
An Analysis of the Influence of Surface Roughness and Clearance on the Dynamic Behavior of Deep Groove Ball Bearings Using Artificial Neural Networks

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Analysis of Measured Data
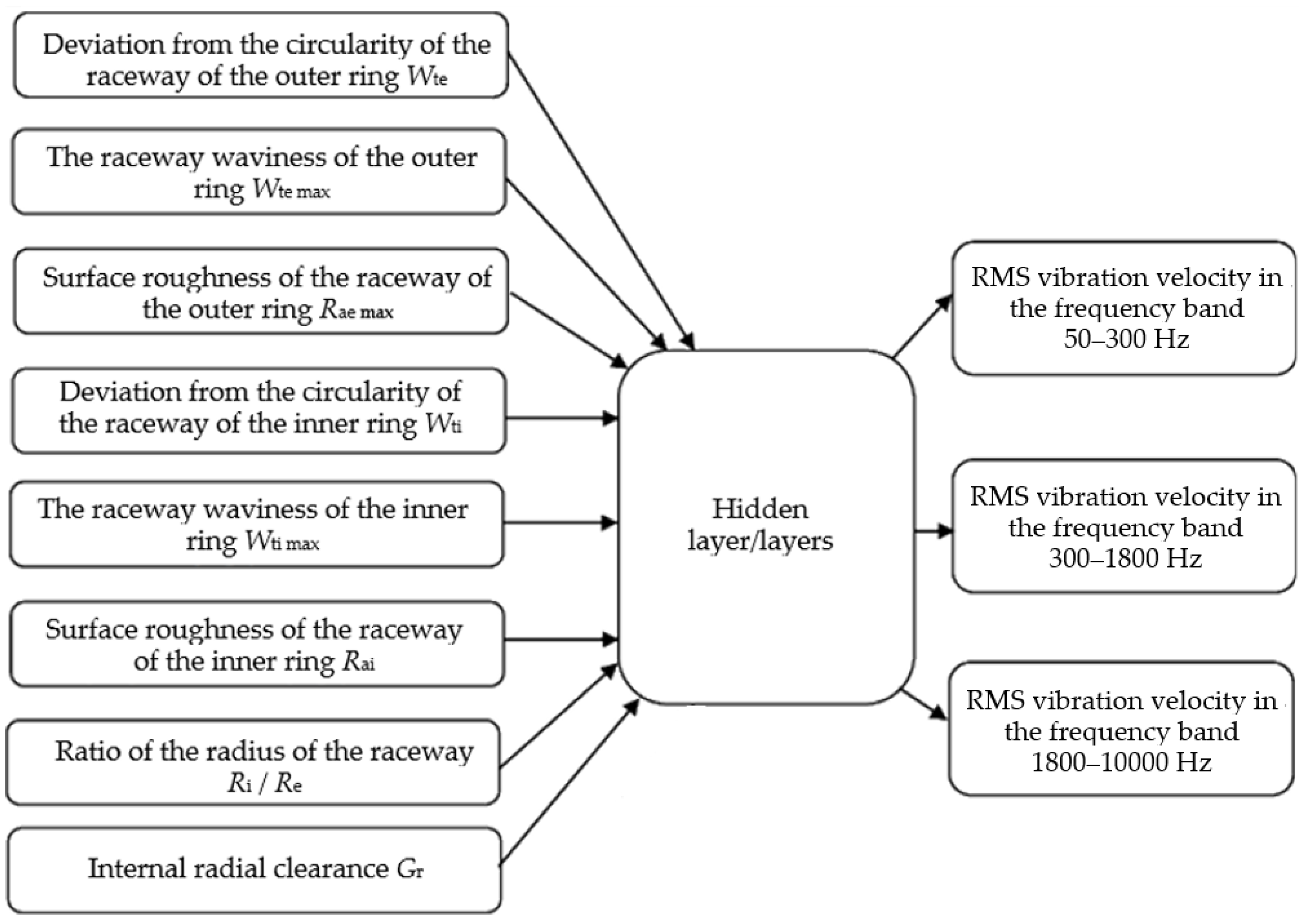
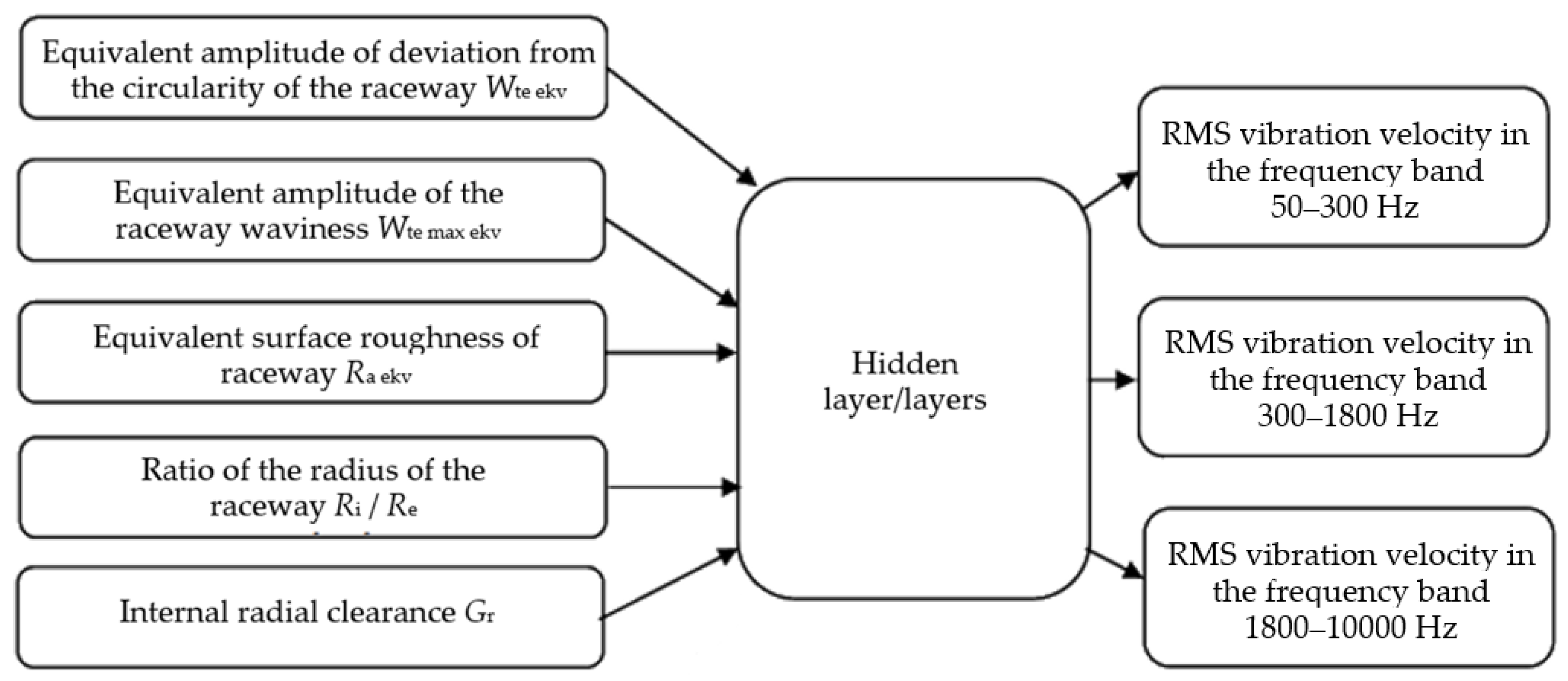
2.2. Application of the Neural Network
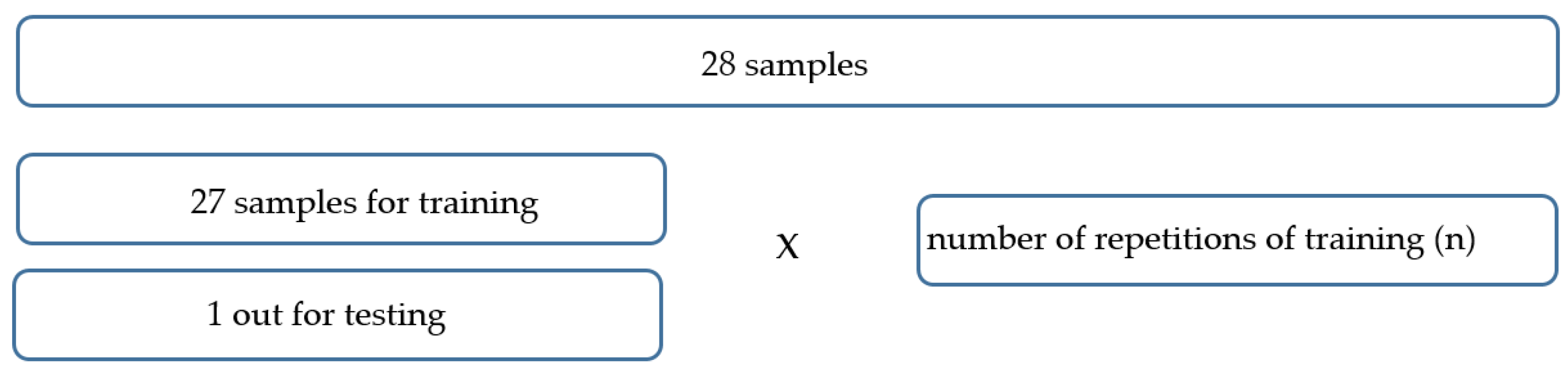
2.3. Organization of Data Set
2.4. Data Pre-Processing and Defining Datasets for Training, Validation and Testing
2.5. Analyzed Models of Artificial Neural Networks
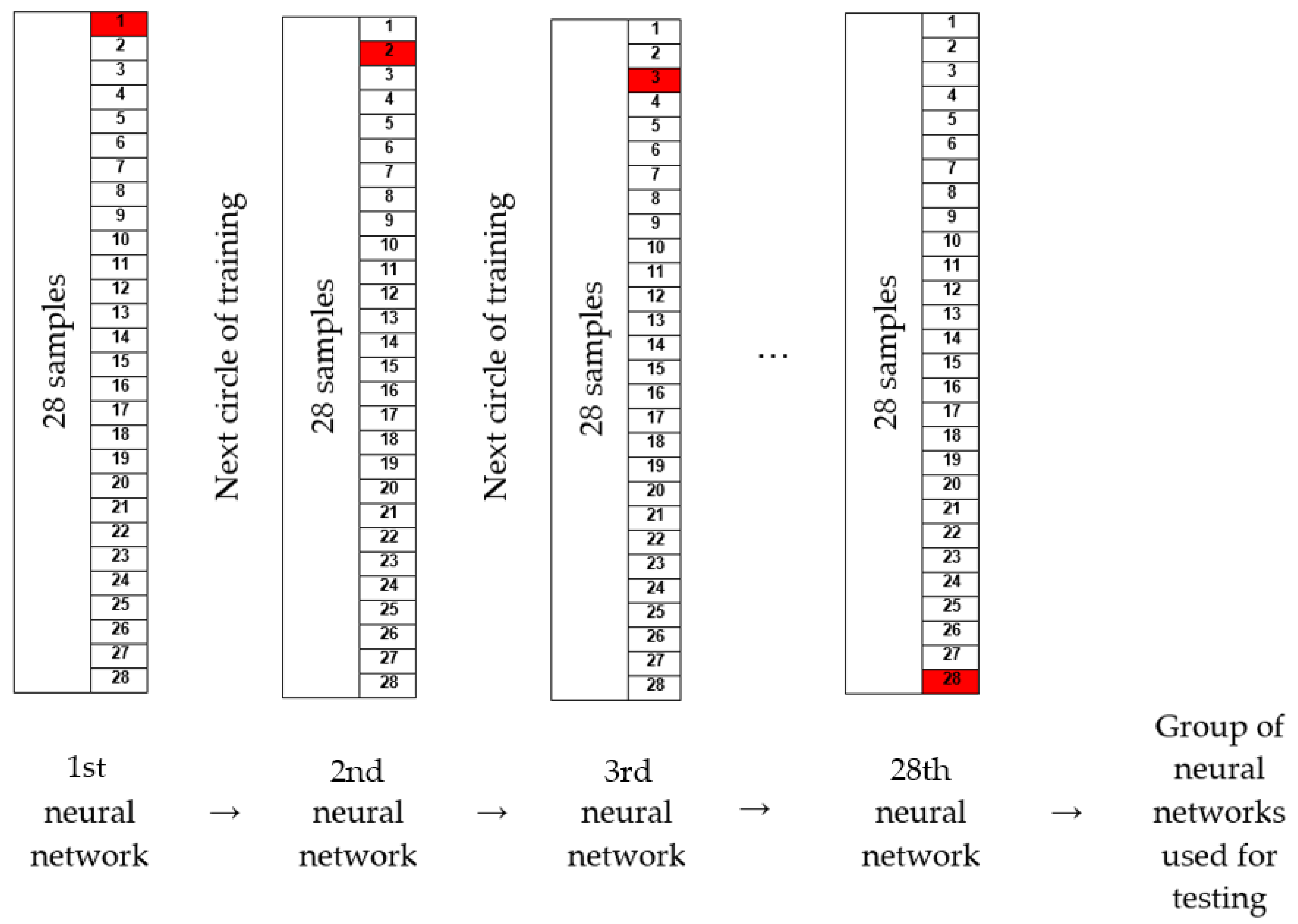
2.6. Method of Training Artificial Neural Networks
2.7. Description of the Training Algorithm
2.8. Selection of Artificial Neural Network Models
3. Results and Discussion
3.1. Prediction of Quality Classes of Bearing
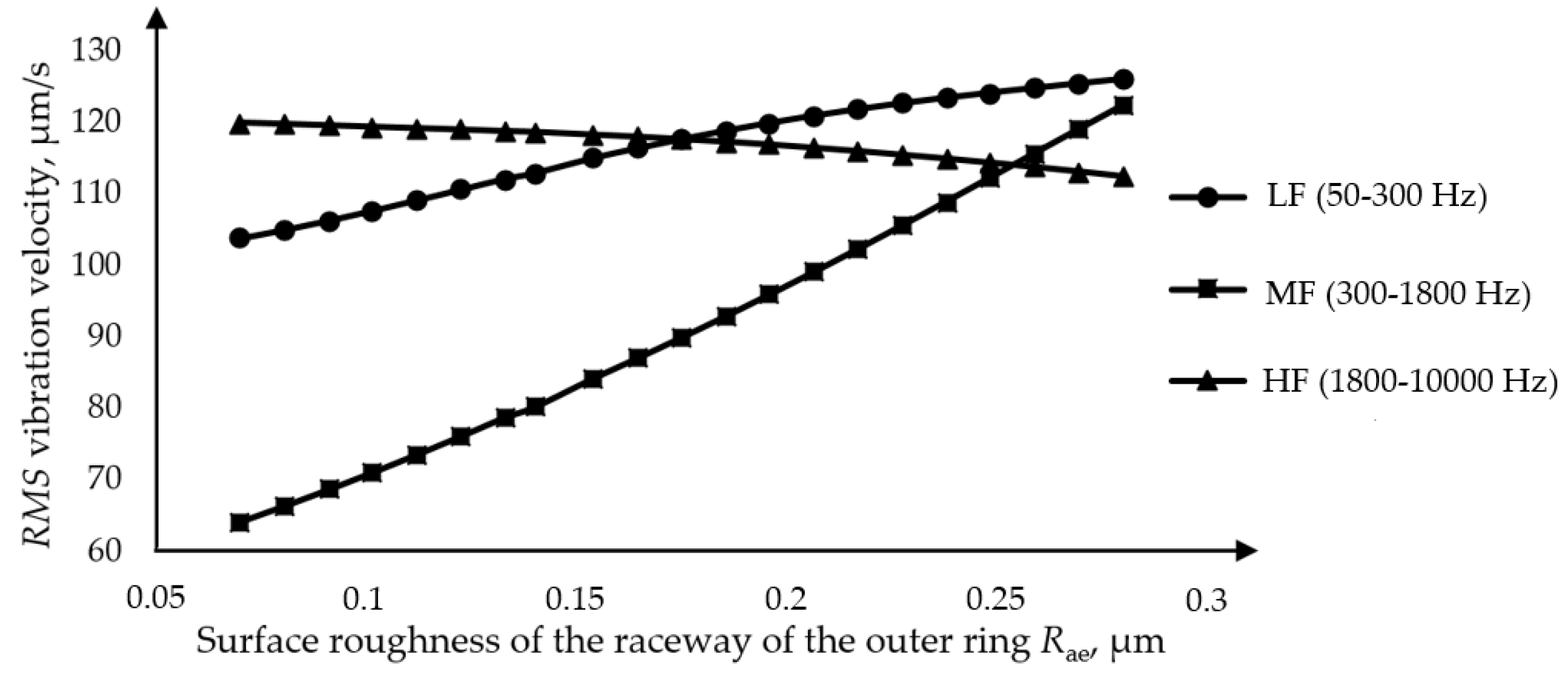
3.2. Influence of the Surface Roughness of the Outer Ring
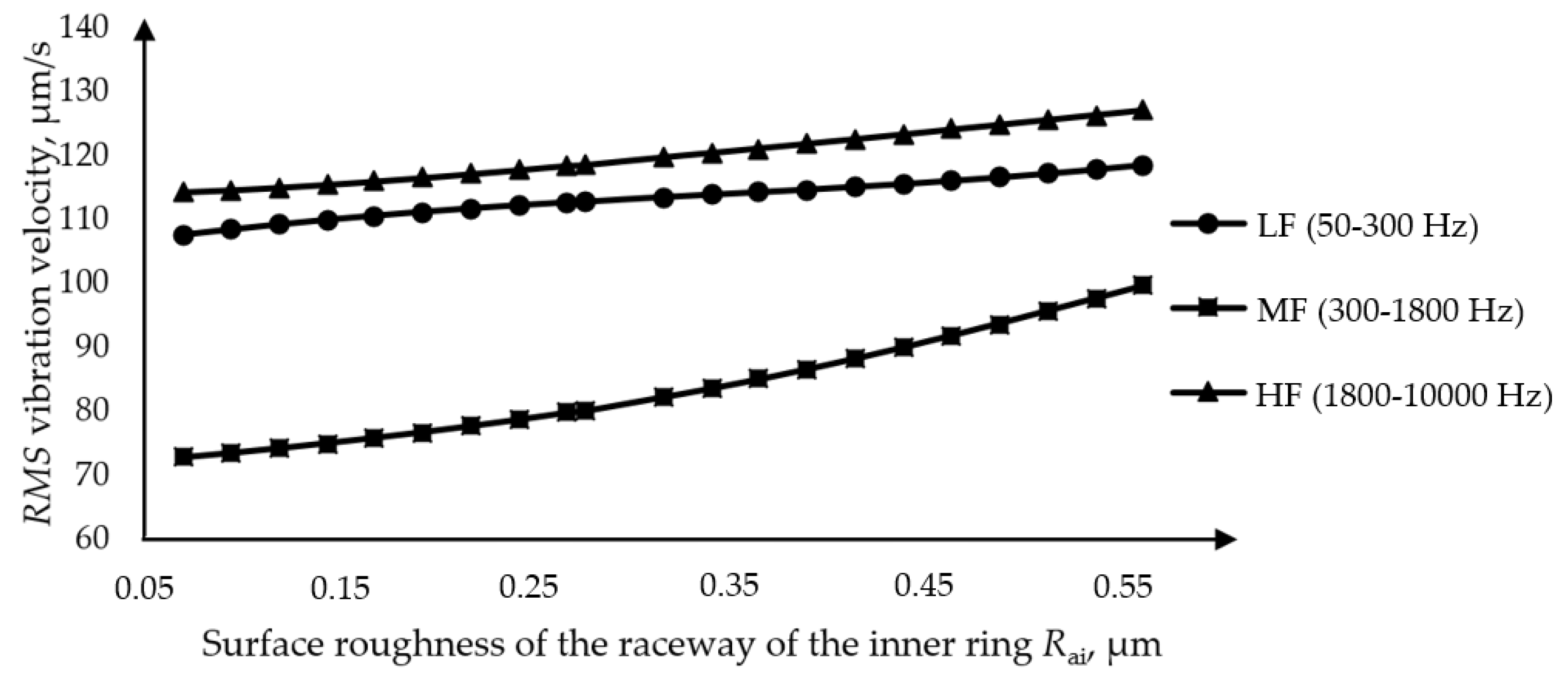
3.3. Influence of the Surface Roughness of the Inner Ring
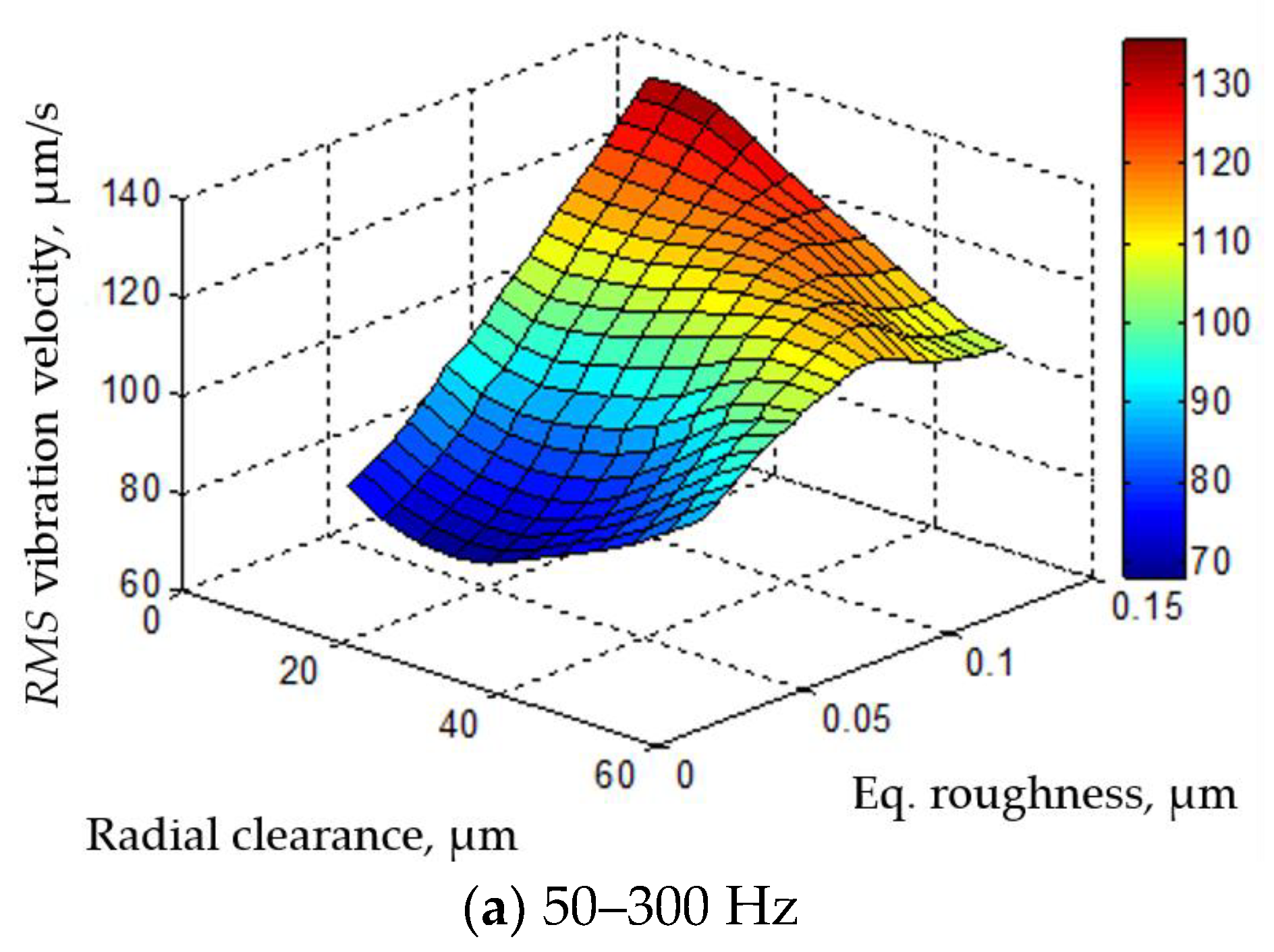
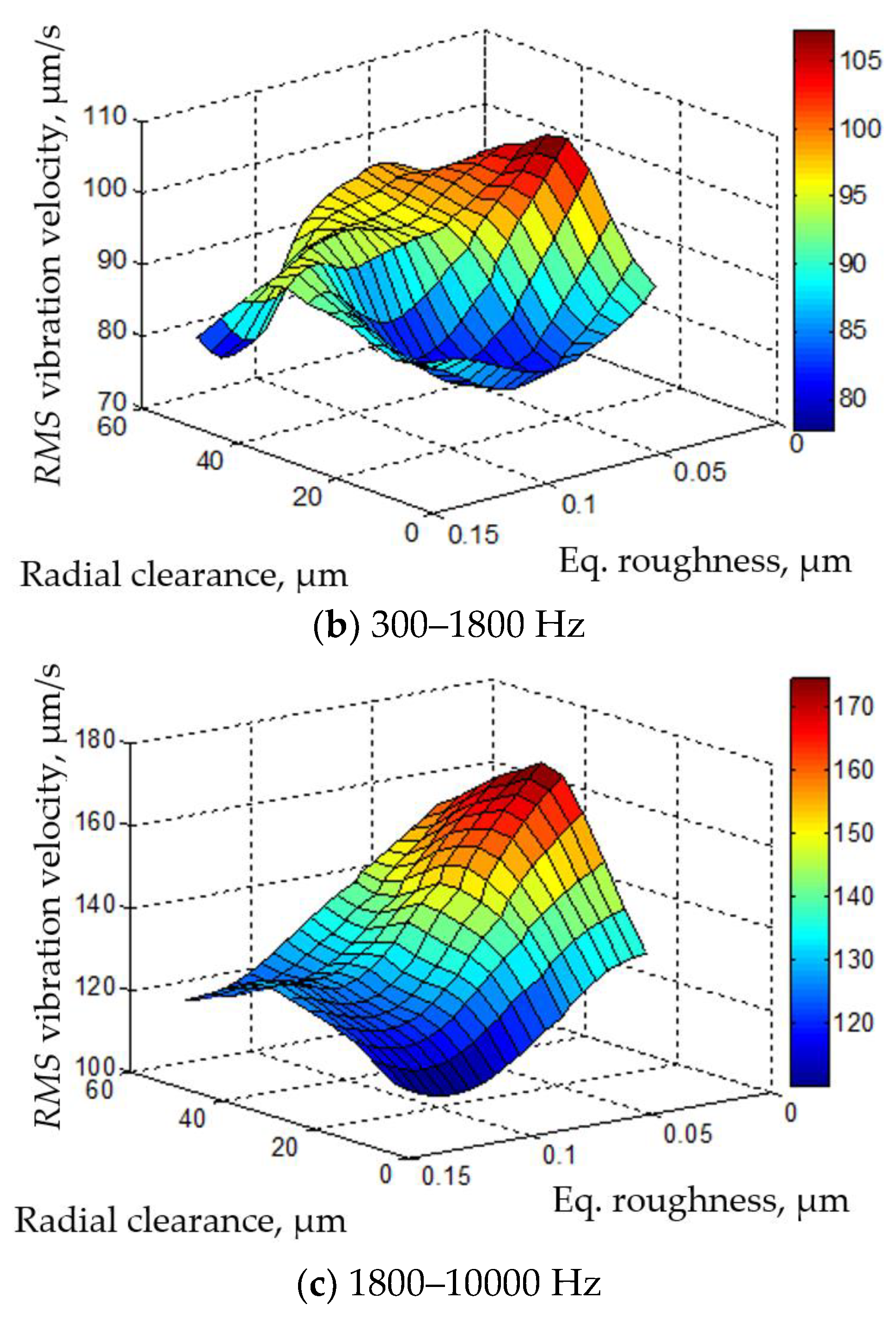
3.4. The Influence of Equivalent Surface Roughness and Radial Clearance
4. Conclusions
- The adopted models are capable of predicting the quality class for new ball bearings and can reduce time required for quality control in bearing production;
- The increase in roughness on the outer raceway causes a significant increase in the vibration level in the medium-frequency band (300–1800 Hz) and a moderate increase in the low-frequency band (50–300 Hz), whereas the change in vibration level in the high-frequency band is negligibly small;
