

Microstructure and Mechanical Properties of Core-Shell B4C-Reinforced Ti Matrix Composites

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
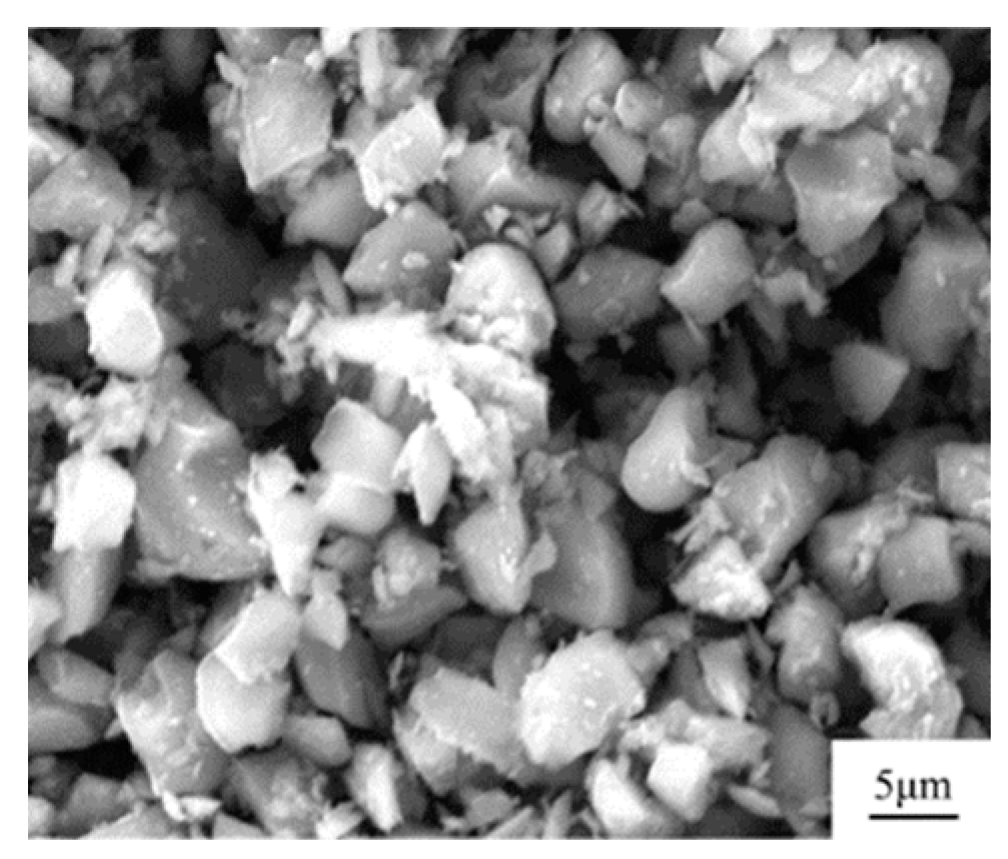
2.1. Raw Materials
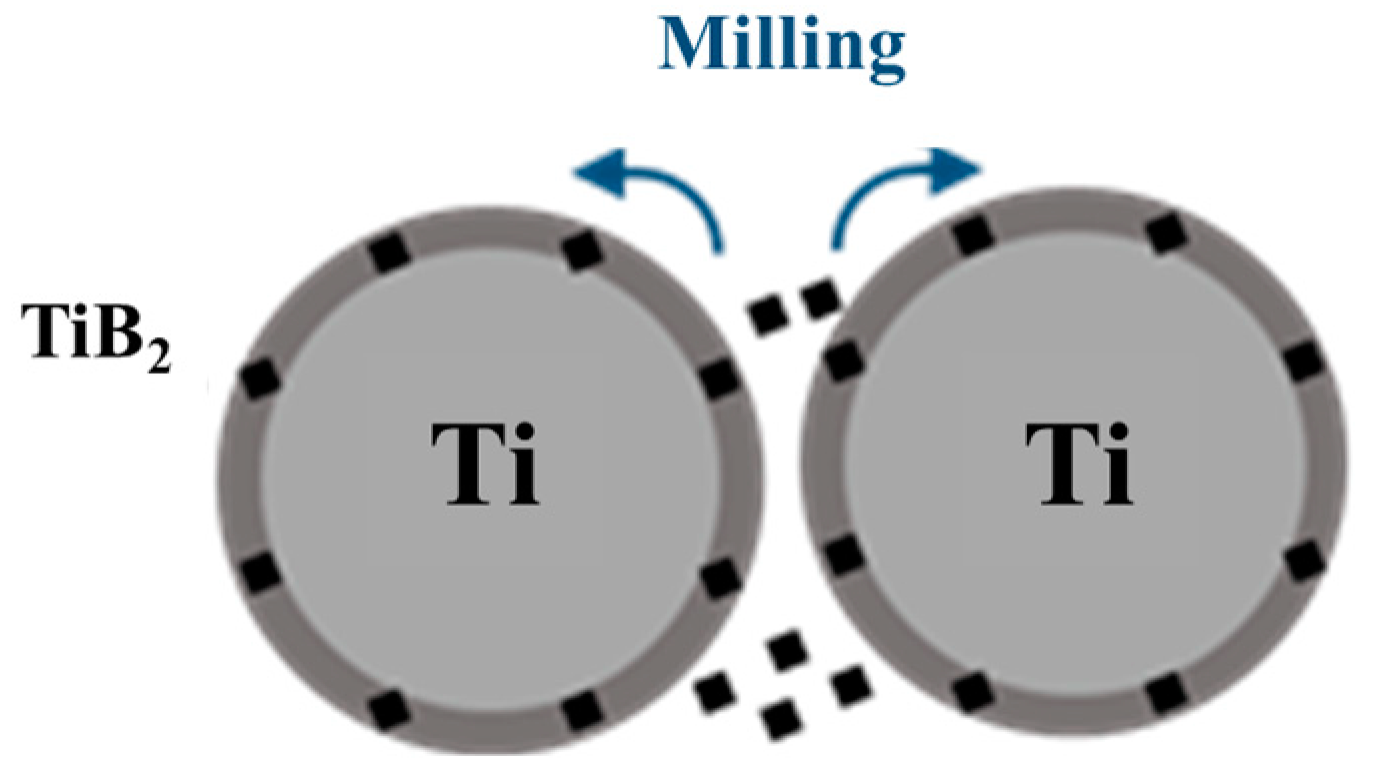
2.2. Preparation of Ti-Based Composites with a Core-Shell Microstructure
2.3. Microstructure Characterization of Ti-Based Composites
2.4. Performance Tests of Ti-Based Composites
2.4.1. Compression Test
2.4.2. Thermal Conductivity Measurement
3. Results and Discussion
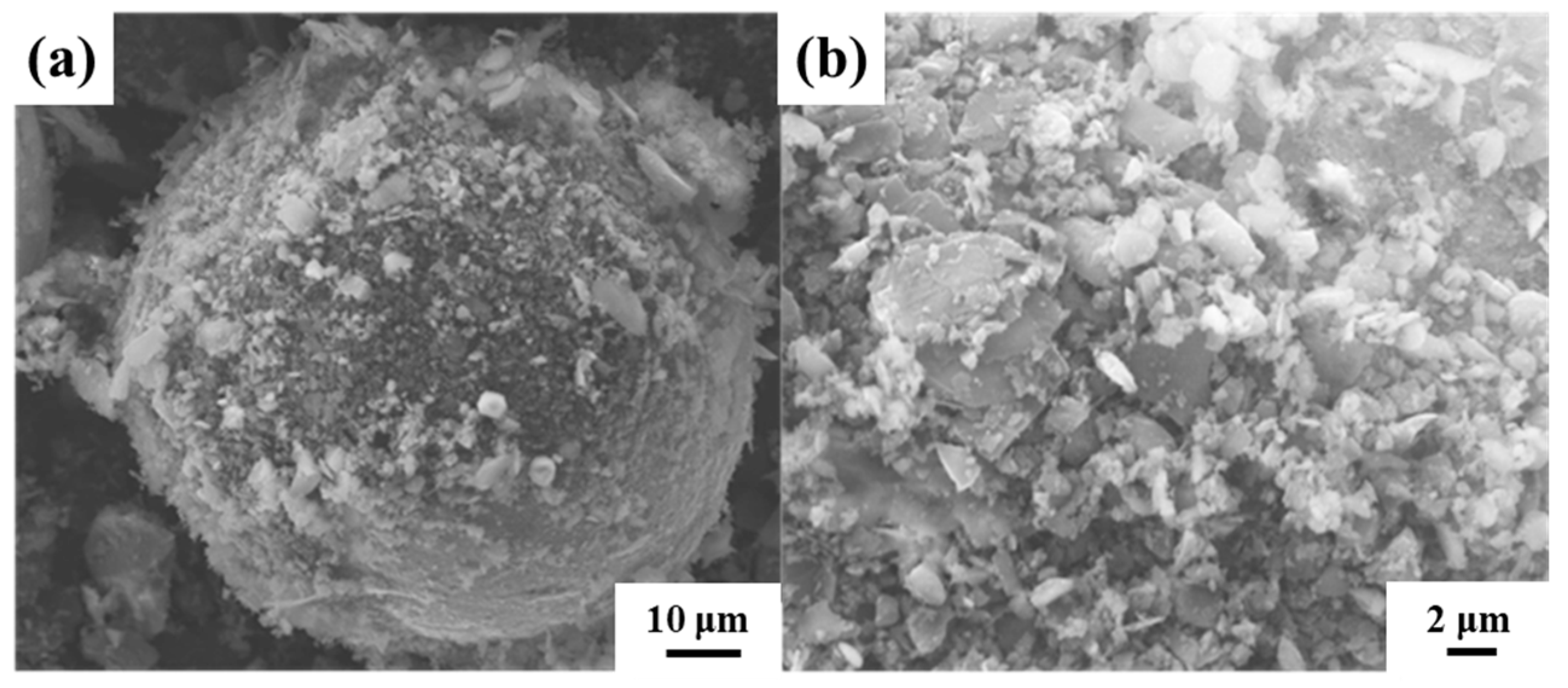
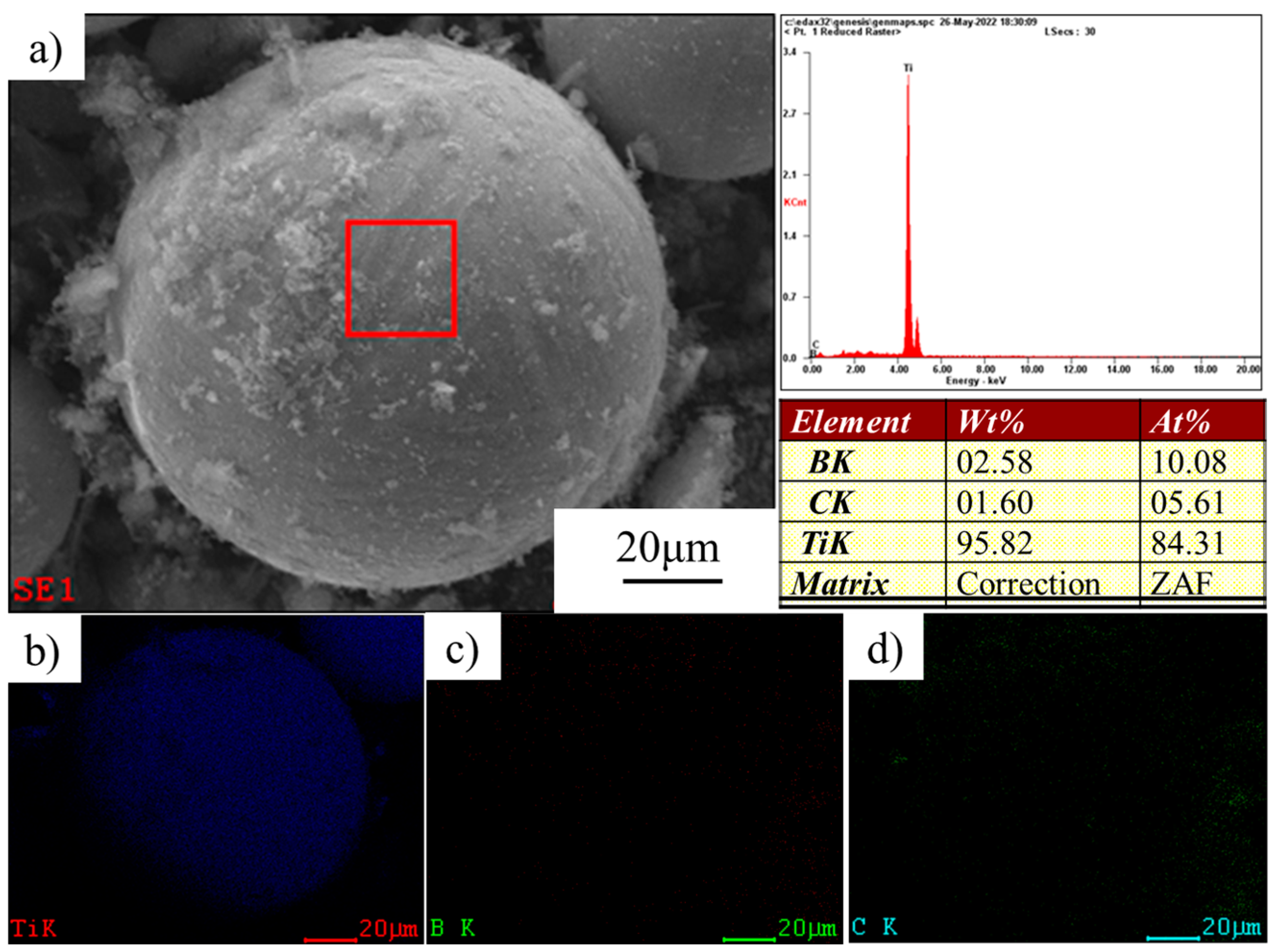
3.1. Microstructure Characterization of Core-Shell Ti-B4C Particles
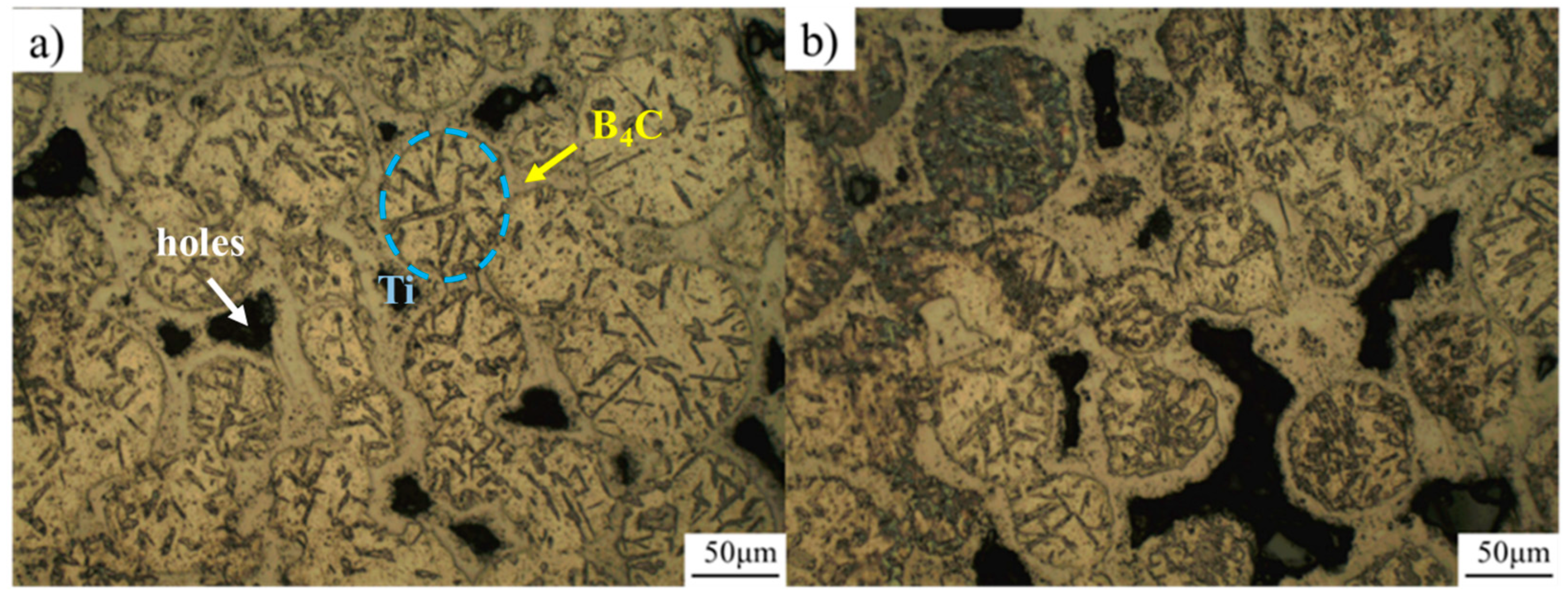
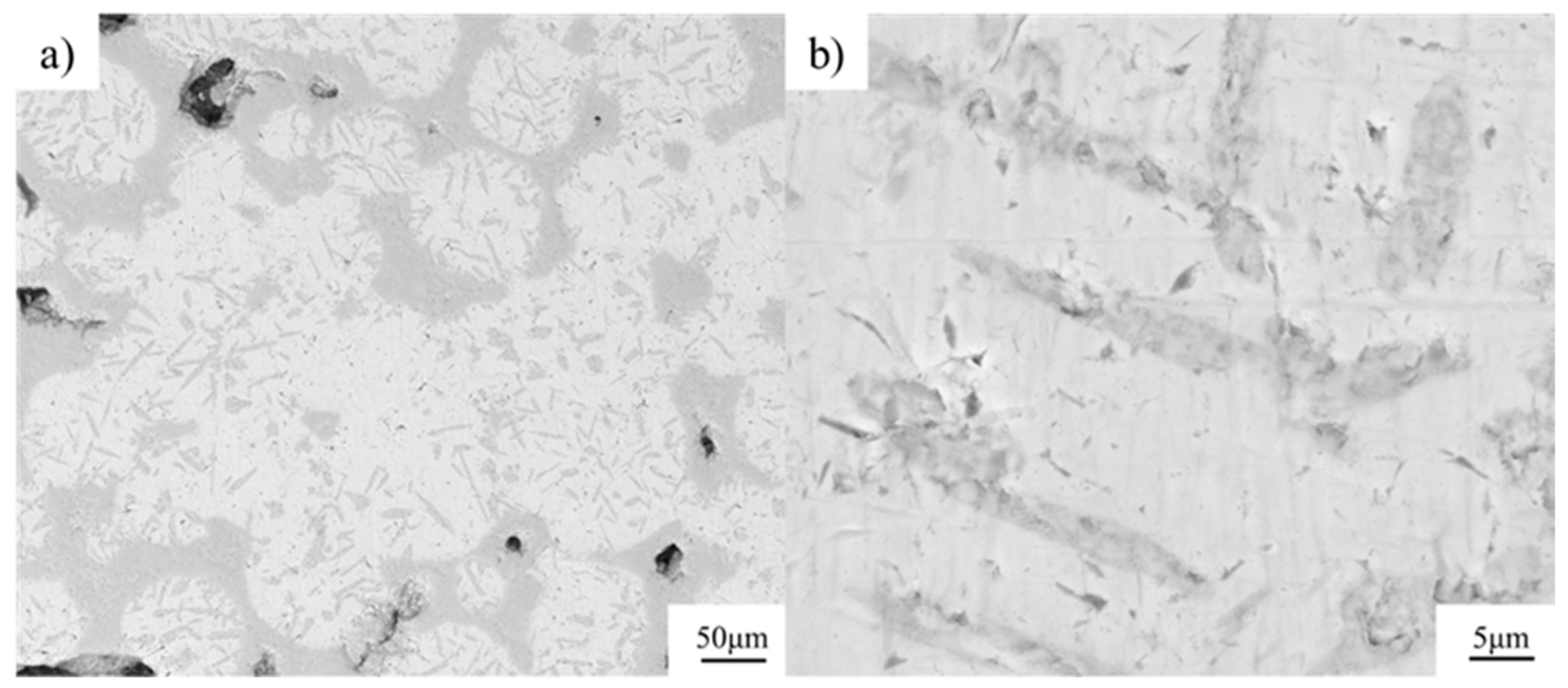
3.2. Microstructure Characterization of Ti-B4C Composites
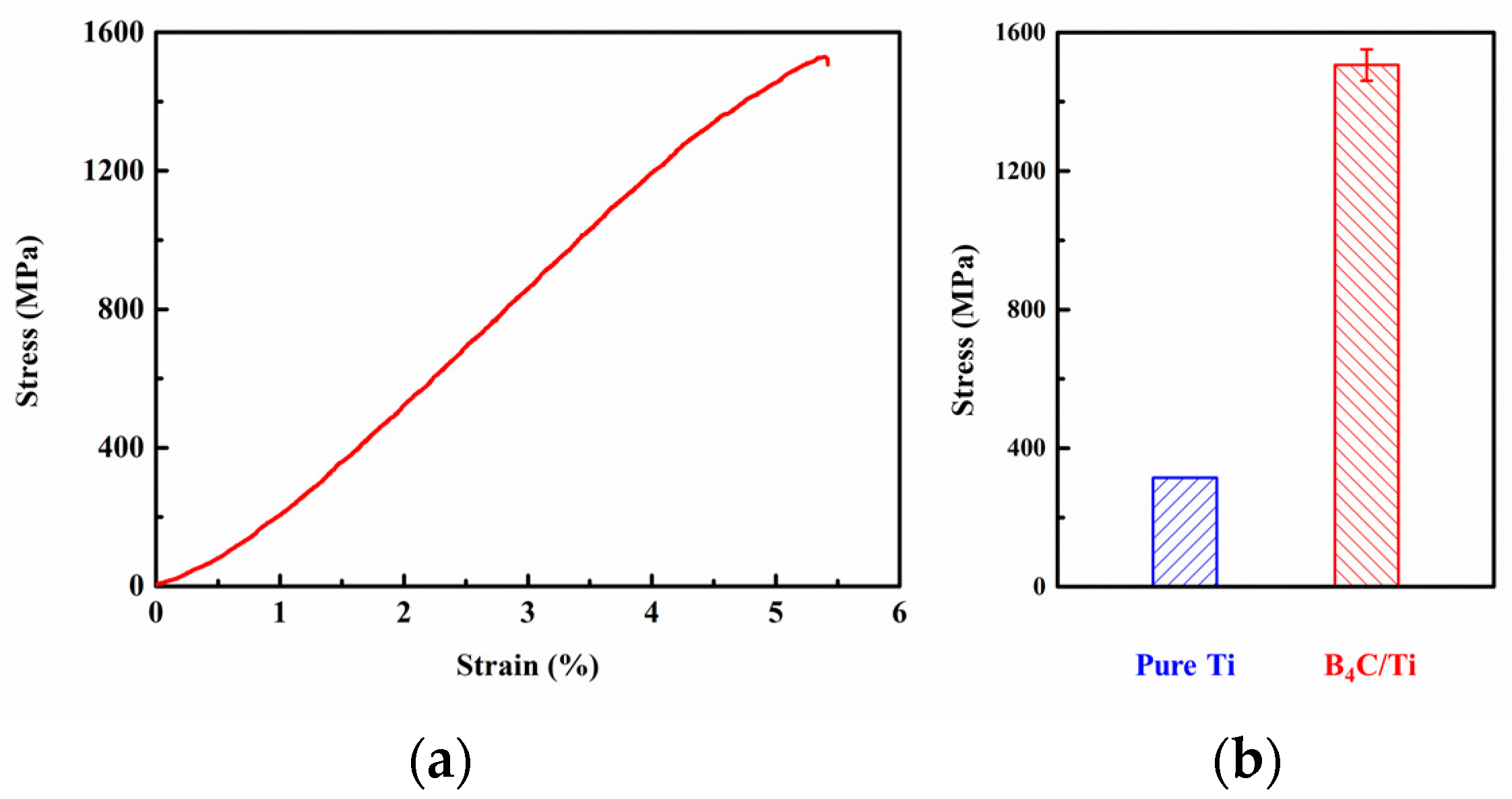
3.3. Mechanical and Functional Properties of Ti-B4C Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, G.; Yang, W.; Dong, R.; Hussain, M.; Wu, G. Interfacial microstructure and its effect on thermal conductivity of SiCp/Cu composites. Mater. Des. 2014, 63, 109–114. [Google Scholar] [CrossRef]
