

Characteristics of Mg-Based Sintered Alloy with Au Addition

 ,
,  ,
,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
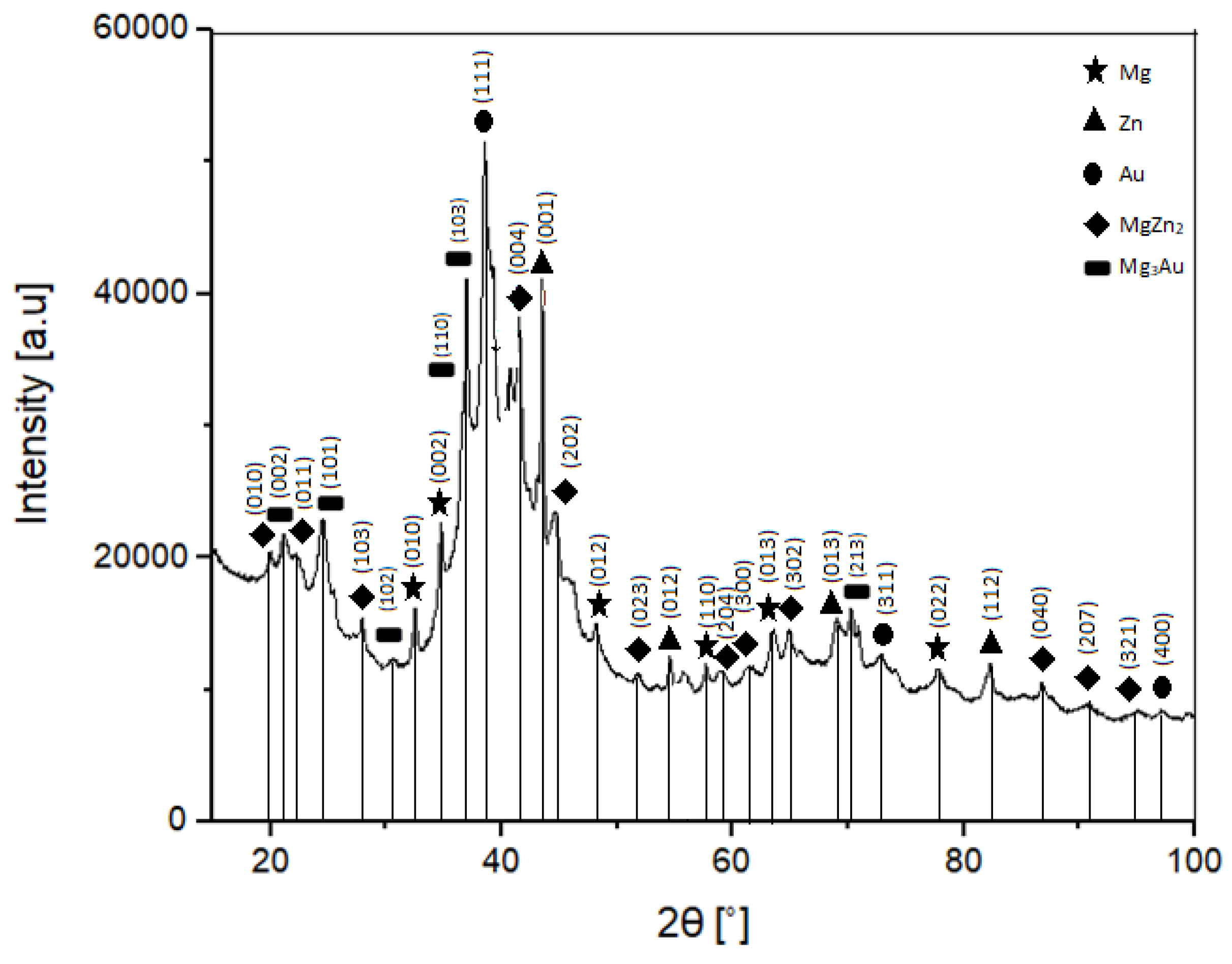
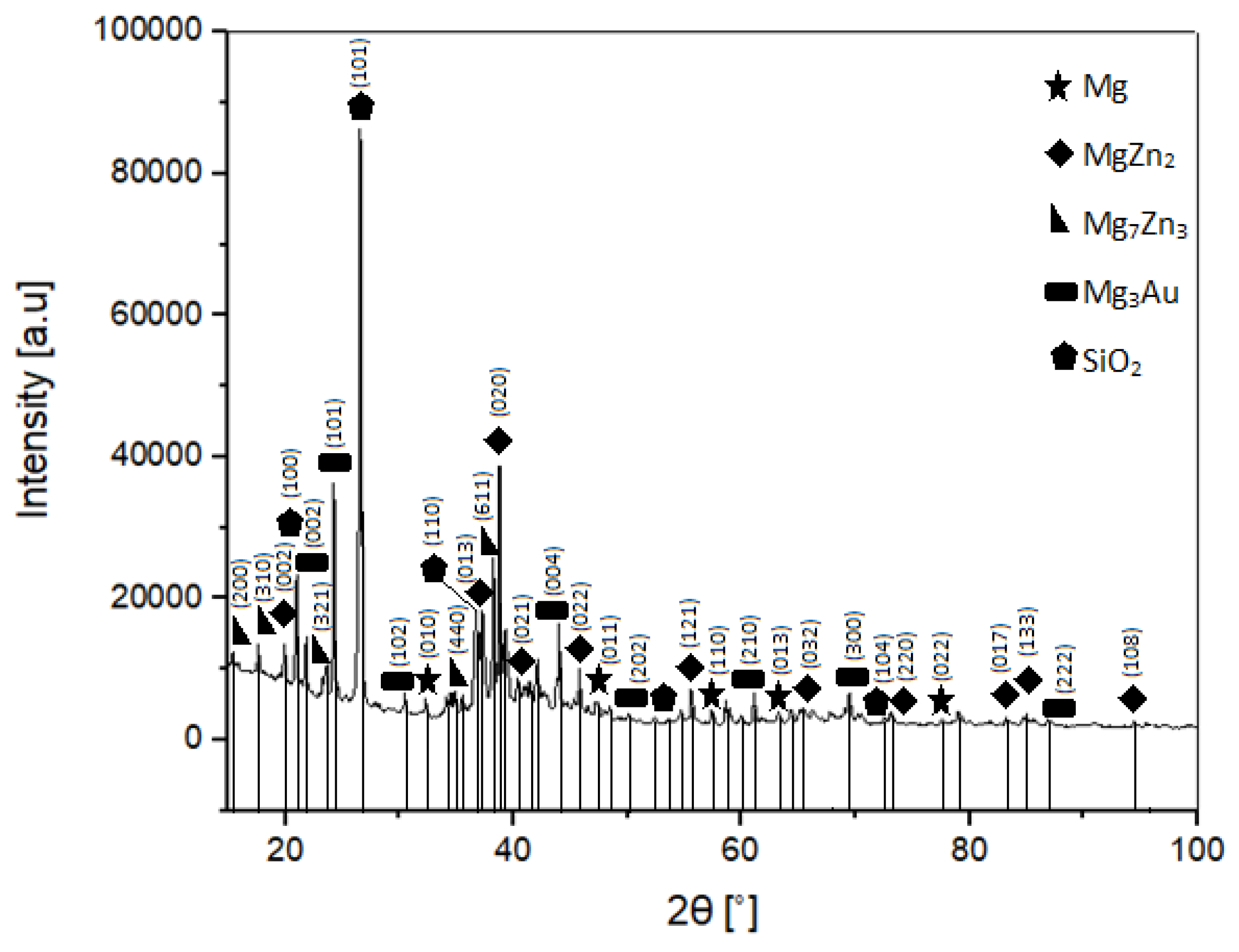
3.1. X-ray Diffraction
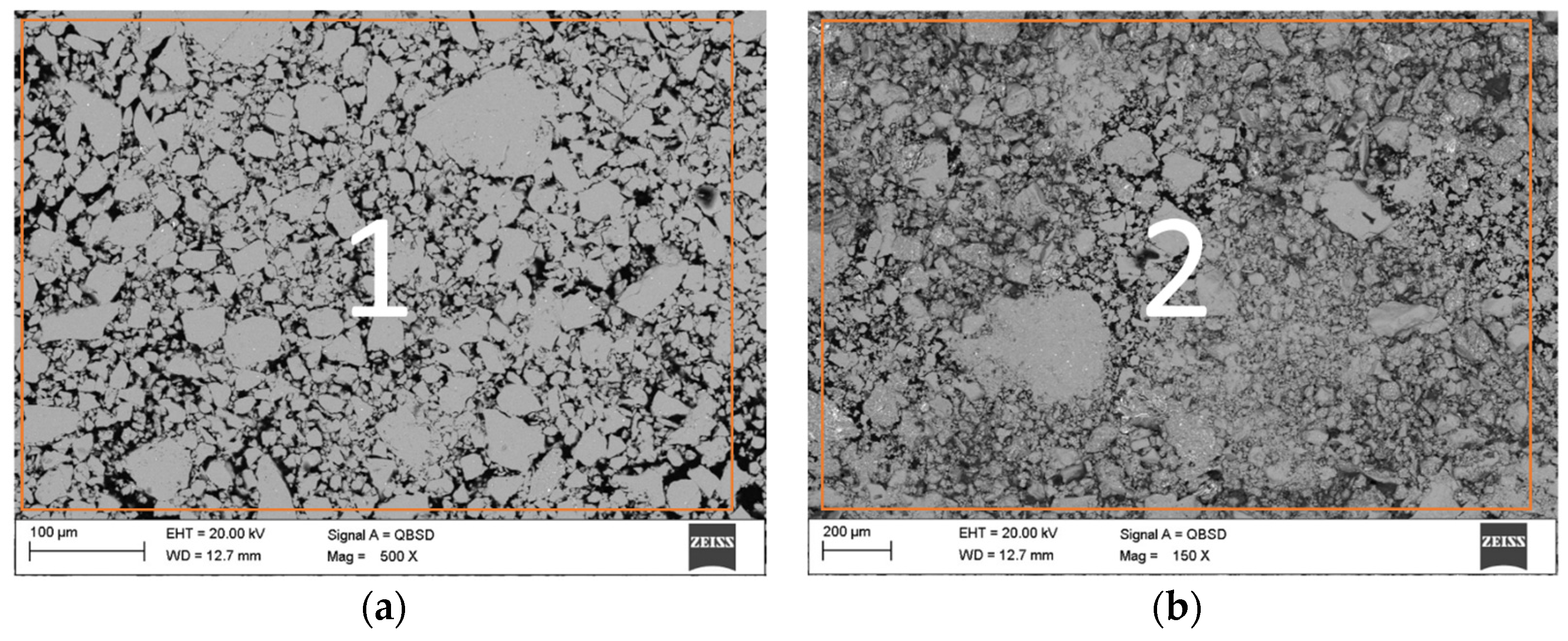
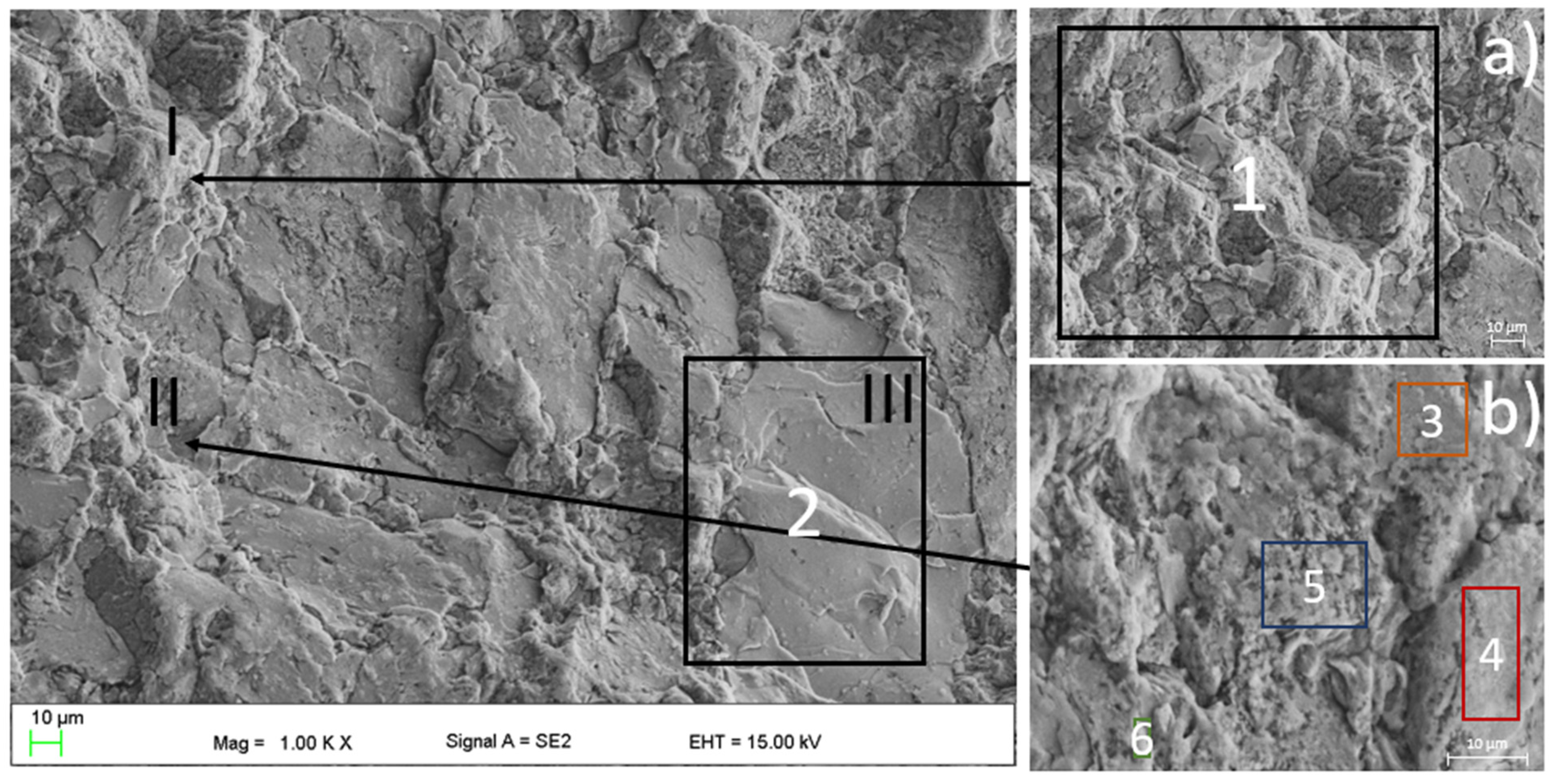
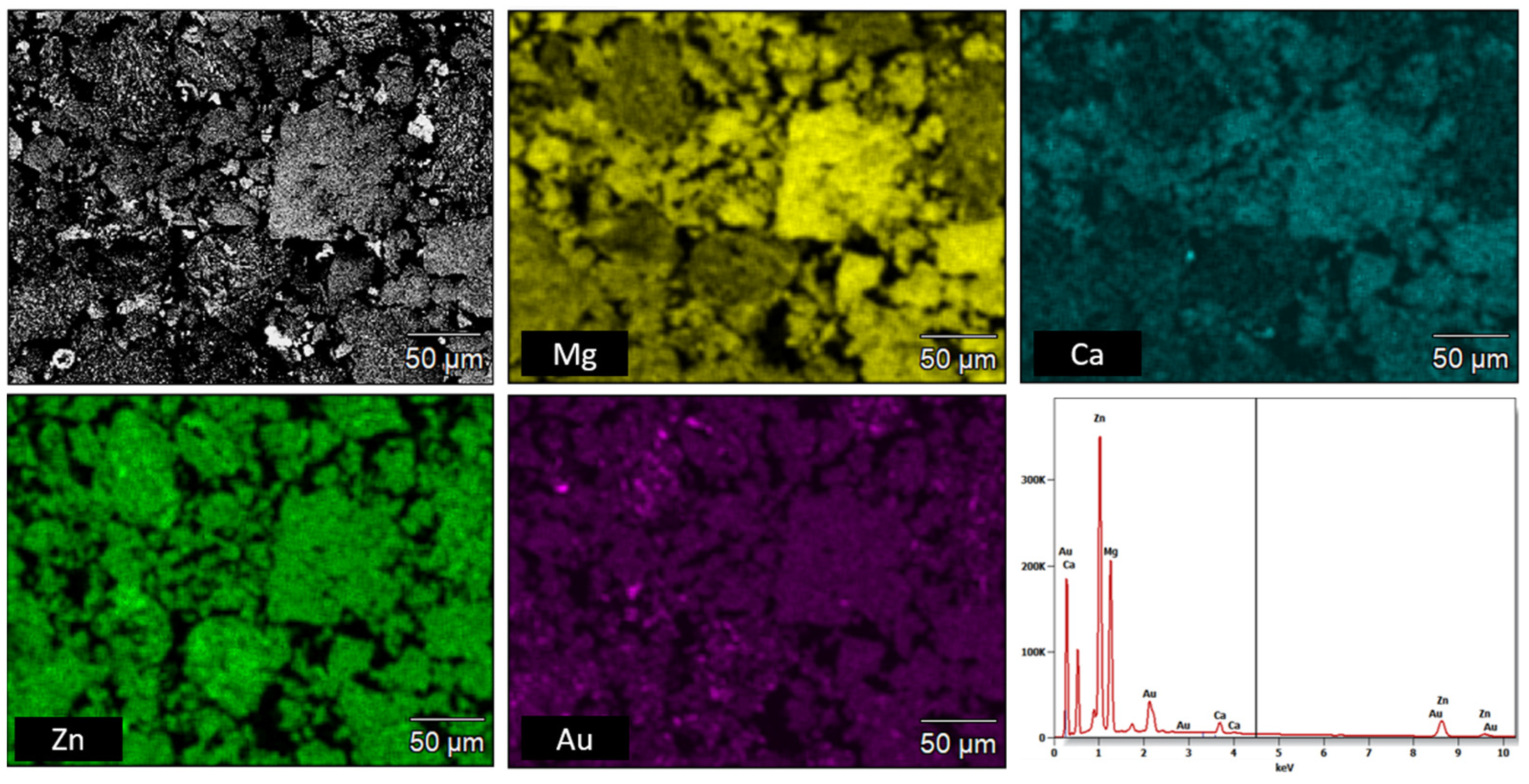
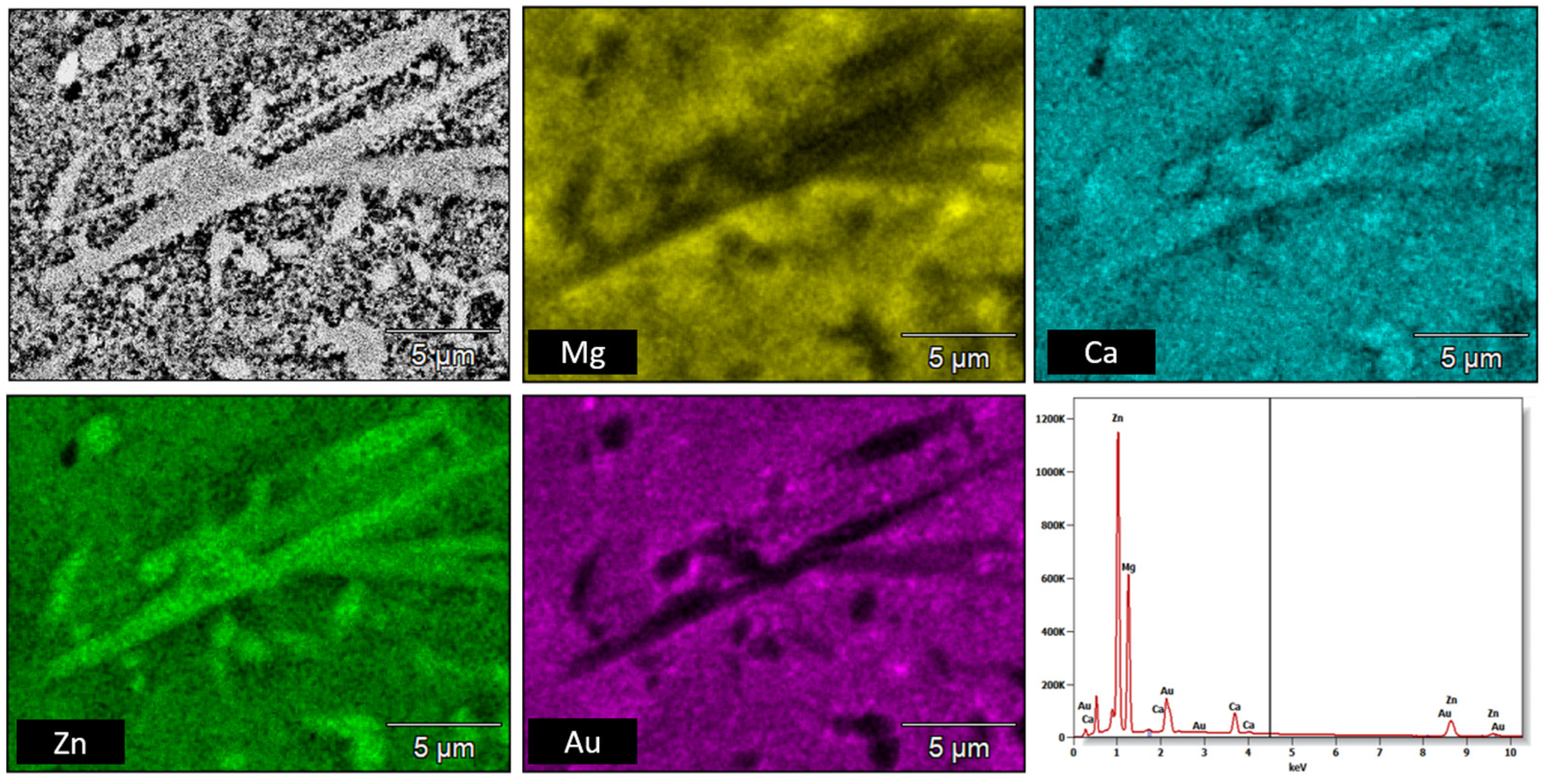