- An increase in surface roughness on the raceway of the inner ring has a negligible effect on the amplitude of the vibration velocity in the low-frequency band, and causes a moderate increase in the medium and high band. The growth in the newly introduced parameter of the equivalent roughness of the raceway affects the moderate growth in the amplitudes of the vibration velocity in the low-frequency band. In the medium-frequency band, the model predicts global minimum vibration velocities at an equivalent roughness amplitude of 0.1 µm. In the high-frequency band, there is a slight decrease in the velocity of vibrations with an increase in the amplitude of the equivalent roughness;
- The neural network model predicted that the minimum vibration level is obtained in all frequency bands if the radial clearance has amplitude of around 20 µm and the equivalent roughness has an amplitude of around 0.05 µm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, L.; Kun, Y.; Hui, M.; Lei, C.; Zhitao, L.; Hongfei, L.; Linyang, C. Analysis of varying contact angles and load distributions in defective angular contact ball bearing. Eng. Fail. Anal. 2018, 91, 449–464. [Google Scholar]
- Liu, J.; Shao, Y. Dynamic modeling for rigid rotor bearing systems with a localized defect considering additional deformations at the sharp edges. J. Sound Vib. 2017, 398, 84–102. [Google Scholar] [CrossRef]
- Miskovic, Z.; Mitrović, R.; Maksimović, V.; Milivojević, A. Analysis and prediction of vibrations of ball bearings contaminated by open pit coal mine debris particles. Teh. Vjesn. = Tech. Gaz. 2017, 24, 1941–1950. [Google Scholar]
