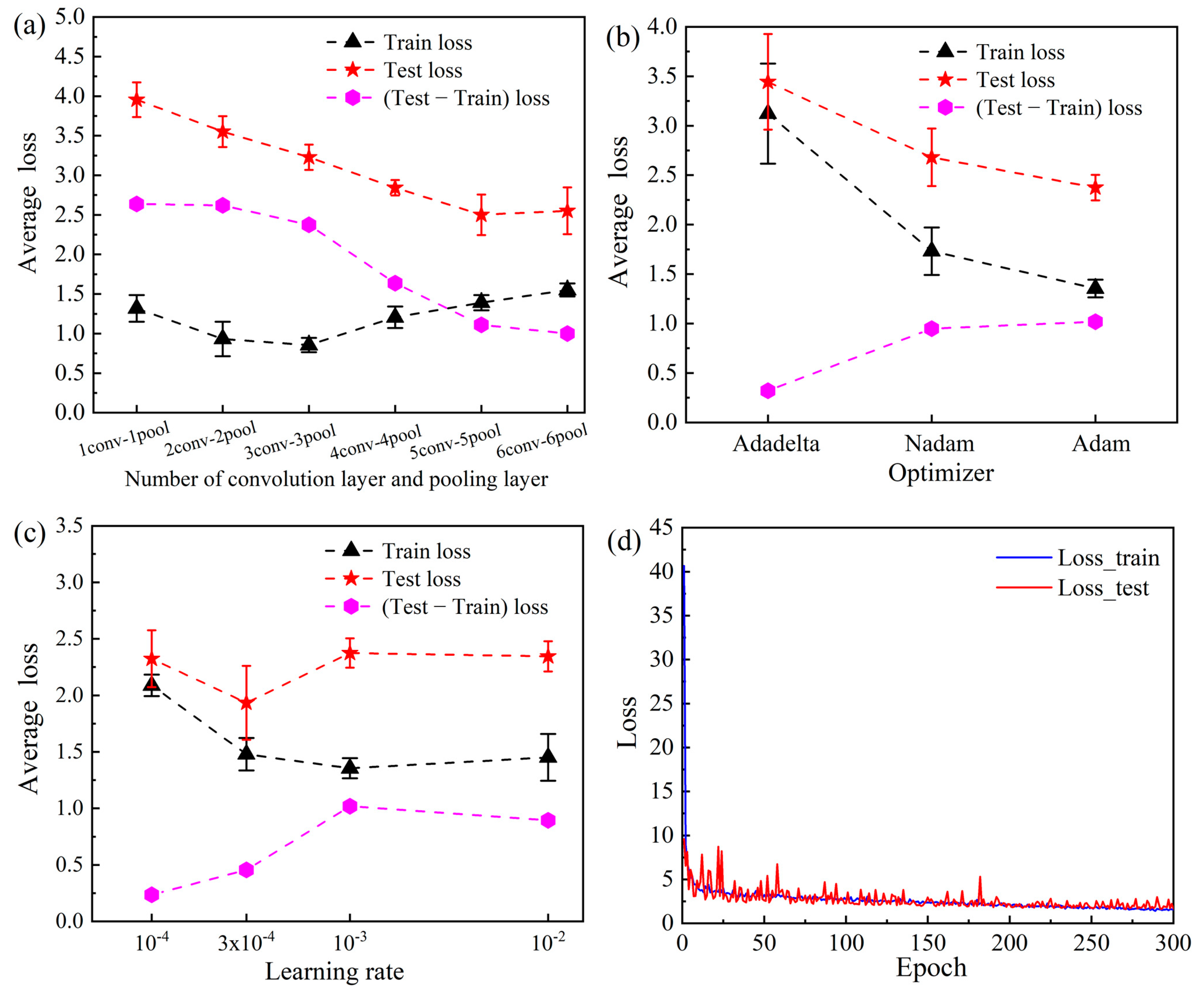
3.1. Performance Optimization Results of CNN
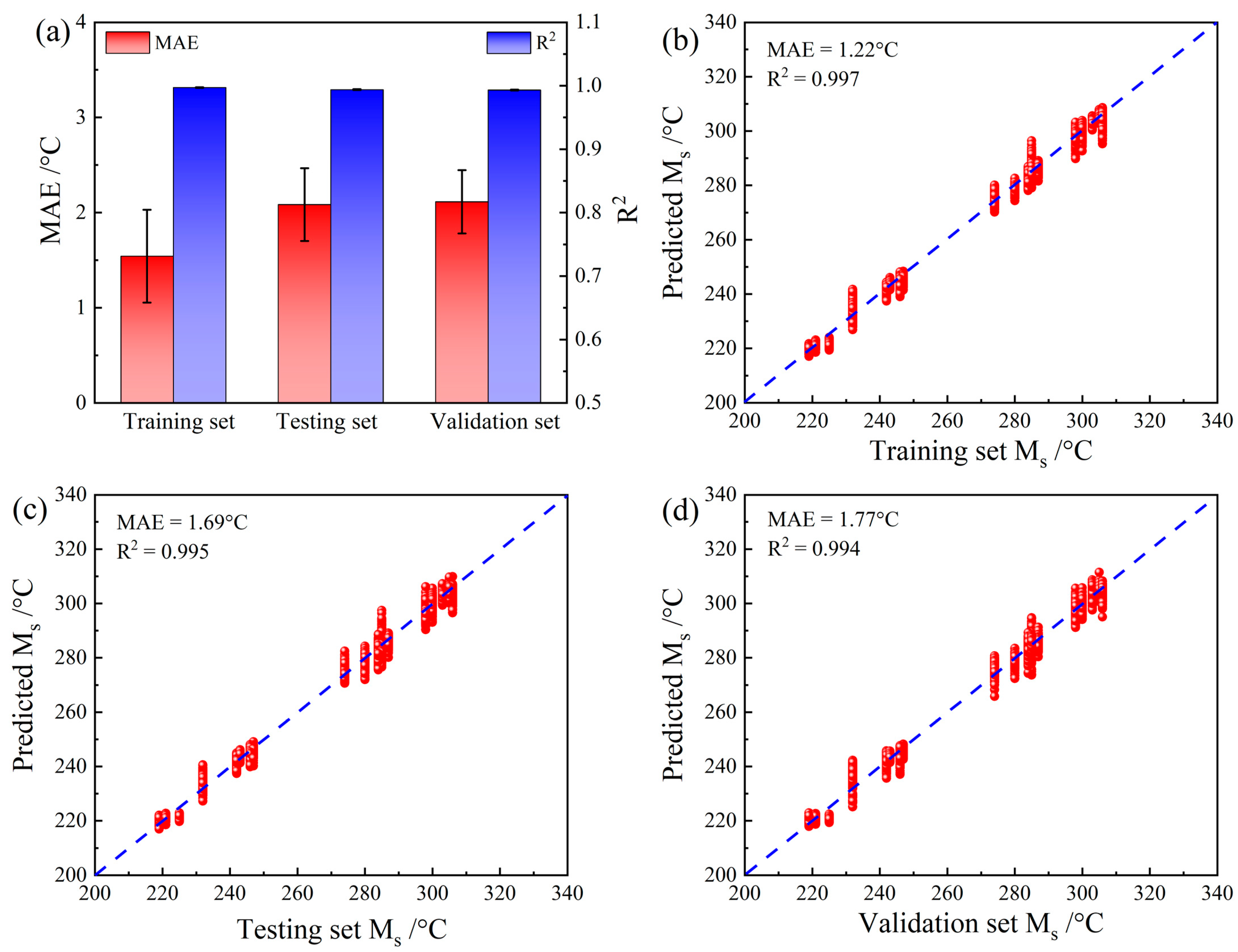
3.2. Prediction Results
4. Discussion
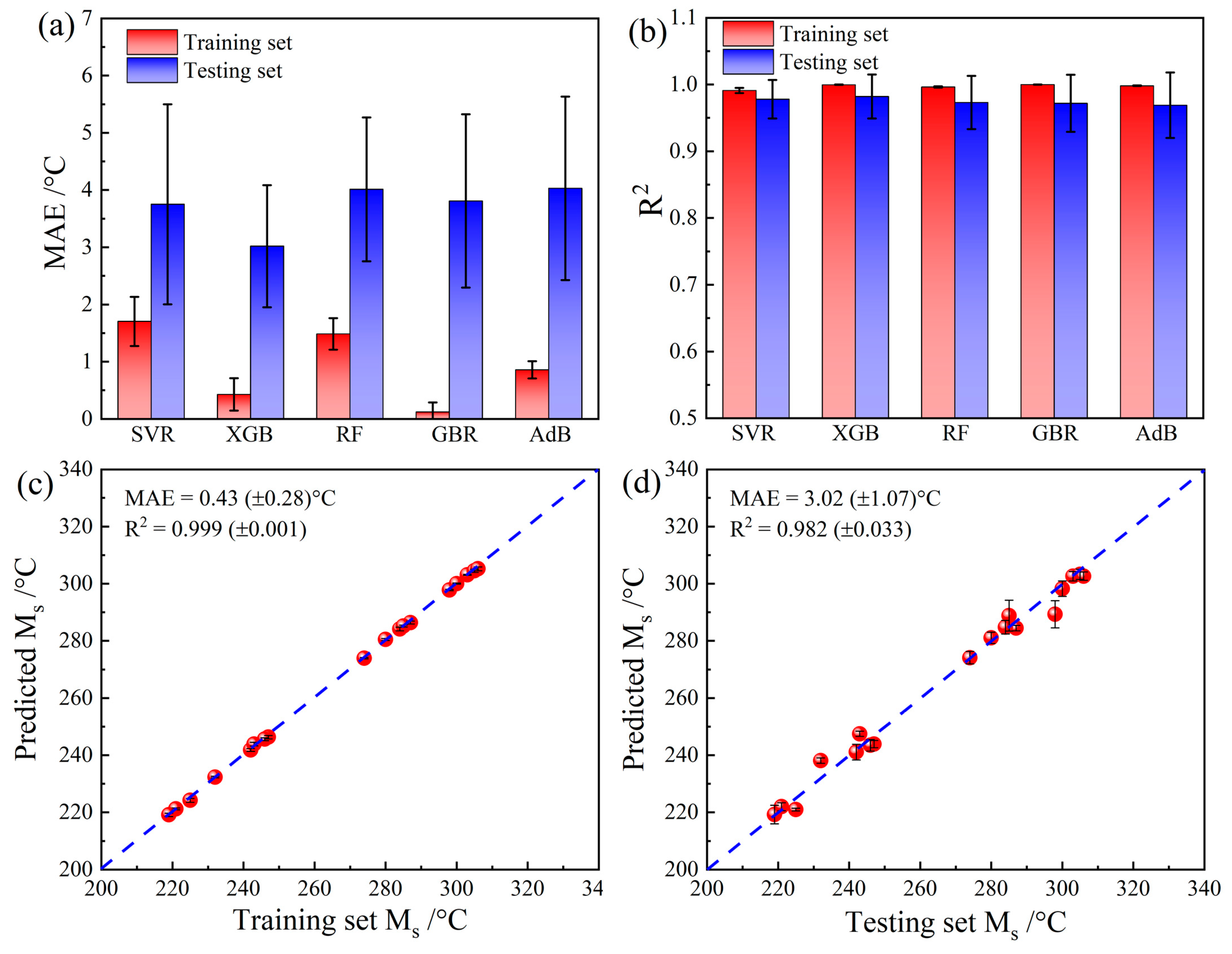
4.1. Comparison with Traditional AI Methods That Only Use Composition Input
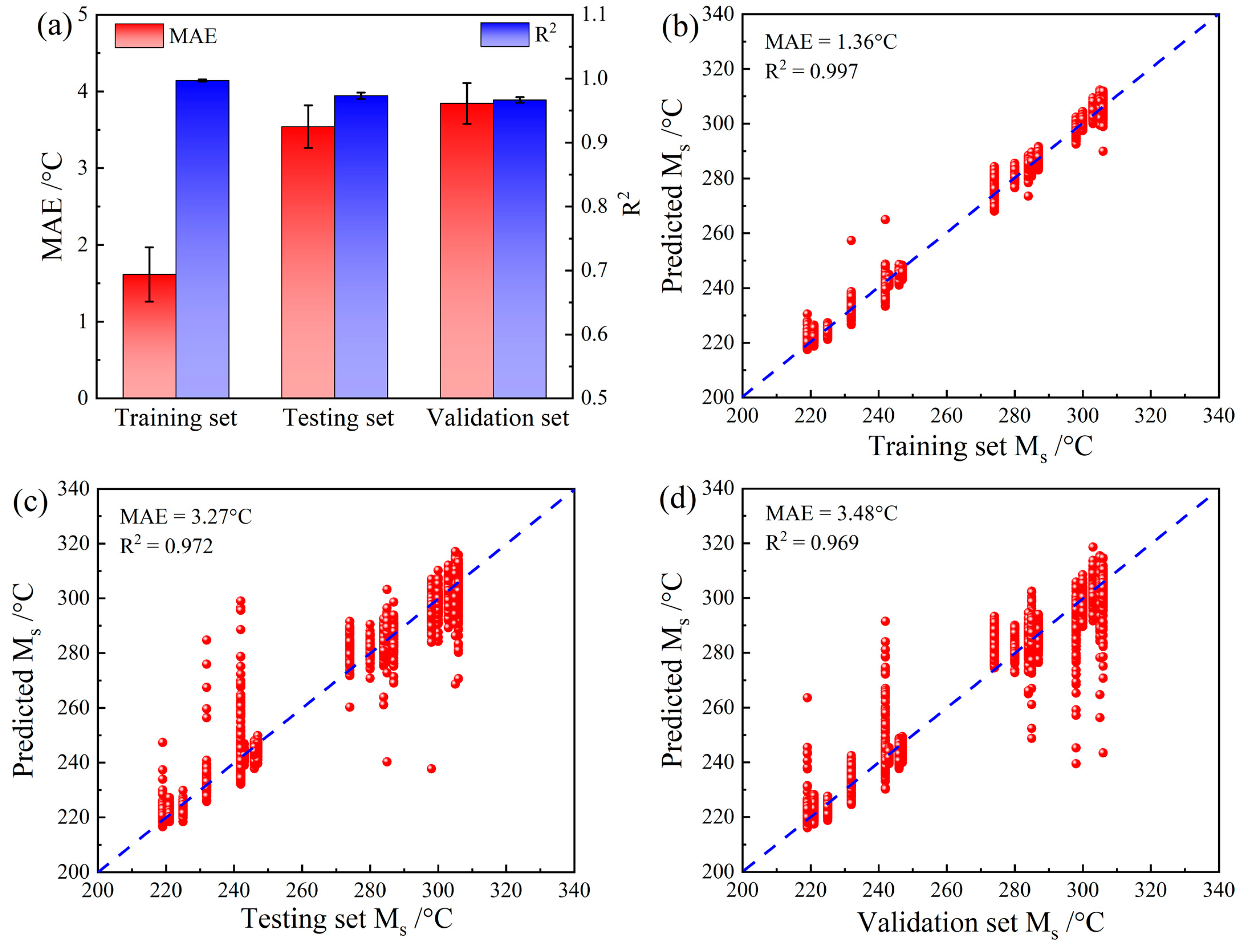
4.2. Comparison with Traditional CNN Model without Composition Input
4.3. Optimization of the CNN Framework for Addition of Composition Information
5. Conclusions
- (1)
- This CNN model made accurate predictions of the Ms values for medium-Mn steels. The MAE and R2 values of the validation sets were <2 °C and >0.99, respectively. This overcame the limitation that microstructures could not be digitized into numerical data or considered as factors in most previous models.
- (2)
- This CNN model offers significantly better prediction accuracy and stability than do traditional AI methods, especially decreasing the risk of overfitting, because the data preprocessing step used in this study enables data augmentation through use of microstructure images.
- (3)
- When a DL strategy is used to deal with small-sample problems for different data types, such as Ms prediction, using data preprocessing to obtain the value matrix that contains the interaction information of both numerical and image data is probably a better approach than directly linking the numerical data vector to the fully connected layer.
