

Formation of PLGA–PEDOT: PSS Conductive Scaffolds by Supercritical Foaming

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
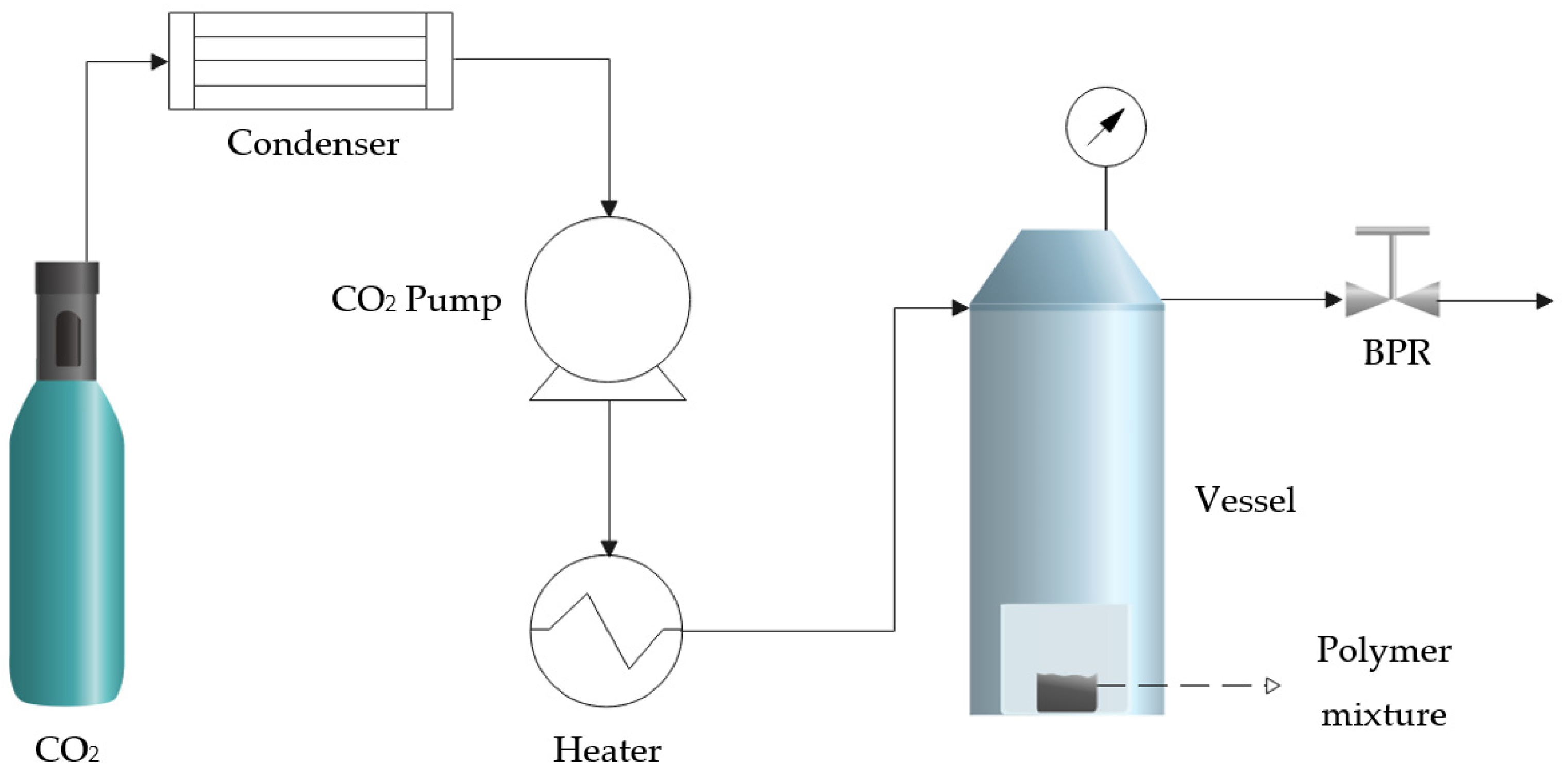
2.2. Supercritical Foaming Procedure
2.3. Scanning Electron Microscopy (SEM)
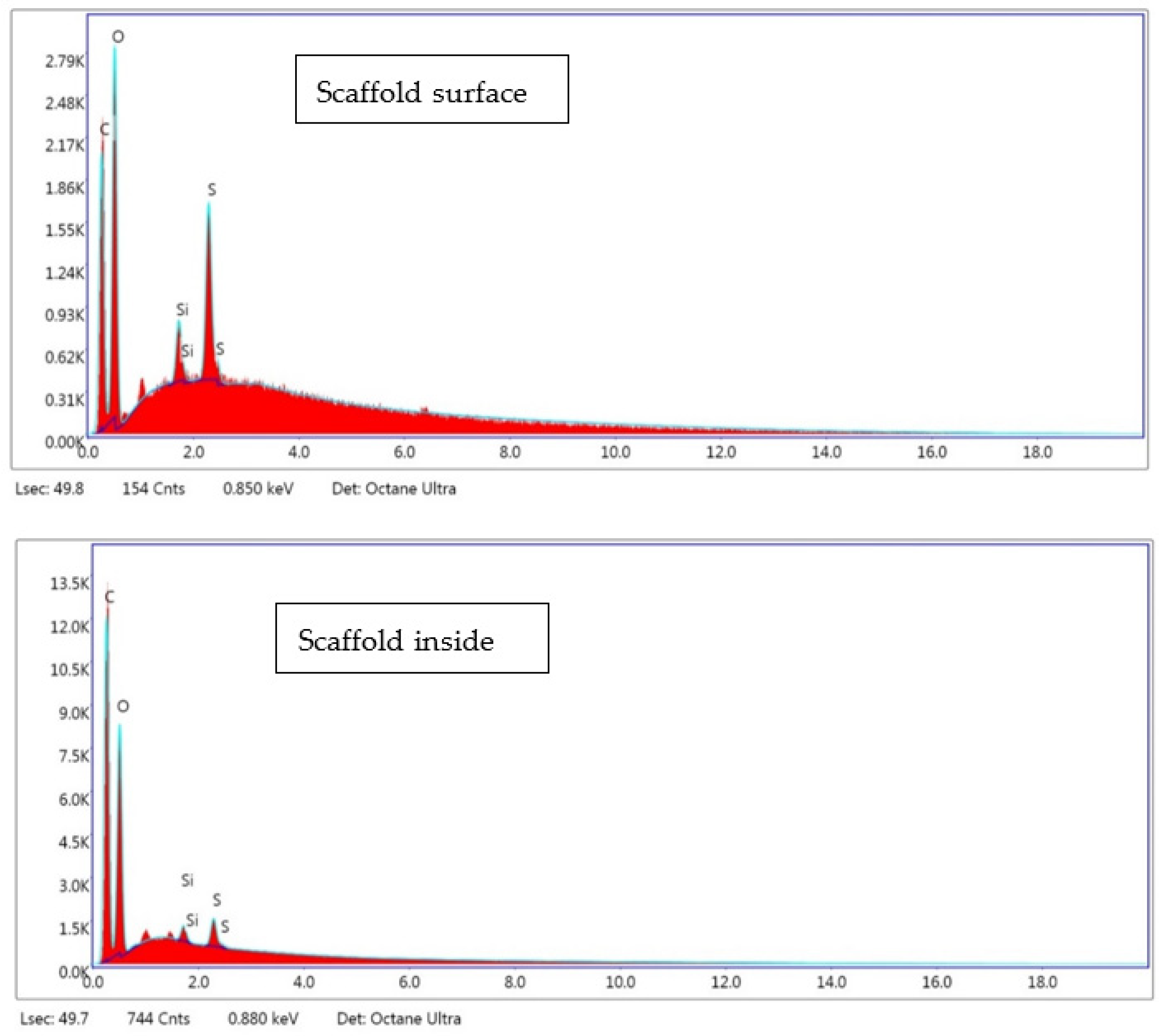
2.4. Polymer Distribution
2.5. Expansion Factor of Samples
2.6. Estimated Porosity
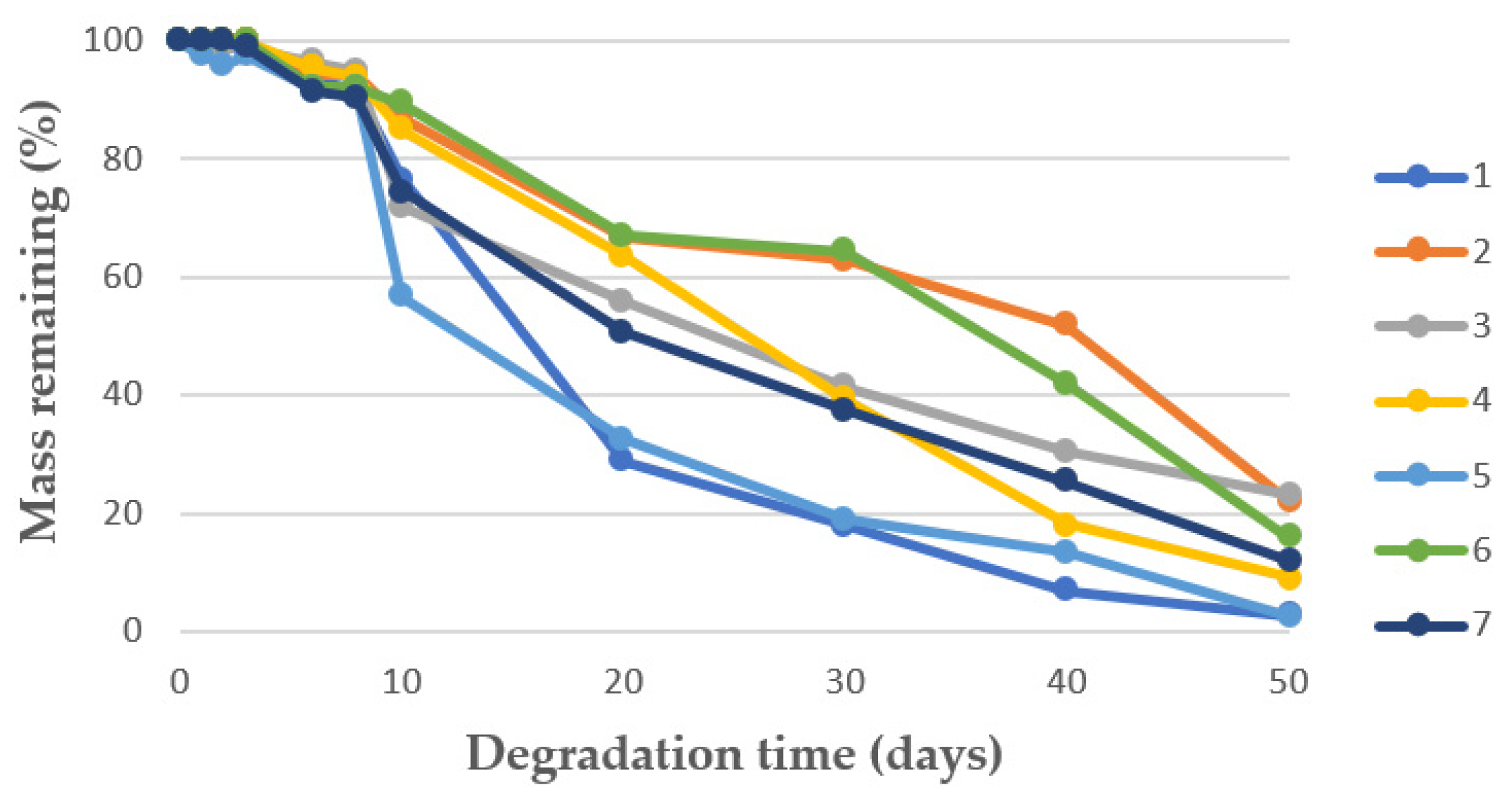
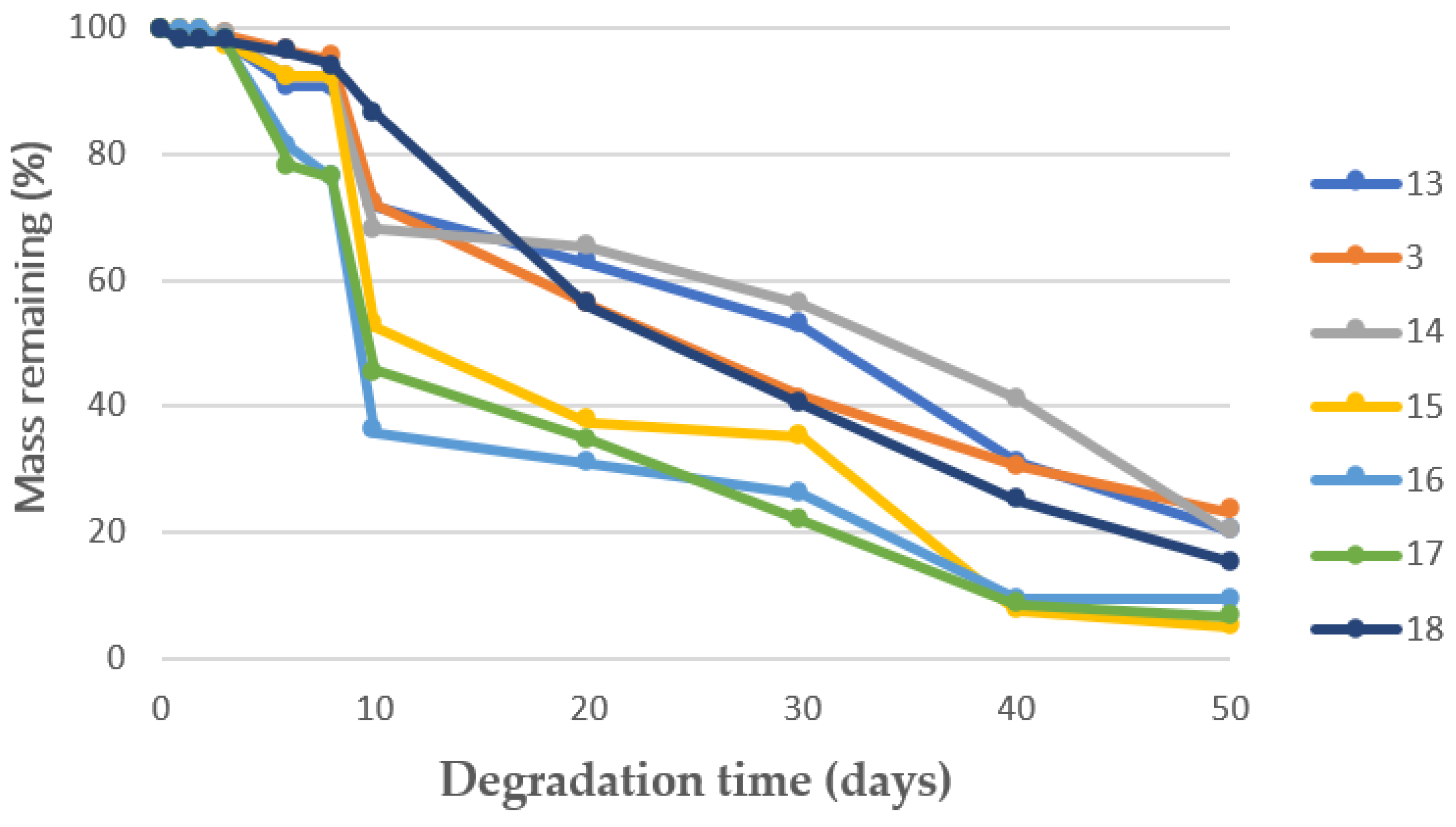
2.7. Degradability Test in PBS
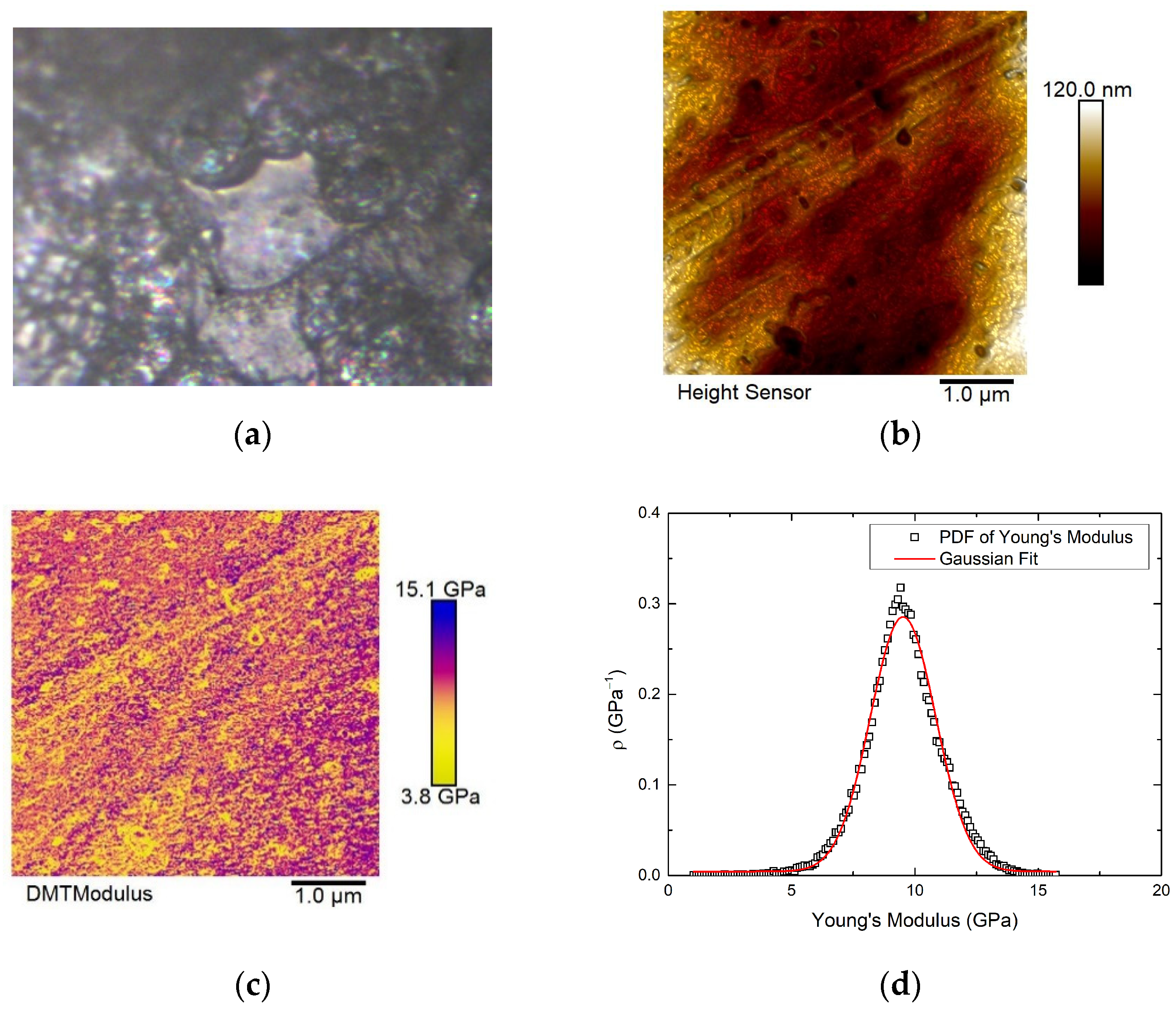
2.8. Mechanical Properties
2.9. Conductive Properties
3. Results and Discussion
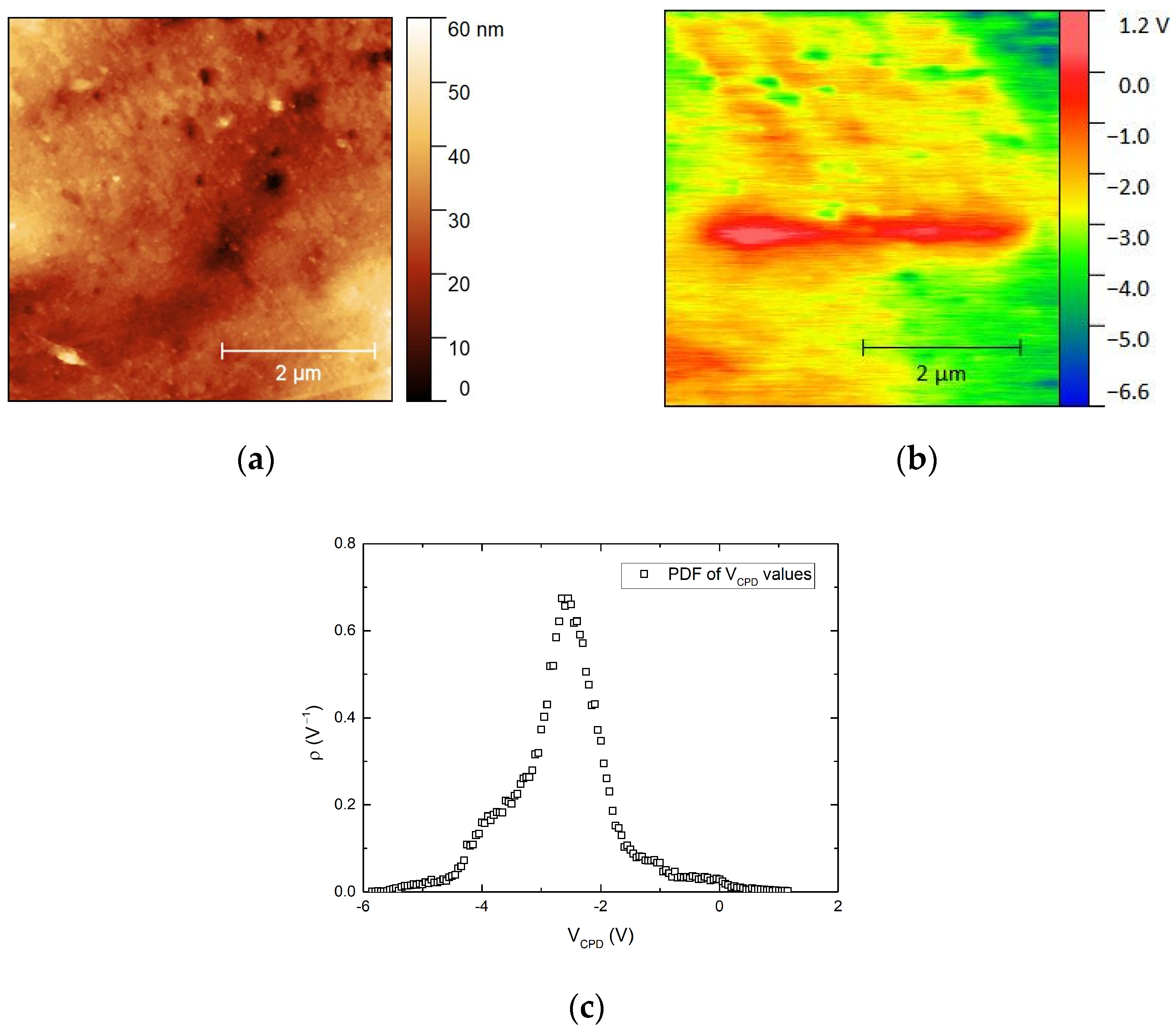
3.1. Polymer Distribution
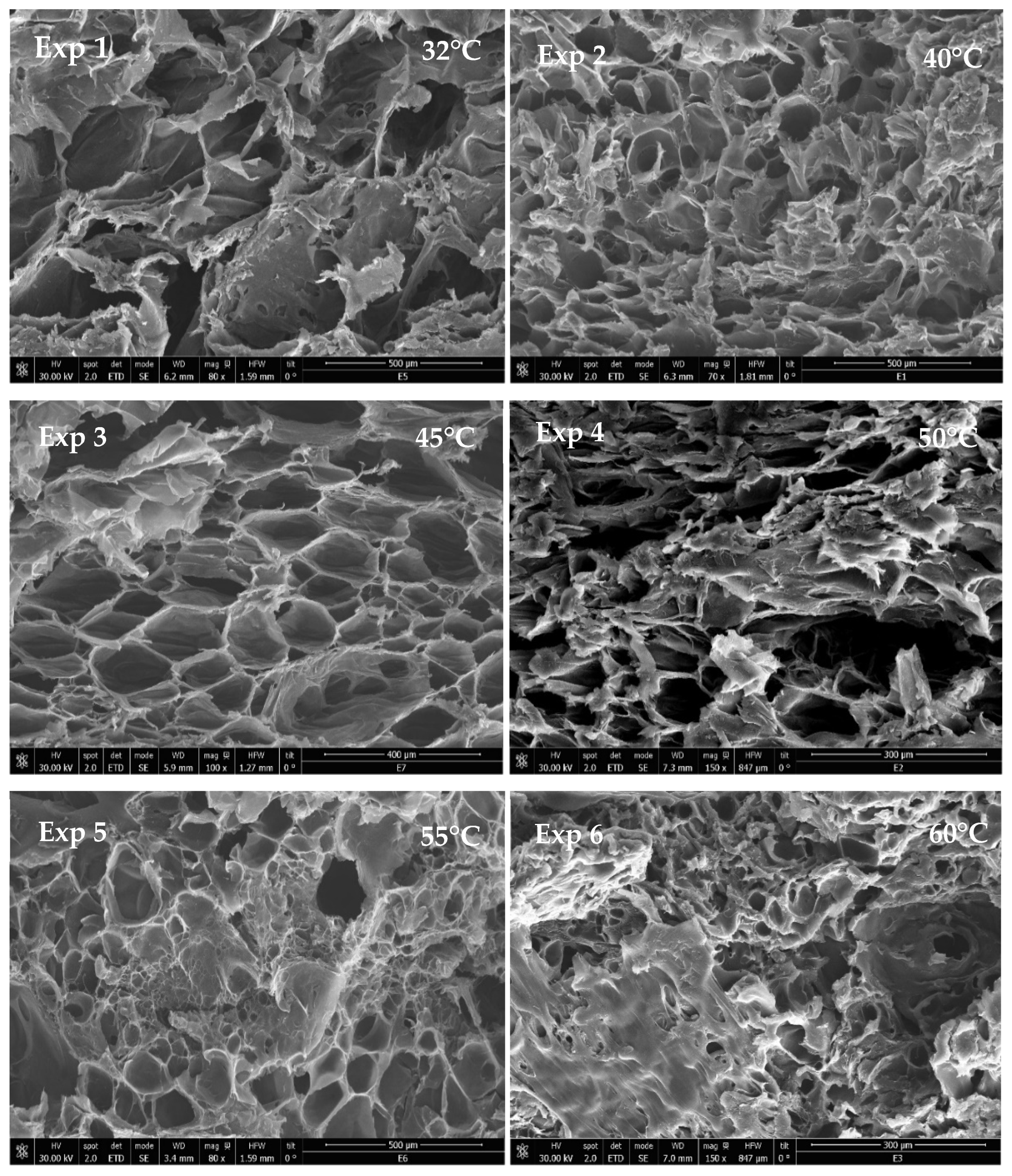
3.2. Effect of Temperature
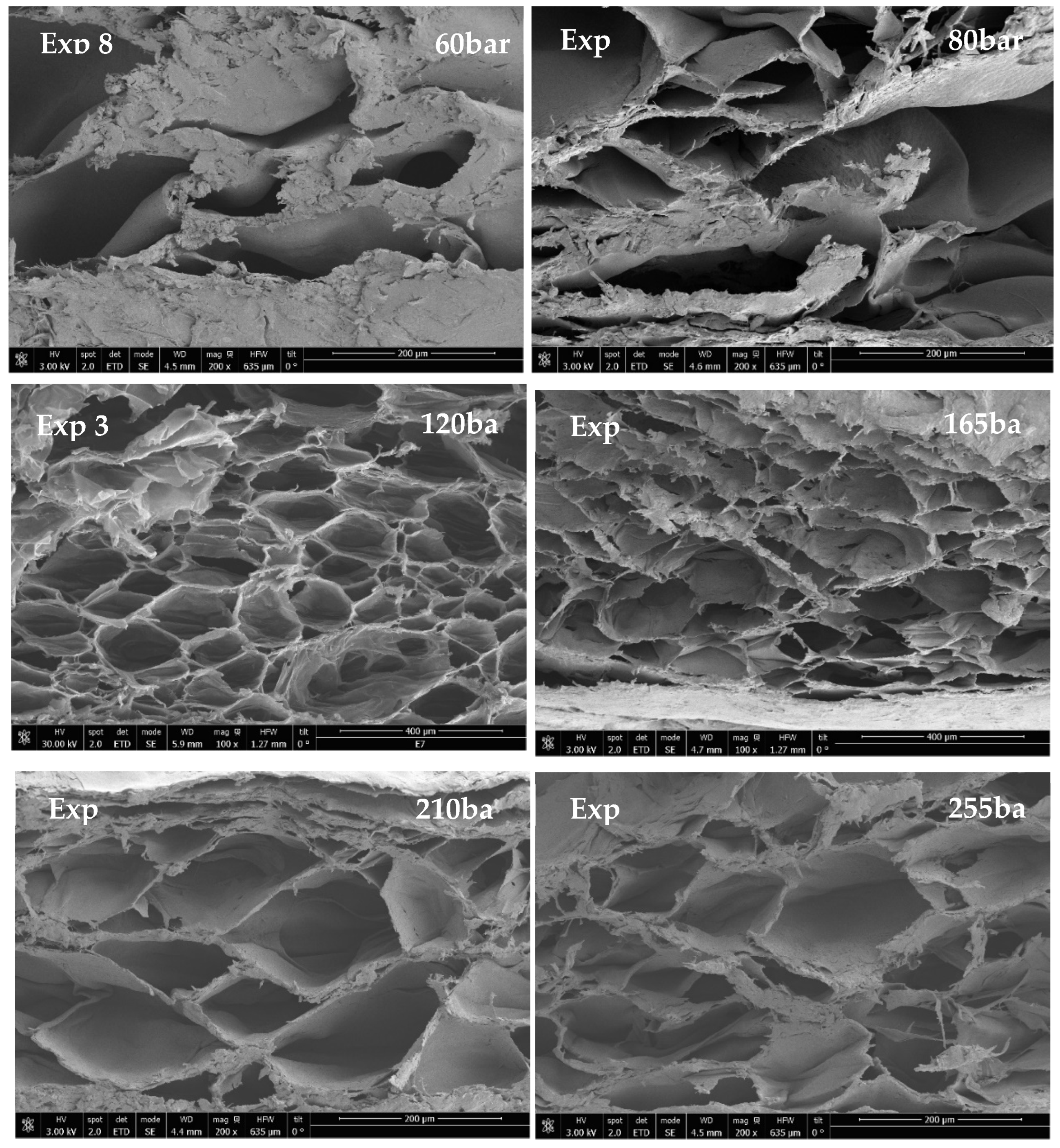
3.3. Effect of Pressure
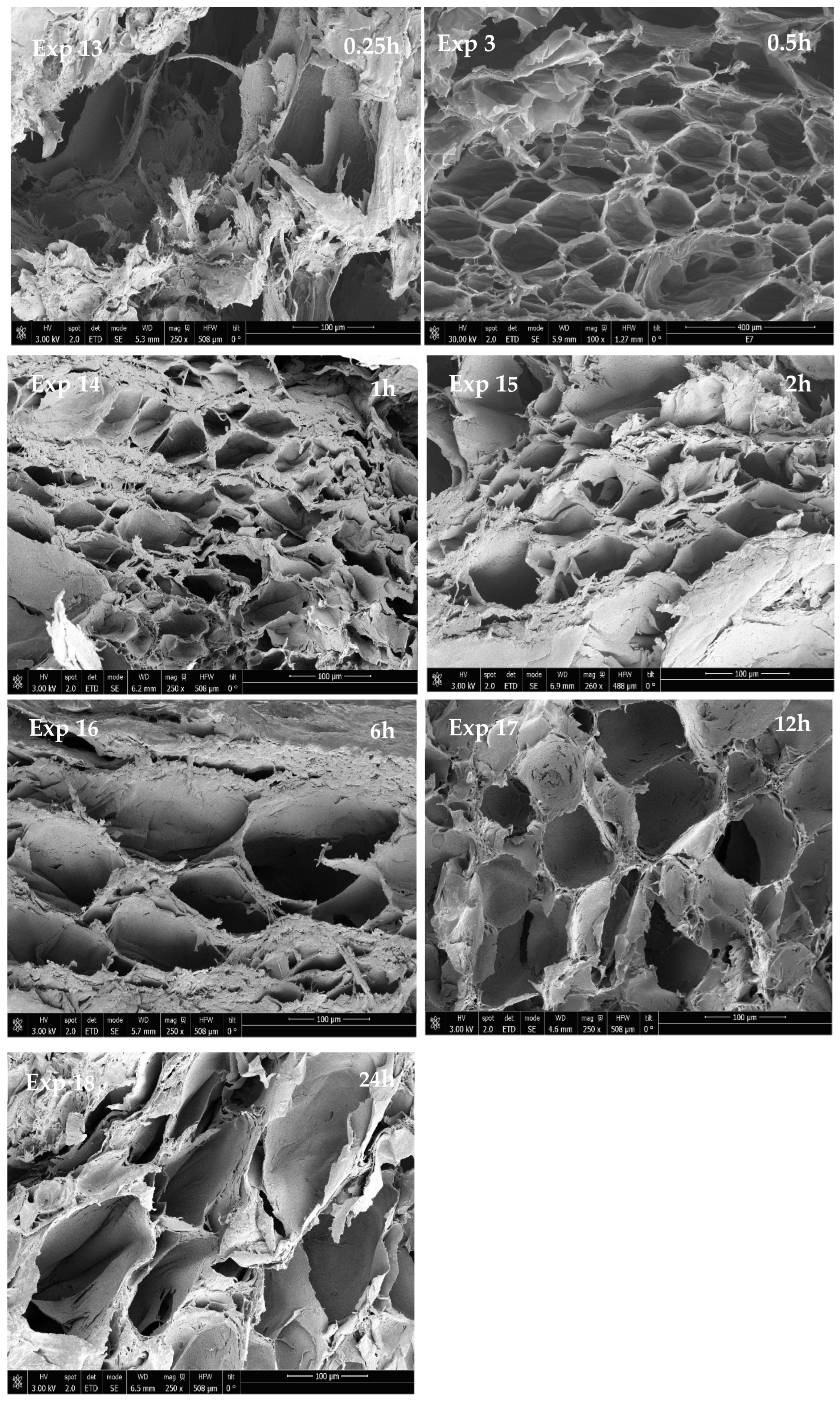
3.4. Effect of Contact Time
3.5. Mechanical Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Drury, J.L.; Mooney, D.J. Hydrogels for tissue engineering: Scaffold design variables and applications. Biomaterials 2003, 24, 4337–4351. [Google Scholar] [CrossRef] [PubMed]
- Chan, B.P.; Leong, K.W. Scaffolding in tissue engineering: General approaches and tissue-specific considerations. Eur. Spine J. 2008, 17, 467–479. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lawrence, B.J.; Madihally, S.V. Cell colonization in degradable 3D porous matrices. Cell Adh. Migr. 2008, 2, 9–16. [Google Scholar] [CrossRef]
- Hsiao, C.W.; Bai, M.Y.; Chang, Y.; Chung, M.F.; Lee, T.Y.; Wu, C.T.; Maiti, B.; Liao, Z.X.; Li, R.K.; Sung, H.W. Electrical coupling of isolated cardiomyocyte clusters grown on aligned conductive nanofibrous meshes for their synchronized beating. Biomaterials 2013, 34, 1063–1072. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deng, Z.; Guo, Y.; Zhao, X.; Li, L.; Dong, R.; Guo, B.; Ma, P.X. Stretchable degradable and electroactive shape memory copolymers with tunable recovery temperature enhance myogenic differentiation. Acta Biomater. 2016, 46, 234–244. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, L.; Guo, B.; Shao, Y.; Ma, P.X. Electroactive biodegradable polyurethane significantly enhanced Schwann cells myelin gene expression and neurotrophin secretion for peripheral nerve tissue engineering. Biomaterials 2016, 87, 18–31. [Google Scholar] [CrossRef] [PubMed]
- Korupalli, C.; Li, H.; Nguyen, N.; Mi, F.L.; Chang, Y.; Lin, Y.J.; Sung, H.W. Conductive Materials for Healing Wounds: Their Incorporation in Electroactive Wound Dressings, Characterization, and Perspectives. Adv. Healthc. Mater. 2021, 10, 2001384. [Google Scholar] [CrossRef]
- Yu, R.; Zhang, H.; Guo, B. Conductive Biomaterials as Bioactive Wound Dressing for Wound Healing and Skin Tissue Engineering; Springer: Singapore, 2022; Volume 14. [Google Scholar]
