

Effects of Grinding Methods and Water-to-Binder Ratio on the Properties of Cement Mortars Blended with Biomass Ash and Ceramic Powder

 , ,
, ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Cement
2.1.2. Ceramic Waste Powders
2.1.3. Biomass Ashes
2.1.4. Fine Aggregate
2.1.5. Superplasticizer
2.2. Methods
2.3. Mixing and Proportioning of Mortars
2.4. Mixing and Proportioning of Mortars with Decreased w/b Ratio
3. Test Results and Discussion
3.1. Characterization of Materials
3.1.1. Chemical Composition
3.1.2. Physical and Pozzolanic Properties of Raw Materials
3.1.3. Influence of Additional Grinding Time on Relevant Properties of Selected SCMs
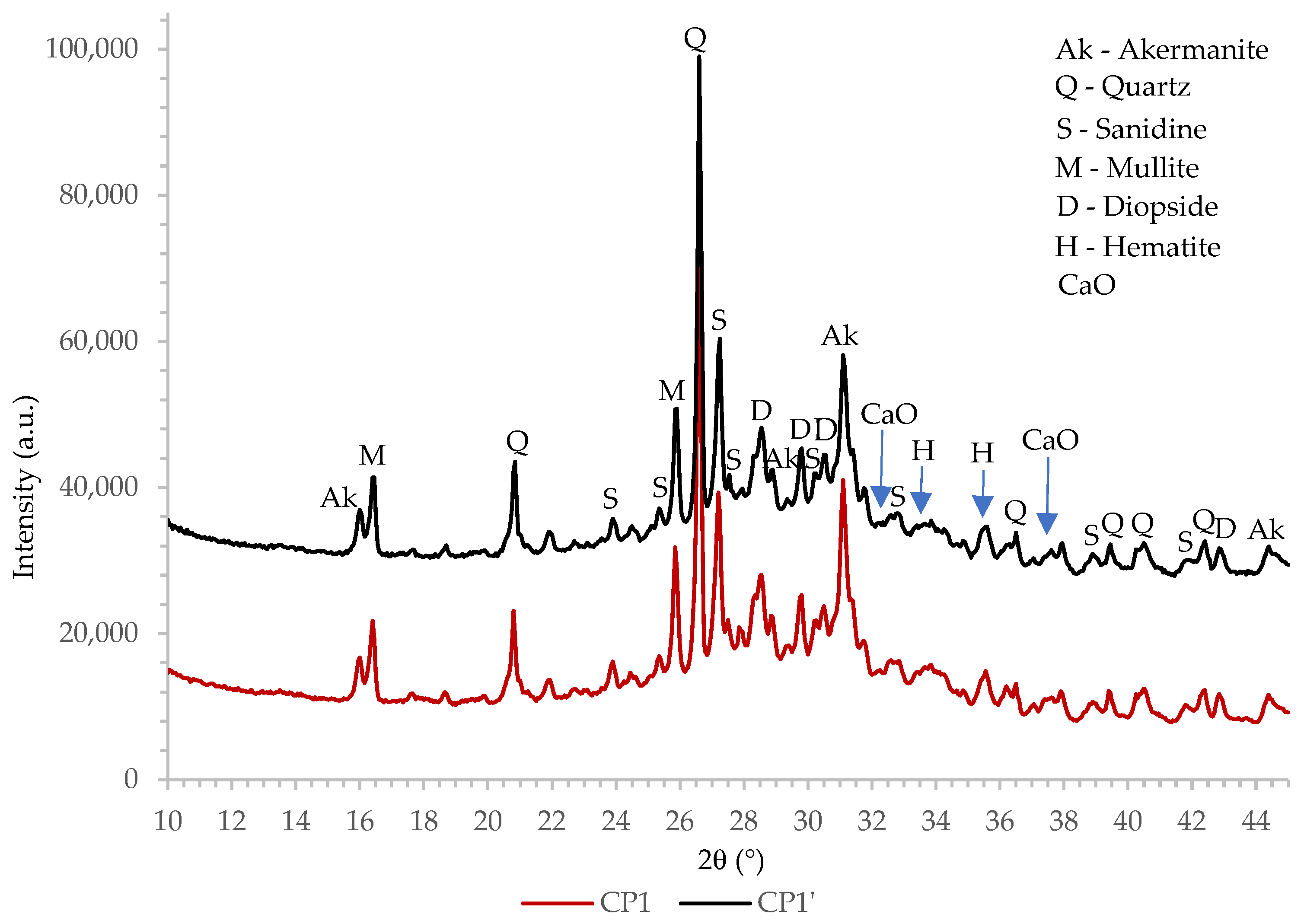
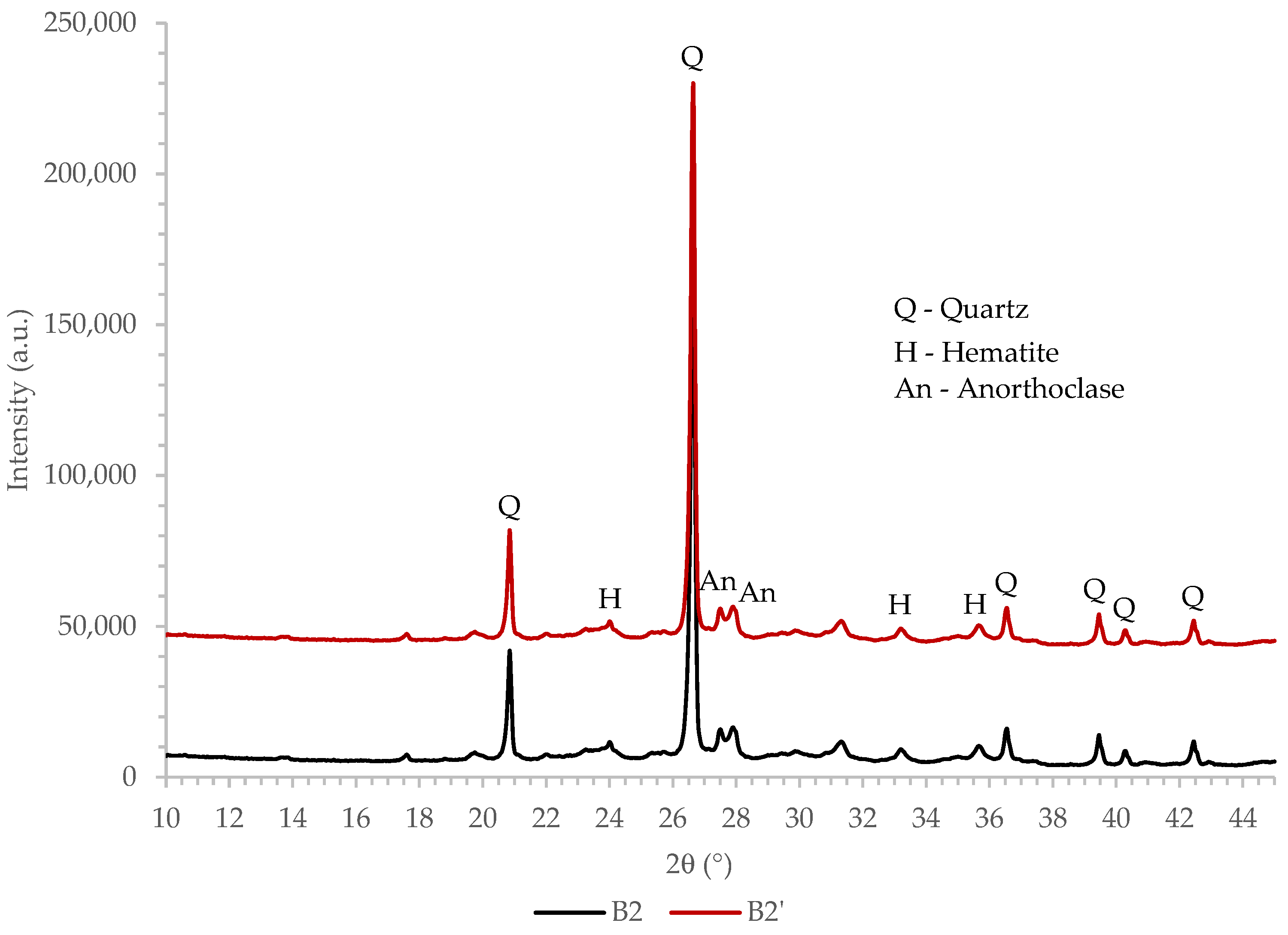