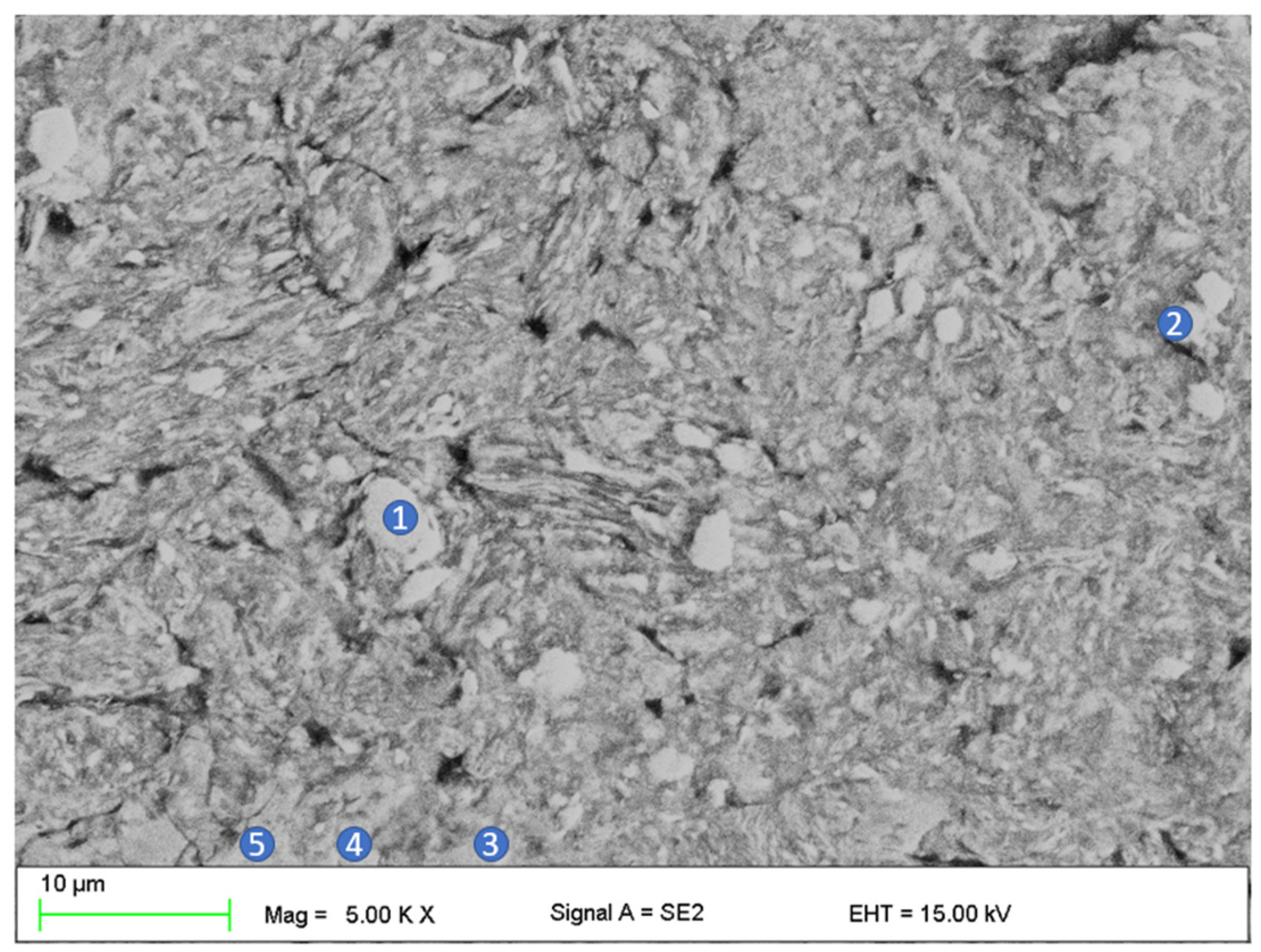
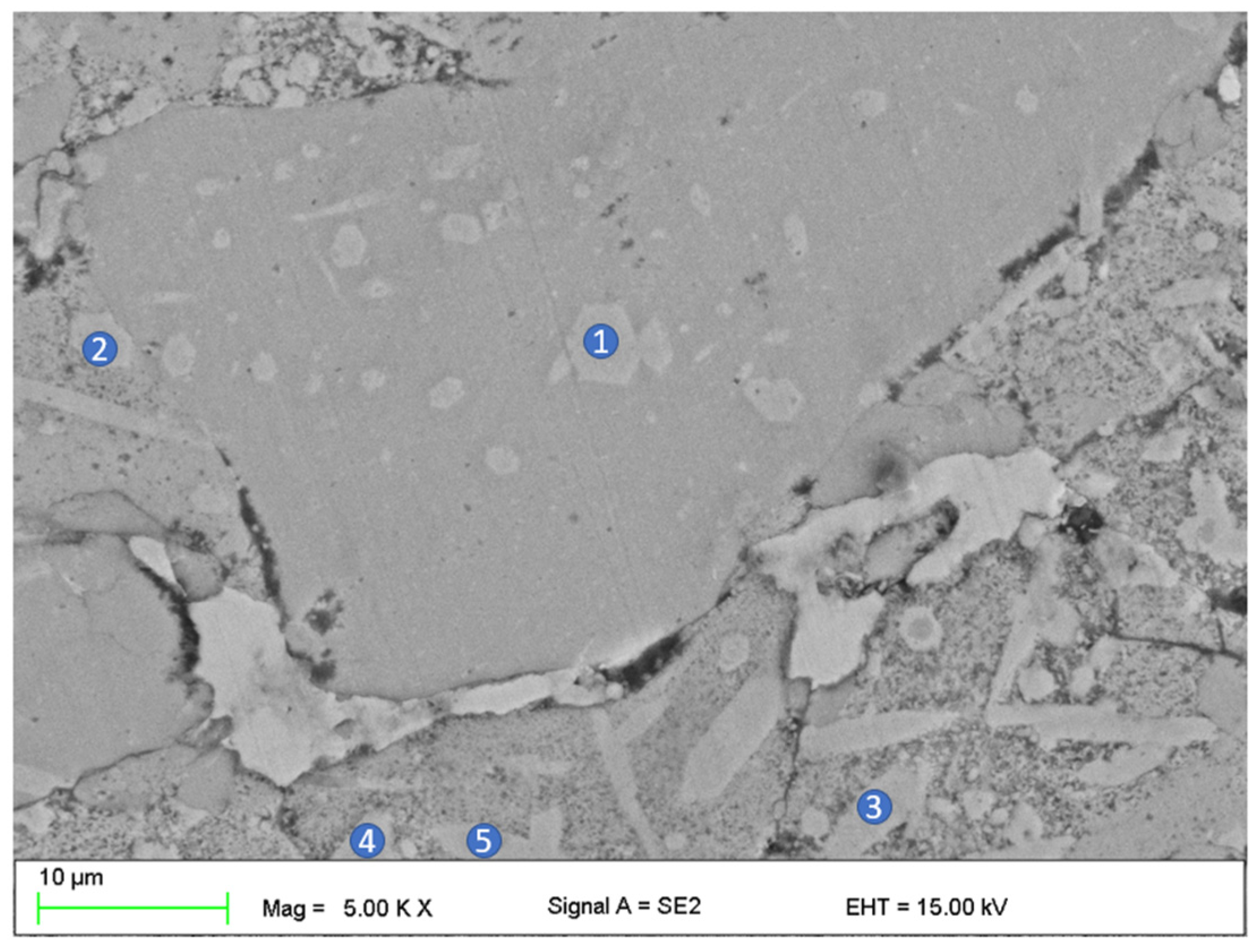
3.2. Scanning Electron Microscopy
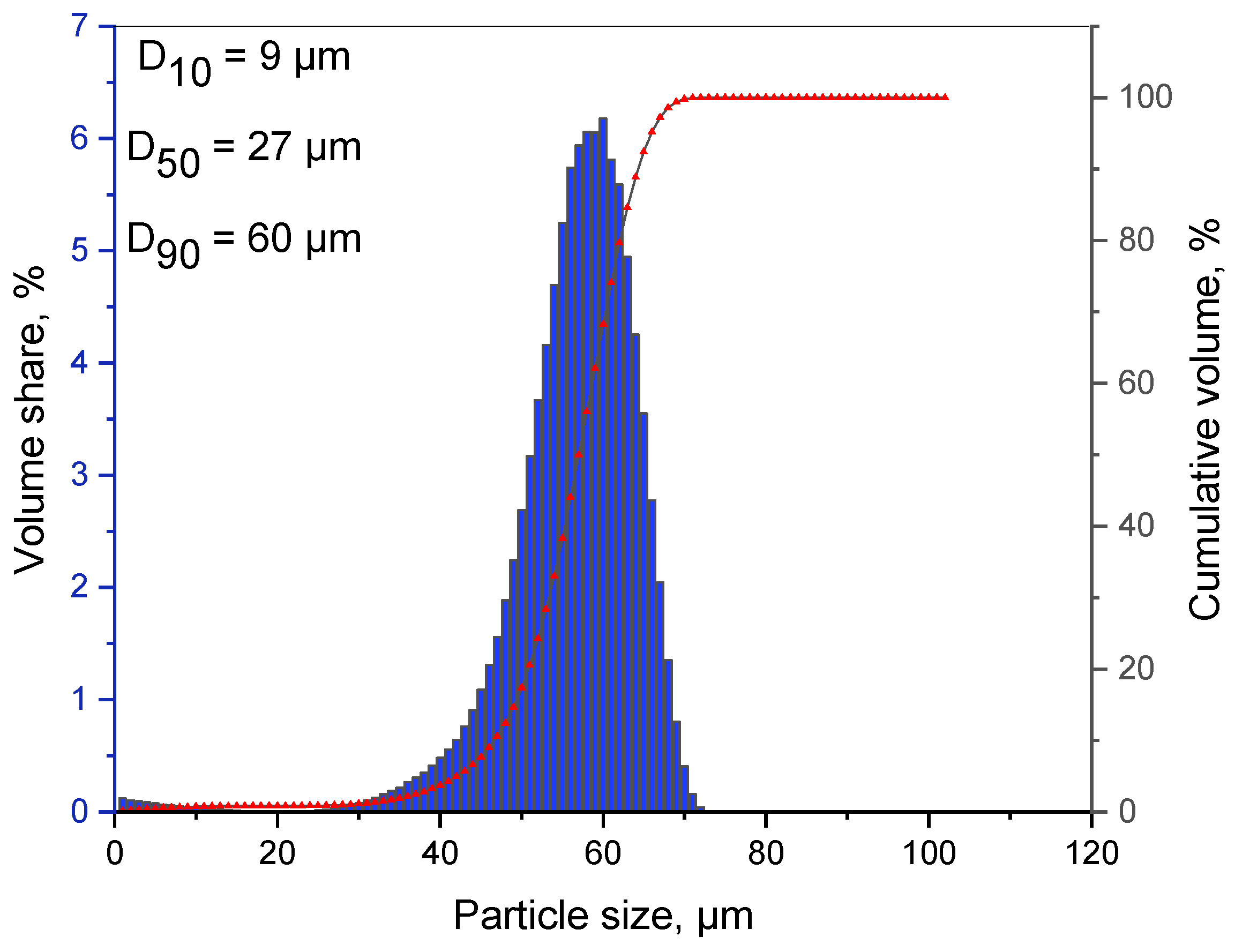
3.3. Particle Size Distribution
3.4. Microhardness
3.5. Corrosion Resistance
4. Conclusions
- The phase composition of the powders obtained by mechanical synthesis after 13 h of grinding consists of MgZn2 and Mg3Au intermetallic phases; a Mg-based solid