
Quality Assessment of Socks Produced from Viscose and Lyocell Fibers


Abstract
:1. Introduction

2. Materials and Methods
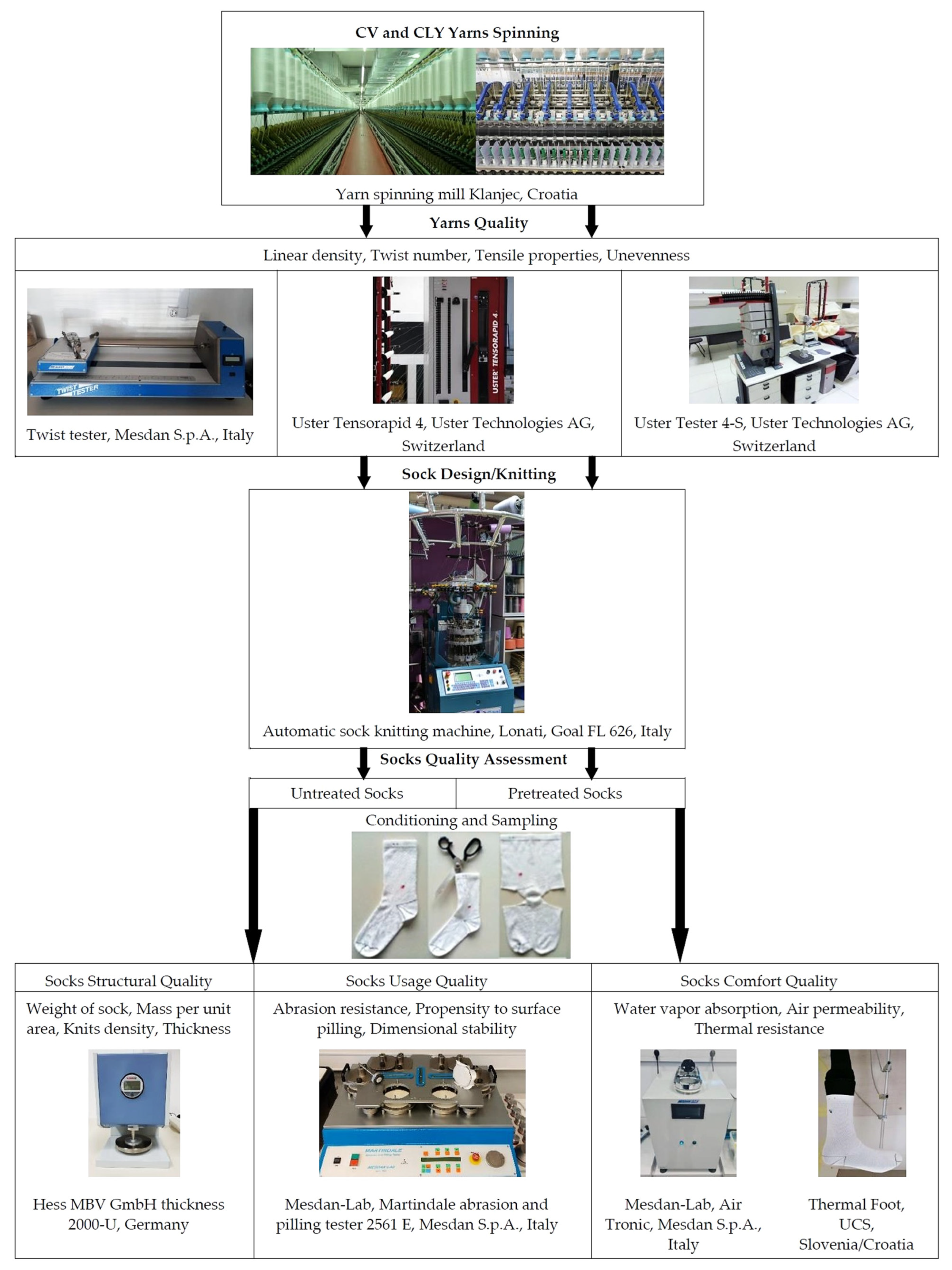
