
Microstructure and High-Temperature Ablation Behaviour of Hafnium-Doped Tungsten-Yttrium Alloys

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure Analysis
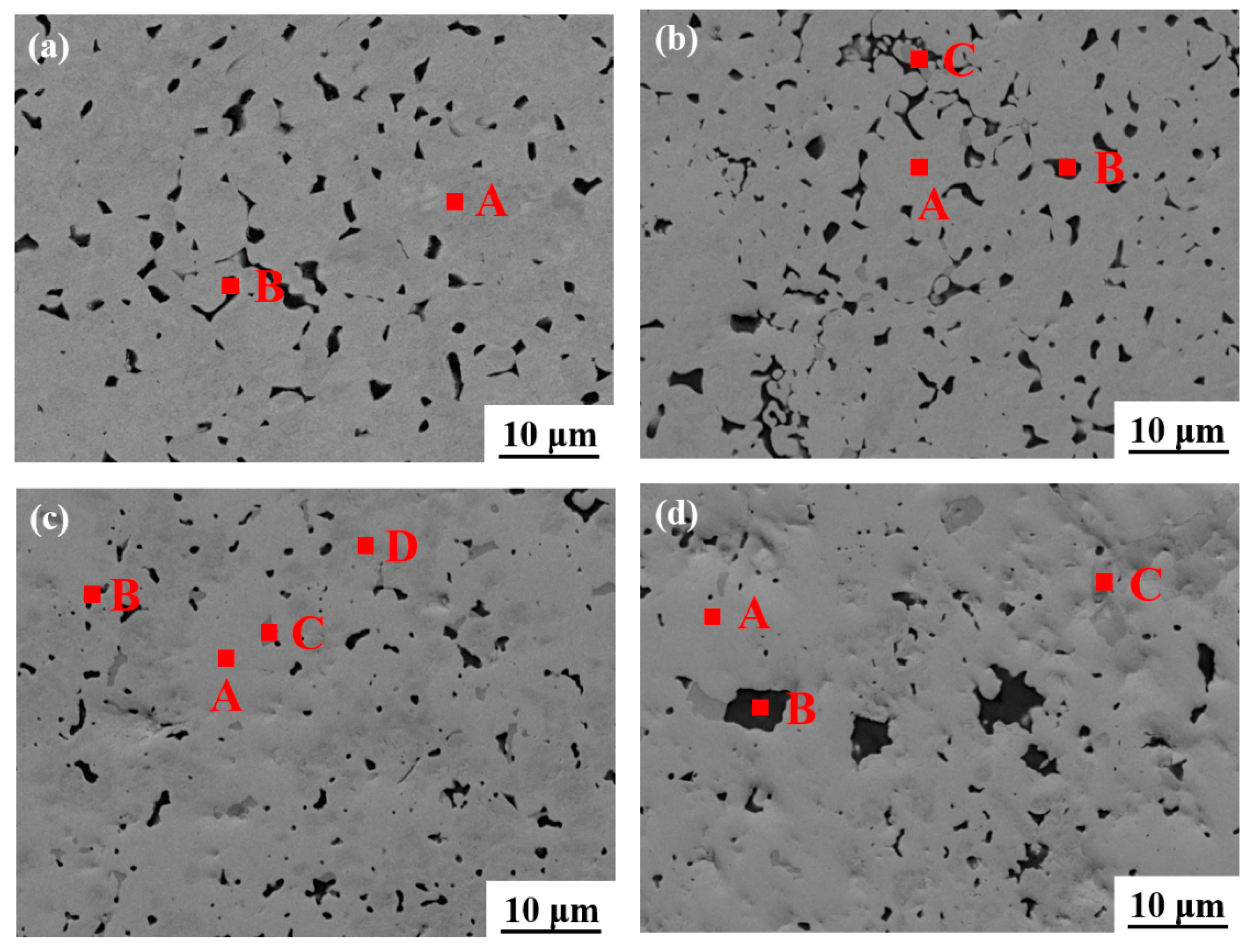
3.1.1. Composition Analysis
3.1.2. Relative Density and Microhardness Analyses
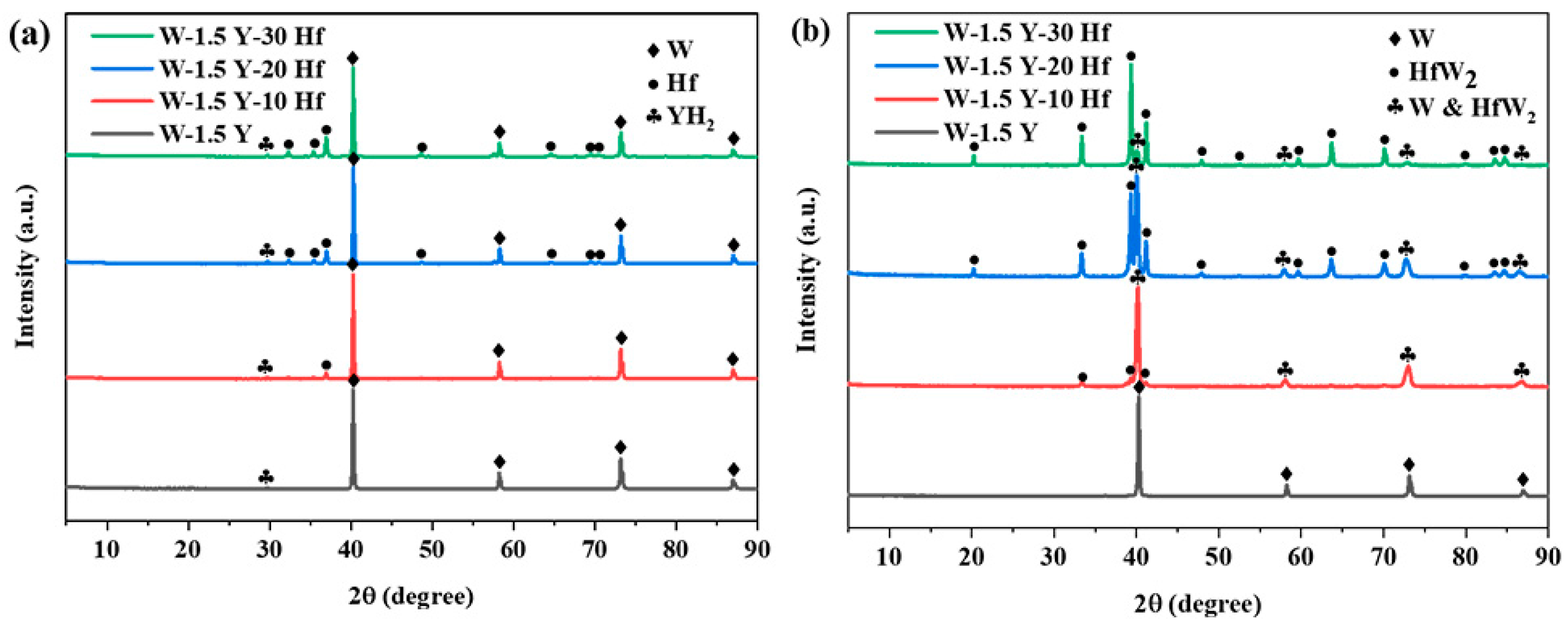
3.1.3. Structure Analysis
3.2. Ablation Analysis
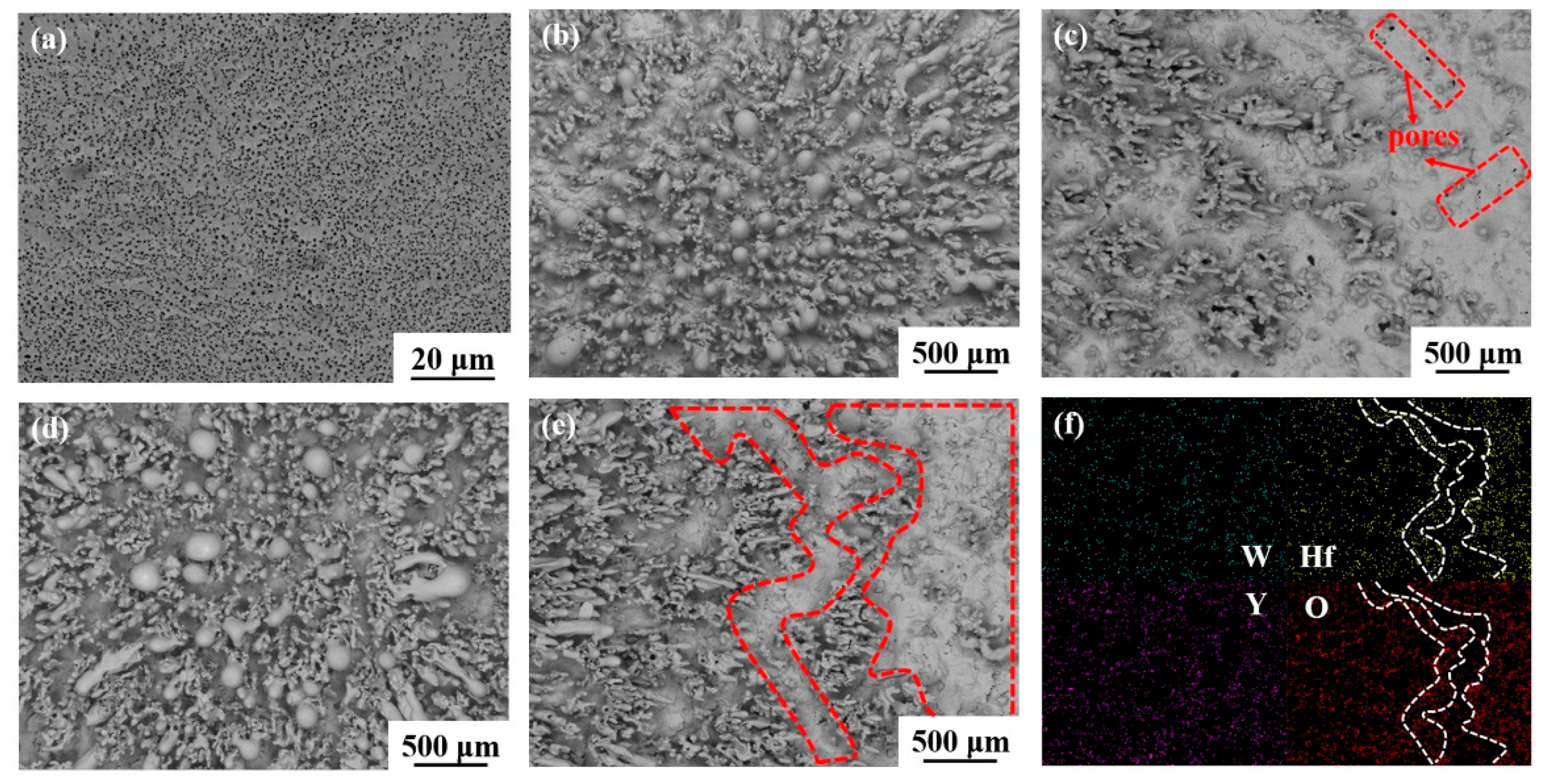
3.2.1. Ablation Surface Analysis
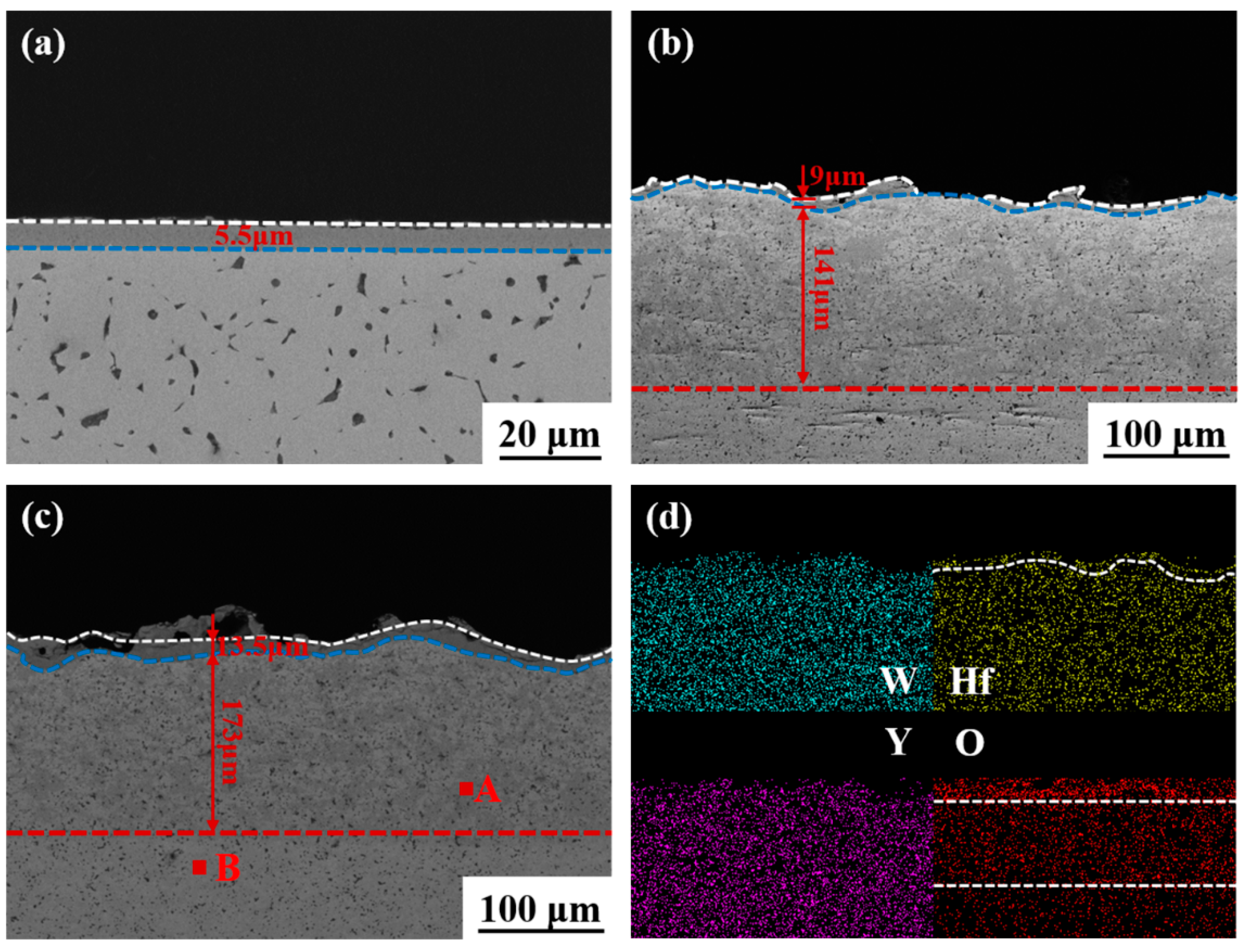
3.2.2. Ablation Cross-Section Analysis
3.2.3. Ablation Mechanism
4. Conclusions
- (1)
- The prepared powders sintered using the FHP method achieved high relative densities of more than 95%. Hf was retained after sintering with the protection effect of Y. W and Hf formed the HfW2 phase via diffusion. The microhardness increased from 501 to 1213 HV0.2 with the increase in Hf content from 0 to 30 wt.%.
- (2)
- After ablation, the W-1.5 Y alloy had a smooth pit surface, whereas W-Y-Hf alloys had a flat surface covered with an obvious oxide layer. When the Hf content was increased from 0 to 20 wt.%, the mass and linear ablation rates decreased from 32.3 × 10−3 to 7.0 × 10−3 g/(cm2·s) and 25.3 × 10−3 to 3.8 × 10−3 mm/s, respectively.
- (3)
- Under the same ablation conditions, the Hf-added W-1.5 Y alloys form a more protective composite oxide layer. This slowed the diffusion of oxygen and reduced the ablation loss, thereby improving the ablation resistance and protecting the matrix. In view of the result, adding Hf will be of benefit to improve the ablation resistance of W. W-Y-Hf alloys can be developed to fabricate the high-temperature matrix in the aerospace field or for components and parts for high-temperature ablation. However, adding too much Hf results in an ablative crack during the high-temperature ablation process. A comprehensive analysis revealed the W-1.5 Y alloy added with 20 wt.