- Dong, R.; Yang, W.; Wu, P.; Hussain, M.; Wu, G.; Jiang, L. High content SiC nanowires reinforced Al composite with high strength and plasticity. Mater. Sci. Eng. A 2015, 630, 8–12. [Google Scholar] [CrossRef]
- Xue, W.; Jiang, L.; Zhang, B.; Jing, D.; He, T.; Chen, G.; Xiu, Z.; Wu, G. Quantitative analysis of the effects of particle content and aging temperature on aging behavior in B4C/6061Al composites. Mater. Charact. 2020, 163, 110305. [Google Scholar] [CrossRef]
- Trujillo-Vázquez, E.; Pech-Canul, M.I.; Guía-Tello, J.C.; Pech-Canul, M.A. Surface chemistry modification for elimination of hydrophilic Al4C3 in B4C/Al composites. Mater. Des. 2016, 89, 94–101. [Google Scholar] [CrossRef]
- Xian, Y.; Pang, X.; He, S.; Wang, W.; Wang, X.; Zhang, P. Microstructure and Mechanical Properties of Al6061-31vol.% B4C Composites Prepared by Hot Isostatic Pressing. J. Mater. Eng. Perform. 2015, 24, 4044–4053. [Google Scholar] [CrossRef]
- Nasr Isfahani, M.J.; Payami, F.; Asadabad, M.A.; Shokri, A.A. Investigation of the effect of boron carbide nanoparticles on the structural, electrical and mechanical properties of Al-B4C nanocomposites. J. Alloys Compd. 2019, 797, 1348–1358. [Google Scholar] [CrossRef]