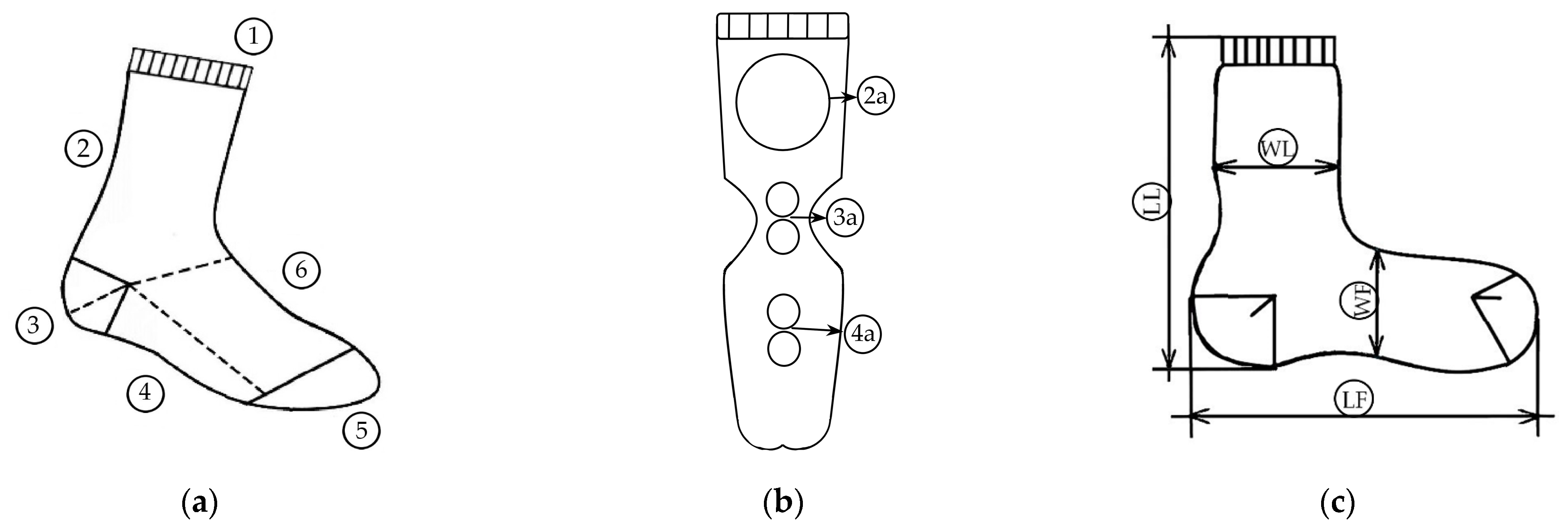
2.1. Quality of the Yarns and the Sock Design
2.2. Quality Assessment of the Socks
2.2.1. Structural Quality of the Socks
2.2.2. Usage Quality of the Socks