- (4)
- Although this CNN model is a powerful method for adding complex microstructure factors, its expandability should be further evaluated in other issues with different databases.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, Y.; Chen, S.; Wang, C.; Martín, D.S.; Xu, W. Modeling retained austenite in Q&P steels accounting for the bainitic transformation and correction of its mismatch on optimal conditions. Acta Mater. 2020, 188, 528–538. [Google Scholar] [CrossRef]
- Li, S.; Wen, P.; Li, S.; Song, W.; Wang, Y.; Luo, H. A novel medium-Mn steel with superior mechanical properties and marginal oxidization after press hardening. Acta Mater. 2021, 205, 116567. [Google Scholar] [CrossRef]
- Seo, E.; Cho, L.; Estrin, Y.; de Cooman, B. Microstructure-mechanical properties relationships for quenching and partitioning (Q&P) processed steel. Acta Mater. 2016, 113, 124–139. [Google Scholar] [CrossRef]
- Heemann, L.; Mostaghimi, F.; Schob, B.; Schubert, F.; Kroll, L.; Uhlenwinkel, V.; Steinbacher, M.; Toenjes, A.; von Hehl, A. Adjustment of mechanical properties of medium manganese steel produced by laser powder bed fusion with a subsequent heat treatment. Materials 2021, 14, 3081. [Google Scholar] [CrossRef]
- Deng, B.; Yang, D.; Wang, G.; Hou, Z.; Yi, H. Effects of austenitizing temperature on tensile and impact properties of a martensitic stainless steel containing metastable retained austenite. Materials 2021, 14, 1000. [Google Scholar] [CrossRef]
- Rasouli, D.; Kermanpur, A.; Najafizadeh, A. Developing high-strength, ductile Ni-free Fe-Cr-Mn-C-N stainless steels by interstitial-alloying and thermomechanical processing. J. Mater. Res. Technol. 2019, 8, 2846–2853. [Google Scholar] [CrossRef]
- Shen, C.; Wang, C.; Wei, X.; Li, Y.; van der Zwaag, S.; Xu, W. Physical metallurgy-guided machine learning and artificial intelligent design of ultrahigh-strength stainless steel. Acta Mater. 2019, 179, 201–214. [Google Scholar] [CrossRef]
- Chen, S.; Zhao, M.; Li, X.; Rong, L. Compression Stability of Reversed Austenite in 9Ni Steel. J. Mater. Sci. Technol. 2012, 28, 558–561. [Google Scholar] [CrossRef]
- Kinney, C.; Pytlewski, K.; Khachaturyan, A.; Morris, J. The microstructure of lath martensite in quenched 9Ni steel. Acta Mater. 2014, 69, 372–385. [Google Scholar] [CrossRef]
- Wu, H.; Li, L.; Zhang, K.; Su, J.; Tang, D. Stability of reversed austenite in 9Ni steel. Adv. Mater. Res. 2012, 535–537, 580–585. [Google Scholar] [CrossRef]
- Li, Y.; San Martin, D.; Wang, J.; Wang, C.; Xu, W. A review of the thermal stability of metastable austenite in steels: Martensite formation. J. Mater. Sci. Technol. 2021, 91, 200–214. [Google Scholar] [CrossRef]
- Mahieu, J.; de Cooman, B.; Maki, J. Phase Transformation and Mechanical Properties of Si-Free CMnAl Transformation-Induced Plasticity–Aided Steel. Metall. Mater. Trans. A 2002, 33A, 2573–2580. [Google Scholar] [CrossRef]
- Trzaska, J. Calculation of Critical Temperatures by Empirical Formulae. Arch. Metall. Mater. 2016, 61, 981–986. [Google Scholar] [CrossRef]
- Luo, Q.; Chen, H.; Chen, W.; Wang, C.; Xu, W.; Li, Q. Thermodynamic prediction of martensitic transformation temperature in Fe-Ni-C system. Scr. Mater. 2020, 187, 413–417. [Google Scholar] [CrossRef]
- Stormvinter, A.; Borgenstam, A.; Agren, J. Thermodynamically Based Prediction of the Martensite Start Temperature for Commercial Steels. Metall. Mater. Trans. A 2012, 43A, 3870–3879. [Google Scholar] [CrossRef]
- Olson, G.B. Opportunities in martensite theory. J. Phys. IV 1995, 5, 31–40. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, G.; Olson, G.B. Kinetics of F.C.C. → B.C.C. heterogeneous martensitic nucleation—I. The critical driving force for athermal nucleation. Acta Mater. 1994, 42, 3361–3370. [Google Scholar] [CrossRef]