- Paidar, M.; Ojo, O.O.; Ezatpour, H.R.; Heidarzadeh, A. Influence of multi-pass FSP on the microstructure, mechanical properties and tribological characterization of Al/B4C composite fabricated by accumulative roll bonding (ARB). Surf. Coat. Technol. 2019, 361, 159–169. [Google Scholar] [CrossRef]
- Luo, G.; Wu, J.; Xiong, S.; Shen, Q.; Wu, C.; Zhang, J.; Zhang, L. Microstructure and mechanical behavior of AA2024/B4C composites with a network reinforcement architecture. J. Alloys Compd. 2017, 701, 554–561. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Z.; Li, Q.; Wu, J.; Shi, G.; Qi, F.; Zhou, X. Microtopography and mechanical properties of vacuum hot pressing Al/B4C composites. Ceram. Int. 2018, 44, 3048–3055. [Google Scholar] [CrossRef]
- Wu, C.; Ma, K.; Wu, J.; Fang, P.; Luo, G.; Chen, F.; Shen, Q.; Zhang, L.; Schoenung, J.M.; Lavernia, E.J. Influence of particle size and spatial distribution of B4C reinforcement on the microstructure and mechanical behavior of precipitation strengthened Al alloy matrix composites. Mater. Sci. Eng. A 2016, 675, 421–430. [Google Scholar] [CrossRef]
- Zhang, W.; Gao, L.; Lei, Y.; Yang, B.; Li, J.; Xiao, L.; Yin, Y. TiAl/B4C composite fabricated by high energy ball milling and hot press sintering processes and its mechanical properties. Mater. Sci. Eng. A 2010, 527, 7436–7441. [Google Scholar] [CrossRef]