3.1.4. X-ray Powder Diffraction Technique Analysis
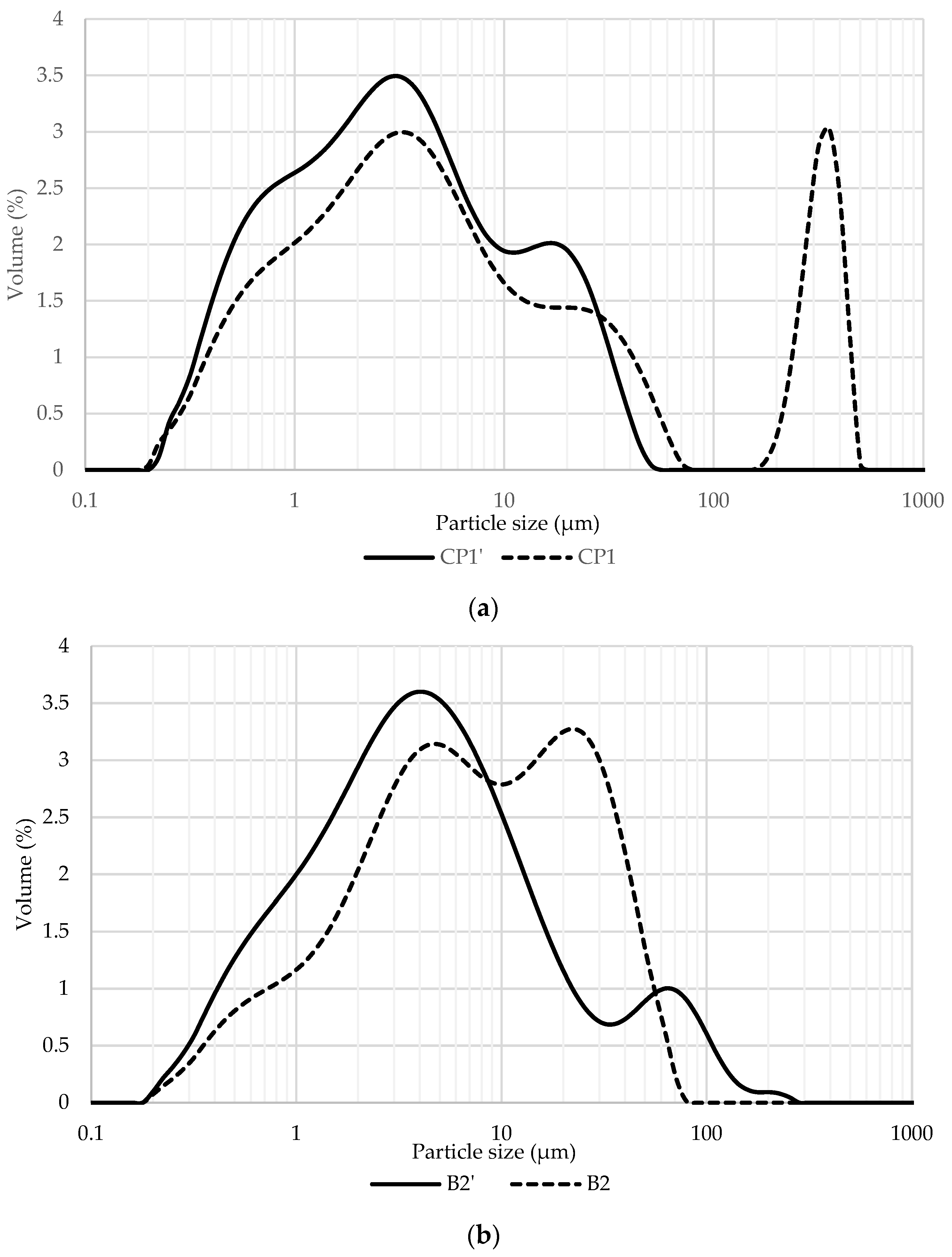
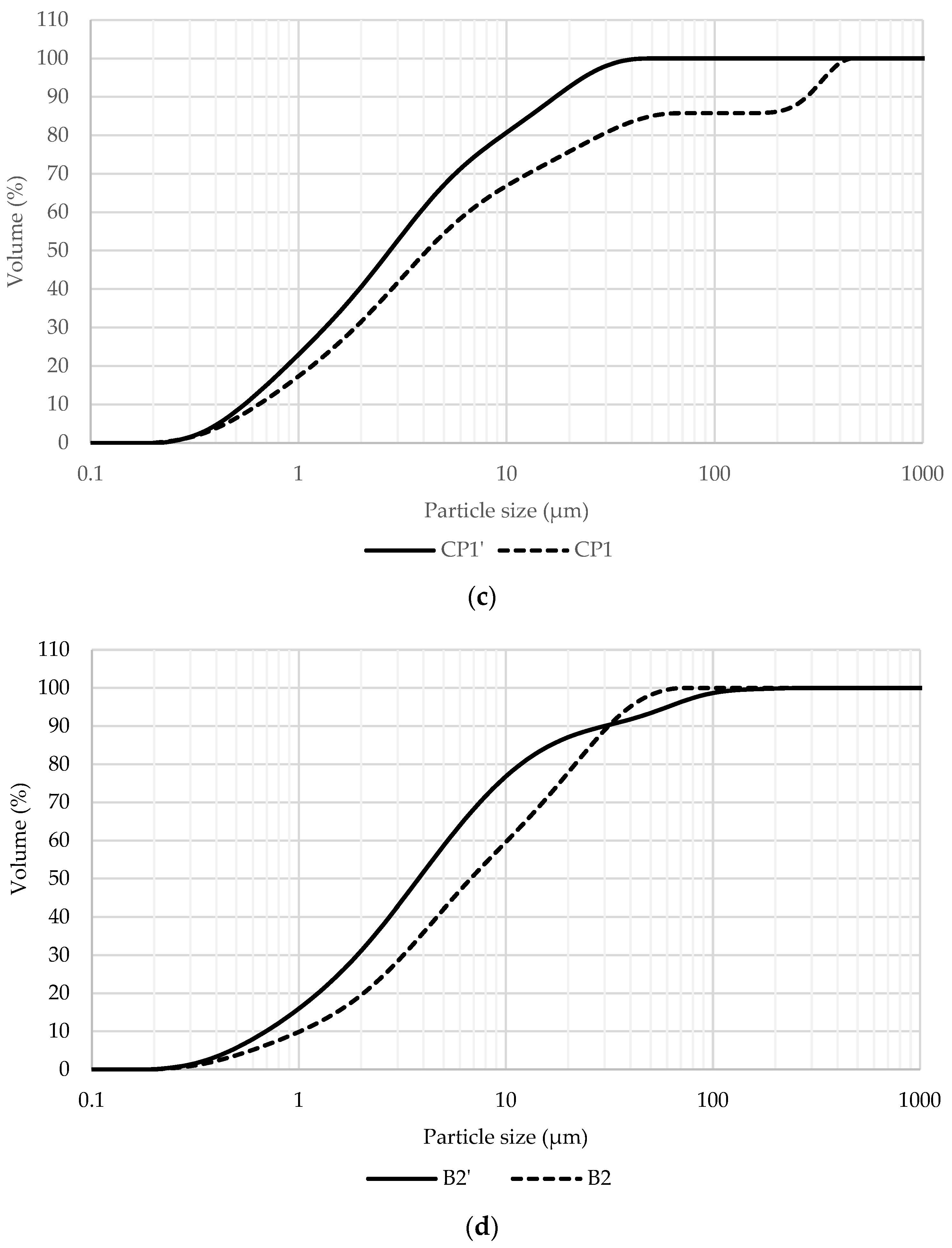
3.1.5. Particle Size Distribution
3.2. Properties of Mortars Blended with Selected SCMs
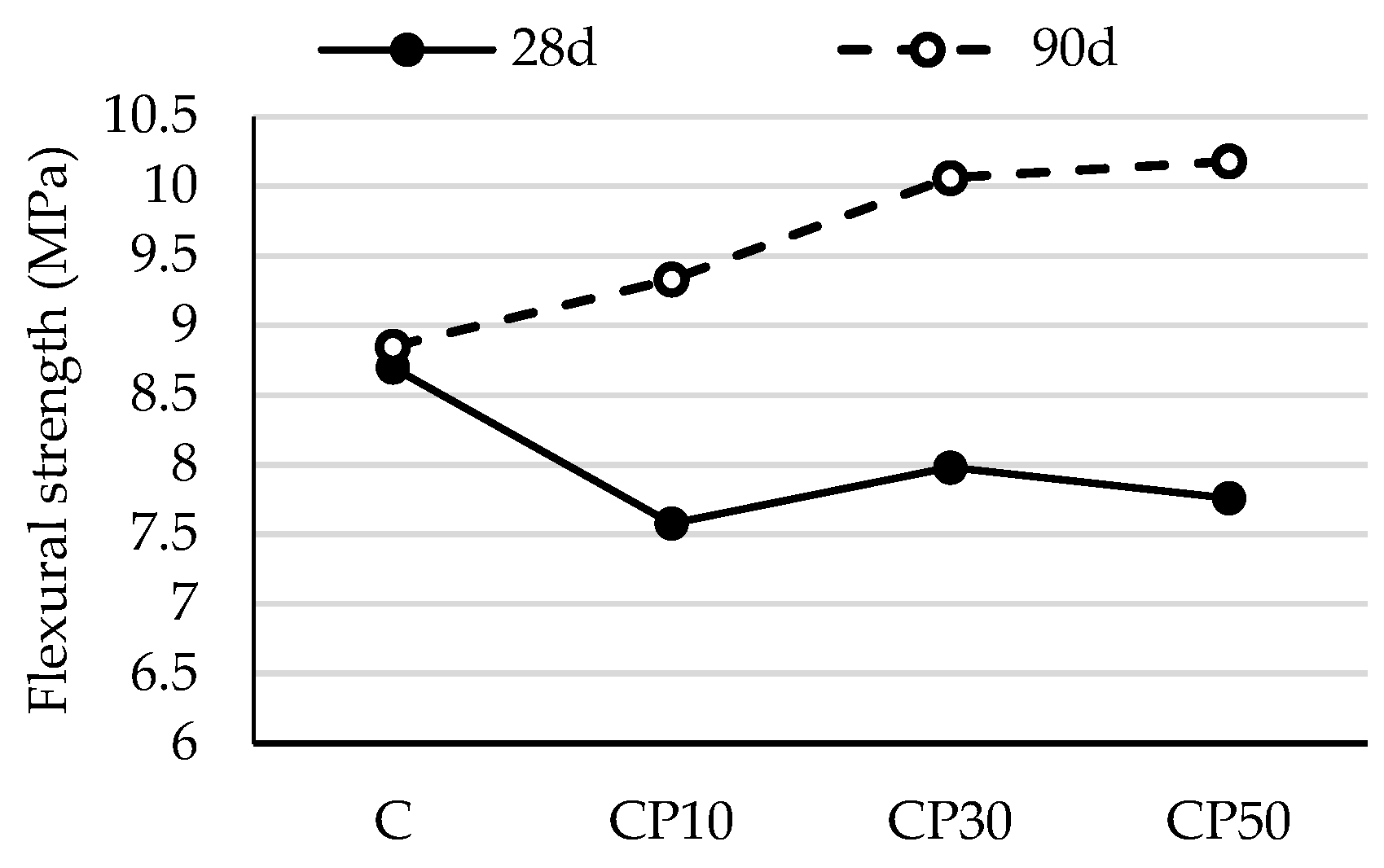
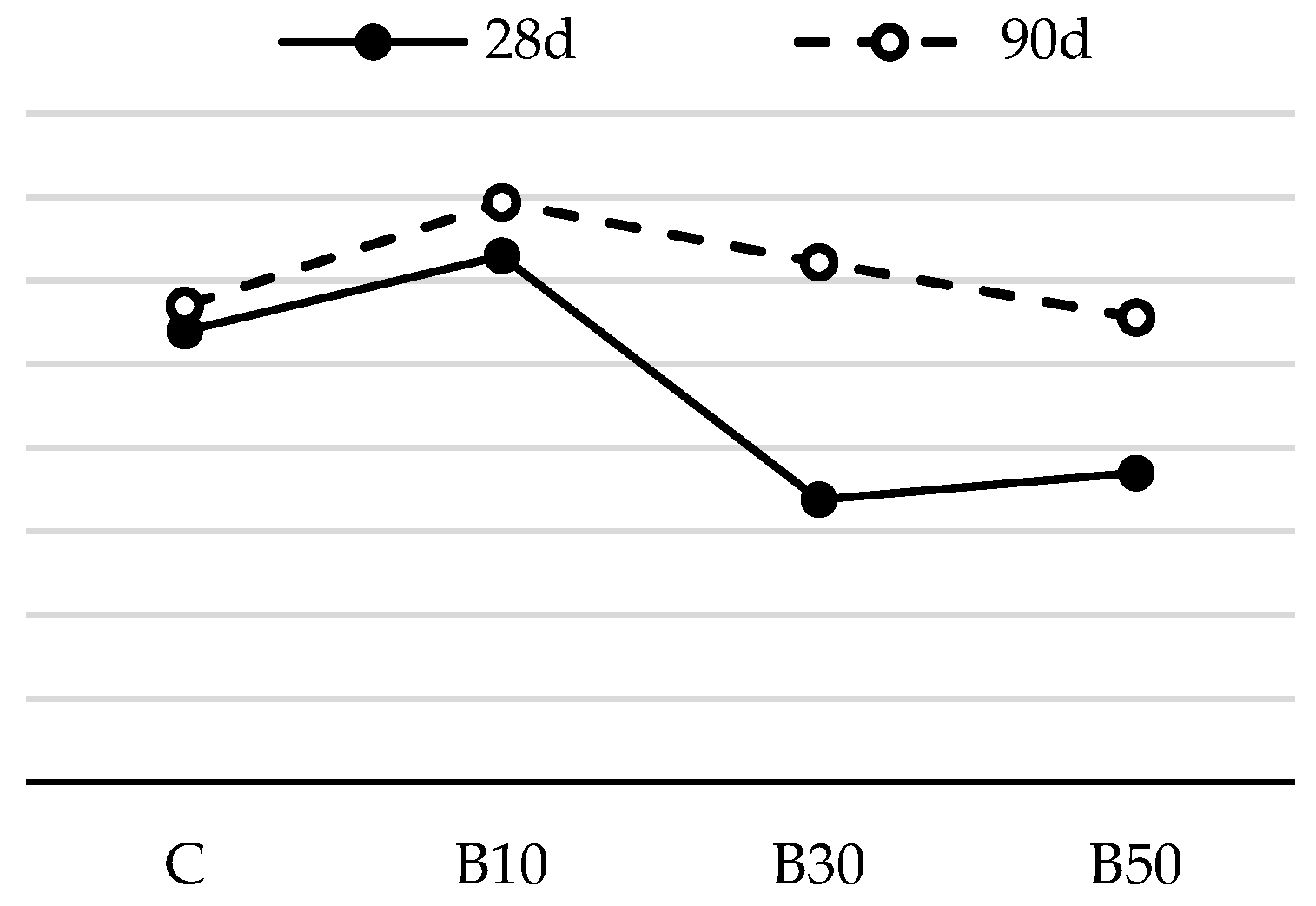
3.2.1. Flexural Strength of Hardened Mortar
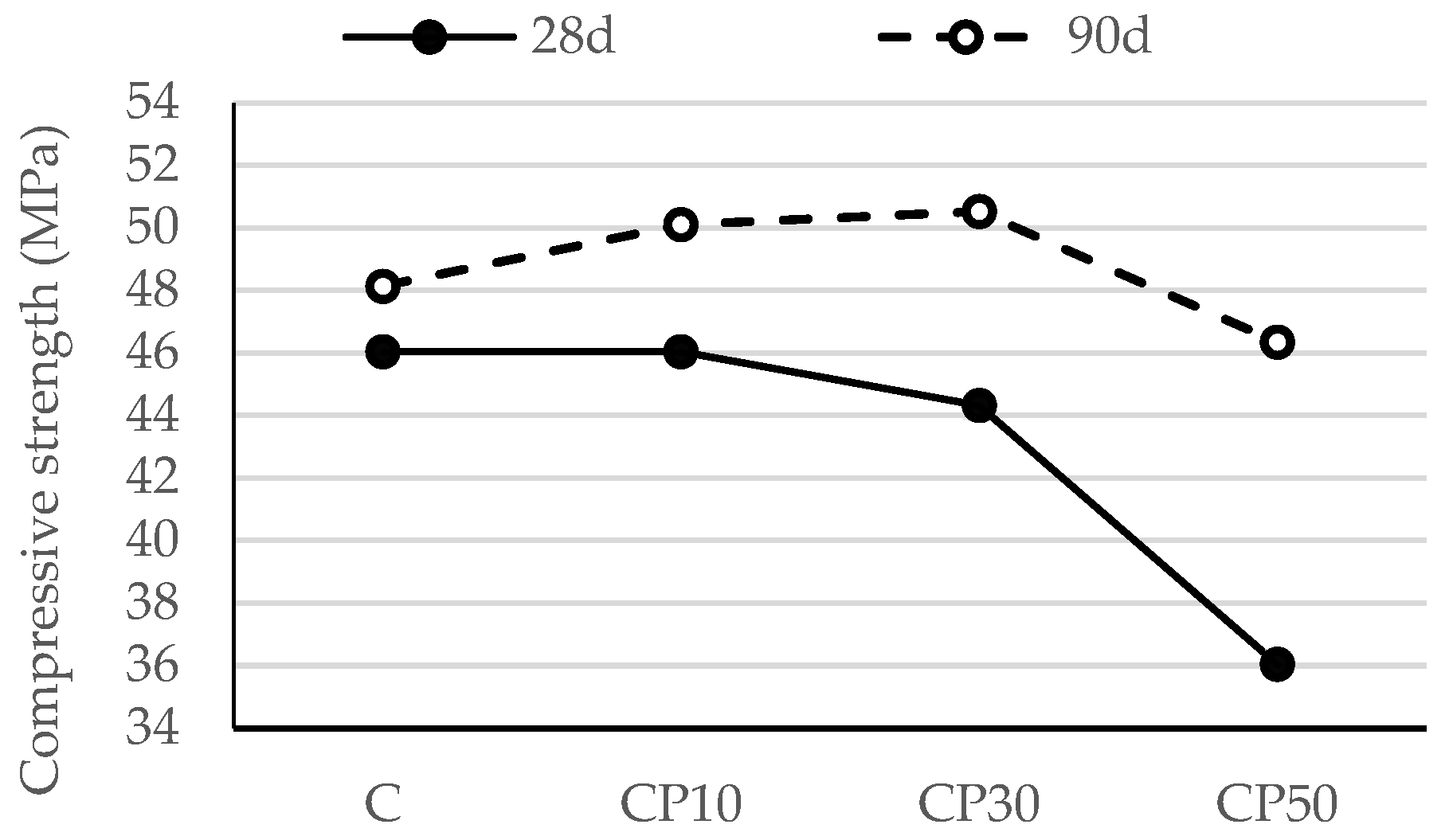