- Petersen, D.; Howard, C.; Sawalhi, N.; Ahmadi, M.A.; Singh, S. Analysis of bearing stiffness variations, contact forces and vibrations in radially loaded double row rolling element bearings with raceway defects. Mech. Syst. Signal Process. 2015, 50, 139–160. [Google Scholar] [CrossRef]
- Kanai, H.M.; Abe, M.; Kido, K. Accurate estimation of the surface roughness on the rolling ring in a ball bearing by vibration analysis. J. Acoust. Soc. Jpn. 1986, 7, 343–352. [Google Scholar] [CrossRef]
- Yunlong, W.; Wenzhong, W.; Shengguang, Z.; Ziqiang, Z. Effects of raceway surface roughness in an angular contact ball bearing. Mech. Mach. Theory 2018, 121, 198–212. [Google Scholar] [CrossRef]
- Zmarzły, P. Influence of bearing raceway surface topography on the level of generated vibration as an example of operational heredity. Indian J. Eng. Mater. Sci. 2021, 27, 356–364. [Google Scholar]
- Waziralilah, N.F.; Abu, A.; Lim, H.M.; Quen, K.L.; Elfakharany, A. A review on convolutional neural network in bearing fault diagnosis. In MATEC Web of Conferences, EAAI Conference 2018; EDP Sciences: Paris, France, 2019; p. 06002. [Google Scholar]
- Liu, R.; Yang, B.; Zio, E.; Chen, X. Artificial intelligence for fault diagnosis of rotating machinery: A review. Mech. Syst. Signal Process. 2018, 108, 33–47. [Google Scholar] [CrossRef]
- Knežević, I.; Živković, A.; Rackov, M.; Kanović, Ž.; Bojanić, Š.M. Analysis of the impact of lubrication on the dynamic behavior of ball bearings using artificial neural networks. Rom. J. Acoust. Vib. 2019, 16, 178–183. [Google Scholar]
- Knežević, I.; Živković, A.; Rackov, M.; Kanović, Ž.; Buljević, A.; Bojanić, Š.M.; Navalušić, S. Prediction of radial clearance based on bearing vibration using artificial neural network. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1009, 010028. [Google Scholar] [CrossRef]