- Selvakumar, N.; Ramkumar, T. Effect of Particle Size of B4C Reinforcement on Ti-6Al-4V Sintered Composite Prepared by Mechanical Milling Method. Trans. Indian Ceram. Soc. 2017, 76, 31–37. [Google Scholar] [CrossRef]
- Chen, H.S.; Wang, W.X.; Nie, H.H.; Zhou, J.; Li, Y.L.; Liu, R.F.; Zhang, Y.Y.; Zhang, P. Microstructure evolution and mechanical properties of B4C/6061Al neutron absorber composite sheets fabricated by powder metallurgy. J. Alloys Compd. 2018, 730, 342–351. [Google Scholar] [CrossRef]
- Nartu, M.S.K.K.Y.; Mantri, S.A.; Pantawane, M.V.; Ho, Y.-H.; McWilliams, B.; Cho, K.; Dahotre, N.B.; Banerjee, R. In situ reactions during direct laser deposition of Ti-B4C composites. Scr. Mater. 2020, 183, 28–32. [Google Scholar] [CrossRef]
- Yang, Z.F.; Lu, W.J.; Xu, D.; Qin, J.N.; Zhang, D. In situ synthesis of hybrid and multiple-dimensioned titanium matrix composites. J. Alloys Compd. 2006, 419, 76–80. [Google Scholar] [CrossRef]
- Yang, Z.F.; Lu, W.J.; Qin, J.N.; Gu, J.J.; Zhang, D.; Liu, J.L. Microstructural characterization of Nd2O3 in in situ synthesized multiple-reinforced (TiB+TiC+Nd2O3)/Ti composites. J. Alloys Compd. 2006, 425, 379–383. [Google Scholar] [CrossRef]
