
The Influence of Mg-Impurities in Raw Materials on the Synthesis of Rankinite Clinker and the Strength of Mortar Hardening in CO2 Environment
Abstract
:1. Introduction
2. Materials and Methods
2.1. Characterization of the Raw Materials
2.2. Experimental Methods
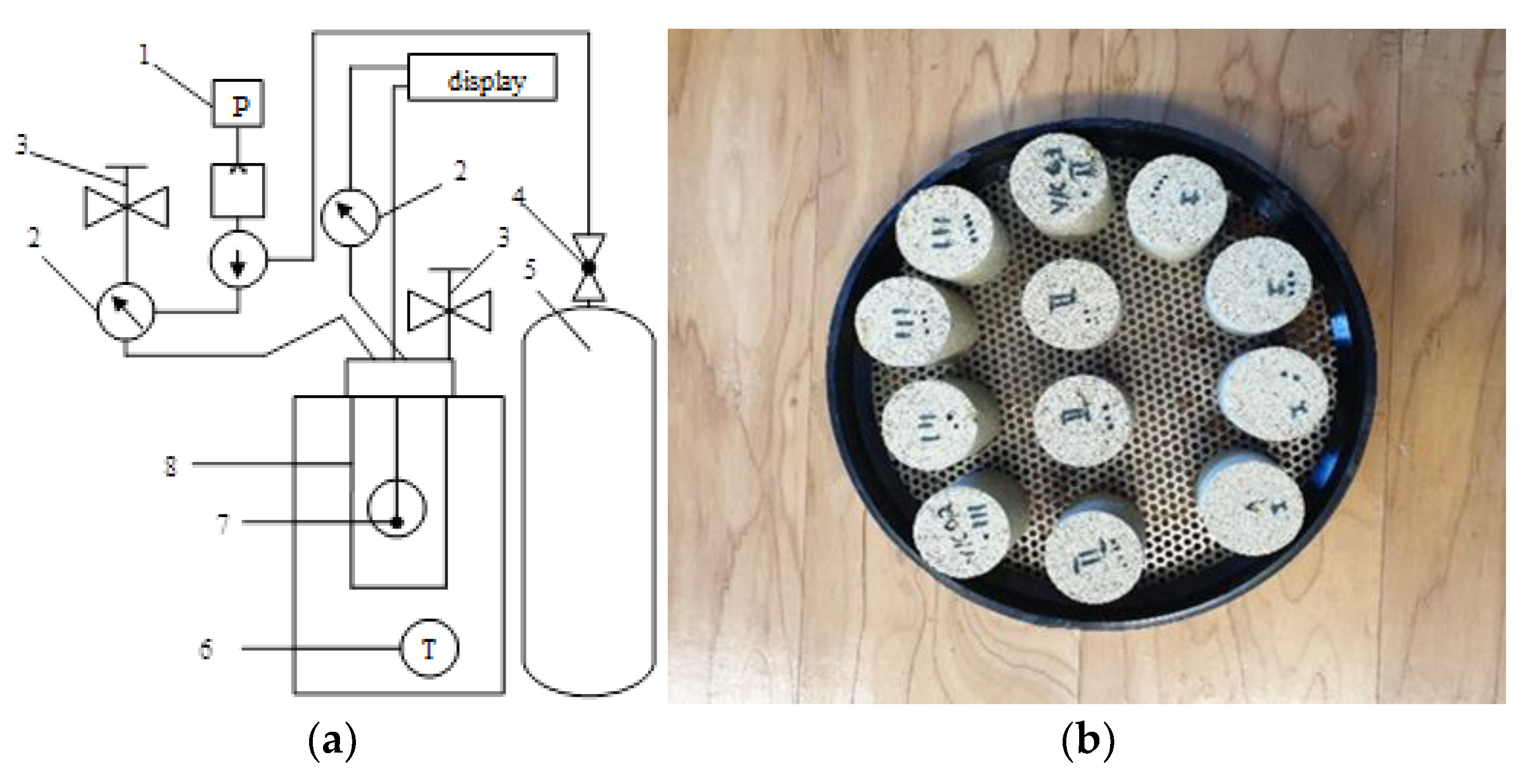
2.2.1. Samples Preparation, Sintering, and Solidification
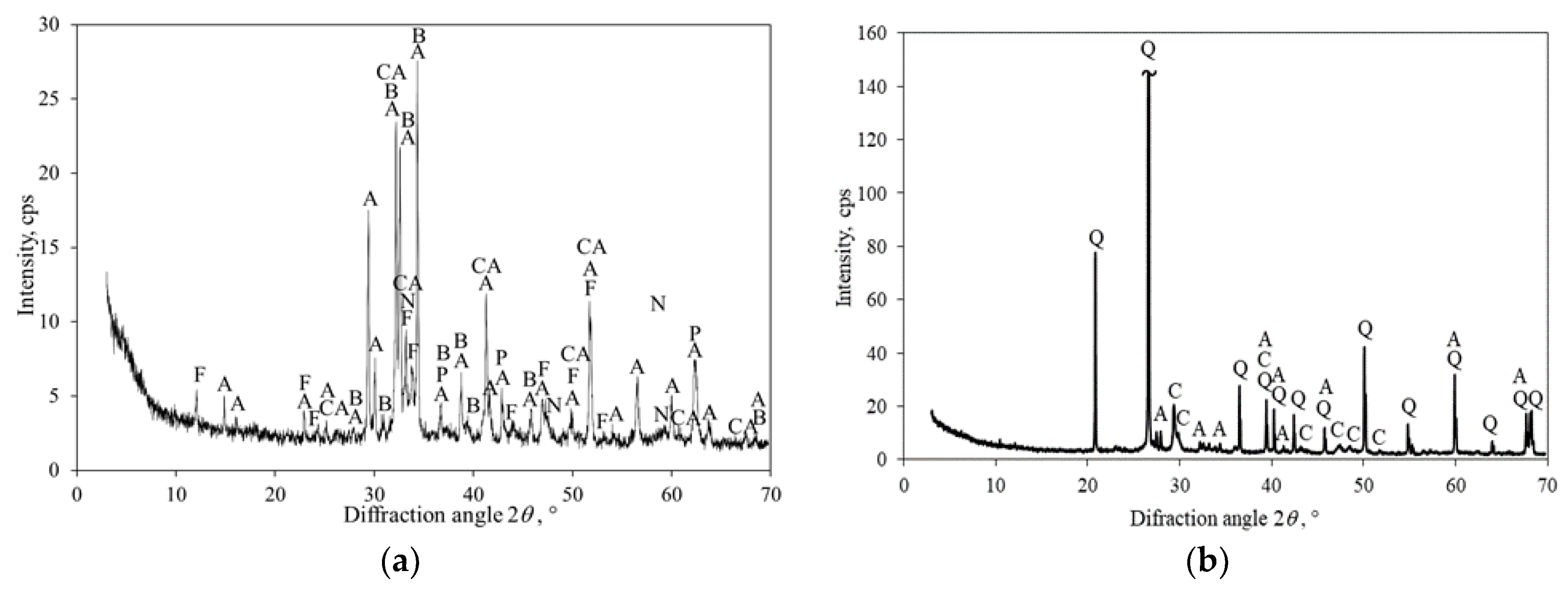
2.2.2. Instrumental Analysis
3. Results and Discussion
4. Conclusions
- Synthesis of low-lime calcium silicates from natural rocks requires careful and thorough research because the impurities contained in them can significantly influence the course of high-temperature reactions and the mineralogical composition of the resulting products;
- The impurity of Mg-containing compounds in limestone and mica clay, the most widely used raw materials for ordinary Portland cement production in the world, may determine that they are unsuitable for the synthesis of calcium silicate, rankinite, which hardens in a CO2 environment. Already at a temperature of 900 °C, akermanite with intercalated Fe3+ and Al3+ ions begins to form, which reacts very difficult with CO2 gas;
- Only ~4 wt% of the amount of MgO in the mixture of raw materials determines that more than 60 wt% of akermanite is formed in the synthesis product. As a result, the compressive strength of mortars hardened in a CO2 environment is six–seven times lower than the strength of OPC clinker samples made from the same raw materials and hardened under the same conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Deer, W.A.; Howie, R.A.; Zussman, J. Rock-Forming Minerals–Disilicates and Ring Silicates, 2nd ed.; The Geological Society: London, UK, 1997; Volume 1B. [Google Scholar]