- Zhang, Q.; Esrafilzadeh, D.; Crook, J.M.; Kapsa, R.; Stewart, E.M.; Tomaskovic-Crook, E.; Wallace, G.G.; Huang, X.F. Electrical stimulation using conductive polymer polypyrrole counters reduced neurite outgrowth of primary prefrontal cortical neurons from NRG1-KO and DISC1-LI mice. Sci. Rep. 2017, 7, 42525. [Google Scholar] [CrossRef] [Green Version]
- Sarvari, R.; Akbari-Alanjaraghi, M.; Massoumi, B.; Beygi-Khosrowshahi, Y.; Agbolaghi, S. Conductive and biodegradable scaffolds based on a five-arm and functionalized star-like polyaniline-polycaprolactone copolymer with a d-glucose core. New J. Chem. 2017, 41, 6371–6384. [Google Scholar] [CrossRef]
- Chan, E.W.C.; Bennet, D.; Baek, P.; Barker, D.; Kim, S.; Travas-Sejdic, J. Electrospun Polythiophene Phenylenes for Tissue Engineering. Biomacromolecules 2018, 19, 1456–1468. [Google Scholar] [CrossRef]
- Valor, D.; Montes, A.; Cózar, A.; Pereyra, C.; de la Ossa, E.M. Development of Porous Polyvinyl Acetate/Polypyrrole/Gallic Acid Scaffolds Using Supercritical CO2 as Tissue Regenerative Agents. Polymers 2022, 14, 672. [Google Scholar] [CrossRef]
- Liang, Y.; Goh, J.C.H. Polypyrrole-Incorporated Conducting Constructs for Tissue Engineering Applications: A Review. Bioelectricity 2020, 2, 101–119. [Google Scholar] [CrossRef] [PubMed]
- Lari, A.; Sun, T.; Sultana, N. PEDOT:PSS-Containing Nanohydroxyapatite/Chitosan Conductive Bionanocomposite Scaffold: Fabrication and Evaluation. J. Nanomater. 2016, 2016, 9421203. [Google Scholar] [CrossRef] [Green Version]
- Inal, S.; Hama, A.; Ferro, M.; Pitsalidis, C.; Oziat, J.; Iandolo, D.; Pappa, A.M.; Hadida, M.; Huerta, M.; Marchat, D.; et al. Conducting Polymer Scaffolds for Hosting and Monitoring 3D Cell Culture. Adv. Biosyst. 2017, 1, 1700052. [Google Scholar] [CrossRef] [Green Version]
- Richardson-Burns, S.M.; Hendricks, J.L.; Martin, D.C. Electrochemical polymerization of conducting polymers in living neural tissue. J. Neural Eng. 2007, 4, L6. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Guan, S.; Xu, J.; Li, W.; Ge, D.; Sun, C.; Liu, T.; Ma, X. Neural stem cell proliferation and differentiation in the conductive PEDOT-HA/Cs/Gel scaffold for neural tissue engineering. Biomater. Sci. 2017, 5, 2024–2034. [Google Scholar] [CrossRef]
- Wichiansee, W.; Sirivat, A. Electrorheological properties of poly(dimethylsiloxane) and poly(3,4-ethylenedioxy thiophene)/poly(stylene sulfonic acid)/ethylene glycol blends. Mater. Sci. Eng. C 2009, 29, 78–84. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, W.; Zhang, H.; Xie, M.; Duan, X. PEDOT:PSS: From conductive polymers to sensors. Nanotechnol. Precis. Eng. 2021, 4, 045004. [Google Scholar] [CrossRef]