2.2.3. Comfort Quality of the Socks
3. Results and Discussion
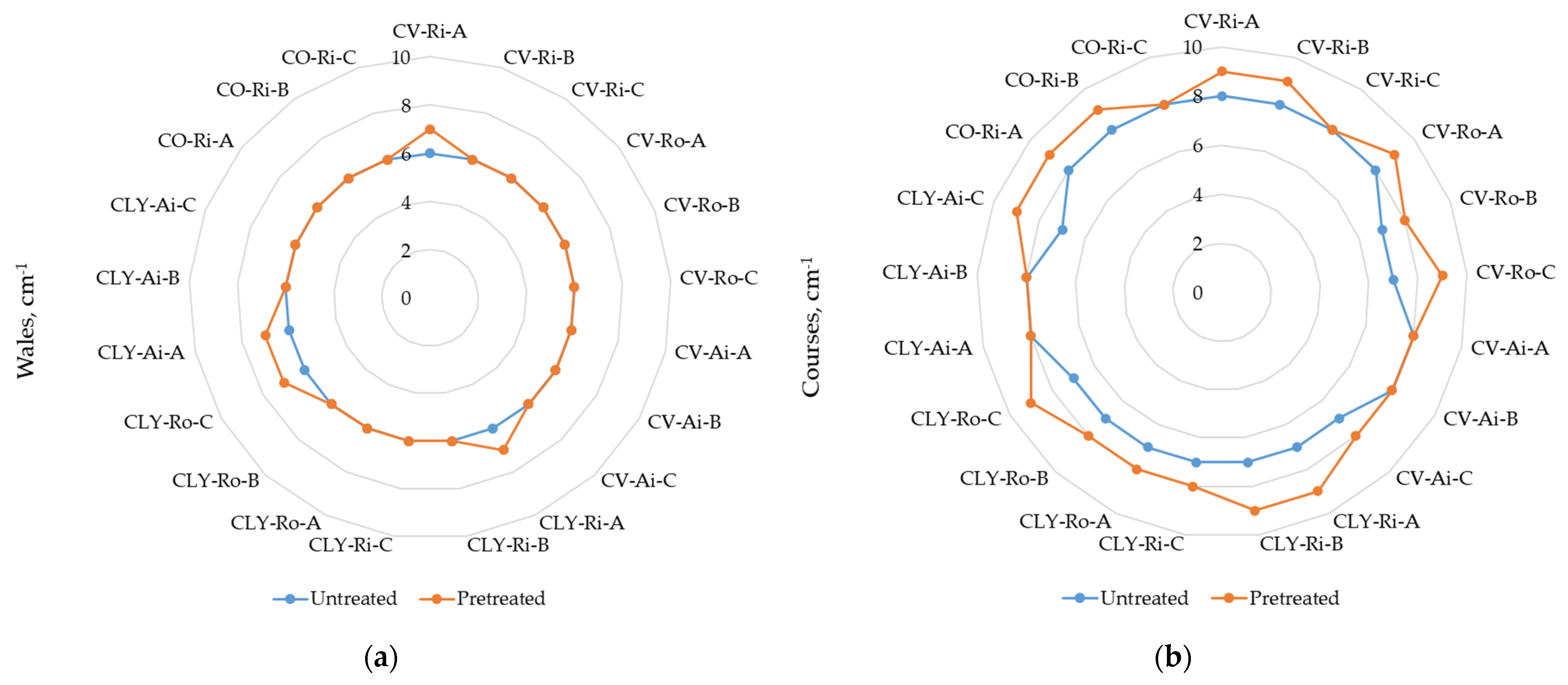
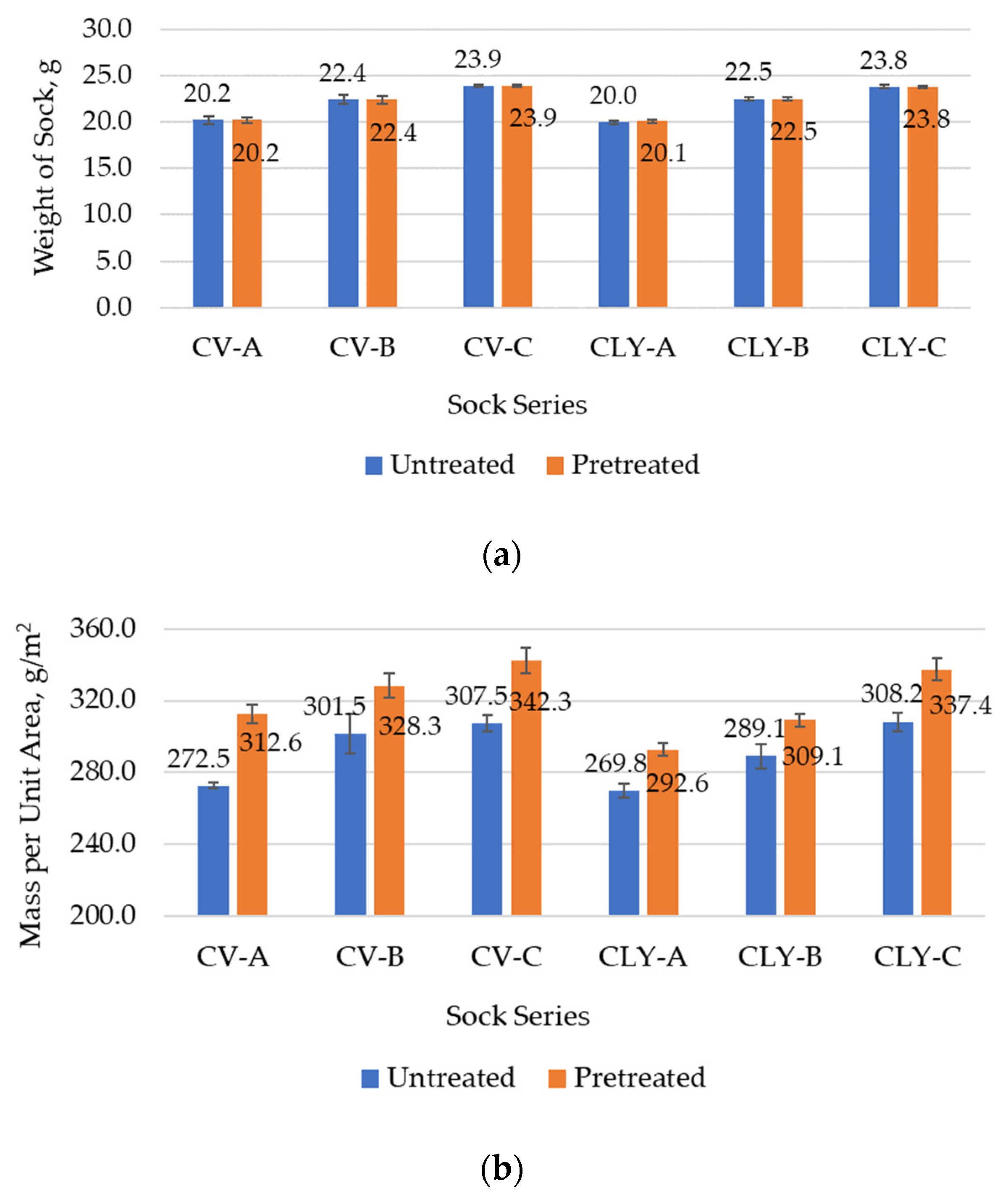