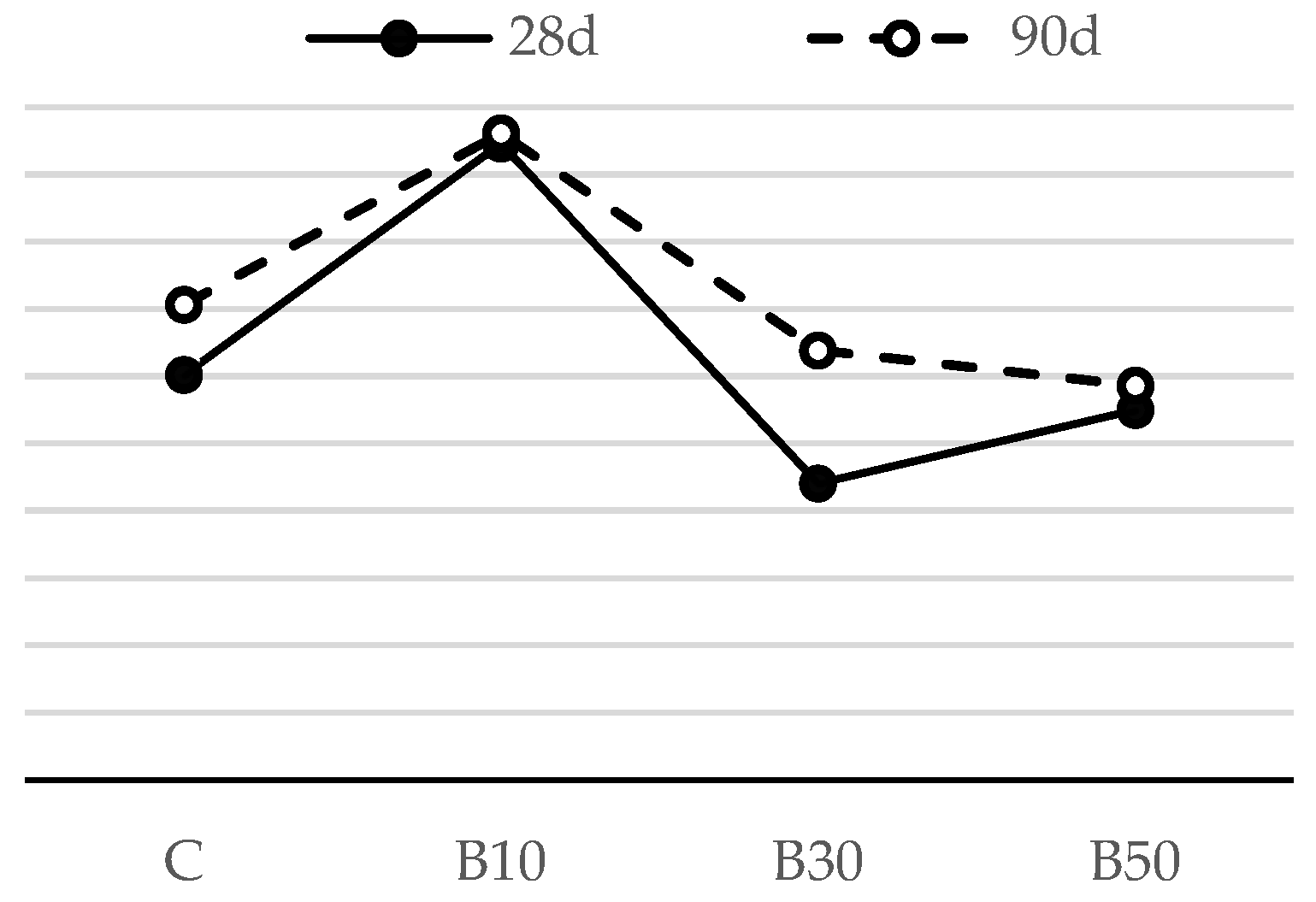
3.2.2. Compressive Strength of Hardened Mortar
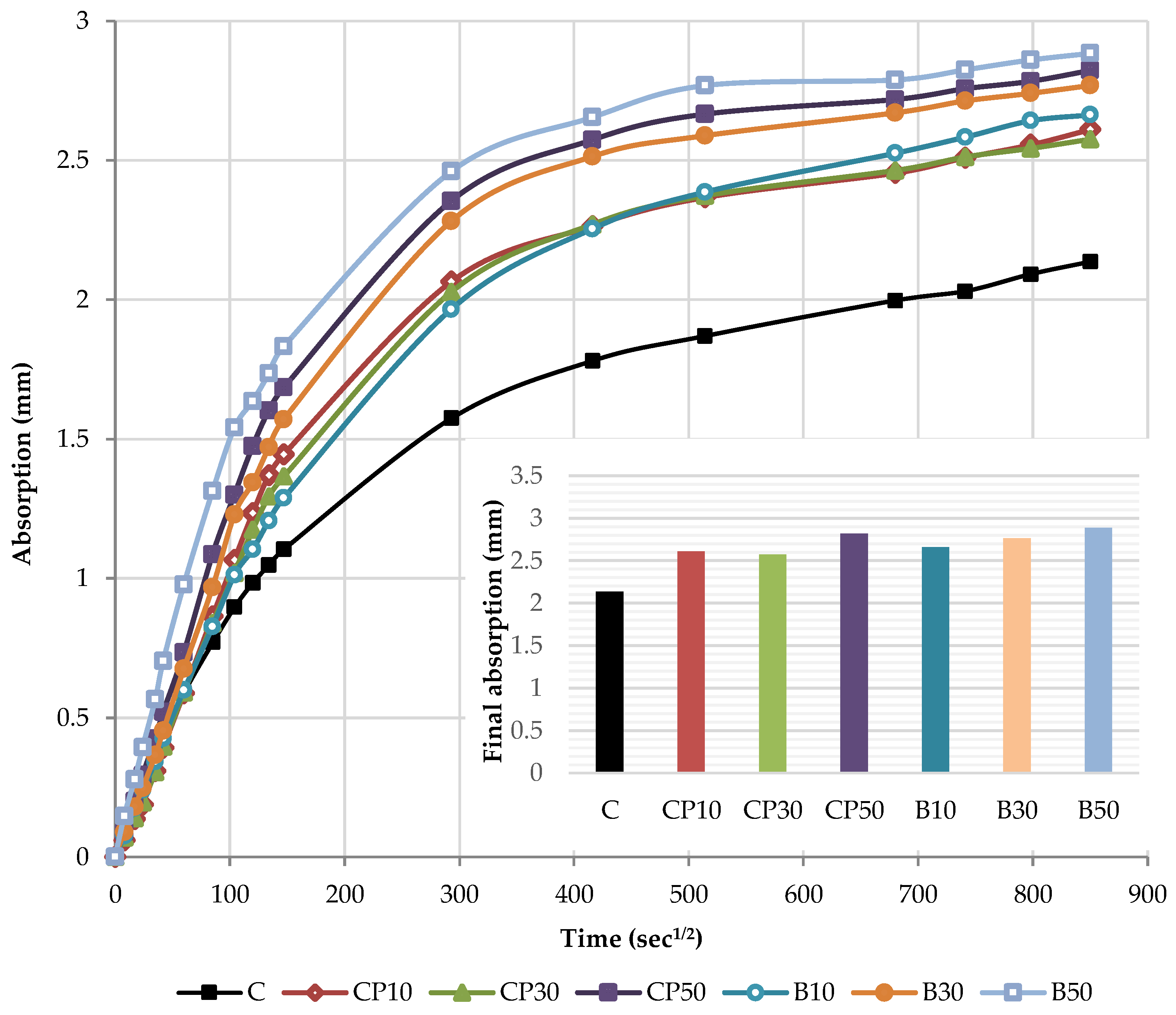
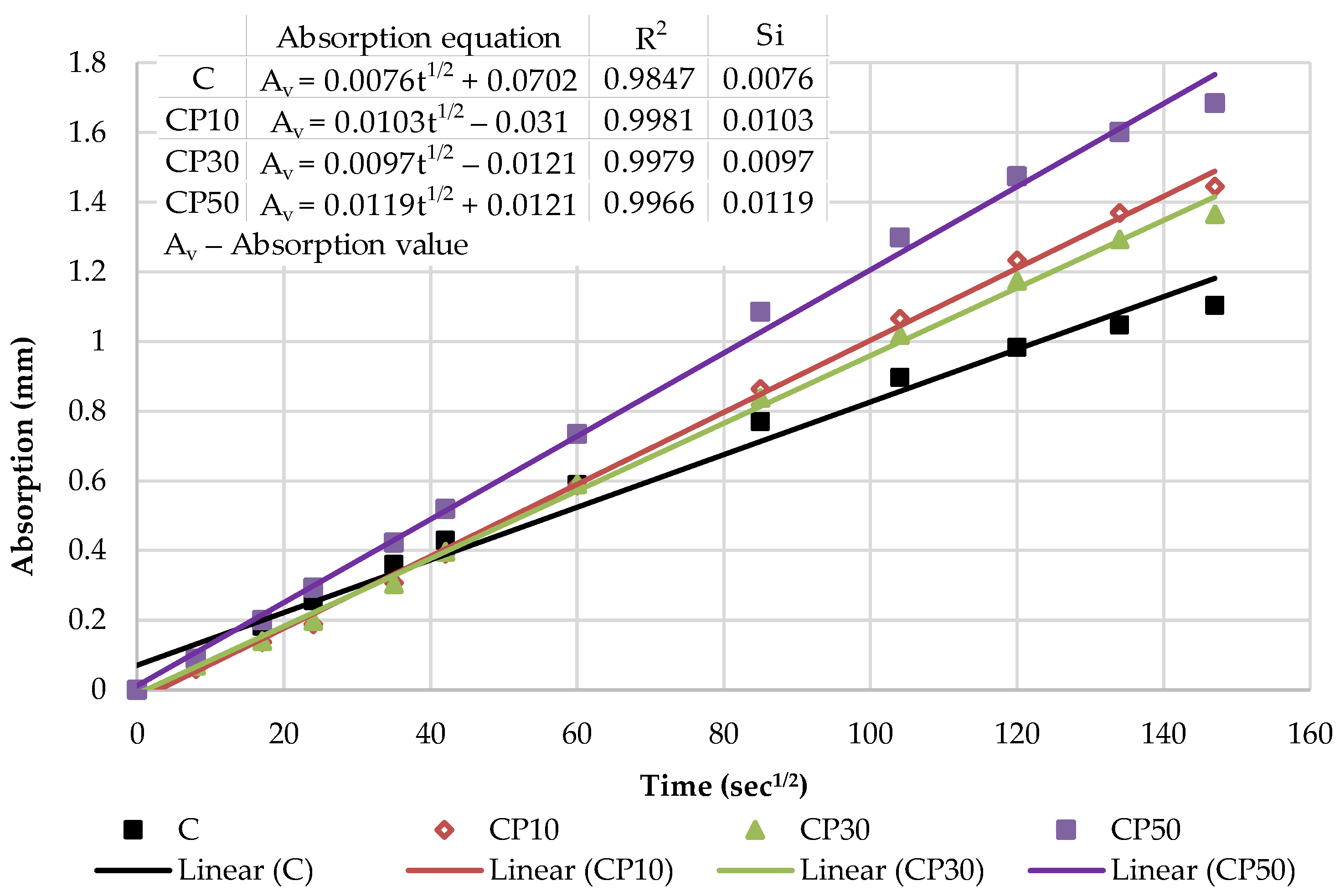
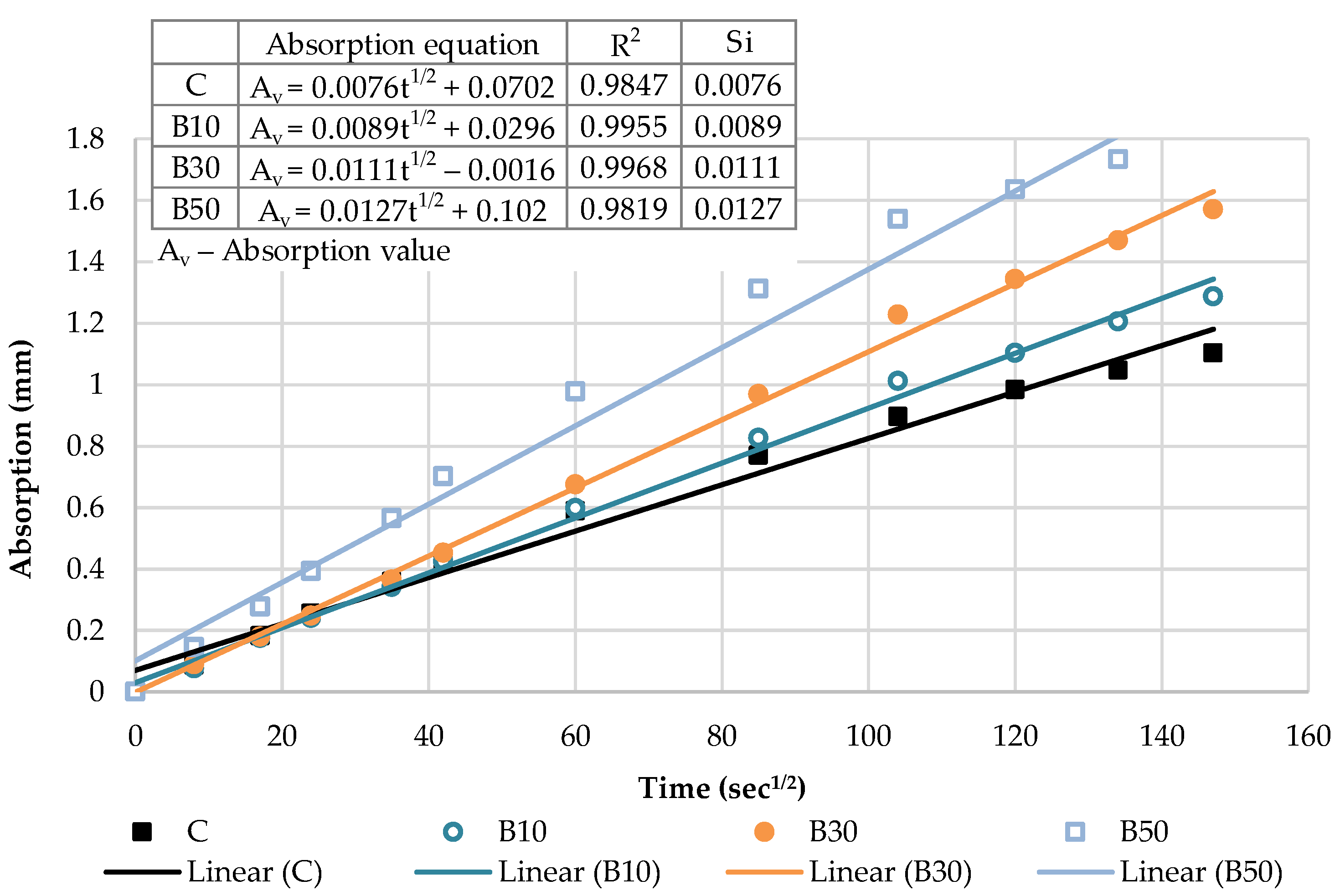
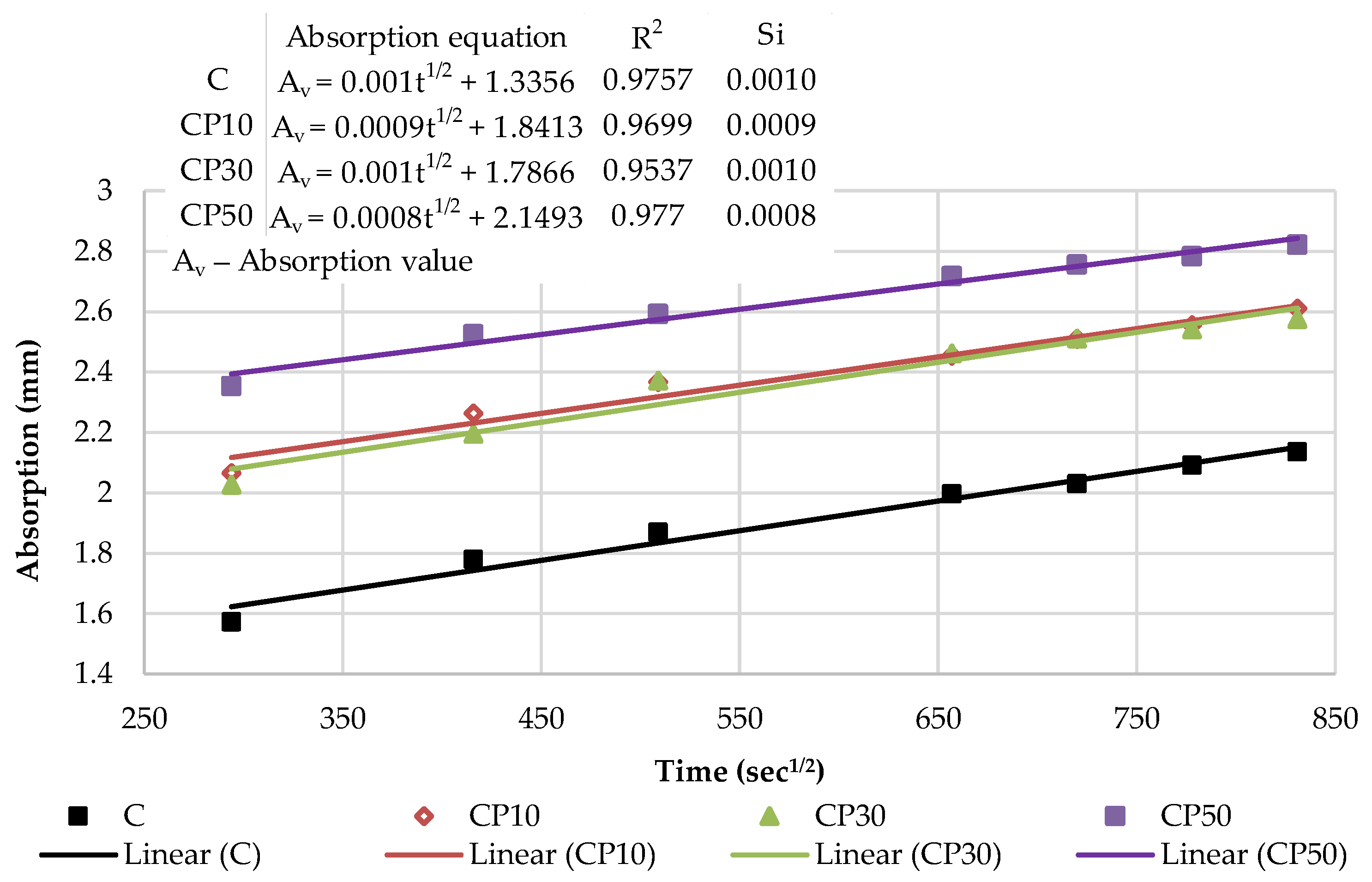
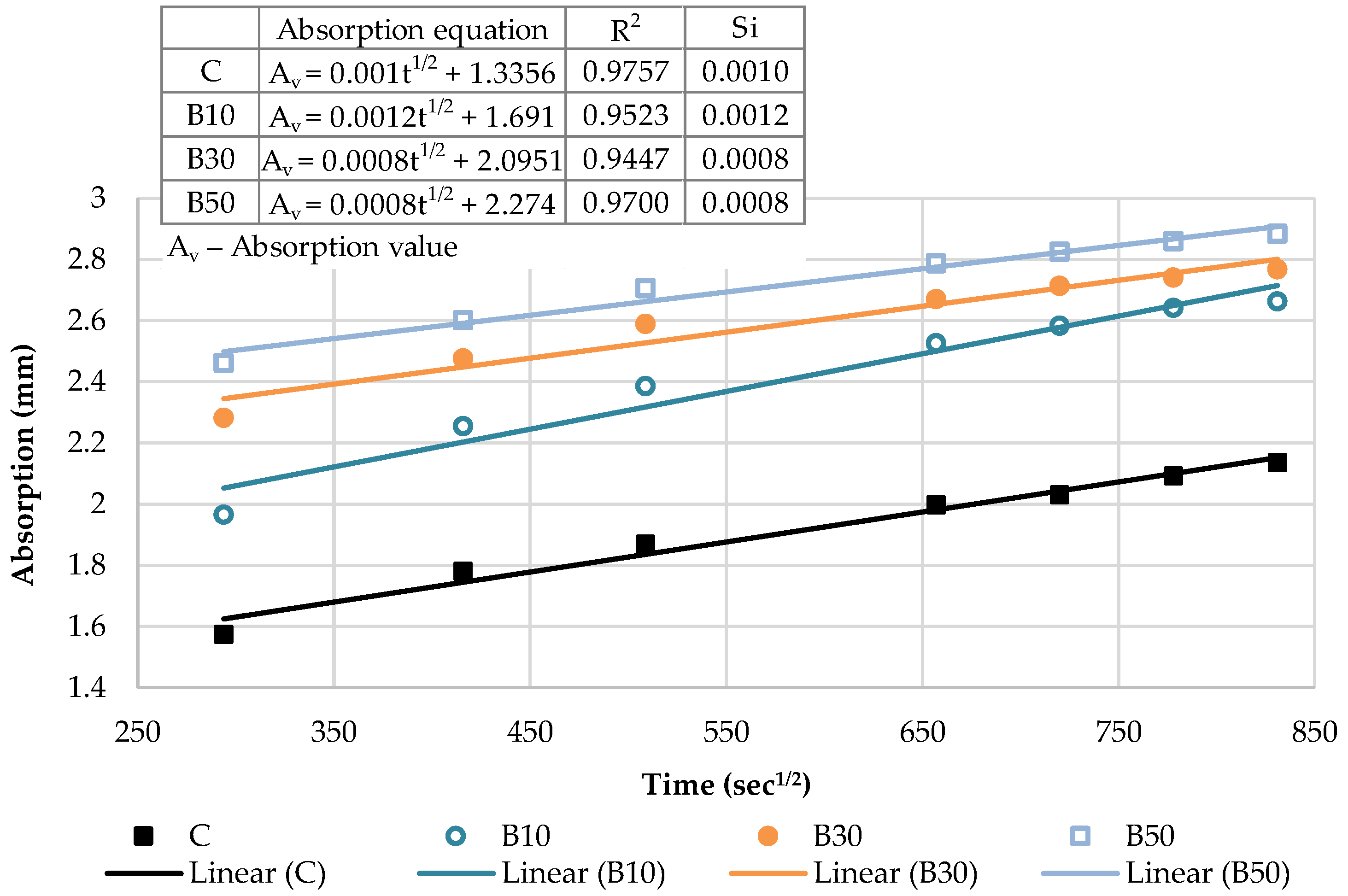
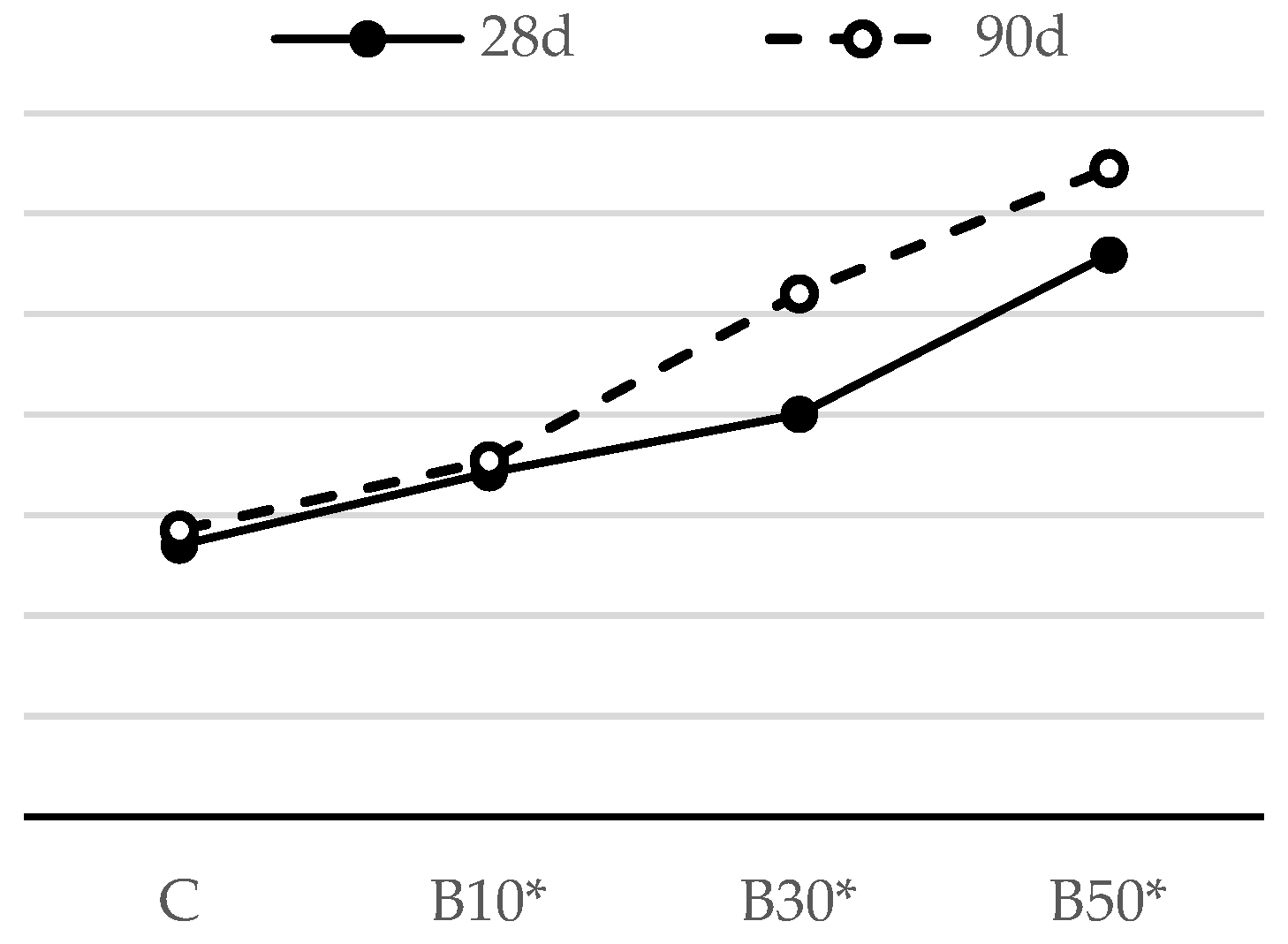
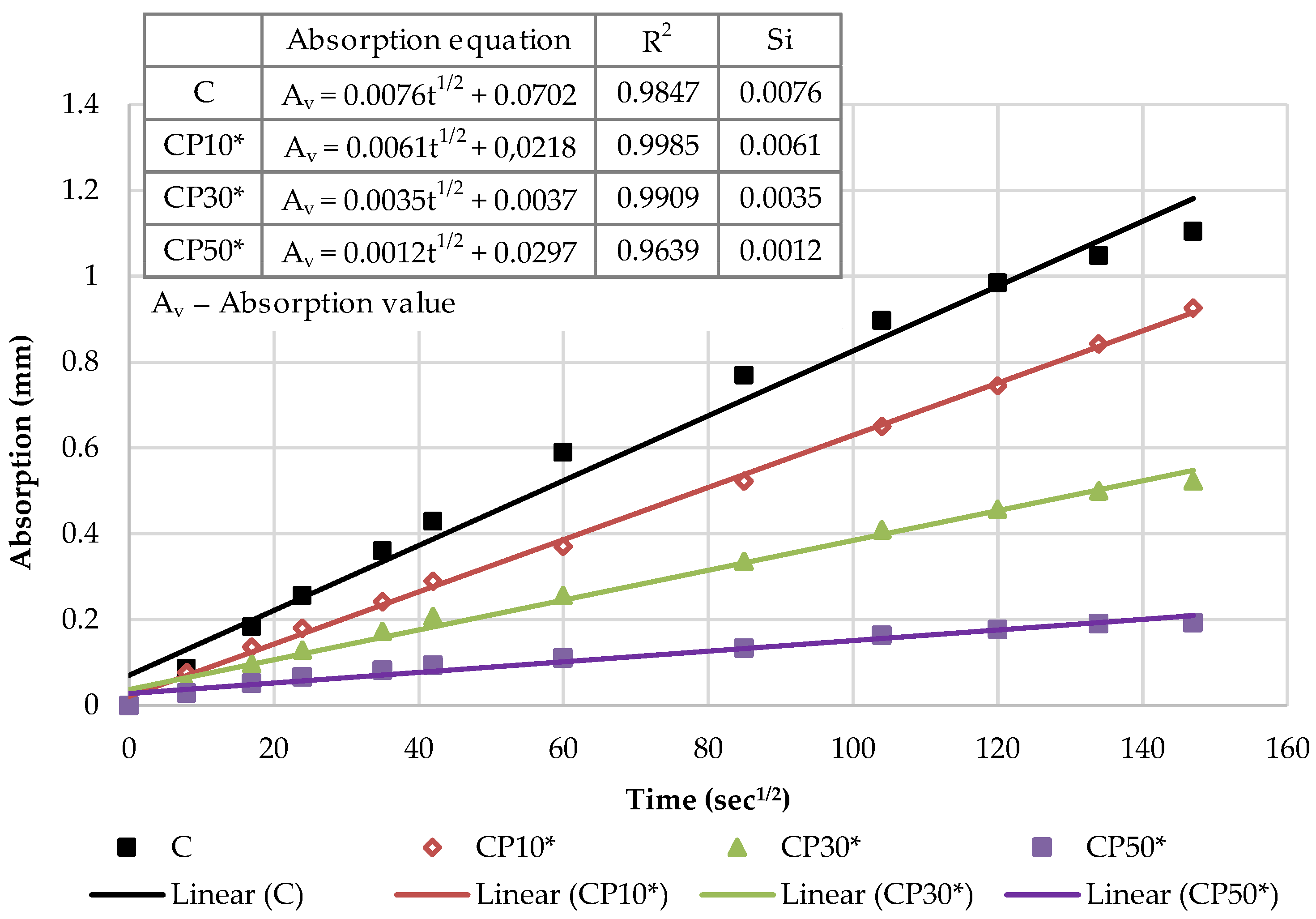
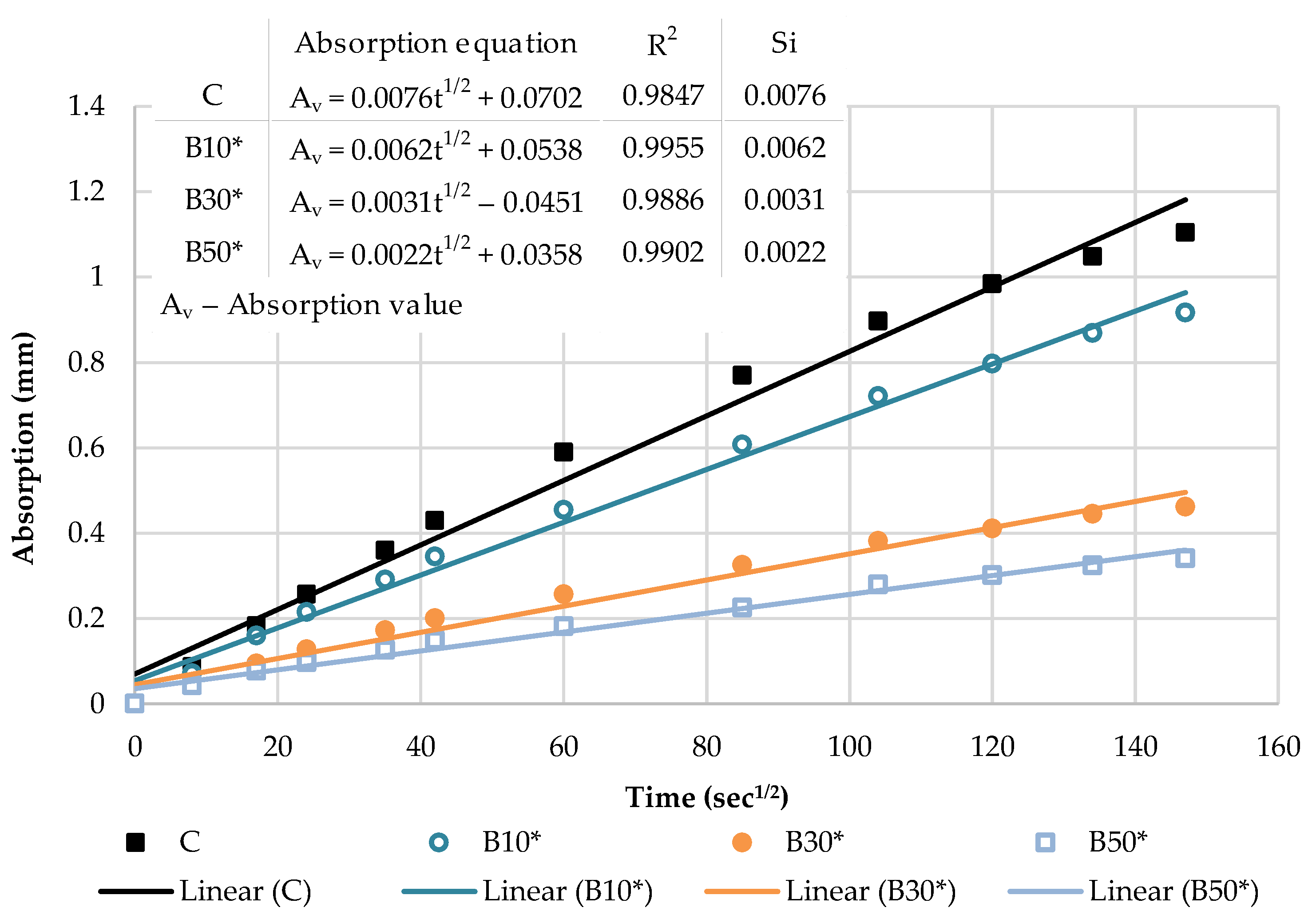