- Seryotkin, Y.V.; Sokol, E.V.; Kokh, S.N. Natural pseudowollastonite: Crystal structure, associated minerals, and geological context. Lithos 2012, 134–135, 75–90. [Google Scholar] [CrossRef]
- Freitas, A.A.; Santos, R.L.; Colaço, R.; Horta, R.B.; Lopes, J.N.C. From lime to silica and alumina: Systematic modeling of cement clinkers using a general force-field. Phys. Chem. Chem. Phys. 2015, 17, 18477–18494. [Google Scholar] [CrossRef] [PubMed]
- Kusachi, I. The structure of rankinite. Mineral. J. 1975, 8, 38–47. [Google Scholar] [CrossRef] [Green Version]
- Sahu, S.; DeCristofaro, N. Solidia Cement, in: Solidia Technol. White Paper. 2013. Available online: http://solidiatech.com/wp-content/uploads/2014/02/Solidia-Cement-White-Paper-12-17-13-FINAL.pdf (accessed on 24 February 2023).
- Jain, J.; Deo, M.; Sahu, S.; DeChristofaro, N. Part two of a series exploring the chemical properties and performance results of Sustainable Solidia Cement™ and Solidia Concrete™. Solidia Cem. 2014, 1–16. [Google Scholar]
- Hicks, J.K.; Caldarone, M.A.; Bescher, E. Opportunities from alternative cementitious materials. Concr. Int. 2015, 37, 47–51. Available online: https://www.concreteinternational.com (accessed on 24 February 2023).
- Sahu, S.; Quinn, S.; Atakan, V.; DeCristofaro, N.; Walenta, G. CO2-Reducing Cement Based on Calcium Silicates. In Proceedings of the 14th International Congress on the Chemistry of Cement, Beijing, China, 13–16 October 2015. [Google Scholar]