- Choudhary, A.; Mian, T.; Fatima, S. Convolutional neural network based bearing fault diagnosis of rotating machine using thermal images. Measurement 2021, 176, 109196. [Google Scholar] [CrossRef]
- El Idrissi, A.; Derouich, A.; Mahfoud, S.; El Ouanjli, N.; Chantoufi, A.; Al-Sumaiti, S.A.; Mossa, A.M. Bearing Fault Diagnosis for an Induction Motor Controlled by an Artificial Neural Network—Direct Torque Control Using the Hilbert Transform. Mathematics 2022, 10, 4258. [Google Scholar] [CrossRef]
- Hasan, M.J.; Kim, J.M. Bearing fault diagnosis under variable rotational speeds using stockwell transform-based vibration imaging and transfer learning. Appl. Sci. 2018, 8, 2357. [Google Scholar] [CrossRef]
- Meserkhani, A.; Jafari, S.M.; Rahi, A. Experimental comparison of acoustic emission sensors in the detection of outer race defect of angular contact ball bearings by artificial neural network. Measurement 2021, 168, 108198. [Google Scholar] [CrossRef]
- Toma, R.N.; Prosvirin, A.E.; Kim, J.M. Bearing fault diagnosis of induction motors using a genetic algorithm and machine learning classifiers. Sensors 2020, 20, 1884. [Google Scholar] [CrossRef]
- Xu, Y.; Deng, Y.; Ma, C.; Zhang, K. The Enfigram: A robust method for extracting repetitive transients in rolling bearing fault diagnosis. Mech. Syst. Signal Process. 2021, 158, 107779. [Google Scholar] [CrossRef]
- Chen, Y.; Gaoliang, P.; Zhiyu, Z.; Sijue, L. A Novel Deep Learning Method Based on Attention Mechanism for Bearing Remaining Useful Life Prediction. J. Appl. Soft Comput. 2020, 86, 105919–105930. [Google Scholar] [CrossRef]