- Nezakati, T.; Seifalian, A.; Tan, A.; Seifalian, A.M. Conductive Polymers: Opportunities and Challenges in Biomedical Applications. Chem. Rev. 2018, 118, 6766–6843. [Google Scholar] [CrossRef]
- Marsudi, M.A.; Ariski, R.T.; Wibowo, A.; Cooper, G.; Barlian, A.; Rachmantyo, R.; Bartolo, P.J.D.S. Conductive polymeric-based electroactive scaffolds for tissue engineering applications: Current progress and challenges from biomaterials and manufacturing perspectives. Int. J. Mol. Sci. 2021, 22, 11543. [Google Scholar] [CrossRef]
- Pan, Z.; Ding, J. Poly(lactide-co-glycolide) porous scaffolds for tissue engineering and regenerative medicine. Interface Focus. 2012, 2, 366–377. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ishaug, S.L.; Crane, G.M.; Miller, M.J.; Yasko, A.W.; Yaszemski, M.J.; Mikos, A.G. Bone formation by three-dimensional stromal osteoblast culture in biodegradable polymer scaffolds. J. Biomed. Mater. Res. 1997, 36, 17–28. [Google Scholar] [CrossRef]
- Shen, H.; Hu, X.; Bei, J.; Wang, S. The immobilization of basic fibroblast growth factor on plasma-treated poly(lactide-co-glycolide). Biomaterials 2008, 29, 2388–2399. [Google Scholar] [CrossRef]
- Gentile, P.; Chiono, V.; Carmagnola, I.; Hatton, P.V. An overview of poly(lactic-co-glycolic) Acid (PLGA)-based biomaterials for bone tissue engineering. Int. J. Mol. Sci. 2014, 15, 3640–3659. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D.; Zhu, T.; Li, J.; Cui, L.; Zhang, Z.; Zhuang, X.; Ding, J. Poly(lactic-co-glycolic acid)-based composite bone-substitute materials. Bioact. Mater. 2021, 6, 346–360. [Google Scholar] [CrossRef] [PubMed]
- Salerno, A.; Oliviero, M.; Di Maio, E.; Iannace, S.; Netti, P.A. Design of porous polymeric scaffolds by gas foaming of heterogeneous blends. J. Mater. Sci. Mater. Med. 2009, 20, 2043–2051. [Google Scholar] [CrossRef] [PubMed]
- Grenier, J.; Duval, H.; Barou, F.; Lv, P.; David, B.; Letourneur, D. Mechanisms of pore formation in hydrogel scaffolds textured by freeze-drying. Acta Biomater. 2019, 94, 195–203. [Google Scholar] [CrossRef]
- Sola, A.; Bertacchini, J.; D’Avella, D.; Anselmi, L.; Maraldi, T.; Marmiroli, S.; Messori, M. Development of solvent-casting particulate leaching (SCPL) polymer scaffolds as improved three-dimensional supports to mimic the bone marrow niche. Mater. Sci. Eng. C 2019, 96, 153–165. [Google Scholar] [CrossRef] [Green Version]
- Do, A.V.; Khorsand, B.; Geary, S.M.; Salem, A.K. 3D Printing of Scaffolds for Tissue Regeneration Applications. Adv. Healthc. Mater. 2015, 4, 1742–1762. [Google Scholar] [CrossRef] [Green Version]