% Hf as the optimal composition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wu, Y. Manufacturing of tungsten and tungsten composites for fusion application via different routes. Tungsten 2019, 1, 80–90. [Google Scholar] [CrossRef] [Green Version]
- Xu, H.; He, L.; Pei, Y.; Jiang, C.; Li, W.; Xiao, X. Recent progress of radiation response in nanostructured tungsten for nuclear application. Tungsten 2021, 3, 20–37. [Google Scholar] [CrossRef]
- Xia, Y.; Wang, Z.; Song, L.; Wang, W.; Chen, J.; Ma, S. Inductively coupled plasma etching of bulk tungsten for MEMS applications. Sens. Actuators A-Phys. 2022, 345, 113825. [Google Scholar] [CrossRef]
- Yu, Y.; Song, J.; Bai, F.; Zheng, A.; Peng, F. Ultra-high purity tungsten and its applications. Int. J. Refract. Met. Hard Mater. 2015, 53, 98–103. [Google Scholar] [CrossRef]
- Chen, B.; Guo, Y.; Li, S.; Liu, G. Experimental study on laser ablation texture-assisted grinding of tungsten alloy. Materials 2022, 15, 7028. [Google Scholar] [CrossRef] [PubMed]
- Umer, M.A.; Lee, D.; Ryu, H.J.; Hong, S.H. High temperature ablation resistance of ZrNp reinforced W matrix composites. Int. J. Refract. Met. Hard Mater. 2014, 42, 17–22. [Google Scholar] [CrossRef]
- Zhou, Z.; Wang, Y.; Gong, J.; Ge, Y.; Peng, K.; Ran, L.; Yi, M. Ablation resistance of C/C composites with atmospheric plasma-sprayed W coating. J. Therm. Spray Technol. 2016, 25, 1657–1665. [Google Scholar] [CrossRef]
- Sun, H.; Wang, M.; Zhou, J.; Xi, X.; Nie, Z. Refinement of Al-containing particles and improvement in performance of W-Al-Y2O3 alloy fabricated by a two-step sintering process. Int. J. Refract. Met. Hard Mater. 2023, 110, 106028. [Google Scholar] [CrossRef]