- Cheng, C.; Guijun, M.; Yong, Z.; Mingyang, S.; Fei, T.; Han, D.; Ye, Y. A Deep Learning-Based Remaining Useful Life Prediction Approach for Bearings. J. IEEE/ASME Trans. Mechatron. 2020, 25, 1243–1254. [Google Scholar] [CrossRef]
- Ren, L.; Sun, Y.; Wang, H.; Zhang, L. Prediction of bearing remaining useful life with deep convolution neural network. IEEE Access 2018, 6, 13041–13049. [Google Scholar] [CrossRef]
- Wang, B.; Lei, Y.; Yan, T.; Li, N.; Guo, L. Recurrent convolutional neural network: A new framework for remaining useful life prediction of machinery. Neurocomputing 2020, 379, 117–129. [Google Scholar] [CrossRef]
- Zhu, J.; Chen, N.; Peng, W. Estimation of bearing remaining useful life based on multiscale convolutional neural network. IEEE Trans. Ind. Electron. 2018, 66, 3208–3216. [Google Scholar] [CrossRef]
- Lin, W.-J.; Lo, H.-S.; Young, T.-H.; Hung, L.-C. Evaluation of deep learning neural networks for surface roughness prediction using vibration signal analysis. Appl. Sci. 2019, 9, 1462. [Google Scholar] [CrossRef]
- Lin, Y.-C.; Wu, K.-D.; Shih, W.-C.; Hsu, K.-P.; Hung, P.-J. Prediction of surface roughness based on cutting parameters and machining vibration in end milling using regression method and artificial neural network. Appl. Sci. 2020, 10, 3941. [Google Scholar] [CrossRef]
- Pandit, R.K.; Astolfi, D.; Durazo Cardenas, I. A Review of Predictive Techniques Used to Support Decision Making for Maintenance Operations of Wind Turbines. Energies 2023, 16, 1654. [Google Scholar] [CrossRef]
- Lalik, K.; Watorek, F. Predictive Maintenance Neural Control Algorithm for Defect Detection of the Power Plants Rotating Machines Using Augmented Reality Goggles. Energies 2021, 14, 7632. [Google Scholar] [CrossRef]
