

Investigations of Abrasive Wear Behaviour of Hybrid High-Boron Multi-Component Alloys: Effect of Boron and Carbon Contents by the Factorial Design Method

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
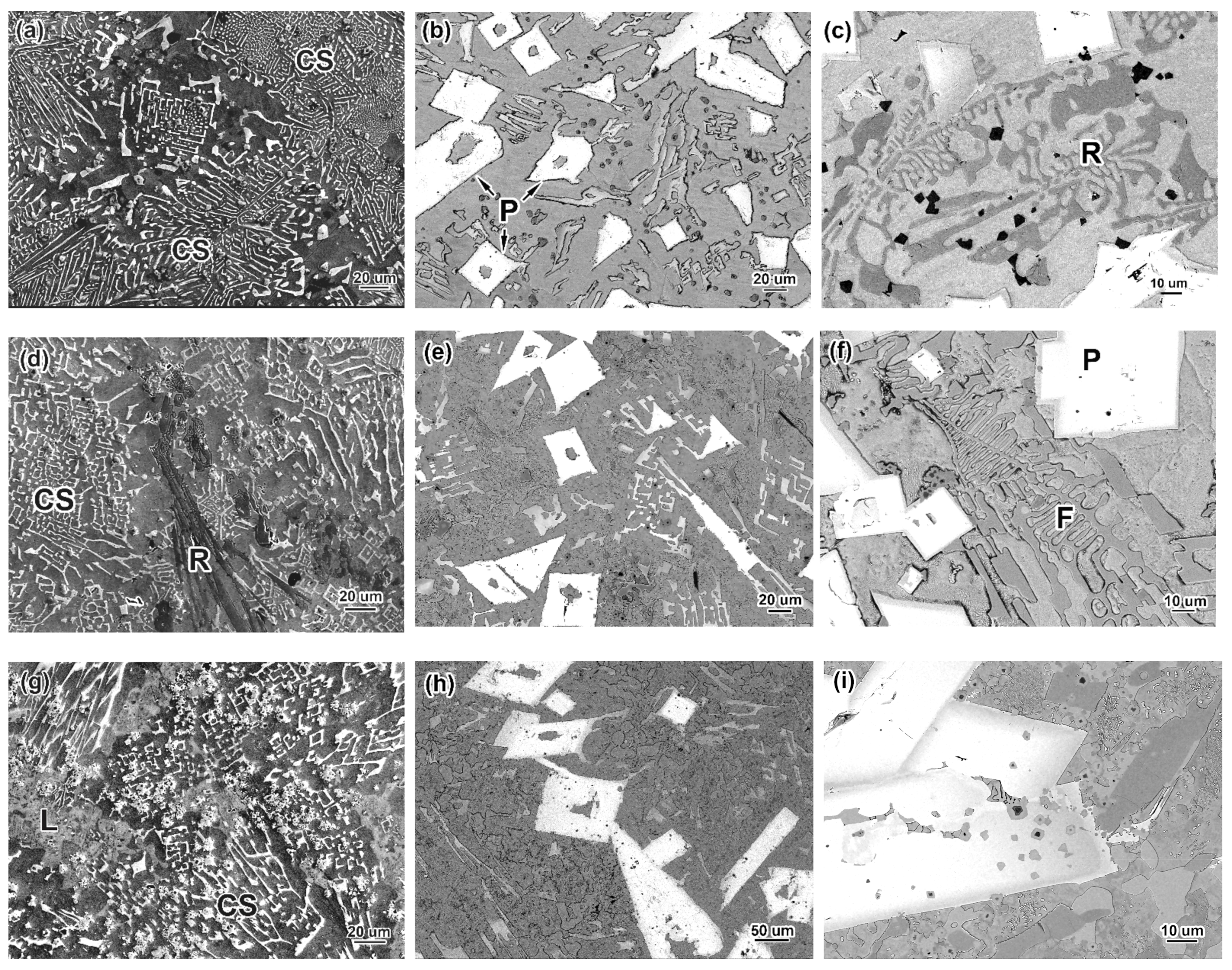
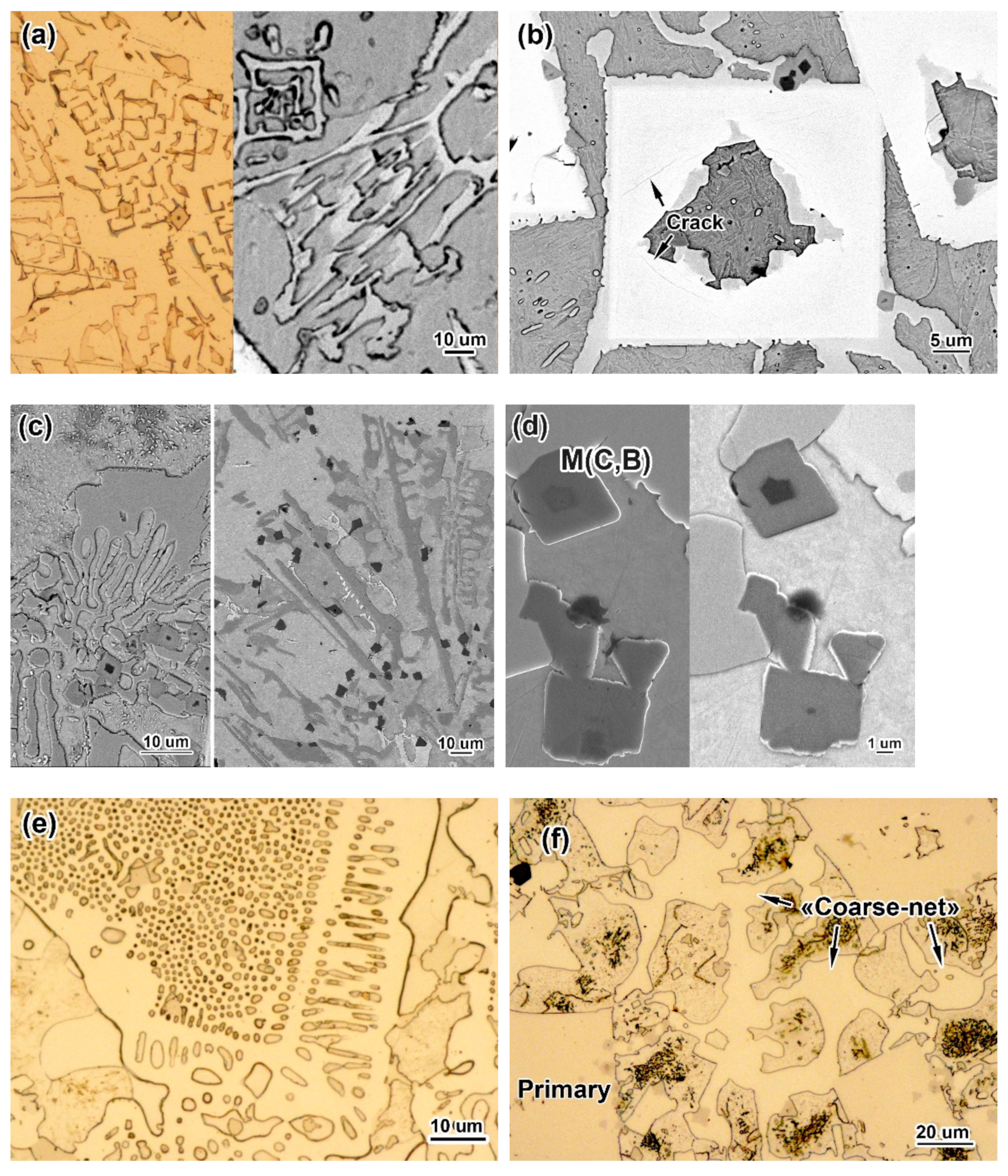
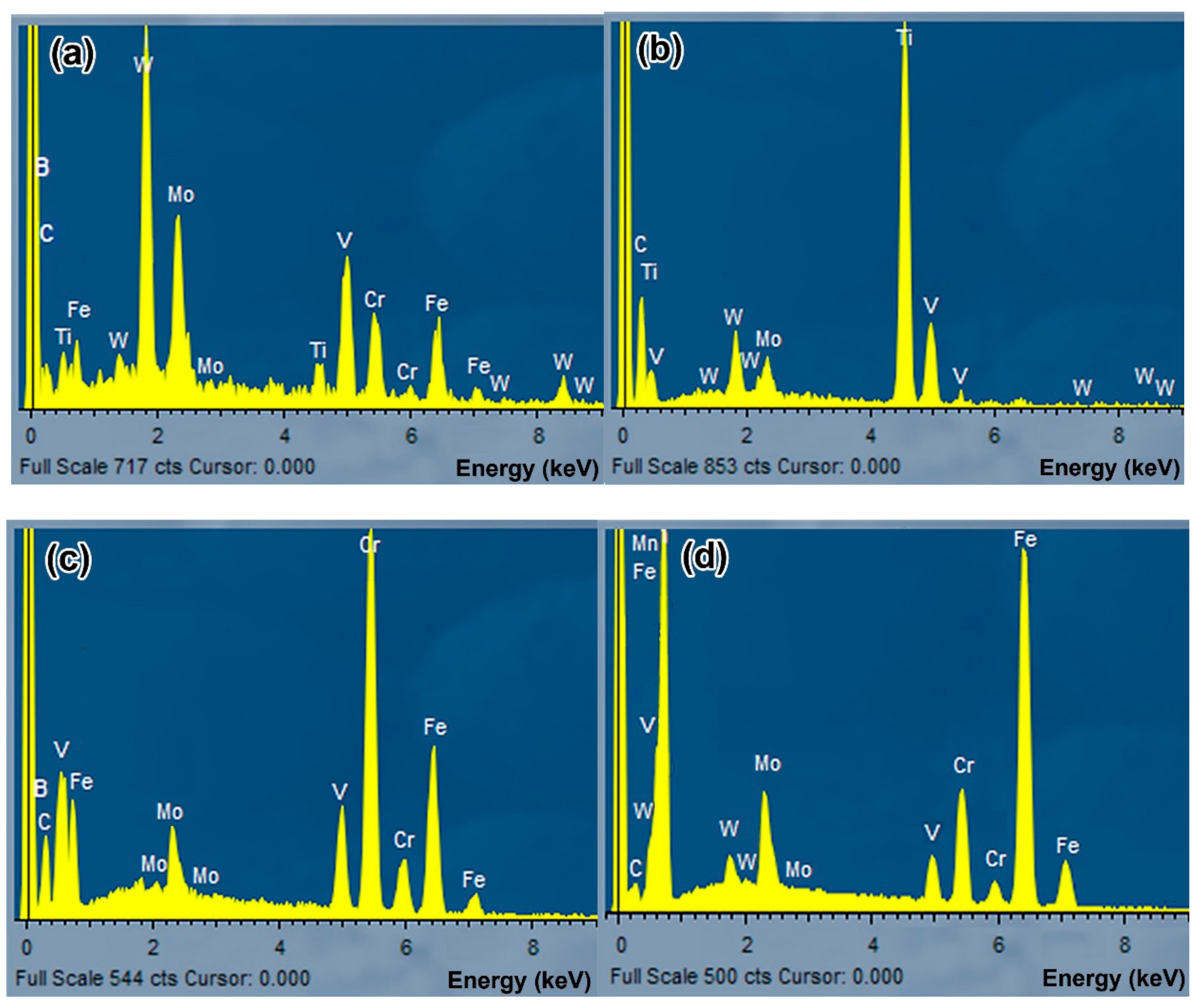
3.1. Microstructure Characterisation
3.2. Hardness and Wear Rate
3.3. Worn Surface Characteristics
3.4. Regression Equation: Derivation and Analysis
4. Discussion
5. Conclusions