solution with a residue of unreacted Zn. The phase analysis of the alloys after sintering indicates the retention of these phases and the formation of an additional Mg7Zn3 phase. The formation of the MgZn2 phase, confirmed by both XRD and EDS analysis, is advantageous due to the improvement in stability and overall corrosion resistance of the alloy.
- The chemical composition is homogeneous, with individual regions showing a higher concentration of magnesium in the places where intermetallic phases separate. Despite the structural and phase changes during the sintering process, the chemical distribution remains the same or very similar. Moreover, the phases resultant from the milling do not change their character in the sintering process. Additionally, the Mg7Zn3 phase appears, which features the desired chemical and mechanical properties.
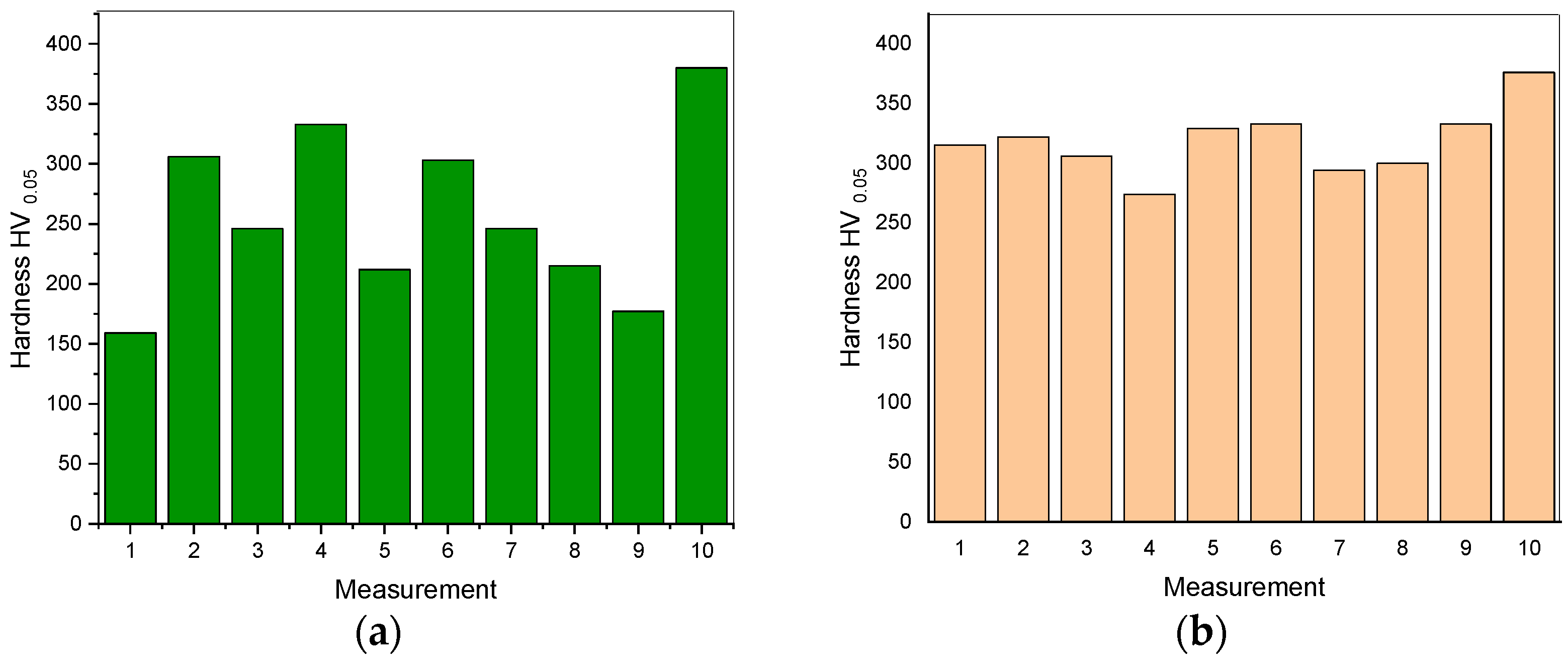
- The microhardness of the sintered samples (HV0.05 = 318 ± 28) is higher than that of the powder particles (HV0.05 = 258 ± 71).
- The average compressive strength of the alloy is 216 MPa, the Young’s modulus is 2530 MPa, and the fracture morphology after compression is characteristic of brittle crystalline materials.