- Soltanolkotabi, M.; Javanmard, A.; Lee, J.D. Theoretical insights into the optimization landscape of over-parameterized shallow neural networks. IEEE Trans. Inf. Theory 2018, 65, 742–769. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bearing Characteristics | Minimum Value xmin | Maximum Value xmax | Mean Value | Standard Deviation s |
|---|---|---|---|---|
| Gr, [µm] | 6 | 51 | 24.03 | 14.54 |
| Ri/Re | 0.95 | 0.98 | 0.96 | 0.01 |
| Rae, [µm] | 0.07 | 0.28 | 0.13 | 0.04 |
| Rai, [µm] | 0.07 | 0.56 | 0.26 | 0.1 |
| Wte max, [µm] | 0.1 | 1.97 | 0.8 | 0.32 |
| Wti max, [µm] | 0.25 | 0.66 | 0.39 | 0.13 |
| Wte, [µm] | 1.5 | 17.82 | 5.01 | 2.86 |
| Wti, [µm] | 0.4 | 2.63 | 0.92 | 0.41 |
| Bearing Characteristics | Minimum Value xmin | Maximum Value xmax | Mean Value | Standard Deviation s |
|---|---|---|---|---|
| Ra ekv | 0.04 | 0.14 | 0.08 | 0.02 |
| Wt max ekv | 0.16 | 0.47 | 0.25 | 0.06 |
| Wt ekv | 0.36 | 1.78 | 0.74 | 0.26 |
| Analyzed Artificial Neural Network Models | |||||
|---|---|---|---|---|---|
| Technological Parameters Separately | Technological Parameters Equivalent | ||||
| Training algorithm | Training algorithm | ||||
| Levenberg– Marquardt | Bayesian Regularization | Scaled Conjugate Gradient | Levenberg– Marquardt | Bayesian Regularization | Scaled Conjugate Gradient |
| ANN architecture | ANN architecture | ||||
| One hidden layer (Number of neurons from 1 to 30) | One hidden layer (Number of neurons from 1 to 30) | ||||
| Two hidden layers (Number of neurons from 1 to 30) | Two hidden layers (Number of neurons from 1 to 30) | ||||
| Three hidden layers (Number of neurons from 1 to 30) | Three hidden layers (Number of neurons from 1 to 30) | ||||