- Arida, I.A.; Ali, I.H.; Nasr, M.; El-Sherbiny, I.M. Electrospun polymer-based nanofiber scaffolds for skin regeneration. J. Drug Deliv. Sci. Technol. 2021, 64, 102623. [Google Scholar] [CrossRef]
- Kasoju, N.; Kubies, D.; Sedlačík, T.; Janoušková, O.; Koubková, J.; Kumorek, M.M.; Rypáček, F. Polymer scaffolds with no skin-effect for tissue engineering applications fabricated by thermally induced phase separation. Biomed. Mater. 2016, 11, 015002. [Google Scholar] [CrossRef]
- Alegret, N.; Dominguez-Alfaro, A.; Mecerreyes, D. 3D Scaffolds Based on Conductive Polymers for Biomedical Applications. Biomacromolecules 2019, 20, 73–89. [Google Scholar] [CrossRef]
- Song, C.; Luo, Y.; Liu, Y.; Li, S.; Xi, Z.; Zhao, L.; Cen, L.; Lu, E. Fabrication of PCL scaffolds by supercritical CO2 foaming based on the combined effects of rheological and crystallization properties. Polymers 2020, 12, 780. [Google Scholar] [CrossRef] [Green Version]
- Jacobs, L.J.M.; Kemmere, M.F.; Keurentjes, J.T.F. Sustainable polymer foaming using high pressure carbon dioxide: A review on fundamentals, processes and applications. Green Chem. 2008, 10, 731–773. [Google Scholar] [CrossRef]
- Valor, D.; Montes, A.; Monteiro, M.; García-Casas, I.; Pereyra, C.; de la Ossa, E.M. Determining the optimal conditions for the production by supercritical CO2 of biodegradable plga foams for the controlled release of rutin as a medical treatment. Polymers 2021, 13, 1645. [Google Scholar] [CrossRef]
- Kosowska, K.; Krzysztoforski, J.; Henczka, M. Foaming of PCL-Based Composites Using scCO2—Biocompatibility and Evaluation for Biomedical Applications. Materials 2022, 15, 3858. [Google Scholar] [CrossRef]
- Kosowska, K.; Krzysztoforski, J.; Henczka, M. Foaming of PCL-Based Composites Using scCO2: Structure and Physical Properties. Materials 2022, 15, 1169. [Google Scholar] [CrossRef]
- Liu, P.; Chen, W.; Liu, C.; Tian, M.; Liu, P. A novel poly (vinyl alcohol)/poly (ethylene glycol) scaffold for tissue engineering with a unique bimodal open-celled structure fabricated using supercritical fluid foaming. Sci. Rep. 2019, 9, 9534. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.X.; Liu, Q.Q.; Xin, X.; Guan, Y.X.; Yao, S.J. Pore formation of poly(ε-caprolactone) scaffolds with melting point reduction in supercritical CO2 foaming. J. Supercrit. Fluids 2016, 117, 279–288. [Google Scholar] [CrossRef]
- Li, S.; Song, C.; Yang, S.; Yu, W.; Zhang, W.; Zhang, G.; Xi, Z.; Lu, E. Supercritical CO2 foamed composite scaffolds incorporating bioactive lipids promote vascularized bone regeneration via Hif-1α upregulation and enhanced type H vessel formation. Acta Biomater. 2019, 94, 253–267. [Google Scholar] [CrossRef]
- Guo, H.; Jiang, J.; Li, Z.; Jin, Z.; Hou, J.; Wang, X.; Li, Q. Solid-State Supercritical CO2 Foaming of PCL/PLGA Blends: Cell Opening and Compression Behavior. J. Polym. Environ. 2020, 28, 1880–1892. [Google Scholar] [CrossRef]