- Olson, G.B. Genomic materials design: The ferrous frontier. Acta Mater. 2013, 61, 771–781. [Google Scholar] [CrossRef]
- Olson, G.B.; Kuehmann, C.J. Materials genomics: From CALPHAD to flight. Scr. Mater. 2014, 70, 25–30. [Google Scholar] [CrossRef]
- Geng, X.; Wang, H.; Xue, W.; Xiang, S.; Huang, H.; Meng, L.; Ma, G. Modeling of CCT diagrams for tool steels using different machine learning techniques. Comput. Mater. Sci. 2020, 171, 109235. [Google Scholar] [CrossRef]
- Huang, X.; Wang, H.; Xue, W.; Xiang, S.; Huang, H.; Meng, L.; Ma, G. Study on time-temperature-transformation diagrams of stainless steel using machine-learning approach. Comput. Mater. Sci. 2020, 171, 109282. [Google Scholar] [CrossRef]
- Lu, Q.; Liu, S.; Li, W.; Jin, X. Combination of thermodynamic knowledge and multilayer feedforward neural networks for accurate prediction of MS temperature in steels. Mater. Des. 2020, 192, 108696. [Google Scholar] [CrossRef]
- Rahaman, M.; Mu, W.; Odqvist, J.; Hedstrom, P. Machine Learning to Predict the Martensite Start Temperature in Steels. Metall. Mater. Trans. A 2019, 50, 2081–2091. [Google Scholar] [CrossRef] [Green Version]
- Pereloma, E.; Gazder, A.; Timokhina, I. Addressing Retained Austenite Stability in Advanced High Strength Steels. Mater. Sci. Forum 2013, 738–739, 212–216. [Google Scholar] [CrossRef] [Green Version]
- Zhu, K.; Magar, C.; Huang, M. Abnormal relationship between Ms temperature and prior austenite grain size in Al-alloyed steels. Scr. Mater. 2017, 134, 11–14. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; van Dijk, N.; Zhao, L.; Sietsma, J.; Offerman, S.; Wright, J.; van der Zwaag, S. Characterization of individual retained austenite grains and their stability in low-alloyed TRIP steels. Acta Mater. 2007, 55, 6713–6723. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; van Dijk, N.; Zhao, L.; Sietsma, J.; Offerman, S.; Wright, J.; van der Zwaag, S. Martensitic transformation of individual grains in low-alloyed TRIP steels. Scr. Mater. 2007, 56, 421–424. [Google Scholar] [CrossRef]
- Lee, S.; Park, K. Prediction of Martensite Start Temperature in Alloy Steels with Different Grain Sizes. Metall. Mater. Trans. A 2013, 44, 3423–3427. [Google Scholar] [CrossRef]
- Van Bohemen, S.M.C.; Morsdorf, L. Predicting the Ms temperature of steels with a thermodynamic based model including the effect of the prior austenite grain size. Acta Mater. 2017, 125, 401–415. [Google Scholar] [CrossRef]
- De Knijf, D.; Fojer, C.; Kestens, L.; Petrov, R. Factors influencing the austenite stability during tensile testing of Quenching and Partitioning steel determined via in-situ Electron Backscatter Diffraction. Mater. Sci. Eng. A 2015, 638, 219–227. [Google Scholar] [CrossRef]
- Matsuda, H.; Noro, H.; Nagataki, Y.; Hosoya, Y. Effect of retained austenite stability on mechanical properties of 590MPa grade TRIP sheet steels. Mater. Sci. Forum 2010, 638–642, 3374–3379. [Google Scholar] [CrossRef]
- He, B.; Huang, M. On the Mechanical Stability of Austenite Matrix After Martensite Formation in a Medium Mn Steel. Metall. Mater. Trans. A 2016, 47A, 3346–3353. [Google Scholar] [CrossRef]
- Jacques, P.; Ladriere, L.; Delannay, F. On the influence of interactions between phases on the mechanical stability of retained austenite in transformation-induced plasticity multiphase steels. Metall. Mater. Trans. A 2001, 32, 2759–2768. [Google Scholar] [CrossRef]
- Shen, C.; Wang, C.; Rivera-Diaz-del-Castillo, P.; Xu, D.; Zhang, Q.; Zhang, C.; Xu, W. Discovery of marageing steels: Machine learning vs. physical metallurgical modelling. J. Mater. Sci. Technol. 2021, 87, 258–268. [Google Scholar] [CrossRef]