- Qian, B.; Li, X.; Shen, X. Preparation and accelerated carbonation of low temperature sintered clinker with low Ca/Si ratio. J. Clean. Prod. 2018, 120, 249–259. [Google Scholar] [CrossRef]
- Wang, K.; Ren, L.; Yang, L. Excellent Carbonation Behavior of Rankinite Prepared by Calcining the C-S-H: Potential Recycling of Waste Concrete Powders for Prefabricated Building Products. Materials 2018, 11, 1474. [Google Scholar] [CrossRef] [Green Version]
- Zwang, H.; Chen, J.; Shao, R.; Zhang, Q.; Lu, B.; Xia, G.; Hou, G.; Yun, Z. The usage of rankinite for carbon capture and storage and carbonation kinetics. Energy Sources Part A Recover. Util. Environ. Eff. 2018, 40, 1629–1646. [Google Scholar] [CrossRef]
- Lu, B.; Shi, C.; Hou, H. Strength and microstructure of CO2 cured low-calcium clinker. Constr. Build. Mater. 2018, 188, 417–423. [Google Scholar] [CrossRef]
- Hou, G.; Chen, J.; Lu, B.; Chen, S.; Cui, E.; Naguib, H.M.; Guo, M.-Z.; Zhang, Q. Composition design and pilot study of an advanced energy-saving and low-carbon rankinite clinker. Cem. Concr. Res. 2020, 127, 105926. [Google Scholar] [CrossRef]
- Ashraf, W.; Olek, J. Carbonation activated binders from pure calcium silicates: Reaction kinetics and performance controlling factors. Cem. Concr. Compos. 2018, 93, 85–98. [Google Scholar] [CrossRef]
- Smigelskyte, A.; Siauciunas, R. Parameter Influence on the Rankinite Binder Paste and Mortar Accelerated Carbonation Curing; Journal of Thermal Analysis and Calorimetry; Springer: Dordrecht, The Netherlands, 2019; Volume 138, pp. 2651–2659. [Google Scholar] [CrossRef]
- Solidia. Solidia Solutions. 2021. Available online: https://www.solidiatech.com/solutions.html (accessed on 24 February 2023).