- Yang, Z.; Lu, W.; Qin, J.; Zhang, D. Microstructure and tensile properties of in situ synthesized (TiC+TiB+Nd2O3)/Ti-alloy composites at elevated temperature. Mater. Sci. Eng. A 2006, 425, 185–191. [Google Scholar] [CrossRef]
- Li, G.; Lyu, S.; Zheng, R.; Li, Q.; Ameyama, K.; Xiao, W.; Ma, C. Strengthening 2024Al alloy by novel core-shell structured Ti/B4C composite particles. Mater. Sci. Eng. A 2019, 755, 231–234. [Google Scholar] [CrossRef]
- Zygula, K.; Wojtaszek, M. Processing and Characterization of beta Titanium Alloy Composite Using Power Metallurgy Approach. Materials 2022, 15, 5800. [Google Scholar] [CrossRef]
- Jiang, D.; Cui, H.; Zhao, X.; Chen, H.; Ma, G.; Song, X. Reaction mechanism and friction behavior of an in-situ Ti/B4C composite synthesized by spark plasma sintering. Ceram. Int. 2022, 48, 34341–34349. [Google Scholar] [CrossRef]
- Wu, G.; Yu, Z.; Jiang, L.; Zhou, C.; Deng, G.; Deng, X.; Xiao, Y. A novel method for preparing graphene nanosheets/Al composites by accumulative extrusion-bonding process. Carbon 2019, 152, 932–945. [Google Scholar] [CrossRef]
- Kang, P.; Zhao, Q.; Guo, S.; Xue, W.; Liu, H.; Chao, Z.; Jiang, L.; Wu, G. Optimisation of the spark plasma sintering process for high volume fraction SiCp/Al composites by orthogonal experimental design. Ceram. Int. 2021, 47, 3816–3825. [Google Scholar] [CrossRef]