- Wang, C.; Shen, C.; Cui, Q.; Zhang, C.; Xu, W. Tensile property prediction by feature engineering guided machine learning in reduced activation ferritic/martensitic steels. J. Nucl. Mater. 2020, 529, 151823. [Google Scholar] [CrossRef]
- Schmidhuber, J. Deep learning in neural networks: An overview. Neural Netw. 2015, 61, 85–117. [Google Scholar] [CrossRef] [Green Version]
- Voulodimos, A.; Doulamis, N.; Doulamis, A.; Protopapadakis, E. Deep Learning for Computer Vision: A Brief Review. Comput. Intel. Neurosc. 2018, 2018, 7068349. [Google Scholar] [CrossRef]
- Shen, C.; Wei, X.; Wang, C.; Xu, W. A deep learning method for extensible microstructural quantification of DP steel enhanced by physical metallurgy-guided data augmentation. Mater. Charact. 2021, 180, 111392. [Google Scholar] [CrossRef]
- Hong, L.; Zhang, P.; Liu, D.; Gao, P.; Zhan, B.; Yu, Q.; Sun, L. Effective segmentation of short fibers in glass fiber reinforced concrete’s X-ray images using deep learning technology. Mater. Des. 2021, 210, 110024. [Google Scholar] [CrossRef]
- Gallagher, B.; Rever, M.; Loveland, D.; Mundhenk, T.; Beauchamp, B.; Robertson, E.; Jaman, G.; Hiszpanski, A.; Han, Y. Predicting compressive strength of consolidated molecular solids using computer vision and deep learning. Mater. Des. 2020, 190, 108541. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, Y.; Lu, K.; Zhao, H.; Yu, D.; Wen, J. SAP-Net:Deep learning to predict sound absorption performance of metaporous materials. Mater. Des. 2021, 212, 110156. [Google Scholar] [CrossRef]
- Shen, C.; Wang, C.; Hang, M.; Xu, N.; van der Zwaag, S.; Xu, W. A generic high-throughput microstructure classification and quantification method for regular SEM images of complex steel microstructures combining EBSD labeling and deep learning. J. Mater. Sci. Technol. 2021, 93, 191–204. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Fe | C | Mn | Si |
|---|---|---|---|---|
| Steel A | Bal. | 0.203 | 2.96 | 1.61 |
| Steel B | Bal. | 0.214 | 3.86 | 1.64 |
| Steel C | Bal. | 0.242 | 4.79 | 1.65 |
| Steel D | Bal. | 0.223 | 5.66 | 1.64 |
| A | B | C | D | |||||
|---|---|---|---|---|---|---|---|---|
| AT/°C | At /min | AT/°C | At /min | AT/°C | At /min | AT/°C | At /min | |
| Detailed Parameters | 790 | 0.5 | 770 | 0.5 | 745 | 0.5 | 735 | 0.5 |
| 790 | 2 | 770 | 2 | 745 | 2 | 735 | 2 | |
| 790 | 5 | 770 | 5 | 745 | 5 | 735 | 5 | |
| 790 | 10 | 770 | 10 | 745 | 10 | 735 | 10 | |
| 790 | 15 | 770 | 15 | 745 | 15 | 735 | 15 | |
| 790 | 20 | 770 | 20 | 745 | 20 | 735 | 20 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Li, Y.; Wei, X.; Wang, X.; Wang, C. Martensite Start Temperature Prediction through a Deep Learning Strategy Using Both Microstructure Images and Composition Data. Materials 2023, 16, 932. https://doi.org/10.3390/ma16030932
Yang Z, Li Y, Wei X, Wang X, Wang C. Martensite Start Temperature Prediction through a Deep Learning Strategy Using Both Microstructure Images and Composition Data. Materials. 2023; 16(3):932. https://doi.org/10.3390/ma16030932
Chicago/Turabian StyleYang, Zenan, Yong Li, Xiaolu Wei, Xu Wang, and Chenchong Wang. 2023. "Martensite Start Temperature Prediction through a Deep Learning Strategy Using Both Microstructure Images and Composition Data" Materials 16, no. 3: 932. https://doi.org/10.3390/ma16030932
APA StyleYang, Z., Li, Y., Wei, X., Wang, X., & Wang, C. (2023). Martensite Start Temperature Prediction through a Deep Learning Strategy Using Both Microstructure Images and Composition Data. Materials, 16(3), 932. https://doi.org/10.3390/ma16030932