- Siegel, R.P. Cutting the carbon from concrete. J. Mech. Eng. 2020, 142, 38–43. [Google Scholar] [CrossRef] [Green Version]
- Siauciunas, R.; Hilbig, H.; Prichockiene, E.; Smigelskyte, A.; Takulinskas, Z. Accelerated Carbonation of C2SH Based Dense Concrete; Ceramics international; Elsevier: Oxford, UK, 2020; Volume 46, B, pp. 29436–29442. [Google Scholar] [CrossRef]
- Siauciunas, R.; Takulinskas, Z.; Prichockiene, E.; Selskiene, A. Hydrothermal synthesis of α-C2SH and kilchoanite Mixture and Its Application in CO2 Hardening Mortar; Ceramics international; Elsevier: Oxford, UK, 2022. [Google Scholar] [CrossRef]
- Li, N.; Mo, L.; Unluer, c. Emerging CO2 utilization technologies for construction materials: A review. J. CO2 Util. 2022, 65, 102237. [Google Scholar] [CrossRef]
- Ibrahim, M.H.; El-Naas, M.H.; Benamor, A.; Al-Sobhi, S.S.; Zhang, Z. Carbon mineralization by reaction with steel-making waste: A review. Processes 2019, 7, 115. [Google Scholar] [CrossRef] [Green Version]
- Wei, Z.; Wang, B.; Falzone, G.; La Plante, E.C.; Okoronkwo, M.U.; She, Z.; Oey, T.; Balonis, M.; Neithalath, N.; Pilon, L.; et al. Clinkering-free cementation by fly ash carbonation. J. CO2 Util. 2018, 23, 117–127. [Google Scholar] [CrossRef]
- Li, L.; Ling, T.C.; Pan, S.Y. Environmental benefit assessment of steel slag utilization and carbonation: A systematic review. Sci. Total. Environ. 2021, 806, 150280. [Google Scholar] [CrossRef]
- Zhang, S.; Ghouleh, Z.; Shao, Y. Green concrete made from MSWI residues derived eco-cement and bottom ash aggregates. Constr. Build. Mater. 2021, 297, 123818. [Google Scholar] [CrossRef]
- Wu, H.L.; Zhang, D.; Ellis, B.R.; Li, V.C. Development of reactive MgO-based engineered cementitious composite (ECC) through accelerated carbonation curing, Constr. Build. Mater. 2018, 191, 23–31. [Google Scholar] [CrossRef]
- Dong, H.; Unluer, C.; Yang, E.H.; Al-Tabbaa, A. Recovery of reactive MgO from reject brine via the addition of NaOH. Desalination 2018, 429, 88–95. [Google Scholar] [CrossRef]
- Dong, H.; Unluer, C.; Yang, E.H.; Jin, F.; Al-Tabbaa, A. Microstructure and carbon storage capacity of hydrated magnesium carbonates synthesized from different sources and conditions. J. CO2 Util. 2019, 34, 353–361. [Google Scholar] [CrossRef]
- Guermech, S.; Mocellin, J.; Tran, L.-H.; Mercier, G.; Pasquier, L.C. A study of hydromagnesite and nesquehonite precipitation in indirect aqueous carbonation of thermally-activated serpentine in a batch mode. J. Cryst. Growth 2022, 584, 126540. [Google Scholar] [CrossRef]
- Scott, A.; Oze, C.; Shah, V.; Yang, N.; Shanks, B.; Cheeseman, C.; Marshall, A.; Watson, M. Transformation of abundant magnesium silicate minerals for enhanced CO2 sequestration. Comm. Earth Environ. 2021, 2, 25. [Google Scholar] [CrossRef]
- Winnefeld, F.; Leemann, A.; German, A.; Lothenbach, B. CO2 storage in cement and concrete by mineral carbonation. Curr. Opin. Green Sustain. Chem. 2022, 38, 100672. [Google Scholar] [CrossRef]
- Gartner, E.; Sui, T. Alternative cement clinkers. Cem. Concr. Res. 2018, 114, 27–39. [Google Scholar] [CrossRef]