- Sha, J.; Hao, X.; Li, J.; Dai, J.; Yang, X.; Yoon, H.K. Mechanical properties and fracture characteristics of CNTs-doped W-Nb alloys. J. Nucl. Mater. 2014, 455, 573–577. [Google Scholar] [CrossRef]
- Li, B.; Chen, Z.; Zhang, Q.; Hu, X.; Kang, W.; Ding, Y.; Liang, S. Preparation and properties of W-Mo-Cu composite using solution combustion synthesized W-Mo solid solution nanopowder. Int. J. Refract. Met. Hard Mater. 2023, 111, 106064. [Google Scholar] [CrossRef]
- Huber, F.; Bartels, D.; Schmidt, M. In-situ alloy formation of a WMoTaNbV refractory metal high entropy alloy by laser powder bed fusion (PBF-LB/M). Materials 2021, 14, 3095. [Google Scholar] [CrossRef] [PubMed]
- Aguirre, M.V.; Martín, A.; Pastor, J.Y.; LLorca, J.; Monge, M.A.; Pareja, R. Mechanical properties of Y2O3-doped W-Ti alloys. J. Nucl. Mater. 2010, 404, 203–209. [Google Scholar] [CrossRef] [Green Version]
- Evers, J.; Huber, S.; Oehlinger, G.; Klapötke, T.M. Properties in reactive structure materials: ZrW2 and HfW2–high melting temperatures, densities, hardness, and exothermic ignition energies. Z. Anorg. Allg. Chem. 2020, 646, 1805–1811. [Google Scholar] [CrossRef]
- Xie, Z.; Liu, R.; Fang, Q.; Zhou, Y.; Wang, X.; Liu, C. Spark plasma sintering and mechanical properties of zirconium micro-alloyed tungsten. J. Nucl. Mater. 2014, 444, 175–180. [Google Scholar] [CrossRef]
- Liu, R.; Xie, Z.; Hao, T.; Zhou, Y.; Wang, X.; Fang, Q.; Liu, C. Fabricating high performance tungsten alloys through zirconium micro-alloying and nano-sized yttria dispersion strengthening. J. Nucl. Mater. 2014, 451, 35–39. [Google Scholar] [CrossRef]