- Benaglia, S.; Drakopoulou, S.; Biscarini, F.; Garcia, R. In operando nanomechanical mapping of PEDOT:PSS thin films in electrolyte solutions with bimodal AFM. Nanoscale 2022, 14, 14146–14154. [Google Scholar] [CrossRef]
- Pannuzzo, M.; Horta, B.A.C.; La Rosa, C.; Decuzzi, P. Predicting the Miscibility and Rigidity of Poly(lactic- co-glycolic acid)/Polyethylene Glycol Blends via Molecular Dynamics Simulations. Macromolecules 2020, 53, 3643–3654. [Google Scholar] [CrossRef]
- Haynes, W.M. CRC Handbook of Chemistry and Physics; CRC Press: Boca Raton, FL, USA, 2012; pp. 12–124. [Google Scholar]
- Mou, Z.L.; Zhao, L.J.; Zhang, Q.A.; Zhang, J.; Zhang, Z.Q. Preparation of porous PLGA/HA/collagen scaffolds with supercritical CO2 and application in osteoblast cell culture. J. Supercrit. Fluids 2011, 58, 398–406. [Google Scholar] [CrossRef]
- Moghadam, M.Z.; Hassanajili, S.; Esmaeilzadeh, F.; Ayatollahi, M.; Ahmadi, M. Formation of porous HPCL/LPCL/HA scaffolds with supercritical CO2 gas foaming method. J. Mech. Behav. Biomed. Mater. 2017, 69, 115–127. [Google Scholar] [CrossRef]
- White, L.J.; Hutter, V.; Tai, H.; Howdle, S.M.; Shakesheff, K.M. The effect of processing variables on morphological and mechanical properties of supercritical CO2 foamed scaffolds for tissue engineering. Acta Biomater. 2012, 8, 61–71. [Google Scholar] [CrossRef] [Green Version]
- Pooshidani, Y.; Zoghi, N.; Rajabi, M.; Haghbin Nazarpak, M.; Hassannejad, Z. Fabrication and evaluation of porous and conductive nanofibrous scaffolds for nerve tissue engineering. J. Mater. Sci. Mater. Med. 2021, 32, 46. [Google Scholar] [CrossRef]
- Shirazi, R.N.; Aldabbagh, F.; Erxleben, A.; Rochev, Y.; McHugh, P. Nanomechanical properties of poly(lactic-co-glycolic) acid film during degradation. Acta Biomater. 2014, 10, 4695–4703. [Google Scholar] [CrossRef]
- Nardes, A.M.; Kemerink, M.; de Kok, M.M.; Vinken, E.; Maturova, K.; Janssen, R.A.J. Conductivity, work function, and environmental stability of PEDOT:PSS thin films treated with sorbitol. Org. Electron. 2008, 9, 727–734. [Google Scholar] [CrossRef]
- Carmagnola, I.; Nardo, T.; Gentile, P.; Tonda-Turo, C.; Mattu, C.; Cabodi, S.; Defilippi, P.; Chiono, V. Poly(lactic acid)-based blends with tailored physicochemical properties for tissue engineering applications: A case study. Int. J. Polym. Mater. Polym. Biomater. 2015, 64, 90–98. [Google Scholar] [CrossRef]
- Lai, Y.; Li, Y.; Cao, H.; Long, J.; Wang, X.; Li, L.; Li, C.; Jia, Q.; Teng, B.; Tang, T.; et al. Osteogenic magnesium incorporated into PLGA/TCP porous scaffold by 3D printing for repairing challenging bone defect. Biomaterials 2019, 197, 207–219. [Google Scholar] [CrossRef]