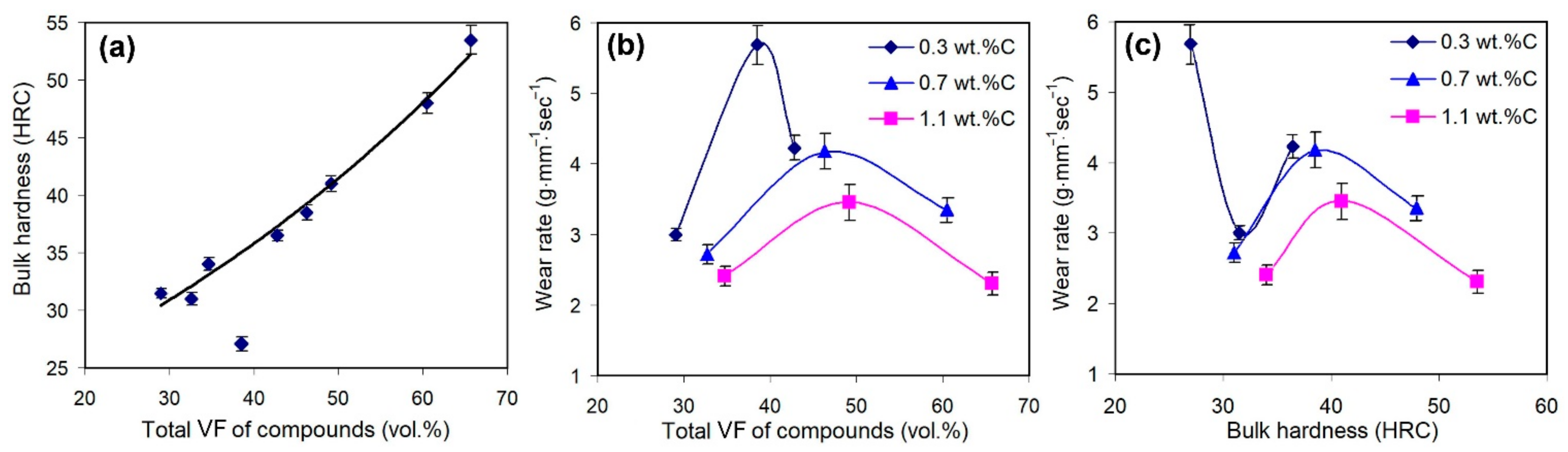
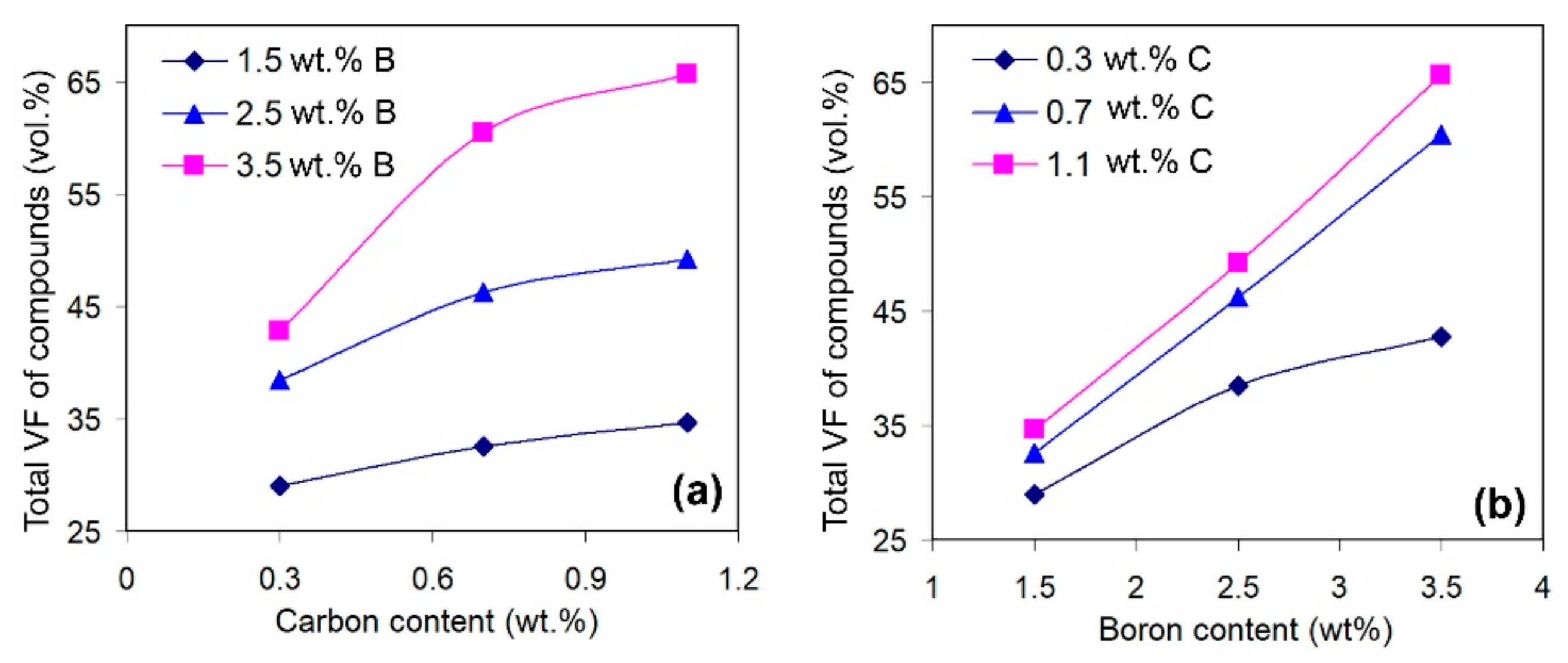
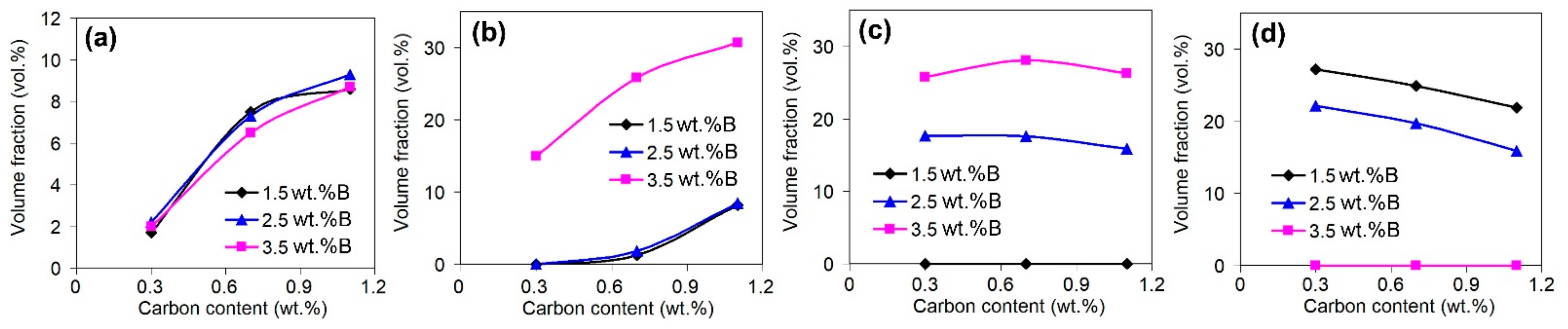
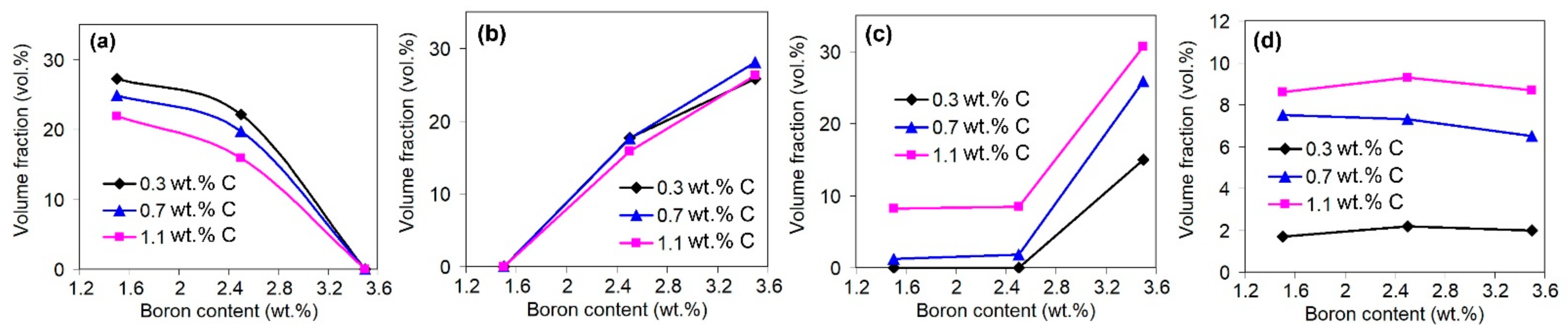
- Depending on the boron content, the studied alloys have near-eutectic (at 1.5 wt.% B) or hyper-eutectic (at 2.5–3.5 wt.% B) structures. Near-eutectic alloys contain (in different combinations and volume ratios): (a) a (W, Mo, and V)-rich “Chinese-script” eutectic with borocarbide M2(B,C)5 fibres, (b) a (Cr/Fe)-rich “rosette” eutectic with carboboride M7(C,B)3 plates, and (c) Fe-rich “coarse-net” and ledeburite eutectics with boroncementite M3(C,B) plates. In hyper-eutectic alloys, coarse primary M2(B,C)5 inclusions of prismatic shape are present. All alloys comprise Ti-rich carboboride (M(C,B)) as dispersed equiaxed inclusions. As the carbon and boron contents increase, the total volume fraction of hard inclusions increases from 29 vol.% (alloy 0.3C–1.5B) to 65.7 vol.% (alloy 1.1C–3.5B). Accordingly, the bulk hardness increases from 29 HRC to 53.5 HRC.