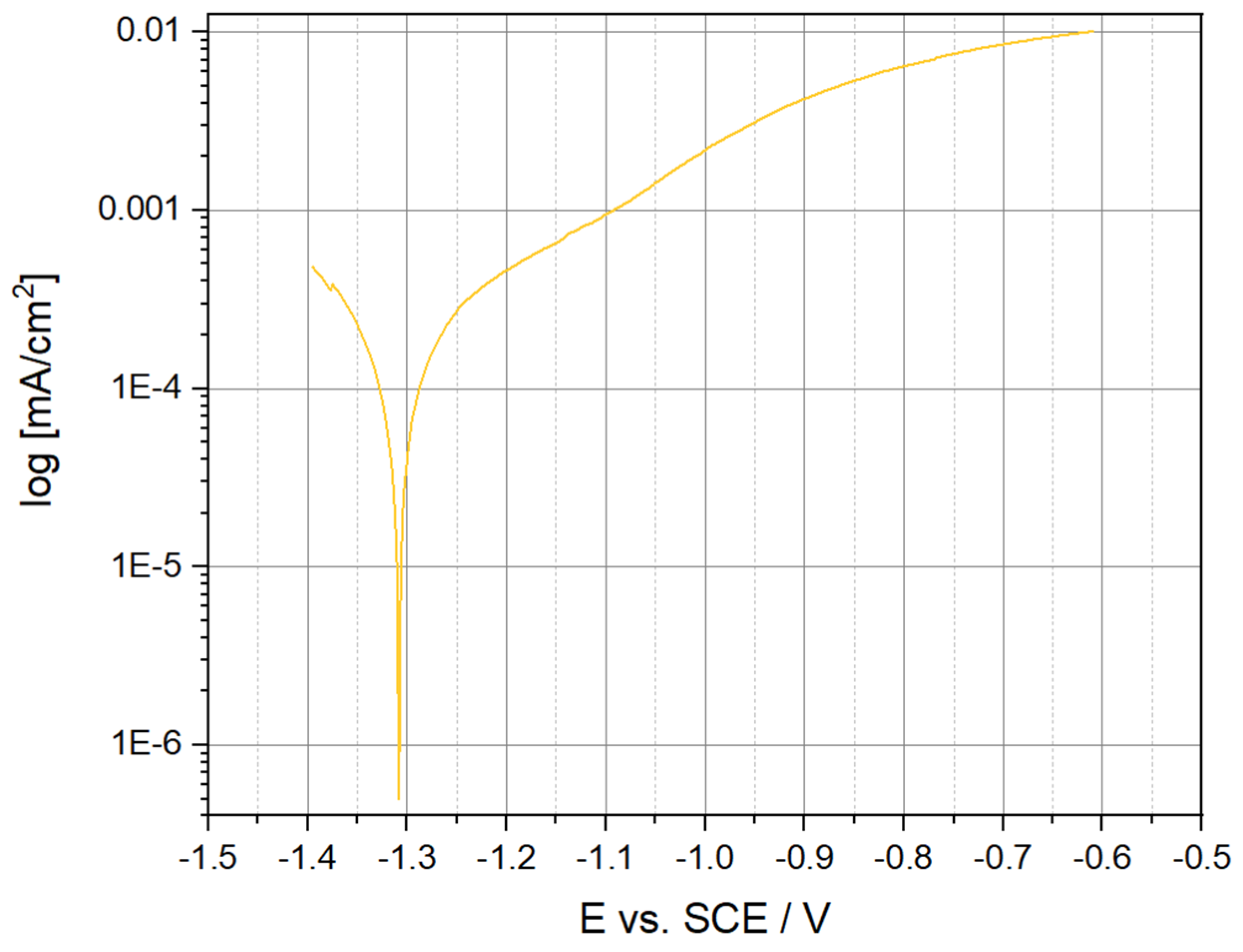
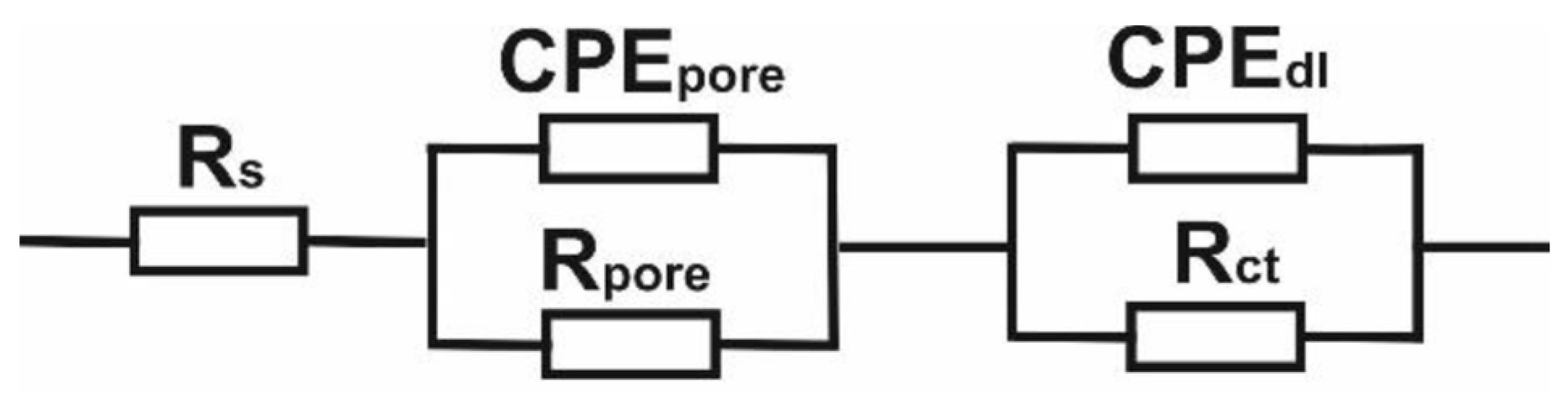
- The corrosion resistance tests indicate the ability to degrade the Mg–Zn–Ca–Au alloy in Ringer’s solution. The recorded potentiodynamic curves are characterized by the absence of a passive area. The value of the charge transfer resistance determined in the impedance tests also confirms the fact that the double layer formed as a result of contact with the solution is not an effective protective barrier against the effects of Ringer’s solution.