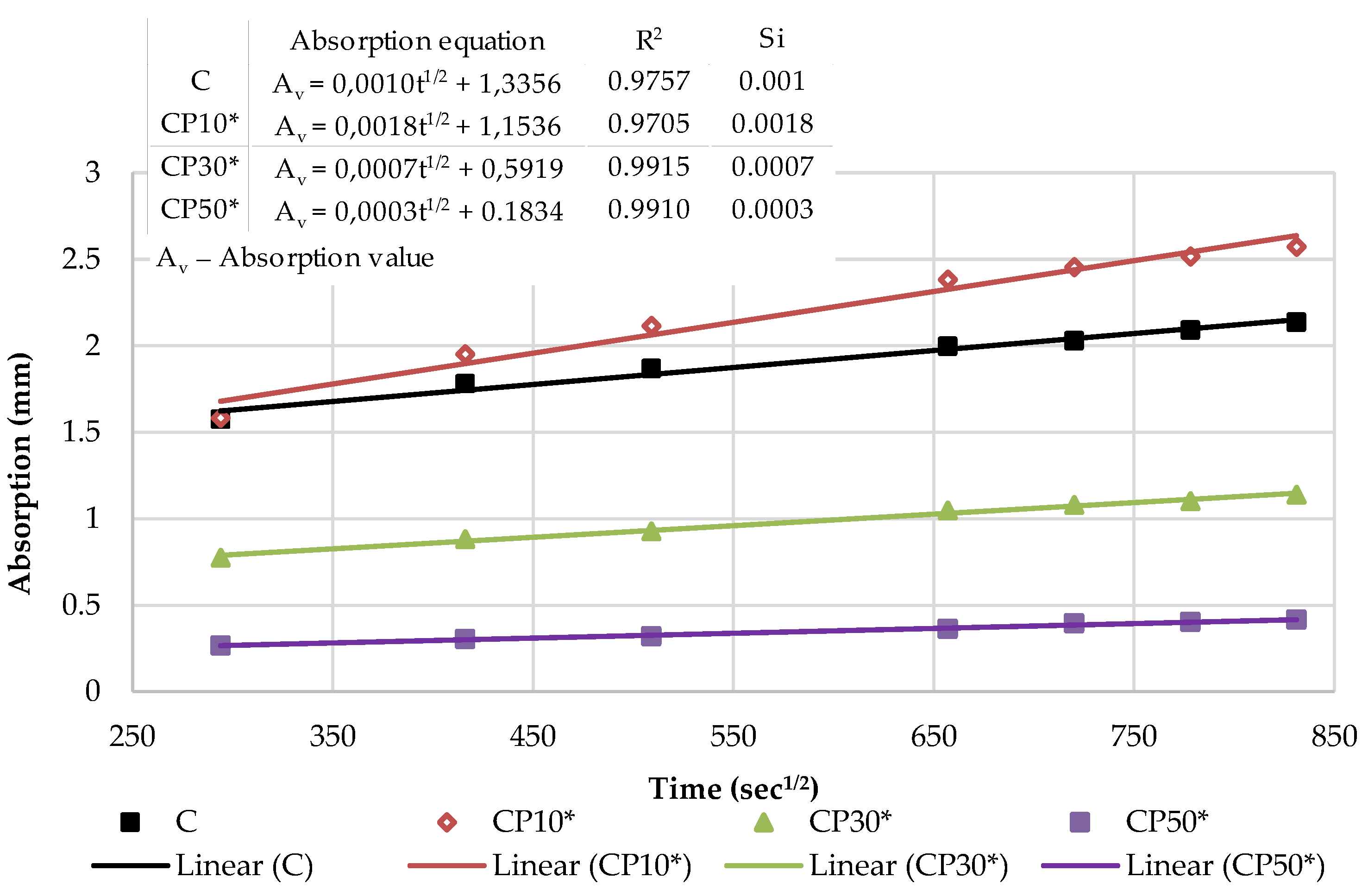
3.2.3. Capillary Water Absorption of Hardened Mortar
3.3. Properties of Mortars with Decreased w/b Ratio
3.3.1. Flexural Strength of Hardened Mortar with Decreased w/b
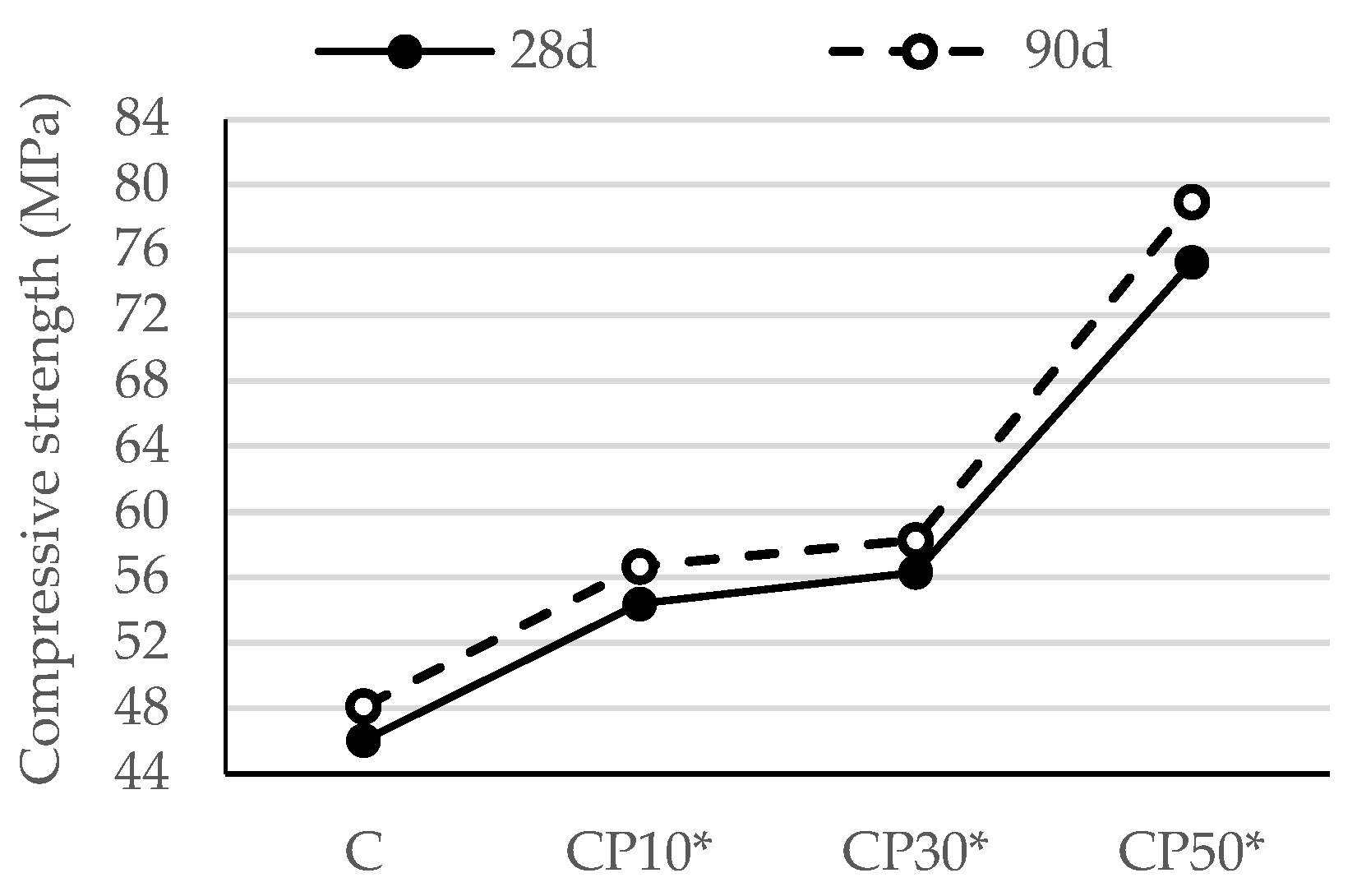
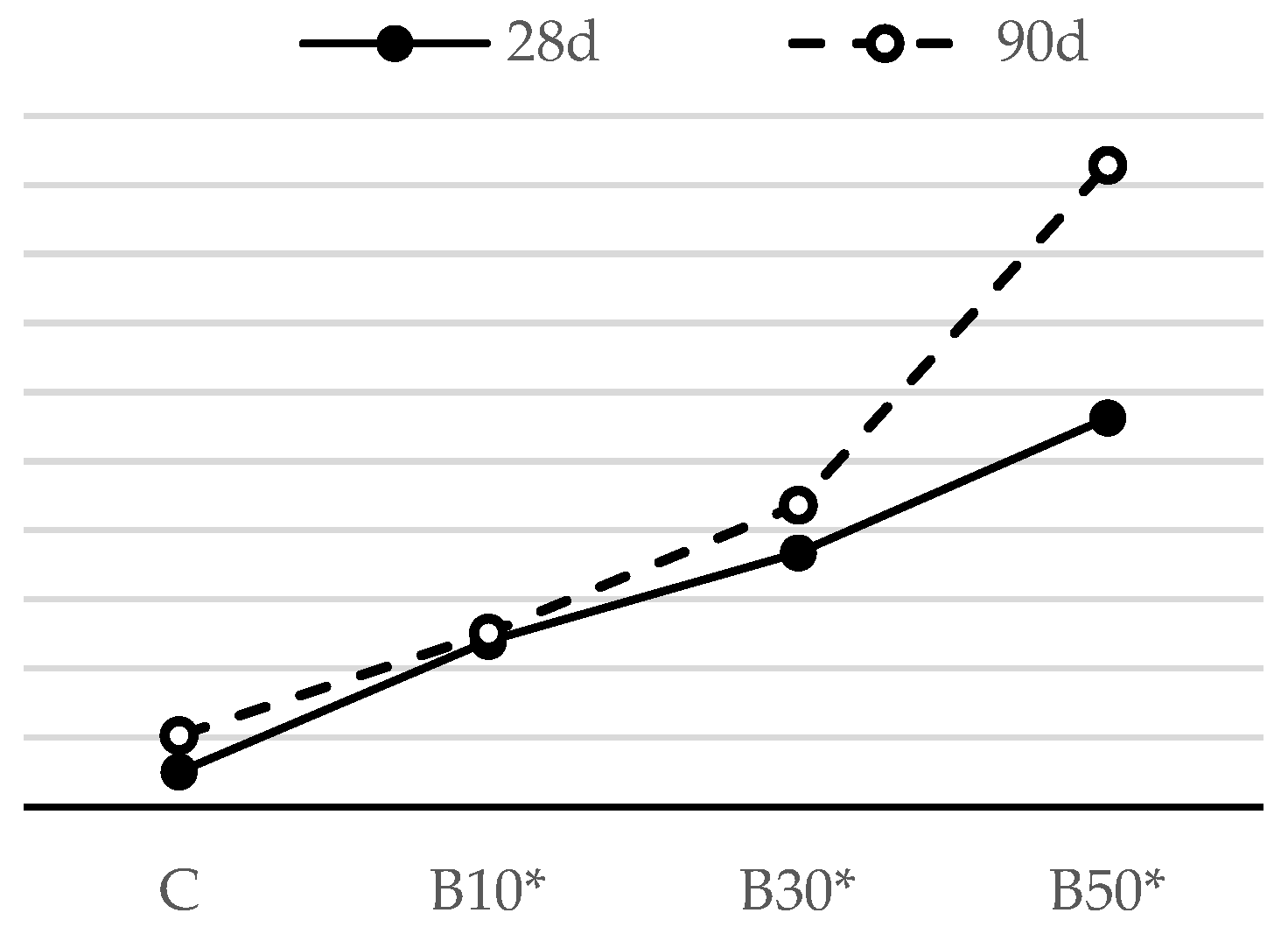
3.3.2. Compressive Strength of Hardened Mortar with Decreased w/b