- Yang, W.; Yang, F.; Wang, Y.; Both, S.K.; Jansen, J.A. In vivo bone generation via the endochondral pathway on three-dimensional electrospun fibers. Acta Biomater. 2013, 9, 4505–4512. [Google Scholar] [CrossRef]
- Zabot, G.L.; Meireles, M.A.A. On-line process for pressurized ethanol extraction of onion peels extract and particle formation using supercritical antisolvent. J. Supercrit. Fluids. 2016, 110, 230–239. [Google Scholar] [CrossRef]
- Zhu, X.; Cui, W.; Li, X.; Jin, Y. Electrospun fibrous mats with high porosity as potential scaffolds for skin tissue engineering. Biomacromolecules 2008, 9, 1795–1801. [Google Scholar] [CrossRef]
- Zarei, M.; Samimi, A.; Khorram, M.; Abdi, M.M.; Golestaneh, S.I. Fabrication and characterization of conductive polypyrrole/chitosan/collagen electrospun nanofiber scaffold for tissue engineering application. Int. J. Biol. Macromol. 2021, 168, 175–186. [Google Scholar] [CrossRef]
- Wibowo, A.; Vyas, C.; Cooper, G.; Qulub, F.; Suratman, R.; Mahyuddin, A.I.; Dirgantara, T.; Bartolo, P. 3D printing of polycaprolactone-polyaniline electroactive Scaffolds for bone tissue engineering. Materials 2020, 13, 512. [Google Scholar] [CrossRef] [Green Version]
- Vey, E.; Rodger, C.; Booth, J.; Claybourn, M.; Miller, A.F.; Saiani, A. Degradation kinetics of poly(lactic-co-glycolic) acid block copolymer cast films in phosphate buffer solution as revealed by infrared and Raman spectroscopies. Polym. Degrad. Stab. 2011, 96, 1882–1889. [Google Scholar] [CrossRef]
- Fouad, H.; Elsarnagawy, T.; Almajhdi, F.N.; Khalil, K.A. Preparation and in vitro thermo-mechanical characterization of electrospun PLGA nanofibers for soft and hard tissue replacement. Int. J. Electrochem. Sci. 2013, 8, 2293–2304. [Google Scholar]
- Duarte, R.M.; Correia-Pinto, J.; Reis, R.L.; Duarte, A.R.C. Subcritical carbon dioxide foaming of polycaprolactone for bone tissue regeneration. J. Supercrit. Fluids 2018, 140, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Goel, S.K.; Beckman, E.J. Generation fo microcellular polymeric foams using supercritical carbon dioxide. Polym. Mater. Sci. Eng. Proc. ACS Div. Polym. Mater. Sci. Eng. 1992, 67, 506–507. [Google Scholar]
- Reverchon, E.; Cardea, S. Production of controlled polymeric foams by supercritical CO2. J. Supercrit. Fluids. 2007, 40, 144–152. [Google Scholar] [CrossRef]
- Arora, K.A.; Lesser, A.J.; McCarthy, T.J. Preparation and characterization of microcellular polystyrene foams processed in supercritical carbon dioxide. Macromolecules 1998, 31, 4614–4620. [Google Scholar] [CrossRef]