| Bearing 6006 | RMS of Vibration Velocity, µm/s Class Q7 | RMS of Vibration Velocity, µm/s Class Q6 | RMS of Vibration Velocity, µm/s Class Q5 |
|---|---|---|---|
| Low-frequency band | 224 | 112 | 71 |
| Medium-frequency band | 160 | 80 | 80 |
| High-frequency band | 450 | 224 | 112 |
| Test Sample 1 Rae 0.09 µm | Test Sample 2 Rae 0.072 µm | Test Sample 3 Rae 0.125 µm | Test Sample 4 Rae 0.168 µm | |||||
|---|---|---|---|---|---|---|---|---|
| Measured RMS of Vibration Velocity, µm/s, Class Quality | Predicted RMS of Vibration Velocity, µm/s, Class Quality | Measured RMS of Vibration Velocity, µm/s, Class Quality | Predicted RMS of Vibration Velocity, µm/s, Class Quality | Measured RMS of Vibration Velocity, µm/s, Class Quality | Predicted RMS of Vibration Velocity, µm/s, Class Quality | Measured RMS of Vibration Velocity, µm/s, Class Quality | Predicted RMS of Vibration Velocity, µm/s, Class Quality | |
| Low-frequency band | 80 Q6 | 105 Q6 | 60 Q6 | 103 Q6 | 73 Q6 | 108 Q6 | 97 Q6 | 83 Q6 |
| Medium-frequency band | 56 Q5 | 62 Q5 | 57 Q5 | 61 Q5 | 83 Q6 | 77 Q5 | 82 Q6 | 110 Q6 |
| High-frequency band | 121 Q6 | 119 Q6 | 107 Q5 | 118 Q6 | 115 Q6 | 118 Q6 | 132 Q6 | 117 Q6 |
| Test Sample 1 Rai 0.073 µm | Test Sample 2 Rai 0.157 µm | Test Sample 3 Rai 0.179 µm | Test Sample 4 Rai 0.271 µm | |||||
|---|---|---|---|---|---|---|---|---|
| Measured RMS of Vibration Velocity, µm/s, Class Quality | Predicted RMS of Vibration Velocity, µm/s, Class Quality | Measured RMS of Vibration Velocity, µm/s, Class Quality | Predicted RMS of Vibration Velocity, µm/s, Class Quality | Measured RMS of Vibration Velocity, µm/s, Class Quality | Predicted RMS of Vibration Velocity, µm/s, Class Quality | Measured RMS of Vibration Velocity, µm/s, Class Quality | Predicted RMS of Vibration Velocity, µm/s, Class Quality | |