- Zhang, N.; Sun, D.; Han, X.; Wang, Z.; Liu, H.; Wang, Z.; Yang, W.; Wu, G. Effect of spark plasma sintering temperatures on microstructure and mechanical properties of in-situ (La2O3 + TiB)/Ti2AlNb composites with a tailored three-dimensional network architecture. Mater. Sci. Eng. A 2020, 772, 138769. [Google Scholar] [CrossRef]
- Wang, G.; Sui, X.; Liu, Q.; Liu, Y. Fabricating Ti2AlNb sheet with high tensile strength and good ductility by hot packed rolling the spark plasma sintered pre-alloyed powder. Mater. Sci. Eng. A 2021, 801, 140392. [Google Scholar] [CrossRef]
- Choi, B.-J.; Kim, Y.-J. In-Situ (TiB+TiC) particulate reinforced titanium matrix composites: Effect of B4C size and content. Met. Mater. Int. 2013, 19, 1301–1307. [Google Scholar] [CrossRef]
- Shang, C.; Liu, T.; Zhang, F.; Chen, F. Effect of Network Size on Mechanical Properties and Wear Resistance of Titanium/Nanodiamonds Nanocomposites with Network Architecture. Compos. Commun. 2020, 19, 74–81. [Google Scholar] [CrossRef]
- Wu, C.; Li, Y.; Xie, S. Micro-structure, mechanical properties and comparison of monolithic and laminated Ti-B4C composite with Al doped. J. Alloys Compd. 2018, 733, 1–7. [Google Scholar] [CrossRef]