- Aghaloo, T.L.; Moy, P.K.; Freymiller, E.G. Bone graft in the shape of human mandibular condyle reconstruction via seeding marrow-derived osteoblasts into porous coral in a nude mice model. J. Oral Maxillofac. Surg. 2002, 60, 1155–1159. [Google Scholar] [CrossRef]
- Yannas, I.V.; Lee, E.; Orgill, D.P.; Skrabut, E.M.; Murphy, G.F. Synthesis and characterization of a model extracellular matrix that induces partial regeneration of adult mammalian skin. Proc. Natl. Acad. Sci. USA 1989, 86, 933–937. [Google Scholar] [CrossRef] [Green Version]
- Cho, S.W.; Kim, I.K.; Lim, S.H.; Kim, D.I.; Kang, S.W.; Kim, S.H.; Kim, Y.H.; Lee, E.Y.; Choi, C.Y.; Kim, B.S. Smooth muscle-like tissues engineered with bone marrow stromal cells. Biomaterials 2004, 25, 2979–2986. [Google Scholar] [CrossRef]
- Milovanovic, S.; Markovic, D.; Mrakovic, A.; Kuska, R.; Zizovic, I.; Frerich, S.; Ivanovic, J. Supercritical CO2—Assisted production of PLA and PLGA foams for controlled thymol release. Mater. Sci. Eng. C 2019, 99, 394–404. [Google Scholar] [CrossRef]
- Teng, X.; Ren, J. GS Preparation and characterization of porous PDLLA/HA composite foams by supercritical carbon dioxide technology. J. Biomed. Mater. Res. B Appl. Biomater. 2007, 81, 185–193. [Google Scholar] [CrossRef]
- Byrne, D.P.; Lacroix, D.; Planell, J.A.; Kelly, D.J.; Prendergast, P.J. Simulation of tissue differentiation in a scaffold as a function of porosity, Young’s modulus and dissolution rate: Application of mechanobiological models in tissue engineering. Biomaterials 2007, 28, 5544–5554. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiments | t (t) | P (bar) | T (°c) | Pore Diameter (nm) | Porosity (%) | Expansion Factor | Conductivity (S/cm) | Mass Remaining (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.5 | 120 | 32 | 246.4 ± 77.7 | 51.5 ± 1.4 | 10.7 | 6.3 × 10−7 | 2.7 ± 1.2 |
| 2 | 40 | 107.5 ± 41.4 | 42.9 ± 0.1 | 5.5 | 3 × 10−6 | 22.2 ± 3.5 | ||
| 3 | 45 | 127.8 ± 52.0 | 47.7 ± 2.3 | 6.2 | 1.2 × 10−6 | 23.2 ± 9.7 | ||
| 4 | 50 | 86.5 ± 76.0 | 40.8 ± 0.8 | 5.1 | 1.9 × 10−6 | 9.1 ± 3.5 | ||
| 5 | 55 | 113.5 ± 46.2 | 42.3 ± 0.6 | 4.9 | 4.5 × 10−6 | 2.7 ± 2.5 | ||
| 6 | 60 | 32.4 ± 16.0 | 29.2 ± 4.1 | 1.4 | 1.6 × 10−5 | 15.8 ± 10.1 | ||
| 7 | 60 | 31.8 ± 8.6 | 29.1 ± 4.0 | 1.4 | 3.1 × 10−5 | 12.0 ± 1.4 |
| Experiments | t (h) | T (°C) | P (bar) | Pore Diameter (nm) | Porosity (%) | Expansion Factor | Conductivity (S/cm) | Mass Remaining (%) |
|---|---|---|---|---|---|---|---|---|
| 8 | 0.5 | 45 | 60 | 331.3 ± 345.8 | 29.2 ± 4.2 | 4.9 | 2.6 × 10−6 | 3.3 ± 1.4 |
| 9 | 80 | 114.5 ± 100.9 | 40.8 ± 0.8 | 5.9 | 1.1 × 10−6 | 12.5 ± 1.1 | ||
| 3 | 120 | 127.8 ± 52.0 | 47.7 ± 2.3 | 6.2 | 1.2 × 10−6 | 23.2 ± 6.9 | ||
| 10 | 165 | 116.9 ± 71.1 | 50.0 ± 0.1 | 7.4 | 2.2 × 10−7 | 12.8 ± 4.6 | ||
| 11 | 210 | 117.4 ± 49.7 | 42.2 ± 2.2 | 5.1 | 1.1 × 10−6 | 4.7 ± 1.1 | ||