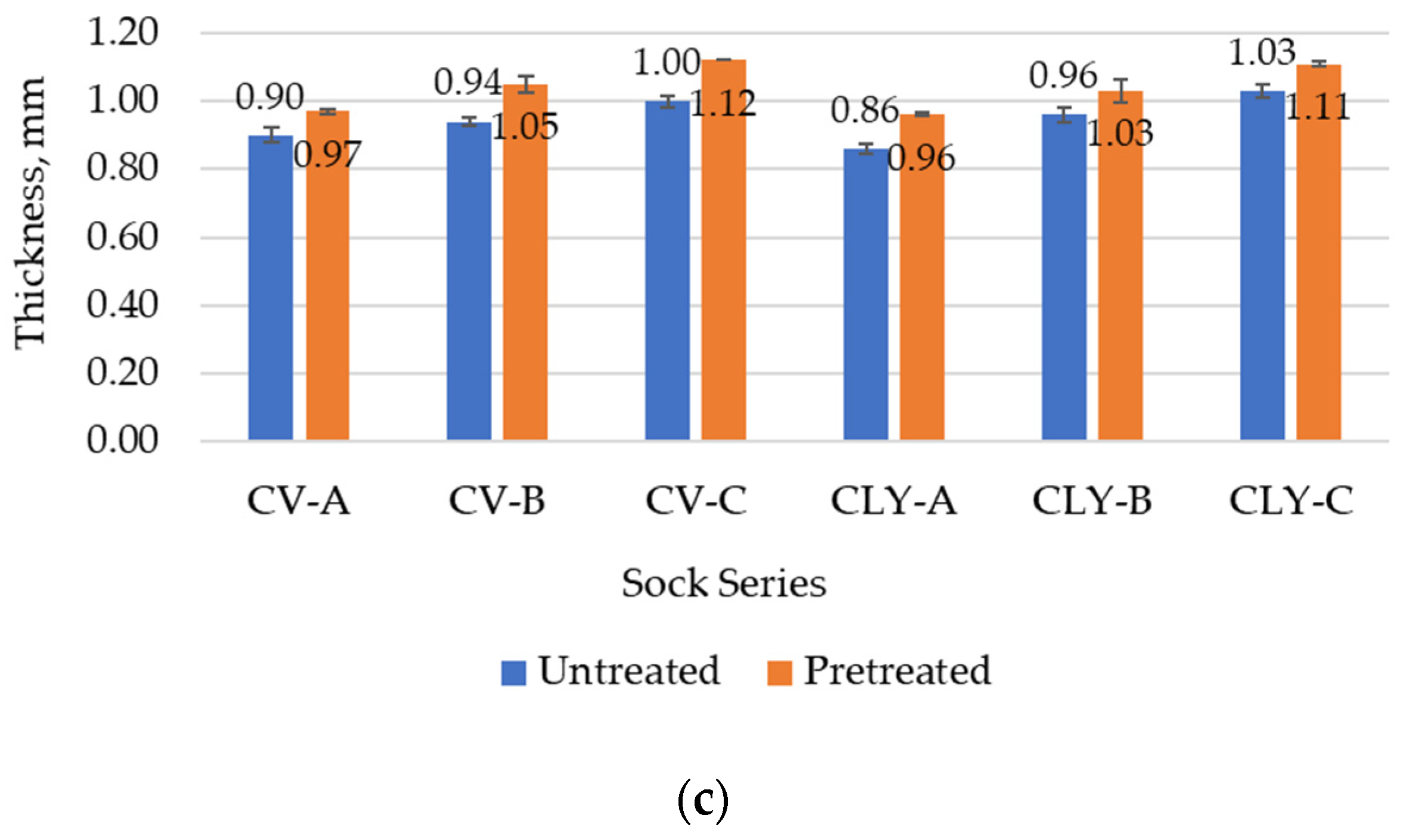
3.1. Structural Quality Assessment of the Socks
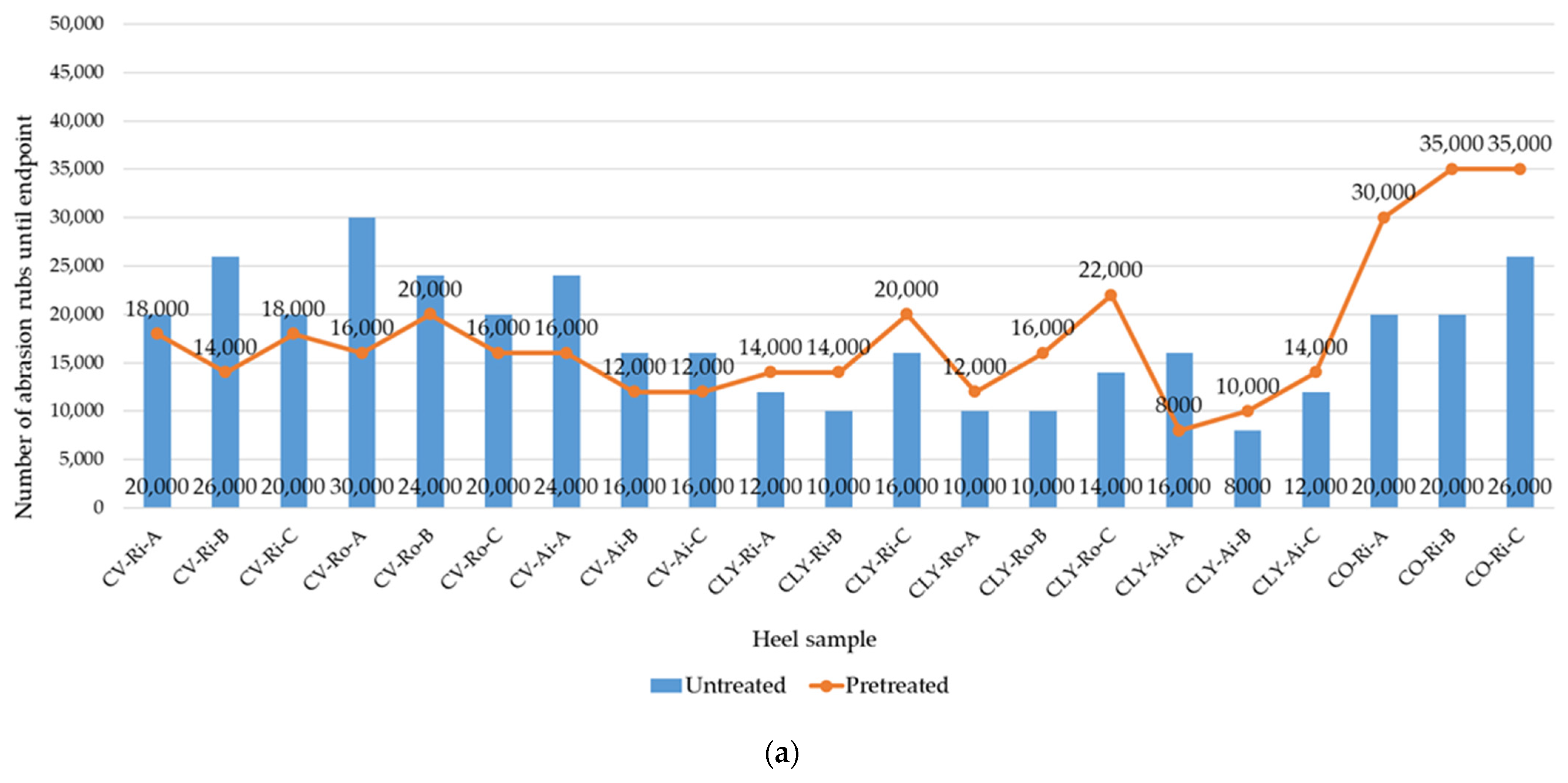
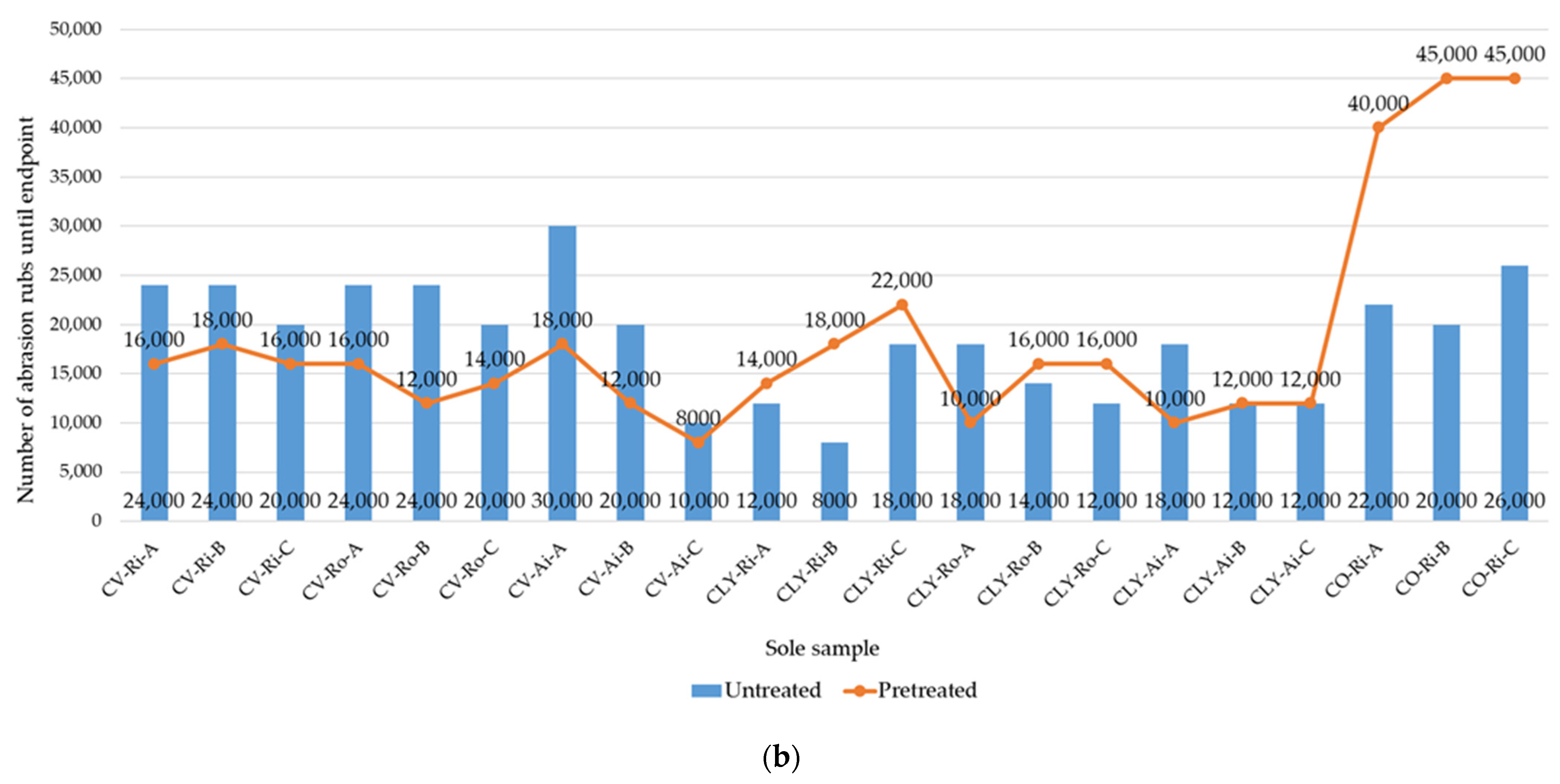
3.2. Usage Quality Assessment of the Socks