- Mabuchi, M.; Okamoto, K.; Saito, N.; Asahina, T.; Igarashi, T. Deformation behavior and strengthening mechanisms at intermediate temperatures in W-La2O3. Mater. Sci. Eng. A 1997, 237, 241–249. [Google Scholar] [CrossRef]
- He, W.; Tan, D.; Li, Y.; Yang, X.; Lu, L.; Lu, D. Effect of rare earth element cerium on preparation of tungsten powders. J. Rare Earths 2015, 33, 561–566. [Google Scholar] [CrossRef]
- Gu, D.; Li, Y.; Wang, H.; Jia, Q.; Zhang, G. Microstructural development and its mechanism of mechanical alloyed nanocrystalline W-10Ni alloy reinforced with Y2O3 nanoparticles. Int. J. Refract. Met. Hard Mater. 2014, 44, 113–122. [Google Scholar] [CrossRef]
- Xie, Y.; Zhou, L.; Zhang, X.; Li, X.; Zhou, Z.; Zhang, X. Microstructure and properties of W-4.9 Ni-2.1 Fe heavy alloy with Dy2O3 addition. Rare Metals 2019, 38, 746–753. [Google Scholar] [CrossRef]
- Veleva, L.; Oksiuta, Z.; Vogt, U.; Baluc, N. Sintering and characterization of W-Y and W-Y2O3 materials. Fusion Eng. Des. 2009, 84, 1920–1924. [Google Scholar] [CrossRef]
- Avettand-Fènoël, M.-N.; Taillard, R.; Dhers, J.; Foct, J. Effect of ball milling parameters on the microstructure of W-Y powders and sintered samples. Int. J. Refract. Met. Hard Mater. 2003, 21, 205–213. [Google Scholar] [CrossRef]
- Zhou, Z.; Tan, J.; Qu, D.; Pintsuk, G.; Rödig, M.; Linke, J. Basic characterization of oxide dispersion strengthened fine-grained tungsten based materials fabricated by mechanical alloying and spark plasma sintering. J. Nucl. Mater. 2012, 431, 202–205. [Google Scholar] [CrossRef]
- Kim, Y.; Hong, M.-H.; Lee, S.H.; Kim, E.-P.; Lee, S.; Noh, J.-W. The effect of yttrium oxide on the sintering behavior and hardness of tungsten. Met. Mater. Int. 2006, 12, 245–248. [Google Scholar] [CrossRef]