| 12 | 255 | 96.2 ± 43.4 | 33.3 ± 0.1 | 3.4 | 3.8 × 10−6 | 13.0 ± 8.7 |
| Experiments | P (bar) | T (°C) | t (h) | Pore Diameter (nm) | Porosity (%) | Expansion Factor | Conductivity (S/cm) | Mass Remaining (%) |
|---|---|---|---|---|---|---|---|---|
| 13 | 120 | 45 | 0.25 | 213.8 ± 151.9 | 30.9 ± 2.4 | 2.4 | 1.0 × 10−5 | 20.2 ± 2.4 |
| 3 | 0.5 | 127.8 ± 52.0 | 47.7 ± 2.3 | 6.2 | 1.2 × 10−6 | 23.2 ± 2.4 | ||
| 14 | 1 | 44.5 ± 21.4 | 50.0 ± 0.1 | 6.0 | 5.2 × 10−7 | 20.0 ± 5.9 | ||
| 15 | 2 | 61.1 ± 30.0 | 38.1 ± 4.8 | 5.4 | 1.6 × 10−6 | 5.1 ± 4.3 | ||
| 16 | 8 | 94.5 ± 34.4 | 53.6 ± 3.6 | 6.2 | 7.6 × 10−7 | 9.5 ± 4.1 | ||
| 17 | 15 | 97.4 ± 22.0 | 50.1 ± 0.1 | 7.7 | 3.5 × 10−7 | 6.5 ± 1.4 | ||
| 18 | 24 | 103.7 ± 37.5 | 36.7 ± 3.3 | 4.9 | 5.5 × 10−6 | 15.4 ± 5.7 |
| Experiment | P (bar) | T (°C) | t (h) | PoreD (nm) | Porosity (%) | EF * | MR * (%) | C * (S/cm) | E (MPa) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 120 | 32 | 0.5 | 246.4 ± 77.7 | 51.5 ± 1.4 | 10.7 | 2.7 ± 1.2 | 6.3 × 10−7 | 1.3 |
| 3 | 120 | 45 | 0.5 | 127.8 ± 52.0 | 47.7 ± 2.3 | 6.2 | 23.2 ± 9.7 | 1.2 × 10−6 | 1.2 |
| 4 | 120 | 50 | 0.5 | 86.5 ± 76.0 | 40.8 ± 0.8 | 5.1 | 9.1 ± 3.5 | 1.9 × 10−6 | 0.8 |
| 9 | 80 | 45 | 0.5 | 114.5 ± 100.9 | 40.8 ± 0.8 | 5.9 | 12.5 ± 1.1 | 1.1 × 10−6 | 2.2 |
| 10 | 165 | 45 | 0.5 | 116.9 ± 71.1 | 50.0 ± 0.1 | 7.4 | 12.8 ± 4.6 | 2.2 × 10−7 | 11.3 |
| 11 | 210 | 45 | 0.5 | 117.4 ± 49.7 | 42.2 ± 2.2 | 5.1 | 4.7 ± 1.1 | 1.1 × 10−6 | 13.6 |
| 14 | 120 | 45 | 1 | 44.5 ± 21.4 | 50.0 ± 0.1 | 6.0 | 20.0 ± 5.9 | 5.2 × 10−7 | 8.9 |
| 16 | 120 | 45 | 8 | 94.5 ± 34.4 | 53.6 ± 3.6 | 6.2 | 9.5 ± 4.1 | 7.6 × 10−7 | 3.3 |
| 17 | 120 | 45 | 15 | 97.4 ± 22.0 | 50.1 ± 0.1 | 7.7 | 6.5 ± 1.4 | 3.5 × 10−7 | 1.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Montes, A.; Valor, D.; Penabad, Y.; Domínguez, M.; Pereyra, C.; de la Ossa, E.M. Formation of PLGA–PEDOT: PSS Conductive Scaffolds by Supercritical Foaming. Materials 2023, 16, 2441. https://doi.org/10.3390/ma16062441
Montes A, Valor D, Penabad Y, Domínguez M, Pereyra C, de la Ossa EM. Formation of PLGA–PEDOT: PSS Conductive Scaffolds by Supercritical Foaming. Materials. 2023; 16(6):2441. https://doi.org/10.3390/ma16062441
Chicago/Turabian StyleMontes, Antonio, Diego Valor, Yaiza Penabad, Manuel Domínguez, Clara Pereyra, and Enrique Martínez de la Ossa. 2023. "Formation of PLGA–PEDOT: PSS Conductive Scaffolds by Supercritical Foaming" Materials 16, no. 6: 2441. https://doi.org/10.3390/ma16062441
APA StyleMontes, A., Valor, D., Penabad, Y., Domínguez, M., Pereyra, C., & de la Ossa, E. M. (2023). Formation of PLGA–PEDOT: PSS Conductive Scaffolds by Supercritical Foaming. Materials, 16(6), 2441. https://doi.org/10.3390/ma16062441