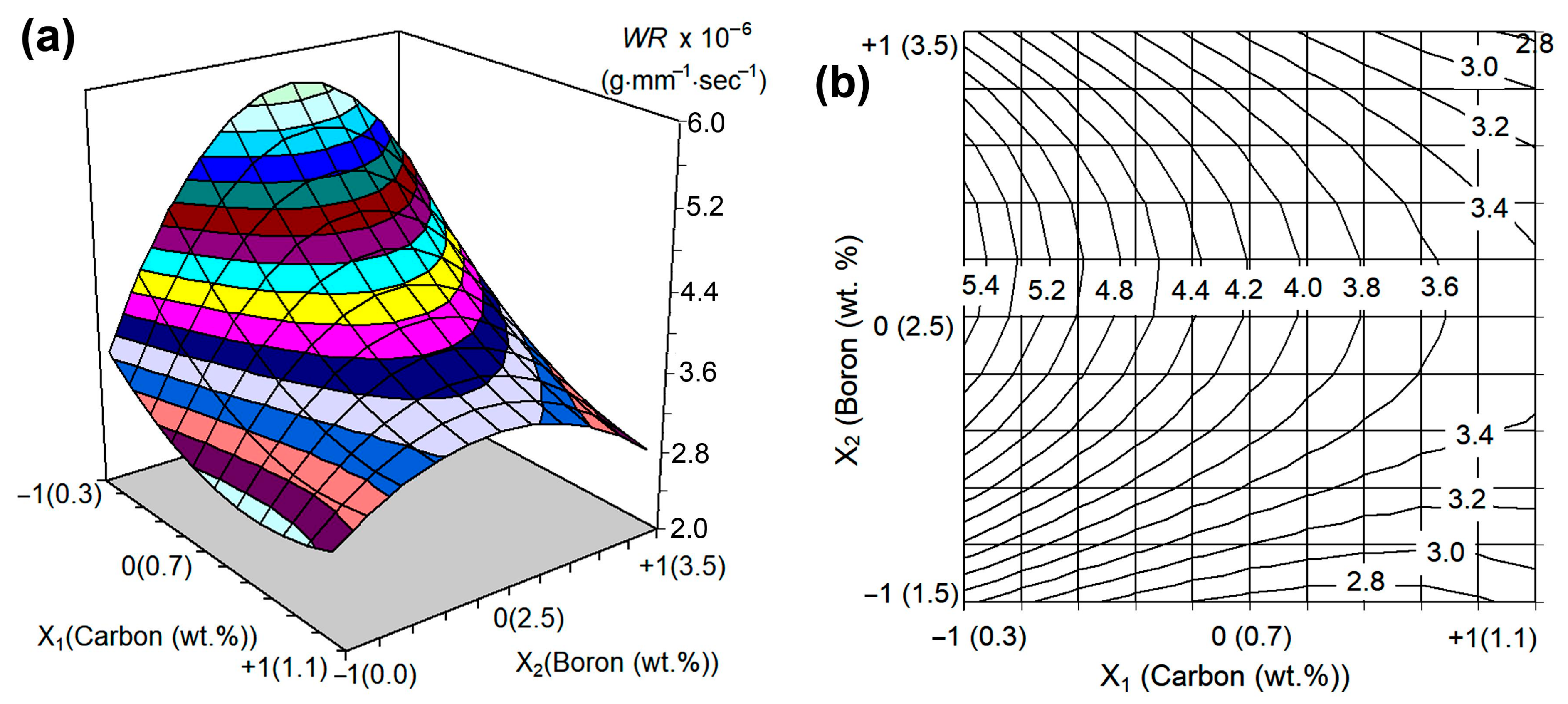
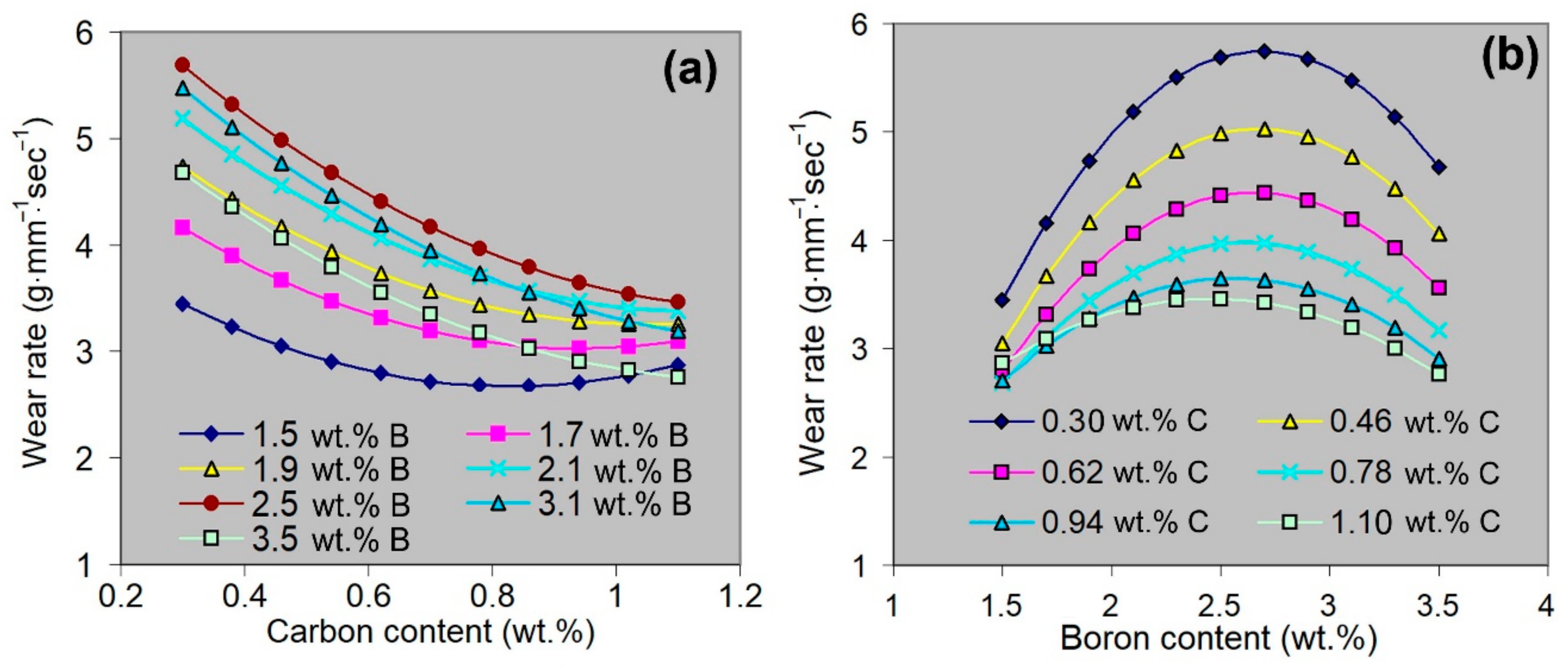
- The effects of C and B on the “three-body-abrasion” behaviour were studied using the full factorial design approach (32). The corresponding regression equation (with the quadratic, third-degree, and fourth-degree terms) for the wear rate was derived and analysed. It is shown that the mathematical model has a non-linear response profile, with the centreline of the maximum wear rate corresponding to 2.5–2.7 wt.% B. At this boron content, primary borocarbide M2(B,C)5 appears in the structure as coarse (tens of microns in length) brittle inclusions, while the amount of “Chinese-script” eutectic inclusions decreases.
- Carbon decreases the wear rate at any boron content (within their studied ranges) due to the increase in the amount of Ti-rich carboboride M(C,B) and the formation of a Cr-rich eutectic of the ”rosette” morphology (comprising carboboride M7(C,B)3), as well as “coarse-net” and ledeburite eutectics comprising boroncementite M3(C,B). Additionally, carbon enhances the matrix hardness, promoting its evolution from soft ferrite to harder “ferrite + pearlite” or martensite.