- Cui, B.; Luo, C.; Chen, X.; Zou, C.; Li, M.; Xu, L.; Yang, J.; Meng, X.; Zhang, H.; Zhou, X.; et al. Superior radiation resistance of ZrO2-modified W composites. Materials 2022, 15, 1985. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.; Lee, K.H.; Kim, E.-P.; Cheong, D.-I.; Hong, S.H. Fabrication of high temperature oxides dispersion strengthened tungsten composites by spark plasma sintering process. Int. J. Refract. Met. Hard Mater. 2009, 27, 842–846. [Google Scholar] [CrossRef]
- Zhao, M.; Zhou, Z.; Ding, Q.; Zhong, M.; Arshad, K. Effect of rare earth elements on the consolidation behavior and microstructure of tungsten alloys. Int. J. Refract. Met. Hard Mater. 2015, 48, 19–23. [Google Scholar] [CrossRef]
- Zhao, M.; Zhou, Z.; Ding, Q.; Zhong, M.; Tan, J. The investigation of Y doping content effect on the microstructure and microhardness of tungsten materials. Mater. Sci. Eng. A 2014, 618, 572–577. [Google Scholar] [CrossRef]
- Klein, F.; Gilbert, M.R.; Litnovsky, A.; Gonzalez-Julian, J.; Weckauf, S.; Wegener, T.; Schmitz, J.; Linsmeier, C.; Bram, M.; Coenen, J.W. Tungsten-chromium-yttrium alloys as first wall armor material: Yttrium concentration, oxygen content and transmutation elements. Fusion Eng. Des. 2020, 158, 111667. [Google Scholar] [CrossRef]
- Calvo, A.; Schlueter, K.; Tejado, E.; Pintsuk, G.; Ordás, N.; Iturriza, I.; Neu, R.; Pastor, J.Y.; García-Rosales, C. Self-passivating tungsten alloys of the system W-Cr-Y for high temperature applications. Int. J. Refract. Met. Hard Mater. 2018, 73, 29–37. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.; Umer, M.A.; Ryu, H.J.; Hong, S.H. The effect of HfC content on mechanical properties HfC-W composites. Int. J. Refract. Met. Hard Mater. 2014, 44, 49–53. [Google Scholar] [CrossRef]