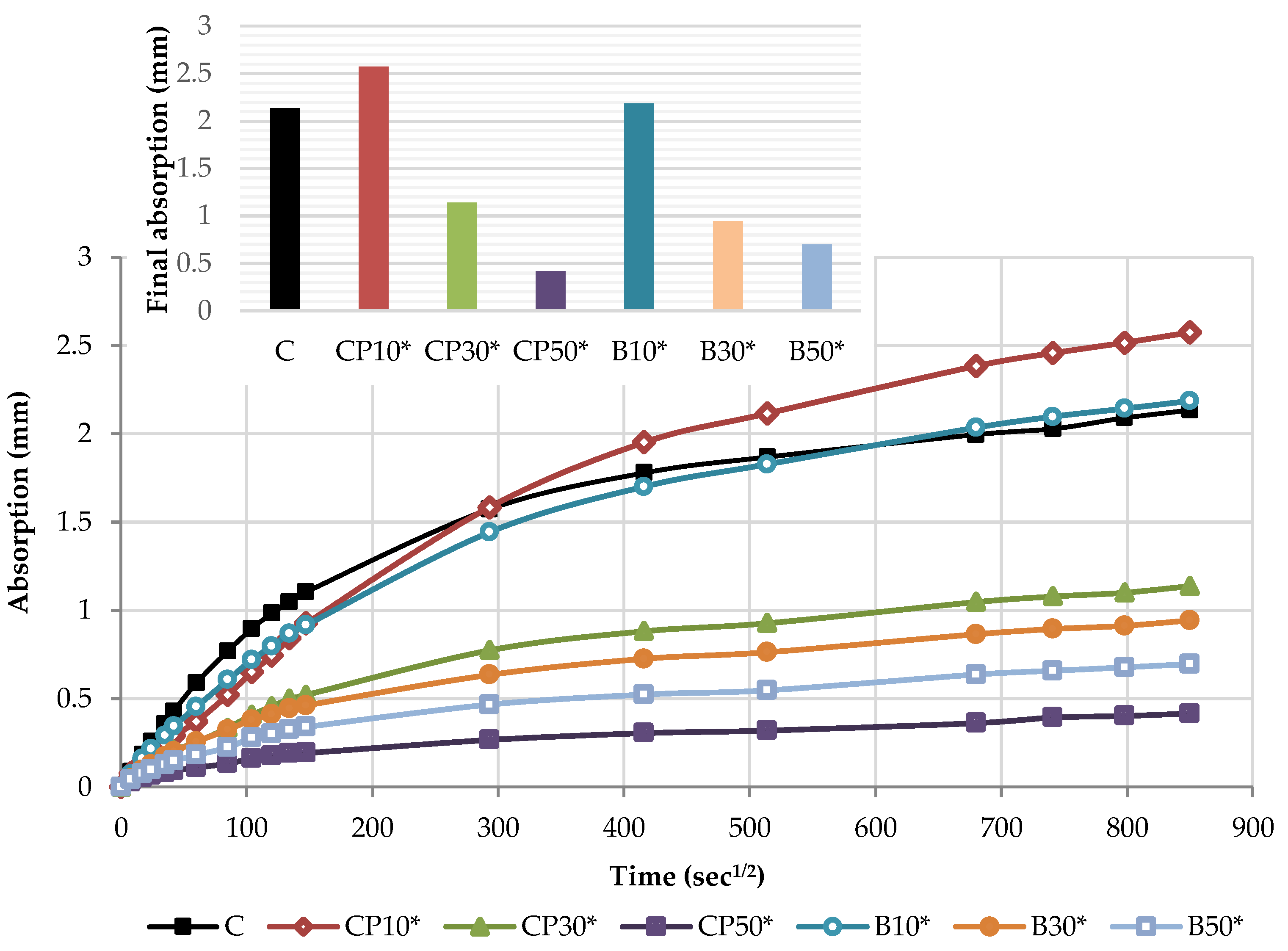
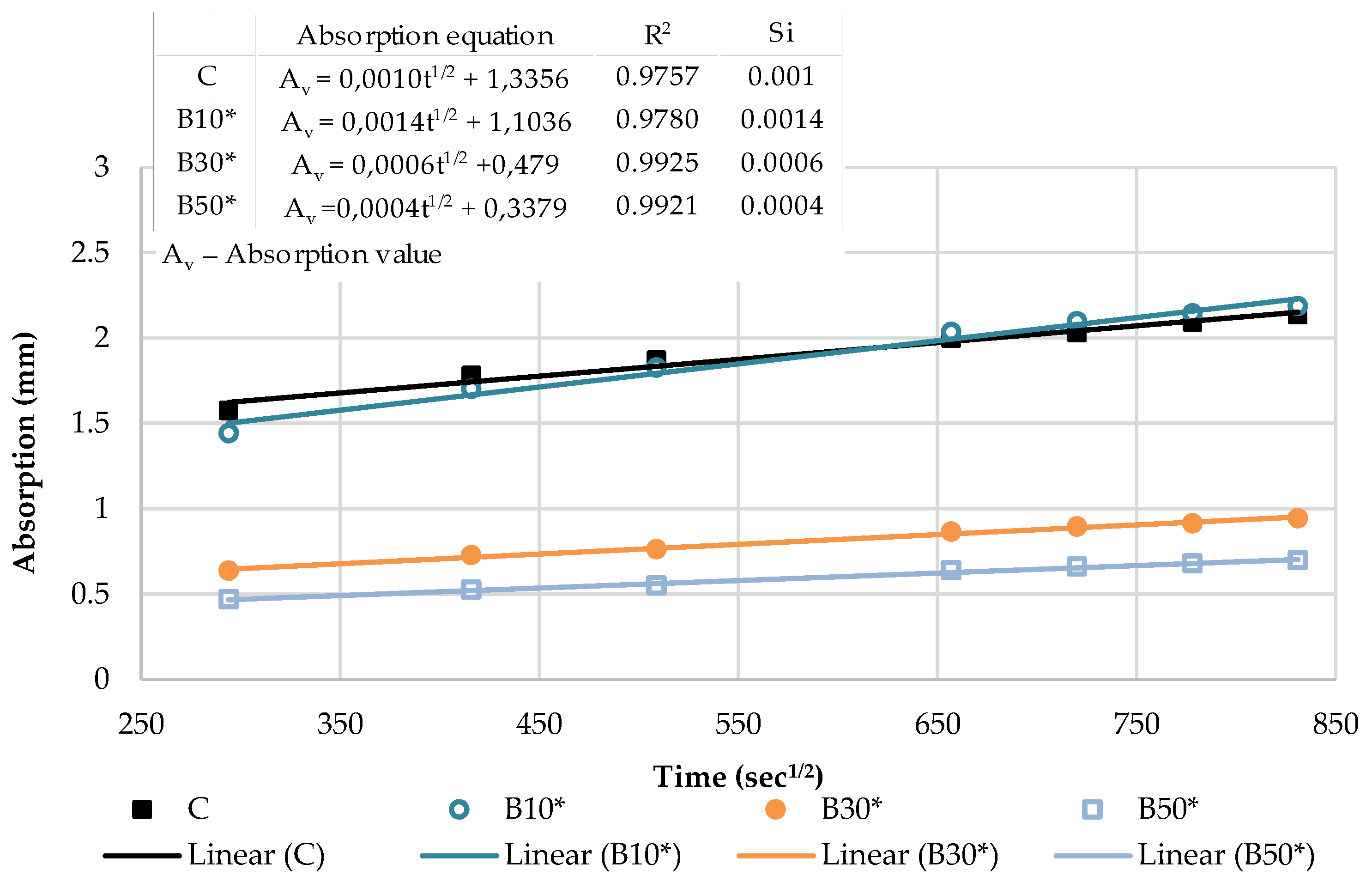
3.3.3. Capillary Water Absorption of Hardened Mortar with Decreased w/b
4. Conclusions
- The chemical analysis showed that finely ground ceramic powder and corn cob-based biomass ash can be used as pozzolanic materials owing to a relatively high amorphous silica content and satisfactory level of fineness.