- Biodegradability is closely related to the corrosion resistance. The determined mean value of the corrosion current density—icorr, the polarization resistance—Rp, and the mean value of the corrosion potential—Ecorr for the Mg63Zn30Ca4Au3 sintered alloy sample after 13 h of MA are 338 μA/cm2, 77 Ω∙cm2, and 1.353 V, respectively. Mg63Zn30Ca4Au3 alloy, when compared to the commercially available alloys (i.e., AZ31, AZ91), has more stable corrosion potential, although its general corrosion resistance is weaker. The analyzed alloy constitutes a prospective biodegradable material, although it requires further research.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rakowska, J.; Radwan, K.; Ślosorz, Z. Problems of Estimation the Size and Shape of Grain Solids; Chemical and Fire Research Laboratories, Poznań University of Technology: Poznań, Poland, 2012. [Google Scholar]
- Kelsall, R.W.; Hamley, I.W.; Geoghegan, M. Nanotechnologies; Polish Scientific Publishers PWN: Warsaw, Russia, 2008; ISBN 978-83-01-15537-7. [Google Scholar]
- Lesz, S.; Tański, T.; Hrapkowicz, B.; Karolus, M.; Popis, J.; Wiechniak, K. Characterization of Mg-Zn-Ca-Y powders manufactured by mechanical milling. J. Achiev. Mater. Manuf. Eng. 2020, 103, 49–59. [Google Scholar]
- Wang, Y.P.; Li, B.S.; Ren, M.X.; Yang, C.; Fu, H.Z. Microstructure and compressive properties of AlCrFeCoNi high entropy alloy. Mater. Sci. Eng. A 2008, 491, 154–158. [Google Scholar] [CrossRef]
- Jurczyk, M. Mechanical Alloying; Publishing House of the Poznań University of Technology: Poznań, Poland, 2003. [Google Scholar]
- Block, B.A.; Imagawa, T.; Campbell, K.P.; Franzini-Armstrong, C. Structural evidence for direct interaction between the molecular components of the transverse tubule/sarcoplasmic reticulum junction in skeletal muscle. J. Cell Biol. 1988, 107, 2587–2600. [Google Scholar] [CrossRef] [PubMed]
- Datta, M.K.; Chou, D.; Hong, D.; Saha, P.; Chung, S.J.; Lee, B.; Sirinterlikci, A.; Ramanathan, M.; Roya, A.; Kumta, P.N. Structure and thermal stability of biodegradable Mg–Zn–Ca based amorphous alloys synthesized by mechanical alloying. Mater. Sci. Eng. B 2011, 176, 1637–1643. [Google Scholar] [CrossRef]
- Nam, N.D. Role of Zinc in Enhancing the Corrosion Resistance of Mg-5Ca Alloys. J. Electrochem. Soc. 2016, 163, 76–84. [Google Scholar] [CrossRef] [Green Version]
- Piste, P.; Sayaij, D.; Avinash, M. Calcium and its Role in Human Body. Int. J. Res. Pharm. Biomed. Sci. 2013, 4, 659–668. [Google Scholar]
- Johnson, A.; Shiraishi, T. Biocompatibility of precious metals for medical applications. In Precious Metals for Biomedical Applications; Woodhead Publishing: Sawston, UK, 2014; pp. 37–55. [Google Scholar]
- Merchant, B. Gold, the noble metal and the paradoxes of its toxicology. Biologicals 1998, 26, 49–59. [Google Scholar] [CrossRef]
- Demann, E.T.K.; Stein, P.S.; Haubenreich, J.E. Gold as an implant in medicine and dentistry. J. Long Term. Eff. Med. Implant. 2005, 15, 687–698. [Google Scholar] [CrossRef]
- Szyba, D.; Bajorek, A.; Babilas, D.; Temleitner, L.; Łukowiec, D.; Babilas, R. New resorbable Ca-Mg-Zn-Yb-B-Au alloys: Structural and corrosion resistance characterization. Mater. Des. 2022, 213, 110327. [Google Scholar] [CrossRef]
- Cesarz-Andraczke, K.; Nowosielski, R.; Babilas, R. Corrosion properties of Mg-Zn-Ca-(Cu,Au) metallic glasses in artificial physiological fluid. Arch. Civ. Mech. Eng. 2019, 19, 716–723. [Google Scholar] [CrossRef]
- Ramya, M.; Ravi, K.R. Biodegradable nanocrystalline Mg-Zn-Ca-Ag alloys as suitable materials for orthopedic implants. Mater. Today Proc. 2022, 58, 721–725. [Google Scholar] [CrossRef]
- Yu, L.; Zhao, Z.; Tang, C.; Li, W.; You, C.; Chen, M. The mechanical and corrosion resistance of Mg-Zn-Ca-Ag alloys: The influence of Ag content. J. Mater. Res. Technol. 2020, 9, 10863–10875. [Google Scholar] [CrossRef]
- González, S.; Pellicer, E.; Fornell, J.; Blanquer, A.; Barrios, L.; Ibáńez, E.; Solsona, P.; Surińach, S.; Baró, M.D.; Nogués, C.; et al. Improved mechanical performance and delayed corrosion phenomena in biodegradable Mg–Zn–Ca alloys through Pd-alloying. J. Mech. Behav. Biomed. Mater. 2012, 6, 53–62. [Google Scholar] [CrossRef] [PubMed]
- Garbiec, D. Spark plasma sintering (SPS): Theory and practice. Mater. Eng. 2015, 2, 60–64. [Google Scholar]
- Kumar, D. Bio-mechanical characterization of Mg-composite implant developed by spark plasma sintering technique. Mater. Today Proc. 2022, 50, 546–551. [Google Scholar] [CrossRef]
- Kowalski, K.; Kachlicki, T.; Jurczyk, M. Effects of mechanical alloying conditions on the properties of Mg-based nanomaterials. Mater. Eng. 2015, 5, 229–232. [Google Scholar] [CrossRef]
- Lesz, S.; Kremzer, M.; Gołombek, K.; Nowosielski, R. Influence of milling time on amorphization of Mg-Zn-Ca powders synthesized by mechanical alloying technique. Archiv. Metall. Mater. 2018, 63, 839–845. [Google Scholar]
- Lesz, S.; Kraczla, J.; Nowosielski, R. Synthesis of Mg–Zn–Ca Alloy by the Spark Plasma Sintering. Mater. Des. Appl. II Adv. Struct. Mater. 2018, 98, 85–96. [Google Scholar]
- Karolus, M. Applications of Rietveld refinement in Fe–B–Nb alloy structure studies. J. Mater. Process. Technol. 2006, 175, 246–250. [Google Scholar] [CrossRef]
- PN-EN ISO 6507-3:05; Metals—Vickers Hardness Measurement—Part 3: Calibration of Reference Standards. International Organization for Standardization: Geneva, Switzerland, 2018.
- EN ISO 3327; Hardmetals—Determination of Transverse Rupture Strength. International Organization for Standardization: Geneva, Switzerland, 2009.