- Han, C.; Babicheva, R.; Chua, J.D.Q.; Ramamurty, U.; Tor, S.B.; Sun, C.-N.; Zhou, K. Microstructure and mechanical properties of (TiB+TiC)/Ti composites fabricated in situ via selective laser melting of Ti and B4C powders. Addit. Manuf. 2020, 36, 101466. [Google Scholar] [CrossRef]
- Li, R.; Yue, H.; Luo, S.; Zhang, F.; Sun, B. Microstructure and mechanical properties of in situ synthesized (TiB+TiC)-reinforced Ti6Al4V composites produced by directed energy deposition of Ti and B4C powders. Mater. Sci. Eng. A 2023, 864, 144466. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite | Mechanical Properties | |
|---|---|---|
| Zhang [11] | 30 wt.% B4C/TiAl | Bending 437.3 MPa |
| Yang [15,16] | (TiB, TiC, Nd2O3)/Ti | Bending 1150 MPa |
| Choi [25] | 20 wt.% B4C/Ti | Tensile 699 MPa |
| Wu [27] | Monolithic B4C/Ti | Flexural 496.2 MPa |
| Han [28] | 1 wt.% B4C/Ti | Tensile 945 MPa |
| Li [29] | 5 wt.% B4C/Ti | Tensile 1126.1 MPa |
| This work | 30 vol.% core-shell B4C/Ti | Compressive 1529.1 MPa |
| Properties | B4C/Ti | Ti |
|---|---|---|
| Density | 4.32 g/cm3 | 4.54 g/cm3 |
| Hardness | 697.9 HV | 210 HV |
| Thermal conductivity | 13.0 W/m·K | 14.6 W/m·K |