- Smigelskyte, A.; Siauciunas, R.; Hilbig, H.; Decker, M.; Urbonas, L.; Skripkiunas, G. Carbonated Rankinite Binder: Effect of Curing Parameters on Microstructure, Strength Development and Durability Performance; Scientific reports; Springer Nature: London, UK, 2020; Volume 10, p. 14462. [Google Scholar] [CrossRef]
- Leemann, A.; Winnefeld, F.; Münch, B.; Läng, F. Carbonated wollastonite–An effective supplementary cementitious material? J. Microsc. 2022, 286, 120–125. [Google Scholar] [CrossRef] [PubMed]
- Jozanikohan, G.; Sahabi, F.; Norouzi, G.H.; Memarian, H. Thermal analysis: A complementary method to study the shurijeh clay minerals. Int. J. Min. Geo-Eng. 2015, 49, 33–45. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | SiO2 | CaO | Al2O3 | K2O | Na2O | MgO | Fe2O3 | SO3 | Other | LOI |
| Limestone | 2.02 | 47.95 | 0.71 | 0.17 | – | 3.94 | 1.15 | 0.23 | 0.57 | 43.26 |
| Clay | 45.64 | 10.97 | 14.0 | 3.06 | 0.17 | 4.0 | 7.04 | – | 0.22 | 14.9 |
| Clinker | 20.69 | 64.06 | 5.13 | 1.12 | 0.10 | 3.31 | 3.25 | 0.53 | CaOfree = 1.81 | |
| No. | Temperature, °C | Identified Compounds | Remarks |
|---|---|---|---|
| 1 | 25–625 | Calcite, quartz, dolomite, illite | |
| 2 | 650–675 | Quartz, calcite, illite | |
| 3 | 700–750 | Akermanite, calcite, quartz | Low intensity peak of akermanite |
| 4 | 775–900 | Akermanite, quartz | High intensity peak of akermanite |
| 5 | 925 | Akermanite, quartz, larnite | Traces of larnite, high intensity peak of akermanite |
| 6 | 950–1075 | Akermanite, quartz, larnite | High intensity peak of akermanite |
| 7 | 1100 | Akermanite, quartz, larnite, rankinite | Traces of rankinite, high intensity peak of akermanite |
| 8 | 1125–1150 | Akermanite, quartz, larnite, rankinite | High intensity peak of akermanite |
| No. | Curing Temperature, °C | Binder Synthesized at a Temperature of 1150 °C | OPC Clinker |
|---|---|---|---|
| Compressive Strength, MPa | |||
| 1 | 25 | 9.13 | 53.03 |
| 2 | 45 | 14.45 | 67.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siauciunas, R.; Prichockiene, E.; Valancius, Z. The Influence of Mg-Impurities in Raw Materials on the Synthesis of Rankinite Clinker and the Strength of Mortar Hardening in CO2 Environment. Materials 2023, 16, 2930. https://doi.org/10.3390/ma16072930
Siauciunas R, Prichockiene E, Valancius Z. The Influence of Mg-Impurities in Raw Materials on the Synthesis of Rankinite Clinker and the Strength of Mortar Hardening in CO2 Environment. Materials. 2023; 16(7):2930. https://doi.org/10.3390/ma16072930
Chicago/Turabian StyleSiauciunas, Raimundas, Edita Prichockiene, and Zenonas Valancius. 2023. "The Influence of Mg-Impurities in Raw Materials on the Synthesis of Rankinite Clinker and the Strength of Mortar Hardening in CO2 Environment" Materials 16, no. 7: 2930. https://doi.org/10.3390/ma16072930
APA StyleSiauciunas, R., Prichockiene, E., & Valancius, Z. (2023). The Influence of Mg-Impurities in Raw Materials on the Synthesis of Rankinite Clinker and the Strength of Mortar Hardening in CO2 Environment. Materials, 16(7), 2930. https://doi.org/10.3390/ma16072930