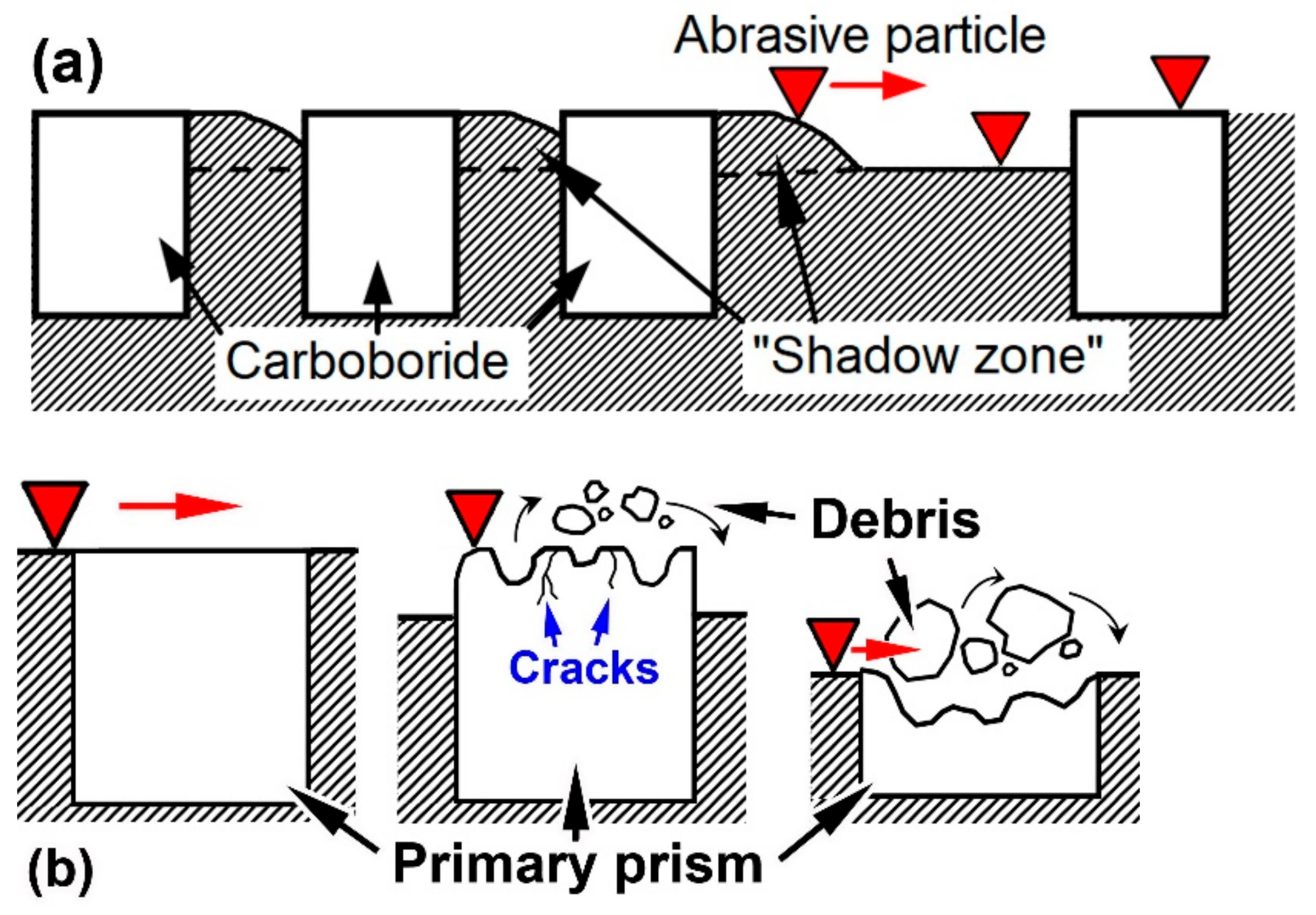
- The near-eutectic alloys were worn through the formation of shallow grooves and micro-spalling with fine debris detachment. The hyper-eutectic alloys were worn mostly through the chipping and spalling-off of the primary prismatic inclusions, accompanied by grooves of different depths. The hard phases (borocarbides and carboborides) present in the alloys effectively resisted SiC scratching. Accordingly, “shadow zones” appeared behind the inclusions where the abrasive particle could not cut the matrix plot. The dispersion and uniform distribution of hard compounds reduced the distance between them, which accordingly increased the extent of the “shadow zones”, thus decreasing the wear rate.
- Among the studied multi-component alloys, the lowest wear rate values corresponded to the “1.1 wt.% C–1.5 wt.% B” alloy (near-eutectic structure, 34.7 vol.% of hard inclusions) and “1.1 wt.% C–3.5 wt.% B” alloy (hyper-eutectic structure, 65.7 vol.% of hard inclusions). The first alloy is preferred for practical applications due to the absence of coarse primary inclusions, which can cause the alloy to have a high brittleness and poor machinability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Holmberg, K.; Kivikyto-Reponen, P.; Harkisaari, P.; Valtonen, K.; Erdermir, A. Global energy consumption due to friction and wear in the mining industry. Tribol. Int. 2017, 115, 116–139. [Google Scholar] [CrossRef]
- Vasylyev, M.A.; Mordyuk, B.N.; Bevz, V.P.; Voloshko, S.M.; Mordiuk, O.B. Ultrasonically nanostructured electric-spark deposited Ti surface layer on Ti6Al4V alloy: Enhanced hardness and corrosion resistance. Int. J. Surf. Sci. Eng. 2020, 14, 1–15. [Google Scholar] [CrossRef]
- Chabak, Y.; Efremenko, V.; Zurnadzhy, V.; Puchý, V.; Petryshynets, I.; Efremenko, B.; Fedun, V.; Shimizu, K.; Bogomol, I.; Kulyk, V.; et al. Structural and Tribological Studies of “(TiC + WC)/Hardened Steel” PMMC Coating Deposited by Air Pulsed Plasma. Metals 2022, 12, 218. [Google Scholar] [CrossRef]
- Gonzalez-Pociño, A.; Alvarez-Antolin, F.; Asensio-Lozano, J. Influence of Thermal Parameters Related to Destabilization Treatments on Erosive Wear Resistance and Microstructural Variation of White Cast Iron Containing 18% Cr. Application of Design of Experiments and Rietveld Structural Analysis. Materials 2019, 12, 3252. [Google Scholar] [CrossRef] [Green Version]
- Bedolla-Jacuinde, A.; Guerra, F.V.; Mejía, I.; Zuno-Silva, J.; Rainforth, M. Abrasive wear of VNbTi alloyed high chromium white irons. Wear 2015, 332–333, 1006–1011. [Google Scholar] [CrossRef]
- Efremenko, V.G.; Shimizu, K.; Cheiliakh, A.P.; Kozarevs’ka, T.V.; Chabak, Y.G.; Hara, H.; Kusumoto, K. Abrasive wear resistance of spheroidal vanadium carbide cast irons. J. Frict. Wear 2013, 34, 466–474. [Google Scholar] [CrossRef]
- Wu, H.Q.; Hashimoto, M.; Sasaguri, N.; Matsubara, Y. Solidification sequence of multi-component white cast iron. Jpn. Foundry Eng. Soc. 1996, 68, 637–643. [Google Scholar]
- Wu, H.; Sasaguri, N.; Hashimoto, M.; Matsubara, Y. Practical phase diagram of multi-component white cast iron. Jpn. Foundry Eng. Soc. 1997, 69, 917–923. [Google Scholar]
- Yu, K.; Matsubara, Y. Abrasion wear resistance of alloyed white cast iron with several types of carbides and matrices. AFS Trans. 1998, 27, 53. [Google Scholar]
- Inthidech, S.; Opapaibon, J.; Yamamoto, K.; Matsubara, Y. Three Body-Type abrasive wear behavior of multi-alloyed white Cast Iron with Different Carbon Contents Used for Hot Work Rolls. ISIJ Int. 2021, 11, 2832–2843. [Google Scholar] [CrossRef]
- Inthidech, S.; Yamamoto, K.; Matsubara, Y. Effect of tungsten equivalent on heat treatment behavior of semi-multi-alloyed White Cast Iron for Abrasive Wear Resistance. Inter. J. Met. 2021, 15, 229–240. [Google Scholar] [CrossRef]
- Opapaiboon, J.; Ayudhaya, M.S.N.; Sricharoenchai, P.; Inthidech, S.; Matsubara, Y. Effect of chromium content on three-boy-type abrasive wear behavior of multi-alloyed cast iron. J. Met. Mater. Miner. 2018, 28, 94–105. [Google Scholar]
- De Mello, J.D.B.; Polycarpou, A.A. Abrasive wear mechanism of multi-components ferrous alloys abraded by soft, fine abrasive particles. Wear 2010, 269, 911–920. [Google Scholar] [CrossRef]
- Kusumoto, K.; Shimizu, K.; Yaer, X.; Hara, H.; Tamura, K.; Kawai, H. High erosion-oxidation performance of Fe-based Nb or V containing multicomponent alloys with Co addition at 1173 K. Mater. Des. 2015, 88, 366–374. [Google Scholar] [CrossRef]
- Kusumoto, K.; Shimizu, K.; Efremenko, V.G.; Hara, H.; Shirai, M.; Ito, J.; Yilagaqi; Purba, R. High-temperature erosive wear characteristics and boding requirements of hard carbides cast-in insertion multi-component white cast iron. Wear 2021, 476, 203672. [Google Scholar] [CrossRef]
- Zhang, Y.; Shimizu, K.; Yaer, X.; Kusumoto, K.; Efremenko, V.G. Erosive wear performance of heat treated multi-component cast iron containing Cr, V, Mn and Ni eroded by alumina spheres at elevated temperatures. Wear 2017, 390–391, 135–145. [Google Scholar] [CrossRef]