- Wu, M.-M.; Wen, L.; Tang, B.-Y.; Peng, L.-M.; Ding, W.-J. First-principles study of elastic and electronic properties of MgZn2 and ScZn2 phases in Mg–Sc–Zn alloy. J. Alloys Compd. 2010, 506, 412–417. [Google Scholar] [CrossRef]
- Xie, Y.-P.; Wang, Z.-Y.; Hou, Z.F. The phase stability and elastic properties of MgZn2 and Mg4Zn7 in Mg–Zn alloys. Scr. Mater. 2013, 68, 495–498. [Google Scholar] [CrossRef]
- Song, Y.; Zhan, S.; Nie, B.; Qi, H.; Liu, F.; Fan, T.; Chen, D. First-Principles Investigations on Structural Stability, Elastic Properties and Electronic Structure of Mg32(Al,Zn)49 Phase and MgZn2 Phase. Crystals 2022, 12, 683. [Google Scholar] [CrossRef]
- Ferro, R.; Saccone, A.; Macciò, D.; Delfino, S. A survey of gold intermetallic chemistry. Gold Bull. 2003, 36, 39–50. [Google Scholar] [CrossRef] [Green Version]
- Han, J.; Ogle, K. Dealloying of MgZn2 Intermetallic in Slightly Alkaline Chloride Electrolyte and Its Significance in Corrosion Resistance. J. Electrochem. Soc. 2017, 164, C952. [Google Scholar] [CrossRef]
- Ikeuba, I.; Kou, F.; Duan, H.; Zhang, B.; Wang, J.; Han, E.H.; Ke, W. Understanding the electrochemical behavior of bulk-synthesized MgZn2 intermetallic compound in aqueous NaCl solutions as a function of pH. J. Solid State Electrochem. 2019, 23, 1165–1177. [Google Scholar] [CrossRef]
- Basiaga, M.; Walke, W.; Antonowicz, M.; Kajzer, W.; Szewczenko, J.; Domanowska, A.; Michalewicz, A.; Szindler, M.; Staszuk, M.; Czajkowski, M. Impact of surface treatment on the functional properties stainless steel for biomedical applications. Materials 2020, 13, 4767. [Google Scholar] [CrossRef]
- Basiaga, M.; Walke, W.; Kajzer, W.; Sambok-Kiełbowicz, A.; Szewczenko, J.; Simka, W.; Szindler, M.; Ziębowicz, B.; Lubenets, V. Atomic layer deposited ZnO flms on stainless steel for biomedical applications. Arch. Civ. Mech. Eng. 2021, 21, 1. [Google Scholar] [CrossRef]
- Kubisztal, J.; Łosiewicz, B.; Dybal, P.; Kozik, V.; Bak, A. Temperature-Related Corrosion Resistance of AISI 1010 Carbon Steel in Sulfolane. Material 2020, 13, 2563. [Google Scholar] [CrossRef]
- Mena-Morcillo, E.; Veleva, L. Degradation of AZ31 and AZ91 magnesium alloys in different physiological media: Effect of surface layer stability on electrochemical behaviour. J. Magnes. Alloy. 2020, 8, 667–675. [Google Scholar] [CrossRef]
- Feliu, S. Electrochemical Impedance Spectroscopy for the Measurement of the Corrosion Rate of Magnesium Alloys: Brief Review and Challenges. Metals 2020, 10, 775. [Google Scholar] [CrossRef]
- Lesz, S.; Kraczla, J.; Nowosielski, R. Structure and compression strength characteristics of the sintered Mg–Zn–Ca–Gd alloy for medical applications. Arch. Civ. Mech. Eng. 2018, 18, 1288–1299. [Google Scholar] [CrossRef]
- Pietrzyk, M.; Kuziak, R.; Bzowski, K.; Rauch, Ł.; Ambroziński, M.; Gronostajski, Z.; Chorzępa, W. Material characterization for numerical simulation of manufacturing of automotive part made of magnesium alloy. Arch. Civ. Mech. Eng. 2020, 20, 6. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg–Zn–Ca–Au 13 h | Mg(X), X = Zn, Ca, Au | MgZn2 | Mg3Au |
|---|---|---|---|
| Theoretical | (ICDD PDF4 + Card: 00-035-0821) a = 3.2094 [Å] c = 5.2112 [Å] Space group: P63/mmc Crystallographic System: Hexagonal | (ICDD PDF4 + Card: 04-008-7744) a = 5.2210 [Å] c = 8.5670 [Å] Space group: P63/mmc Crystallographic System: Hexagonal | (ICDD PDF4 + Card: 04-003-5362) a = 4.6600 [Å] c = 8.4880 [Å] Space group: P63/mmc Crystallographic System: Hexagonal |
| Refined (RR) a/c [Å] | a = 3.2263(6) c = 5.2472(9) | a = 5.6389(9) c = 8.6214(5) | a= 4.7255(1) c= 8.5278(6) |
| Crystallite Size D [Å] | 360 | 350 | 103 |
| Lattice Strain η [%] | 0.69 | 0.62 | 0.32 |
| Wt. % | Mg | Si | Ca | Zn | Au |
|---|---|---|---|---|---|
| 1 | 34.8 | 0.2 | 5.3 | 47.6 | 12.0 |
| 2 | 26.3 | - | 3.8 | 57.6 | 12.3 |
| At. % | Mg | Si | Ca | Zn | Au |
| 1 | 60.6 | 0.3 | 5.6 | 47.6 | 2.6 |
| 2 | 51.0 | - | 4.5 | 41.6 | 3.0 |
| Wt. % | Mg | Ca | Zn | Au |
|---|---|---|---|---|
| 1 | 40.6 | 3.5 | 43.6 | 12.2 |
| 2 | 40.5 | 4.4 | 41.7 | 13.5 |
| 3 | 42.9 | 1.6 | 41.5 | 14.0 |
| 4 | 42.8 | 3.8 | 40.6 | 12.8 |
| 5 | 32.4 | 1.4 | 61.6 | 4.6 |
| 6 | 44.6 | 3.1 | 40.6 | 11.8 |
| At. % | Mg | Ca | Zn | Au |
| 1 | 67.2 | 3.6 | 26.8 | 2.5 |
| 2 | 67.1 | 4.4 | 25.7 | 2.8 |
| 3 | 57.1 | 1.5 | 40.4 | 1.0 |
| 4 | 69.3 | 3.7 | 24.4 | 2.6 |
| 5 | 70.3 | 1.6 | 25.3 | 2.8 |
| 6 | 70.8 | 2.9 | 24.0 | 2.3 |
| Wt. % | Mg | Ca | Zn | Au |
|---|---|---|---|---|
| 1 | 0.7 | 0.1 | 47.7 | 51.5 |
| 2 | 5.2 | 0.4 | 38.6 | 55.8 |
| 3 | 14.9 | 2.1 | 72.7 | 10.2 |
| 4 | 19.1 | 1.4 | 74.1 | 5.4 |
| 5 | 18.2 | 0.4 | 78.2 | 3.2 |
| At. % | Mg | Ca | Zn | Au |
| 1 | 2.9 | 0.3 | 71.3 | 25.5 |
| 2 | 19.6 | 0.8 | 53.8 | 25.8 |
| 3 | 33.5 | 2.9 | 60.7 | 2.8 |
| 4 | 39.7 | 1.7 | 57.2 | 1.4 |
| 5 | 38.0 | 0.5 | 60.6 | 0.8 |
| Wt. % | Mg | Ca | Zn | Au |
|---|---|---|---|---|
| 1 | 17.1 | 6.9 | 76.1 | - |
| 2 | 18.2 | 7.0 | 74.8 | - |
| 3 | 19.7 | - | 80.3 | - |
| 4 | 18.8 | - | 81.2 | - |
| 5 | 16.4 | 6.8 | 76.8 | - |
| At. % | Mg | Ca | Zn | Au |
| 1 | 34.5 | 8.4 | 57.1 | - |
| 2 | 36.2 | 8.5 | 55.3 | - |
| 3 | 39.8 | - | 60.2 | - |
| 4 | 38.4 | - | 61.6 | - |
| 5 | 33.4 | 8.4 | 58.2 | - |
| Corrosion Parameters | |||||||
|---|---|---|---|---|---|---|---|
| EOCP, V | Rs, Ω/cm2 | Rpore, Ω/cm2 | CPEpore | Rct, Ω/cm2 | CPEdl | ||
| Y0, Ω−1cm−2 s−n | n | Y0, Ω−1cm−2 s−n | n | ||||
| −1.299 | 48 | 79 | 0.1295 × 10−3 | 0.80 | 83 | 0.8433 × 10−3 | 0.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lesz, S.; Karolus, M.; Gabryś, A.; Hrapkowicz, B.; Walke, W.; Pakieła, W.; Gołombek, K.; Popis, J.; Palček, P. Characteristics of Mg-Based Sintered Alloy with Au Addition. Materials 2023, 16, 1915. https://doi.org/10.3390/ma16051915
Lesz S, Karolus M, Gabryś A, Hrapkowicz B, Walke W, Pakieła W, Gołombek K, Popis J, Palček P. Characteristics of Mg-Based Sintered Alloy with Au Addition. Materials. 2023; 16(5):1915. https://doi.org/10.3390/ma16051915
Chicago/Turabian StyleLesz, Sabina, Małgorzata Karolus, Adrian Gabryś, Bartłomiej Hrapkowicz, Witold Walke, Wojciech Pakieła, Klaudiusz Gołombek, Julia Popis, and Peter Palček. 2023. "Characteristics of Mg-Based Sintered Alloy with Au Addition" Materials 16, no. 5: 1915. https://doi.org/10.3390/ma16051915
APA StyleLesz, S., Karolus, M., Gabryś, A., Hrapkowicz, B., Walke, W., Pakieła, W., Gołombek, K., Popis, J., & Palček, P. (2023). Characteristics of Mg-Based Sintered Alloy with Au Addition. Materials, 16(5), 1915. https://doi.org/10.3390/ma16051915