- Dewen, T.; Zou, S.; Liang, Y. Influence of microelement Hf on microstructure, mechanical properties and shielding effect of W-Ni-Fe alloy. J. Alloys Compd. 2017, 724, 1176–1183. [Google Scholar] [CrossRef]
- Wu, Z.; Qi, Z.; Zhang, D.; Wang, Z. Microstructure, mechanical properties and oxidation resistance of (Zr, Hf)Nx coatings by magnetron co-sputtering. Surf. Coat. Technol. 2015, 276, 219–227. [Google Scholar] [CrossRef]
- Lee, D.; Umer, M.A.; Ryu, H.J.; Hong, S.H. Elevated temperature ablation resistance of HfC particle-reinforced tungsten composites. Int. J. Refract. Met. Hard Mater. 2014, 43, 89–93. [Google Scholar] [CrossRef]
- Song, G.M.; Wang, Y.J.; Zhou, Y. Elevated temperature ablation resistance and thermophysical properties of tungsten matrix composites reinforced with ZrC particles. J. Mater. Sci. 2001, 36, 4625–4631. [Google Scholar] [CrossRef]
- Antolak-Dudka, A.; Oleszak, D.; Zielinski, R.; Kulik, T. W-Y2O3 composites obtained by mechanical alloying and sintering. Adv. Powder Technol. 2021, 32, 390–397. [Google Scholar] [CrossRef]
- Ye, F.; Zhao, L.; Mu, C.; Zhao, H. Influence of yttrium addition on reactive sputtered W-Y-N coatings. Surf. Eng. 2017, 33, 626–632. [Google Scholar] [CrossRef]
- Yang, L.; Zhang, Q.; He, Z.; Li, X. Influences of HfC particles on microstructure, mechanical properties and ablation resistance at elevated temperature of Mo-15W-HfC alloys. Int. J. Refract. Met. Hard Mater. 2017, 67, 56–67. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proportion (wt.%) | W | HfW2 | ||
|---|---|---|---|---|
| Phase Equilibrium Value | SemiQuant Values | Phase Equilibrium Value | SemiQuant Values | |
| W-1.5Y-10Hf | 80 | 75 | 20 | 25 |
| W-1.5Y-20Hf | 45 | 49 | 55 | 51 |
| W-1.5Y-30Hf | 11 | 6 | 89 | 94 |
| Compositions (at.%) | W | Hf | Y | O |