- Kusumoto, K.; Shimizu, K.; Efremenko, V.G.; Shirai, M.; Ito, J.; Hatate, M.; Gaqi, Y.; Purba, R.H. Three body type abrasive wear characteristics of multi-component white cast irons. Wear 2019, 426–427, 122–127. [Google Scholar] [CrossRef]
- Matsubara, Y. Research and Development of Abrasion Wear Resistant Cast Alloys for Rolls of Rolling and Pulverizing Mills; Kurume National College of Technology: Kurume, Japan, 2002; p. 30. [Google Scholar]
- Lakeland, K.D.; Graham, E.; Heron, A. Mechanical Properties and Microstructures of a Series of Fe-C-B Alloys. Brisbane, Australia, 1992. [Google Scholar]
- Christodoulou, P.; Calos, N. A step towards designing Fe–Cr–B–C cast alloys. Mater. Sci. Eng. A 2001, 2, 103–117. [Google Scholar] [CrossRef]
- Chabak, Y.G.; Zurnadzhy, V.I.; Golinskyi, M.A.; Efremenko, V.G.; Zaichuk, N.P.; Petryshynets, I.; Shymchuk, S.P. Current functional materials for wear resistant casting: From multicomponent cast irons to hybrid high-boron alloys. Prog. Phys. Met. 2022, 23, 583–612. [Google Scholar]
- Hernandez-Rodriguez, M.A.L.; Lozano, D.E.; Martinez-Cazares, G.M.; Bedolla-Gil, Y. Tribological Performance of CoCrMo Alloys with Boron Additions in As-Cast and Heat-Treated Conditions. Metals 2021, 11, 355. [Google Scholar] [CrossRef]
- Shein, I.R.; Medvedeva, N.I.; Ivanovskii, A.L. Electronic and structural properties of cementite-type M3X (M ¼ Fe, Co, Ni; X ¼ C or B) by first principles calculations. Phys. B 2006, 371, 126–132. [Google Scholar] [CrossRef]
- Jian, Y.; Xing, J.; Huang, Z.; Wu, T. Quantitative characterization of the wear interactions between the boride and metallic matrix in Fe-3.0 wt % B duplex alloy. Wear 2019, 436–437, 203021. [Google Scholar] [CrossRef]
- Yi, D.; Xing, J.; Ma, S.; Fu, H.; Chen, W.; Li, Y. Three-body abrasive wear behavior of low carbon Fe-B cast alloy and its microstructures under different casting process. Tribol. Lett. 2011, 42, 67–77. [Google Scholar] [CrossRef]
- Yi, Y.; Xing, J.; Yu, L.; Fu, H.; Wan, M.; Lu, Y. Effect of casting thickness on microstructure, mechanical properties and abrasion resistance of Fe-B cast alloy. Tribol. Int. 2018, 122, 179–188. [Google Scholar] [CrossRef]
- Cui, G.; Yang, Z.; Wang, W.; Wang, W.-J.; Gao, G.-J. Tribological properties of Fe(Cr)-B alloys at high temperature. J. Cent. South Univ. 2019, 26, 2643–2650. [Google Scholar] [CrossRef]
- Ren, X.; Fu, H.; Xing, J.; Yang, Y.; Tang, S. Effect of boron concentration on microstructures and properties of Fe-B-C alloy steel. J. Mater. Res. 2017, 32, 3078–3088. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, J.; Liao, H.; Zeng, M.; Ma, S. A review on relationship between morphology of boride of Fe-B alloys and the wear/corrosion resistant properties and mechanisms. J. Mater. Res. Technol. 2019, 8, 6308. [Google Scholar] [CrossRef]
- Fu, H.; Jiang, Z. A study of abrasion resistant cast Fe-B-C alloy. Acta Metall. Sin. 2006, 42, 545–548. [Google Scholar]
- Fu, H.G.; Lei, Y.P.; Xing, J.D.; Huang, L.M. Investigations on microstructures and properties of B containing cast steel for wear resistance applications. Ironmak. Steelmak. 2008, 35, 371–378. [Google Scholar] [CrossRef]
- Zhang, J.; Gao, Y.; Xing, J.; Wei, X.; Ma, S.; Che, B. Effect of hot forging on microstructure and abrasion resistance of Fe-B alloy. Tribol. Trans. 2013, 56, 461–469. [Google Scholar] [CrossRef]
- Feng, L.; Zhenhua, L. High wear resistance hypoeutectic Fe–C–B alloy by hot rolling. Mater. Res. Express 2020, 7, 016551. [Google Scholar]
- Ma, S.; Zhang, J. Wear resistant high boron cast alloy—A review. Rev. Adv. Mater. Sci. 2016, 44, 54–62. [Google Scholar]
- Jian, Y.; Huang, Z.; Xing, J.; Li, J. Effects of chromium additions on the three-body abrasive wear behavior of Fe-3.0 wt% B alloy. Wear 2017, 378–379, 165–173. [Google Scholar] [CrossRef]
- Jian, Y.; Huang, Z.; Xing, J. Investigation on two-body abrasive wear behavior and mechanism of Fe-3.0 wt% B cast alloy with different chromium content. Wear 2016, 362–363, 68–77. [Google Scholar] [CrossRef]
- Zhang, J.; Gao, Y.; Xing, J.; Ma, S.; Yi, D.; Yan, J. Effects of chromium addition on microstructure and abrasion resistance of Fe-B cast alloy. Tribol. Lett. 2011, 44, 31. [Google Scholar] [CrossRef]
- Jian, Y.; Huang, Z.; Xing, J.; Zheng, B.; Sun, L.; Liu, Y. Effect of improving Fe2B toughness by chromium addition on the two-body abrasive wear behavior of Fe-3.0wt% B cast alloy. Tribol. Int. 2016, 101, 331. [Google Scholar] [CrossRef]
- Zheng, L.; Hanguang, F.; Jiandong, X.; Shengqiang, M.; Ying, H. Microstructure and crystallography of borides and mechanical properties of Fe–B–C–Cr–Al alloys. J. Alloys Compd. 2016, 662, 54–62. [Google Scholar]
- Sukhova, O.V. Solubility of Cu, Ni, Mn in boron-rich Fe-B-C alloys. Phys. Chem. Solid State 2021, 22, 110–116. [Google Scholar] [CrossRef]
- Lentz, J.; Ruttger, A.; Grozwendt, F.; Theisen, W. Enhancement of hardness, modulus and fracture toughness of the tetragonal (Fe,Cr)2B and orthorhombic (Cr,Fe)2B phases with addition of Cr. Mater. Des. 2018, 156, 113–124. [Google Scholar] [CrossRef]
- Ma, S.; Xing, J.; Liu, G.; Yi, D.; Fu, H.; Zhang, J. Effect of chromium concentration on microstructure and properties of Fe-3.5B alloy. Mater. Sci. Eng. A 2010, 527, 6800–6888. [Google Scholar] [CrossRef]