| Electric conductivity | 0.64 Ω·mm2/m | 2.34 Ω·mm2/m |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiu, Z.; Ju, B.; Zhan, J.; Zhang, N.; Wang, P.; Zhao, K.; Liu, M.; Yin, A.; Chen, W.; Jiao, Y.; et al. Microstructure and Mechanical Properties of Core-Shell B4C-Reinforced Ti Matrix Composites. Materials 2023, 16, 1166. https://doi.org/10.3390/ma16031166
Xiu Z, Ju B, Zhan J, Zhang N, Wang P, Zhao K, Liu M, Yin A, Chen W, Jiao Y, et al. Microstructure and Mechanical Properties of Core-Shell B4C-Reinforced Ti Matrix Composites. Materials. 2023; 16(3):1166. https://doi.org/10.3390/ma16031166
Chicago/Turabian StyleXiu, Ziyang, Boyu Ju, Junhai Zhan, Ningbo Zhang, Pengjun Wang, Keguang Zhao, Mingda Liu, Aiping Yin, Weidi Chen, Yang Jiao, and et al. 2023. "Microstructure and Mechanical Properties of Core-Shell B4C-Reinforced Ti Matrix Composites" Materials 16, no. 3: 1166. https://doi.org/10.3390/ma16031166
APA StyleXiu, Z., Ju, B., Zhan, J., Zhang, N., Wang, P., Zhao, K., Liu, M., Yin, A., Chen, W., Jiao, Y., Wang, H., Li, S., Zhu, X., Wu, P., & Yang, W. (2023). Microstructure and Mechanical Properties of Core-Shell B4C-Reinforced Ti Matrix Composites. Materials, 16(3), 1166. https://doi.org/10.3390/ma16031166