| Low-frequency band | 80 Q6 | 105 Q6 | 60 Q6 | 110 Q6 | 73 Q6 | 111 Q6 | 97 Q6 | 111 Q6 |
| Medium-frequency band | 56 Q5 | 71 Q5 | 57 Q5 | 71 Q5 | 83 Q6 | 78 Q5 | 82 Q6 | 84 Q6 |
| High-frequency band | 121 Q6 | 113 Q6 | 107 Q5 | 115 Q6 | 115 Q6 | 116 Q6 | 132 Q6 | 117 Q6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Knežević, I.; Rackov, M.; Kanović, Ž.; Buljević, A.; Antić, A.; Tica, M.; Živković, A. An Analysis of the Influence of Surface Roughness and Clearance on the Dynamic Behavior of Deep Groove Ball Bearings Using Artificial Neural Networks. Materials 2023, 16, 3529. https://doi.org/10.3390/ma16093529
Knežević I, Rackov M, Kanović Ž, Buljević A, Antić A, Tica M, Živković A. An Analysis of the Influence of Surface Roughness and Clearance on the Dynamic Behavior of Deep Groove Ball Bearings Using Artificial Neural Networks. Materials. 2023; 16(9):3529. https://doi.org/10.3390/ma16093529
Chicago/Turabian StyleKnežević, Ivan, Milan Rackov, Željko Kanović, Anja Buljević, Aco Antić, Milan Tica, and Aleksandar Živković. 2023. "An Analysis of the Influence of Surface Roughness and Clearance on the Dynamic Behavior of Deep Groove Ball Bearings Using Artificial Neural Networks" Materials 16, no. 9: 3529. https://doi.org/10.3390/ma16093529
APA StyleKnežević, I., Rackov, M., Kanović, Ž., Buljević, A., Antić, A., Tica, M., & Živković, A. (2023). An Analysis of the Influence of Surface Roughness and Clearance on the Dynamic Behavior of Deep Groove Ball Bearings Using Artificial Neural Networks. Materials, 16(9), 3529. https://doi.org/10.3390/ma16093529