- Jian, Y.; Haiyue, N.; Zhifu, H.; Yu, W.; Jiandong, X. Three-body abrasive wear behaviors and mechanism analysis of Fe–B–C cast alloys with various Mn contents. J. Mater. Res. Technol. 2021, 14, 1301–1311. [Google Scholar] [CrossRef]
- Jian, Y.; Huang, Z.; Xing, J.; Guo, X.; Wang, Y.; Lv, Z. Effects of Mn addition on the two-body abrasive wear behavior of Fe-3.0 wt % B alloy. Tribol. Int. 2016, 103, 243–251. [Google Scholar] [CrossRef]
- Ding, J.; Qiu, X.; Ding, G.; Ruan, Y. Investigations on Microstructure and Properties of 16 wt% Cr-3 wt% B-0.6 wt% C-1 wt% Mn-Fe Alloy. Metals 2018, 8, 530. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Li, S.; Lin, Y.; Ju, J.; Fu, H. Effect of boron on microstructure evolution and properties of wear-resistant cast Fe–Si–Mn–Cr–B alloy. J. Mater. Process. Technol. 2020, 1550, 5564–5576. [Google Scholar]
- Efremenko, V.G.; Wu, K.M.; Shimizu, K.; Petryshynets, I.; Efremenko, B.V.; Halfa, H.; Chabak, Y.G.; Malyshevskyi, A.A.; Zurnadzy, V.I. Charakterisierung der Mikrostruktur und Elementzusammensetzung von Gusseisen mit 15 Gew.-% Cr und 2 Gew.-% Mo mit Bor-Zusatz (Characterization of Microstructure and Phase Elemental Composition of 15 wt.% Cr–2 wt.% Mo Cast Iron with Boron Addition). Pract. Metallogr. 2020, 57, 714–742. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A.; Guerra, F.V.; Guerrero-Pastran, A.J.; Sierra-Cetina, M.A.; Valdez-Medina, S. Microstructural effect and wear performance of high chromium white cast iron modified with high boron contents. Wear 2021, 476, 203675. [Google Scholar] [CrossRef]
- Ren, X.; Han, L.; Fu, H.; Wang, J. Research on properties of borocarbide in high boron multi-component alloy with different Mo concentrations. Materials 2021, 14, 3709. [Google Scholar] [CrossRef]
- Ren, X.; Tang, S.; Fu, H.; Xing, J. Effect of titanium modification on microstructure and impact toughness of high-boron multi-componenta. Metals 2021, 11, 193. [Google Scholar] [CrossRef]
- Efremenko, V.G.; Chabak, Y.G.; Shimizu, K.; Golinskyi, M.A.; Lekatou, A.G.; Petryshynets, I.; Efremenko, B.V.; Halfa, H.; Kusumoto, K.; Zurnadzhy, V.I. The novel hybrid concept on designing advanced multi-component cast irons: Effect of boron and titanium (Thermodynamic modelling, microstructure and mechanical property evaluation). Mater. Charact. 2023, 197, 112691. [Google Scholar] [CrossRef]
- Chabak, Y.G.; Shimizu, K.; Efremenko, V.G.; Golinskyi, M.A.; Kusumoto, K.; Zurnadzhy, V.I.; Efremenko, A.V. Microstructure and phase elemental distribution in high-boron multi-component cast irons. Int. J. Miner. Metall. Mater. 2022, 29, 78–87. [Google Scholar] [CrossRef]
- Chabak, Y.G.; Golinskyi, M.A.; Efremenko, V.G.; Shimizu, K.; Halfa, H.; Zurnadzhy, V.I.; Efremenko, B.V.; Kovbasiuk, T.M. Phase constituents modeling in hybrid multi-component high-boron alloy. Phys. Chem. Solid State 2022, 23, 714–719. [Google Scholar] [CrossRef]
- Jiju, A. Design of Experiments for Engineers and Scientists; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Novik, F.S.; Arsov, J.B. Optimization of Metal Technology Processes by Methods of Planning Experiments; Mashinostroenie: Moscow, Russia, 1980; pp. 66–192. (In Russian) [Google Scholar]
- Efremenko, V.G.; Shimizu, K.; Cheiliakh, A.P.; Pastukhova, T.V.; Chabak, Y.G.; Kusumoto, K. Abrasive resistance of metastable V–Cr–Mn–Ni spheroidal carbide cast irons using the factorial design method. Int. J. Miner. Metall. Mater. 2016, 23, 645–657. [Google Scholar] [CrossRef]
- Georgatis, E.; Lekatou, A.; Karantzalis, A.E.; Petropoulos, H.; Katsamakis, S.; Poulia, A. Development of a cast Al–Mg2Si–Si in situ composite: Microstructure, heattreatment, and mechanical properties. J. Mater. Eng. Perform. 2013, 22, 729–741. [Google Scholar] [CrossRef]
- Kim, B.J.; Jung, S.S.; Hwang, J.H.; Park, Y.H.; Lee, Y.C. Effect of eutectic Mg2Si phase modification on the mechanical properties of Al–8Zn–6Si–4Mg–2Cu cast alloy. Metals 2019, 9, 32. [Google Scholar] [CrossRef] [Green Version]
- Maldonado-Ruiz, S.; Orozco-González, P.; Baltazar-Hernández, V.; Bedolla-Jacuinde, A.; Hernández-Rodríguez, M. Effect of V-Ti on the Microstructure and Abrasive Wear Behavior of 6CrC Cast Steel Mill Balls. J. Miner. Mater. Charact. Eng. 2014, 2, 383–391. [Google Scholar] [CrossRef]
- Hugh, O. Pierson Handbook of Refractory Carbides and Nitrides. Properties, Characteristics, Processing and Applications; Noyes Publications: Westwood, NJ, USA, 1996. [Google Scholar]
- Efremenko, B.V.; Shimizu, K.; Espallargas, N.; Efremenko, V.G.; Chabak, Y.G.; Belik, A.G.; Chigarev, V.V.; Zurnadzhy, V.I. High-temperature solid particle erosion of Cr–Ni–Fe–C arc cladded coatings. Wear 2020, 460–461, 203439. [Google Scholar] [CrossRef]
- Stelmakh, A.; Kostunik, R.; Radzievskyi, V.; Shymchuk, S.; Zaichuk, N. An increase in tribocharacteristics for highly loaded friction units of modern equipment, Lecture Notes in Mechanical Engineering. In Proceedings of the 5th International Conference on Design, Simulation, Manufacturing: The Innovation Exchange, DSMIE, Poznan, Poland, 7–10 June 2022. [Google Scholar]