- The effect of the grinding procedure has a significant influence on the microstructural and pozzolanic properties of the tested SCMs. Additional grinding improved the pozzolanicity of materials, as a consequence of: (1) the partial conversion of crystalline to amorphous silica, (2) the availability of a greater number of nucleation sites for the pozzolanic reaction to take place, (3) the better pore refinement and higher compactness of the matrix due to the filler effect.
- Despite filler and nucleation effects, a higher replacement level decreased the content of cement clinker and the hydration products, which further increased the capillary porosity and permeability of the mortar (the dilution effect) resulting in lower compressive and flexural strengths and greater water absorption. These effects were particularly noticeable at the early stage of hydration (28 days of curing) when the pozzolanic reaction was not developed, bringing about an increase in the free water content intended to react with cement particles.
- In light of the reported effects of the water-to-binder ratio, it is evident that the overall performance of the tested mortars has improved, once again proving this method is an effective conventional technique to create more durable cement-based composites. The compressive strength of ceramic powder-blended mortars (CP10*, CP30* and CP50*) rose by 18%, 22% and 43%, while the strength of corn cob ash-blended mortars (B10*, B30* and B50*) improved by 16%, 27% and 44%, in relation to the reference mortar, respectively. Owing to the reduced permeability, the capillary water absorption of the blends with the highest SCM content (B50* and CP50*) declined by 80% and 68% compared to the reference mix, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Marinković, S.; Carević, V.; Dragaš, J. The role of service life in Life Cycle Assessment of concrete structures. J. Clean. Prod. 2021, 290, 125610. [Google Scholar] [CrossRef]
- Poletanović, B.; Dragaš, J.; Ignjatović, I.; Komljenović, M.; Merta, I. Physical and mechanical properties of hemp fibre reinforced alkali-activated fly ash and fly ash/slag mortars. Constr. Build. Mater. 2020, 259, 119677. [Google Scholar] [CrossRef]
- Sousa, V.; Bogas, J.A. Comparison of energy consumption and carbon emissions from clinker and recycled cement production. J. Clean. Prod. 2021, 306, 127277. [Google Scholar] [CrossRef]
- Šupić, S.; Malešev, M.; Radonjanin, V.; Bulatović, V.; Milović, T. Reactivity and Pozzolanic Properties of Biomass Ashes Generated by Wheat and Soybean Straw Combustion. Materials 2021, 14, 1004. [Google Scholar] [CrossRef] [PubMed]
- Hasan, N.M.S.; Sobuz, M.H.R.; Khan, M.M.H.; Mim, N.J.; Meraz, M.M.; Datta, S.D.; Rana, M.J.; Saha, A.; Akid, A.S.M.; Mehedi, M.T.; et al. Integration of Rice Husk Ash as Supplementary Cementitious Material in the Production of Sustainable High-Strength Concrete. Materials 2022, 15, 8171. [Google Scholar] [CrossRef]
- Amran, M.; Lee, Y.H.; Fediuk, R.; Murali, G.; Mosaberpanah, M.A.; Ozbakkaloglu, T.; Yong Lee, Y.; Vatin, N.; Klyuev, S.; Karelia, M. Palm Oil Fuel Ash-Based Eco-Friendly Concrete Composite: A Critical Review of the Long-Term Properties. Materials 2021, 14, 7074. [Google Scholar] [CrossRef]
- Xu, Q.; Ji, T.; Gao, S.-J.; Yang, Z.; Wu, N. Characteristics and Applications of Sugar Cane Bagasse Ash Waste in Cementitious Materials. Materials 2019, 12, 39. [Google Scholar] [CrossRef] [Green Version]
- Šupić, S.; Bulatović, V.; Malešev, M.; Radonjanin, V.; Lukić, I. Sustainable Masonry Mortars with Fly Ash, Blast Furnace Granulated Slag and Wheat Straw Ash. Sustainability 2021, 13, 12245. [Google Scholar] [CrossRef]
- Șerbănoiu, A.A.; Grădinaru, C.M.; Muntean, R.; Cimpoeșu, N.; Șerbănoiu, B.V. Corn Cob Ash versus Sunflower Stalk Ash, Two Sustainable Raw Materials in an Analysis of Their Effects on the Concrete Properties. Materials 2022, 15, 868. [Google Scholar] [CrossRef]
- Šupić, S.; Malešev, M.; Radonjanin, V. Harvest residues ash as a pozzolanic additive for engineering applications: Review and catalogue. Build. Mater. Struct. 2021, 64, 1–18. [Google Scholar] [CrossRef]
- Šupić, S.; Malešev, M.; Radonjanin, V.; Radeka, M.; Laban, M. Application of Biomass Ashes as Supplementary Cementitious Materials in the Cement Mortar Production. World Academy of Science, Engineering and Technology. Int. J. Struct. Constr. Eng. 2018, 12, 703–709. [Google Scholar]
- Mohit, M.; Ranjbar, A.; Sharifi, Y. Mechanical and microstructural properties of mortars incorporating ceramic waste powder exposed to the hydrochloric acid solution. Constr. Build. Mater. 2021, 271, 121565. [Google Scholar] [CrossRef]
- Torkittikul, P.; Chaipanich, A. Utilization of ceramic waste as fine aggregate within Portland cement and fly ash concretes. Cem. Concr. Compos. 2010, 32, 440–449. [Google Scholar] [CrossRef]
- Higashiyama, H.; Yagishita, F.; Sano, M.; Takahashi, O. Compressive strength and resistance to chloride penetration of mortars using ceramic waste as fine aggregate. Constr. Build. Mater. 2012, 26, 96–101. [Google Scholar] [CrossRef]
- Lasseuguette, E.; Burns, S.; Simmons, D.; Francis, E.; Chai, H.K.; Koutsos, V. Chemical, microstructural and mechanical properties of ceramic waste blended cementitious systems. J. Clean. Prod. 2019, 211, 1228–1238. [Google Scholar] [CrossRef]
- Kannan, D.M.; Aboubakr, S.H.; El-Dieb, A.S.; Taha, M.M.R. High performance concrete incorporating ceramic waste powder as large partial replacement of Portland cement. Constr. Build. Mater. 2017, 144, 35–41. [Google Scholar] [CrossRef]
- Vejmelková, E.; Keppert, M.; Rovnaníková, P.; Ondráček, M.; Keršner, Z.; Černy, R. Properties of high performance concrete containing fine-ground ceramics as supplementary cementitious material. Cem. Concr. Compos. 2012, 34, 55–61. [Google Scholar] [CrossRef]
- Rithuparna, R.; Jittin, V.; Bahurudeen, A. Influence of different processing methods on the recycling potential of agro-waste ashes for sustainable cement production: A review. J. Clean. Prod. 2021, 316, 128242. [Google Scholar] [CrossRef]
- Gopinath, A.; Bahurudeen, A.; Appari, S.; Nanthagopalan, P. A circular framework for the valorisation of sugar industry wastes: Review on the industrial symbiosis between sugar, construction and energy industries. J. Clean. Prod. 2018, 203, 89–108. [Google Scholar] [CrossRef]
- Rukzon, S.; Chindaprasirt, P.; Mahachai, R. Effect of grinding on chemical and physical properties of rice husk ash. Int. J. Miner. Metall. Mater. 2009, 16, 242–247. [Google Scholar] [CrossRef]
- Nagaratnam, B.H.; Mannan, M.A.; Rahman, M.E.; Mirasa, A.K.; Richardson, A.; Nabinejad, O. Strength and microstructural characteristics of palm oil fuel ash and fly ash as binary and ternary blends in Self-Compacting concrete. Constr. Build. Mater. 2019, 202, 103–120. [Google Scholar] [CrossRef]
- Xu, W.; Lo, Y.T.; Ouyang, D.; Memon, S.A.; Xing, F.; Wang, W.; Yuan, X. Effect of rice husk ash fineness on porosity and hydration reaction of blended cement paste. Constr. Build. Mater. 2015, 89, 90–101. [Google Scholar] [CrossRef]
- Bakar, B.H.A.; Ramadhansyah, P.J.; Megat Azmi, M.J. Effect of rice husk ash fineness on the chemical and physical properties of concrete. Mag. Concr. Res. 2011, 63, 313–320. [Google Scholar] [CrossRef]
- Venkatanarayanan, H.K.; Rangaraju, P.R. Effect of grinding of low-carbon rice husk ash on the microstructure and performance properties of blended cement concrete. Cement Concr. Compos. 2015, 55, 348–363. [Google Scholar] [CrossRef]
- Qudoos, A.; Kakar, E.; Rehman, A.u.; Jeon, I.K.; Kim, H.G. Influence of milling techniques on the performance of wheat straw ash in cement composites. Appl. Sci. 2020, 10, 3511. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Toledo Filho, R.D.; Tavares, L.M.; Fairbairn, E.D.M.R. Ultrafine grinding of sugar cane bagasse ash for application as pozzolanic admixture in concrete. Cem. Concr. Res. 2009, 39, 110–115. [Google Scholar] [CrossRef]
- Liu, Z.; Shi, C.; Shi, Q.; Tan, X.; Meng, W. Recycling waste glass aggregate in concrete: Mitigation of alkali-silica reaction (ASR) by carbonation curing. J. Clean. Prod. 2022, 370, 133545. [Google Scholar] [CrossRef]
- Zhao, Y.; Hu, X.; Yuan, Q.; Wu, Z.; Shi, C. Effects of water to binder ratio on the chloride binding behaviour of artificial seawater cement paste blended with metakaolin and silica fume. Constr. Build. Mater. 2022, 353, 129110. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Liu, C.; Chen, X.; Xu, Z. The particle-size effect of waste clay brick powder on its pozzolanic activity and properties of blended cement. J. Clean. Prod. 2020, 242, 118521. [Google Scholar] [CrossRef]
- Mohan, R.; Athira, G.; Mali, A.K.; Bahurudeen, A.; Nanthagopalan, P. Systematic pretreatment process and optimization of sugarcane bagasse ash dosage for use in cement-based products. J. Mater. Civ. Eng. 2021, 33, 04021045. [Google Scholar] [CrossRef]
- Kreimeyer, R. Some notes on the firing color of clay bricks. Appl. Clay Sci. 1987, 2, 175–183. [Google Scholar] [CrossRef]
- Mezhov, A.; Pott, U.; Stephan, D.; Kovler, K. Influence of mechanical activation of fly ash in presence of polynaphthalene sulfonate superplasticizer on rheology and hydration kinetics of cement—Fly ash pastes. Constr. Build. Mater. 2019, 210, 380–390. [Google Scholar] [CrossRef]
- Al-Jabri, K.; Shoukry, H. Use of nano-structured waste materials for improving mechanical, physical and structural properties of cement mortar. Constr. Build. Mater. 2014, 73, 636–644. [Google Scholar] [CrossRef]
- Frost, R.L.; Makó, É.; Kristóf, J.; Horváth, E.; Kloprogge, J.T. Mechanochemical treatment of kaolinite. J. Colloid Interface Sci. 2001, 239, 458–466. [Google Scholar] [CrossRef] [PubMed]
- Balczár, I.; Korim, T.; Kovács, A.; Makó, É. Mechanochemical and thermal activation of kaolin for manufacturing geopolymer mortars—Comparative study. Ceram. Int. 2016, 42, 15367–15375. [Google Scholar] [CrossRef]