|---|---|---|---|---|
| (a) A | 100.00 | — | — | — |
| (a) B | 6.57 | — | 29.66 | 63.77 |
| (b) A | 93.13 | 6.87 | — | — |
| (b) B | — | — | 34.78 | 65.22 |
| (b) C | 12.08 | 87.92 | — | — |
| (c) A | 65.82 | 34.18 | — | — |
| (c) B | — | 4.32 | 29.48 | 66.20 |
| (c) C | — | 87.66 | — | 12.34 |
| (c) D | 100.00 | — | — | — |
| (d) A | 64.43 | 35.57 | — | — |
| (d) B | — | 2.33 | 41.25 | 56.42 |
| (d) C | — | 100.00 | — | — |
| Relative Density | Hardness (HV0.2) | |
|---|---|---|
| W-1.5 Y | 96.3% | 501 ± 15 |
| W-1.5 Y-10 Hf | 99.8% | 655 ± 13 |
| W-1.5 Y-20 Hf | 98.9% | 950 ± 13 |
| W-1.5 Y-30 Hf | 96.0% | 1213 ± 16 |
| Composition (at.%) | W | Hf | O |
|---|---|---|---|
| A | 35.02 | 17.84 | 47.14 |
| B | 66.90 | 33.10 | 0.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, R.; Huang, C.; Zhang, H.; Lv, H.; Sun, X.; Lan, H.; Zhang, W. Microstructure and High-Temperature Ablation Behaviour of Hafnium-Doped Tungsten-Yttrium Alloys. Materials 2023, 16, 2529. https://doi.org/10.3390/ma16062529
Wu R, Huang C, Zhang H, Lv H, Sun X, Lan H, Zhang W. Microstructure and High-Temperature Ablation Behaviour of Hafnium-Doped Tungsten-Yttrium Alloys. Materials. 2023; 16(6):2529. https://doi.org/10.3390/ma16062529
Chicago/Turabian StyleWu, Rui, Chuanbing Huang, Huifeng Zhang, Haozhong Lv, Xiaoming Sun, Hao Lan, and Weigang Zhang. 2023. "Microstructure and High-Temperature Ablation Behaviour of Hafnium-Doped Tungsten-Yttrium Alloys" Materials 16, no. 6: 2529. https://doi.org/10.3390/ma16062529
APA StyleWu, R., Huang, C., Zhang, H., Lv, H., Sun, X., Lan, H., & Zhang, W. (2023). Microstructure and High-Temperature Ablation Behaviour of Hafnium-Doped Tungsten-Yttrium Alloys. Materials, 16(6), 2529. https://doi.org/10.3390/ma16062529