- Kulyk, V.V.; Duriagina, Z.A.; Vasyliv, B.D.; Vavrukh, V.I.; Lyutyy, P.Y.; Kovbasiuk, T.M.; Holovchuk, M.Y. Effects of yttria content and sintering temperature on the microstructure and tendency to brittle fracture of yttria-stabilized zirconia. Arch. Mater. Sci. Eng. 2021, 109, 65–79. [Google Scholar] [CrossRef]
- Khyzhnyak, V.G.; Loskutova, T.V.; Kalashnikov, T.Y.; Mykolaychuk, O.I. Producing multilayer coatings from the gas phase with the participation of TiC and TiN compounds on the hard alloy VK8. J. Superhard Mater. 2018, 40, 170–178. [Google Scholar] [CrossRef]
- Imbirovych, N.; Povstyanoy, O.; Zaleta, O.; Shymchuk, S.; Priadko, O. The Influence of Synthesis Modes on Operational Properties of Oxide Ceramic Coatings on Aluminum Alloys. In Advances in Design, Simulation and Manufacturing IV; Ivanov, V., Trojanowska, J., Pavlenko, I., Zajac, J., Peraković, D., Eds.; DSMIE. Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2021. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables (Factors) | Levels | Nominal Values (wt.%) | Coded Variables | Formulas of Transition from Nominal Value to Xi and Zi | |
|---|---|---|---|---|---|
| Xi | Zi | ||||
| Carbon content (F1) | Lower | 0.3 | –1 | 1 | X1 = (F1 − 0.7)/0.4 Z1 = 3(X12 − 2/3) |
| Middle | 0.7 | 0 | –2 | ||
| Upper | 1.1 | 1 | 1 | ||
| Boron content (F2) | Lower | 1.5 | –1 | 1 | X2 = (F2 − 2.5) Z2 = 3(X22 − 2/3) |
| Middle | 2.5 | 0 | –2 | ||
| Upper | 3.5 | 1 | 1 | ||
| Alloy Designation | Matrix | Content (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| F1(C) | F2(B) | C | B | Si | Mn | Cr | Mo | V | W | Ti | Al | |
| 0.3C–1.5B | –1 | –1 | 0.22 | 1.68 | 0.95 | 1.06 | 10.39 | 4.80 | 5.21 | 5.57 | 2.55 | 0.15 |
| 0.3C–2.5B | –1 | 0 | 0.25 | 2.70 | 1.05 | 1.21 | 9.85 | 5.14 | 5.01 | 4.68 | 2.83 | 0.05 |
| 0.3C–3.5B | –1 | 1 | 0.30 | 3.62 | 1.14 | 0.88 | 10.32 | 5.19 | 5.35 | 5.35 | 2.78 | 0.08 |
| 0.7C–1.5B | 0 | –1 | 0.77 | 1.62 | 1.12 | 1.16 | 10.45 | 5.38 | 4.97 | 5.84 | 2.93 | 0.05 |
| 0.7C–2.5B | 0 | 0 | 0.72 | 2.75 | 1.10 | 0.90 | 10.35 | 5.57 | 5.78 | 5.05 | 2.60 | 0.04 |
| 0.7C–3.5B | 0 | 1 | 0.70 | 3.61 | 1.18 | 1.07 | 10.21 | 4.63 | 5.40 | 4.67 | 2.71 | 0.08 |
| 1.1C–1.5B | 1 | –1 | 1.20 | 1.59 | 1.07 | 1.10 | 10.41 | 4.48 | 5.37 | 5.42 | 2.38 | 0.10 |
| 1.1C–2.5B | 1 | 0 | 1.11 | 2.73 | 1.10 | 1.07 | 10.36 | 4.69 | 5.26 | 4.85 | 2.43 | 0.14 |
| 1.1C–3.5B | 1 | 1 | 1.13 | 3.57 | 1.06 | 1.03 | 9.94 | 4.08 | 4.79 | 4.50 | 2.39 | 0.11 |
| Alloys | Structure Characteristics | Volume Fractions (Vol.%) | Bulk Hardness (HRC) | Wear Rate (×10−6 g·mm−1·s−1) | |
|---|---|---|---|---|---|
| Structural Constituents | Hard Particles | ||||
| 0.3C–1.5B | Eutectic | CS (98.3), EC (1.7) (F) | 29.0 | 31.5 ± 0.4 | 3.00 ± 0.10 |
| 0.3C–2.5B | Hyper-eutectic | CS (80.1), PP (17.7), EC (2.2) (F) | 38.5 | 27.0 ± 0.3 | 5.69 ± 0.51 |
| 0.3C–3.5B | Hyper-eutectic | R (72.3), PP (25.8), EC (2.0) (F) | 42.8 | 36.5 ± 0.3 | 4.23 ± 0.19 |
| 0.7C–1.5B | Eutectic | CS (89.8), R (2.7), EC (7.5) (F) | 32.6 | 31.0 ± 0.4 | 2.72 ± 0.11 |
| 0.7C–2.5B | Hyper-eutectic | CS (71.2), PP (17.6), R (3.9), EC (7.3) (M) | 46.3 | 38.5 ± 0.5 | 4.17 ± 0.37 |
| 0.7C–3.5B | Hyper-eutectic | R (65.4), PP (28.1), EC (6.5) (F + P) | 60.5 | 48.0 ± 0.8 | 3.35 ± 0.09 |
| 1.1C–1.5B | Eutectic | CS (79.0), L (10.3), R (2.1), EC (8.6) (F) | 34.7 | 34.0 ± 0.5 | 2.42 ± 0.15 |
| 1.1C–2.5B | Hyper-eutectic | CS (57.5), PP (15.9), CN (17.3), EC(9.3) (M) | 49.2 | 41.0 ± 0.6 | 3.46 ± 0.27 |
| 1.1C–3.5B | Hyper-eutectic | CN (65.0), PP (26.3), EC (8.7) (F + P) | 65.7 | 53.5 ± 1.1 | 2.31 ± 0.17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chabak, Y.; Petryshynets, I.; Efremenko, V.; Golinskyi, M.; Shimizu, K.; Zurnadzhy, V.; Sili, I.; Halfa, H.; Efremenko, B.; Puchy, V. Investigations of Abrasive Wear Behaviour of Hybrid High-Boron Multi-Component Alloys: Effect of Boron and Carbon Contents by the Factorial Design Method. Materials 2023, 16, 2530. https://doi.org/10.3390/ma16062530
Chabak Y, Petryshynets I, Efremenko V, Golinskyi M, Shimizu K, Zurnadzhy V, Sili I, Halfa H, Efremenko B, Puchy V. Investigations of Abrasive Wear Behaviour of Hybrid High-Boron Multi-Component Alloys: Effect of Boron and Carbon Contents by the Factorial Design Method. Materials. 2023; 16(6):2530. https://doi.org/10.3390/ma16062530
Chicago/Turabian StyleChabak, Yuliia, Ivan Petryshynets, Vasily Efremenko, Michail Golinskyi, Kazumichi Shimizu, Vadym Zurnadzhy, Ivan Sili, Hossam Halfa, Bohdan Efremenko, and Viktor Puchy. 2023. "Investigations of Abrasive Wear Behaviour of Hybrid High-Boron Multi-Component Alloys: Effect of Boron and Carbon Contents by the Factorial Design Method" Materials 16, no. 6: 2530. https://doi.org/10.3390/ma16062530
APA StyleChabak, Y., Petryshynets, I., Efremenko, V., Golinskyi, M., Shimizu, K., Zurnadzhy, V., Sili, I., Halfa, H., Efremenko, B., & Puchy, V. (2023). Investigations of Abrasive Wear Behaviour of Hybrid High-Boron Multi-Component Alloys: Effect of Boron and Carbon Contents by the Factorial Design Method. Materials, 16(6), 2530. https://doi.org/10.3390/ma16062530