- Vučinić-Vasić, M.; Antić, B.; Bošković, M.; Antić, A.; Blanuša, J. Hydroxyapatite/magnetite nanocomposite prepared by high energy ball milling. Process. Appl. Ceram. 2019, 13, 210–217. [Google Scholar] [CrossRef] [Green Version]
- Ngoc-Tra, L.M.; Nhuyen, D.T.; Nguyen, D.L. Potential use of clay brick waste powder and ceramic waste aggregate in mortar. Constr. Build. Mater. 2021, 313, 125516. [Google Scholar] [CrossRef]
- Li, L.; Liu, W.; You, Q.; Chen, M.; Zeng, Q.; Zhou, C.; Zhang, M. Relationships between microstructure and transport properties in mortar containing recycled ceramic powder. J. Clean. Prod. 2020, 263, 121384. [Google Scholar] [CrossRef]
- Santosh, K.G.; Subhani, S.M.; Bahurudeen, A. Recycling of palm oil fuel ash and rice husk ash in the cleaner production of concrete. J. Clean. Prod. 2022, 354, 131736. [Google Scholar] [CrossRef]
- Ohemeng, E.A.; Ekolu, S.O.; Quainoo, H.; Naghizadeh, A. Economical and eco-friendly masonry mortar containing waste concrete powder as a supplementary cementitious material. Case Stud. Constr. Mater. 2022, 17, e01527. [Google Scholar] [CrossRef]
- Raheem, A.A.; Ikotun, B.D. Incorporation of agricultural residues as partial substitution for cement in concrete and mortar—A review. J. Build. Eng. 2020, 31, 101428. [Google Scholar] [CrossRef]
- Muthadhi, A.; Kothandaraman, S. Experimental investigations of performance characteristics of rice husk Ash—Blended Concrete. J. Mater. Civil Eng. 2013, 25, 1115–1118. [Google Scholar] [CrossRef]
- Adesanya, D.A. Evaluation of blended cement mortar, concrete and stabilized earth made from ordinary Portland cement and corn cob ash. Constr. Build. Mater. 1996, 10, 451–456. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Farzadnia, N.; Shi, Z.; Jia, H.; Ou, Z. A review on use of limestone powder in cement-based materials: Mechanism, hydration and microstructures. Constr. Build. Mater. 2018, 181, 659–672. [Google Scholar] [CrossRef]
- Caestro, J.; Bentz, D.; Weiss, J. Effect of sample conditioning on the water absorption of concrete. Cem. Concr. Compos. 2011, 33, 805–813. [Google Scholar] [CrossRef]
- Ho, C.M.; Doh, S.I.; Li, X.; Chin, S.C.; Ashraf, T. RSM-based modelling of cement mortar with various water to cement ratio and steel slag content. Phys. Chem. Earth. 2022, 128, 103256. [Google Scholar] [CrossRef]
- Malešev, M.; Radonjanin, V.; Draganić, S.; Šupić, S.; Laban, M. Influence of fly ash and decreasing water-powder ratio on performance of recycled aggregate concrete. Građevinar J. Croat. Assoc. Civ. Eng. 2017, 69, 811–820. [Google Scholar] [CrossRef] [Green Version]
- Zeyad, A.M.; Johari, M.A.M.; Tayeh, B.A.; Yusuf, M.O. Pozzolanic reactivity of ultrafine palm oil fuel ash waste on strength and durability performances of high strength concrete. J. Clean. Prod. 2017, 144, 511–522. [Google Scholar] [CrossRef]
- Shi, Z.; Shui, Z.; Li, Q.; Geng, H. Combined effect of metakaolin and seawater on performance and microstructures of concrete. Constr. Build. Mater. 2015, 74, 57–64. [Google Scholar] [CrossRef]
- Ankur, N.; Singh, N. Performance of cement mortars and concretes containing coal bottom ash: A comprehensive review. Renew. Sustain. Energy Rev. 2021, 149, 111361. [Google Scholar] [CrossRef]
- Zhang, H.; Pan, Q.; Zheng, K.; Jin, C.; Pan, L. Mesoscale Study on Splitting Tensile Damage Characteristics of Concrete Based on X-ray Computed Tomography and Digital Image Correlation Technology. Materials 2022, 15, 4416. [Google Scholar] [CrossRef] [PubMed]
- Wang, P.; Ke, L.; Wu, H.; Leung, C.K.Y. Effects of water-to-cement ratio on the performance of concrete and embedded GFRP reinforcement. Constr. Build. Mater. 2022, 351, 128833. [Google Scholar] [CrossRef]
- Talakokula, V.; Bhalla, S.; Ball, R.J.; Bowen, C.R.; Pesce, G.L.; Kurchania, R.; Bhattacharjee, B.; Gupta, A.; Paine, K. Diagnosis of carbonation induced corrosion initiation and progression in reinforced concrete structures using piezo-impedance transducers. Sens. Actuators A Phys. 2016, 242, 79–91. [Google Scholar] [CrossRef] [Green Version]
- Guo, A.; Li, H.; Ba, X.i.; Guan, X.; Li, H. Experimental investigation on the cyclic performance of reinforced concrete piers with chloride-induced corrosion in marine environment. Eng. Struct. 2015, 105, 1–11. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mortar | mc (g) | mscm (g) | ms (g) | mw (g) | eff. w/b |
|---|---|---|---|---|---|
| C | 450 | / | 1350 | 225 | 0.5 |
| B10 | 405 | 45 | 1350 | 225 | 0.532 |
| B30 | 337.5 | 112.5 | 1350 | 225 | 0.631 |
| B50 | 225 | 225 | 1350 | 225 | 0.884 |
| CP10 | 405 | 45 | 1350 | 225 | 0.532 |
| CP30 | 337.5 | 112.5 | 1350 | 225 | 0.631 |
| CP50 | 225 | 225 | 1350 | 225 | 0.884 |
| Mortar | mc (g) | mscm (g) | ms (g) | mw (g) | eff. w/b | mhrwr (g) |
|---|---|---|---|---|---|---|
| B10 * | 405 | 45 | 1350 | 211.5 | 0.5 | 2.5 |
| B30 * | 337.5 | 112.5 | 1350 | 178.3 | 0.5 | 4.5 |
| B50 * | 225 | 225 | 1350 | 133.3 | 0.5 | 12.0 |
| CP10 * | 405 | 45 | 1350 | 211.5 | 0.5 | 2.0 |
| CP30 * | 337.5 | 112.5 | 1350 | 178.3 | 0.5 | 5.0 |
| CP50 * | 225 | 225 | 1350 | 133.3 | 0.5 | 13.0 |
| PC | CP1 | CP2 | CP3 | B1 | B2 | |
|---|---|---|---|---|---|---|
| Loss on ignition at 950 °C, % | / | 3.30 | 0.30 | 1.00 | 3.60 | 2.40 |
| SiO2, % | 17.34 | 60.86 | 61.88 | 59.03 | 20.21 | 45.76 |
| Al2O3, % | 4.53 | 16.38 | 16.46 | 15.81 | 1.83 | 5.92 |
| Fe2O3, % | 20.64 | 6.81 | 7.40 | 6.64 | 1.74 | 3.38 |
| Na2O, % | 0.20 | 0.77 | 1.63 | 1.5 | 0.00 | 0.00 |
| K2O, % | 0.59 | 2.39 | 2.81 | 2.5 | 23.09 | 13.10 |
| MgO, % | 1.93 | 3.89 | 3.66 | 4.2 | 8.30 | 8.30 |
| CaO, % | 50.26 | 9.38 | 4.90 | 5.72 | 13.42 | 14.08 |
| SO3, % | 3.06 | 0.80 | 0.08 | 0.07 | 2.88 | 1.26 |
| P2O5, % | 0.00 | 0.14 | 0.20 | 0.16 | 7.78 | 2.81 |
| Cl−, % | 0.00 | 0.002 | 0.003 | 0.000 | 0.338 | 0.502 |
| Reactive SiO2, % | / | 50.26 | 31.32 | 48.01 | 18.78 | 35.19 |
| Free CaO, % | / | 6.45 | 4.69 | 5.65 | 5.96 | 11.34 |
| Chemical Requirements (EN 450-1) | Criteria | Standard | CP1 | CP2 | CP3 | B1 | B2 | |
|---|---|---|---|---|---|---|---|---|
| Chemical properties | Total amount of oxides: SiO2 + Al2O3 + Fe2O3 (%) | ≥70% | EN 196-2 EN 450-1 | Yes 84.05 | Yes 85.74 | Yes 81.48 | No 23.78 | No 55.05 |
| Free CaO content (%) | ≤1.5% | EN451-1 EN 450-1 | No | No | No | No | No | |
| Reactive SiO2 content (%) | ≥25% | EN 197-1 EN 450-1 | Yes | Yes | Yes | No | Yes | |
| Loss of ignition (%) | A: Max 5% B: Max 7% C: Max 9% | EN 196-2 EN 450-1 | A | A | A | A | A | |
| Chloride content (%) | ≤0.1% | EN 196-2 EN 450-1 | Yes | Yes | Yes | No | No | |
| Sulfate content (%) | ≤3% | EN 196-2 EN 450-1 | Yes | Yes | Yes | Yes | Yes | |
| Total amount of alkalis (%) Na2O + 0.658 K2O | ≤5% | EN 196-2 EN 450-1 | Yes | Yes | Yes | No | No | |
| Phosphate content (%) | ≤5% | ISO 29581-2 EN 450-1 | Yes | Yes | Yes | No | Yes |
| Criteria | Standard | CP1 | CP2 | CP3 | B1 | B2 | |
|---|---|---|---|---|---|---|---|
| Specific gravity (g/cm3) | / | SRPS B.B8.032 | 2.62 | 2.61 | 2.59 | 2.36 | 2.44 |
| Specific surface area (cm2/g) | / | EN 196-6 | 13815.0 | 11064.0 | 6200.0 | 8120.0 | 8090.0 |
| Pozzolanic activity | Class 5: fc ≥ 5 MPa ffl ≥ 2 MPa Class 10: fc ≥ 10 MPa ffl ≥ 3 MPa Class 15: fc ≥ 15 MPa ffl ≥ 4 MPa | SRPS B.C1.018 | fc = 11.61 ffl = 3.42 Class 10 | fc = 10.05 ffl = 3.18 Class 10 | fc = 7.08 ffl = 2.61 Class 5 | fc = 6.20 ffl = 2.31 Class 5 | fc = 8.65 ffl = 3.50 Class 5 |
| Activity index | AI28 ≥ 75% AI90 ≥ 85% | EN 450-1 | Yes | Yes | Yes | No | Yes |
| AI28 = 100% | AI28 = 90% | AI28 = 90% | AI28 = 68% | AI28 = 102% | |||
| AI90 = 104% | AI90 = 107% | AI90 = 98% | AI90 = 79% | AI90 = 115% | |||
| Initial setting time (min) | ≥60 | EN 196-3 | Yes 160 | Yes 160 | Yes 165 | No 25 | Yes 165 |
| EN 197-1 | |||||||
| EN 450-1 | |||||||
| Final setting time (min) | ≤2 times the setting of cement | EN 196-3 | Yes 220 ≤ 2 × 190 | Yes 210 ≤ 2 × 190 | Yes 225 ≤ 2 × 190 | Yes 45 ≤ 2 × 190 | Yes 285 ≤ 2 × 190 |
| EN 197-1 | |||||||
| EN 450-1 | |||||||
| Soundness (mm) | ≤10 | EN 196-3 | Yes 0.6 | Yes 0.5 | Yes 0.5 | Yes 0.6 | Yes 1.0 |
| EN 450-1 |
| Criteria | CP1 | CP1′ | B2 | B2′ | |
|---|---|---|---|---|---|
| Reactive SiO2, % | ≥25% | 50.26 | 47.27 | 35.19 | 39.35 |
| Pozzolanic activity | Class 5: fc ≥ 5 MPa, ffl ≥ 2 MPa Class 10: fc ≥ 10 MPa, ffl ≥ 3 MPa Class 15: fc ≥ 15 MPa, ffl ≥ 4 MPa | fc = 11.61 ffl = 3.42 Class 10 | fc = 15.21 ffl = 4.32 Class 15 | fc = 8.65 ffl = 3.50 Class 5 | fc = 10.99 ffl = 3.52 Class 10 |
| Specific surface area (cm2/g) | / | 13,815.0 | 14,958.0 | 8090.0 | 10,921.0 |
| Activity index | AI28 ≥ 75% AI90 ≥ 85% | AI28 = 100% AI90 = 104% | AI28 = 100% AI90 = 115% | AI28 = 102% AI90 = 115% | AI28 = 112% AI90 = 120% |
| CP1 | CP1′ | B2 | B2′ | |
|---|---|---|---|---|
| d(0.1) (μm) | 0.72 | 0.61 | 1.13 | 0.77 |
| d(0.5) (μm) | 4.64 | 3.08 | 7.58 | 4.24 |
| d(0.9) (μm) | 310.34 | 19.24 | 35.07 | 33.44 |
| D(4,3) (μm) | 57.12 | 6.65 | 13.60 | 12.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pantić, V.; Šupić, S.; Vučinić-Vasić, M.; Nemeš, T.; Malešev, M.; Lukić, I.; Radonjanin, V. Effects of Grinding Methods and Water-to-Binder Ratio on the Properties of Cement Mortars Blended with Biomass Ash and Ceramic Powder. Materials 2023, 16, 2443. https://doi.org/10.3390/ma16062443
Pantić V, Šupić S, Vučinić-Vasić M, Nemeš T, Malešev M, Lukić I, Radonjanin V. Effects of Grinding Methods and Water-to-Binder Ratio on the Properties of Cement Mortars Blended with Biomass Ash and Ceramic Powder. Materials. 2023; 16(6):2443. https://doi.org/10.3390/ma16062443
Chicago/Turabian StylePantić, Vladan, Slobodan Šupić, Milica Vučinić-Vasić, Tomas Nemeš, Mirjana Malešev, Ivan Lukić, and Vlastimir Radonjanin. 2023. "Effects of Grinding Methods and Water-to-Binder Ratio on the Properties of Cement Mortars Blended with Biomass Ash and Ceramic Powder" Materials 16, no. 6: 2443. https://doi.org/10.3390/ma16062443
APA StylePantić, V., Šupić, S., Vučinić-Vasić, M., Nemeš, T., Malešev, M., Lukić, I., & Radonjanin, V. (2023). Effects of Grinding Methods and Water-to-Binder Ratio on the Properties of Cement Mortars Blended with Biomass Ash and Ceramic Powder. Materials, 16(6), 2443. https://doi.org/10.3390/ma16062443