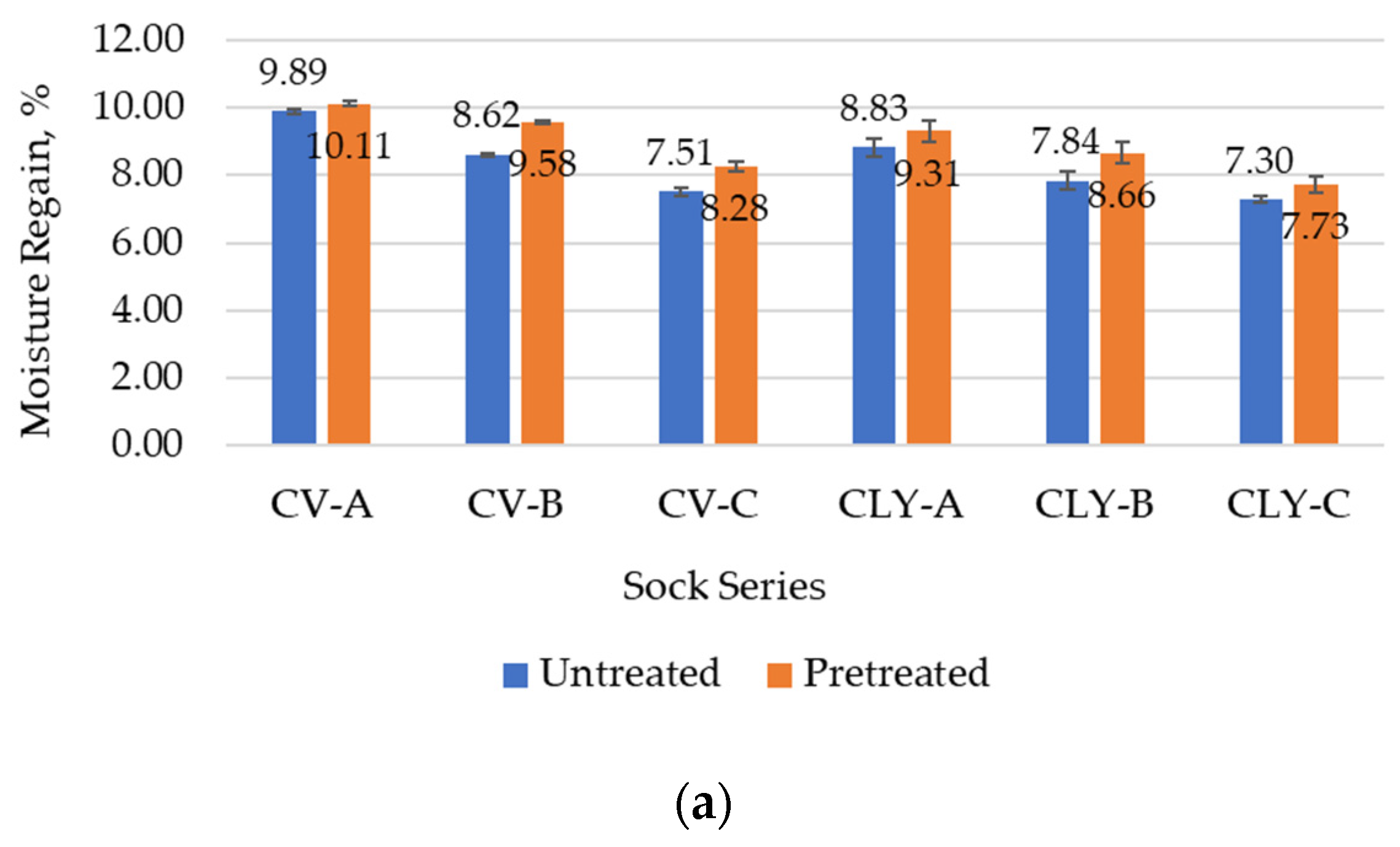
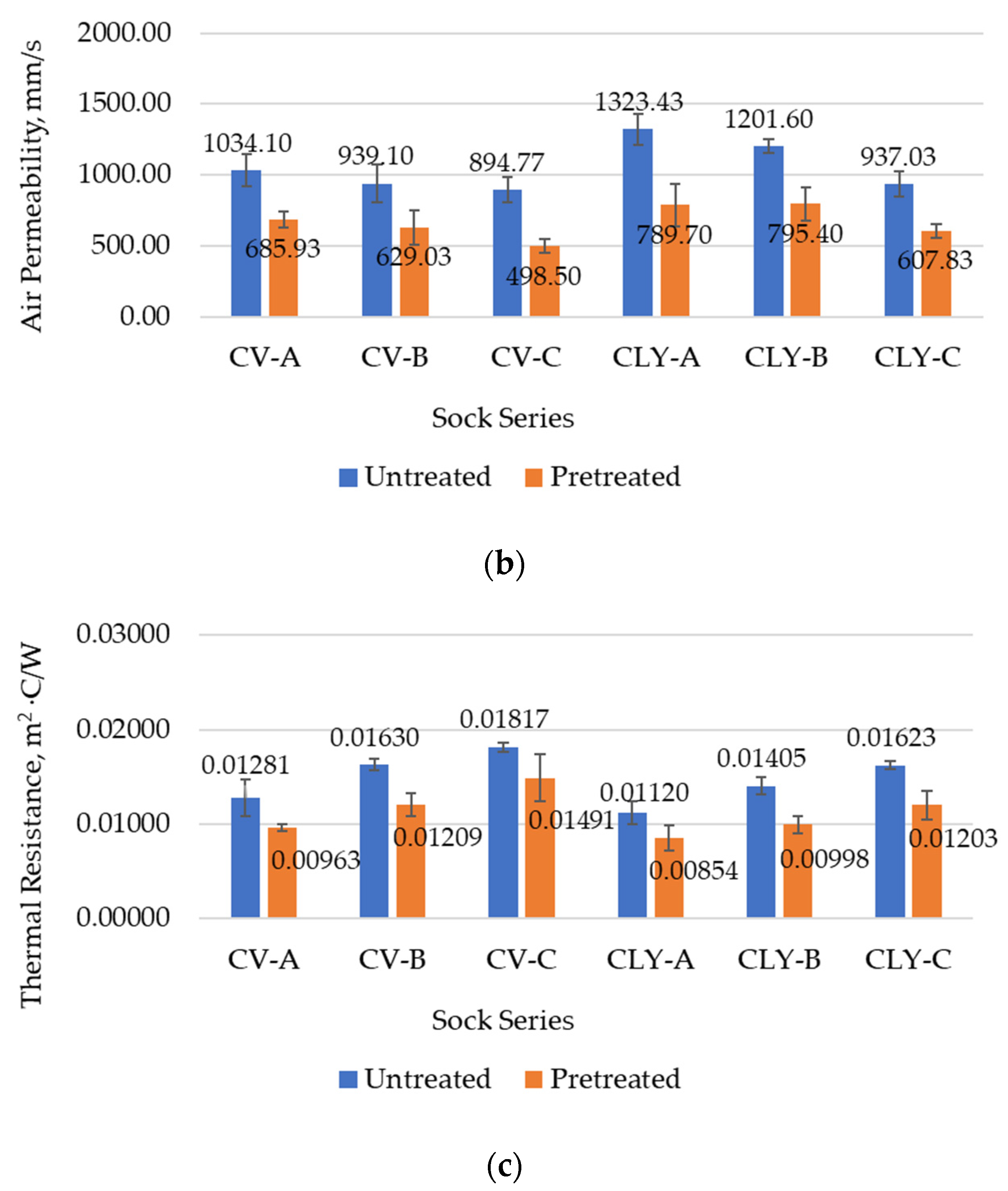
3.3. Comfort Quality Assessment of the Socks
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kreze, T.; Malej, S. Structural characteristics of new and conventional regenerated cellulosic fibers. Text. Res. J. 2003, 73, 675–684. [Google Scholar] [CrossRef]
- Albrecht, W.; Wulfhorst, B.; Külter, H. Fiber tables according to P.-A. Koch. Regenerated cellulose fibers. Chem. Fibers Int. 1991, 40, 26–44. [Google Scholar]
- Albrecht, W.; Reintjes, M.; Wulfhorst, B. Fiber tables according to P.-A. Koch. Lyocell fibers (Alternative regenerated cellulose fibers). Chem. Fibers Int. 1997, 47, 298–304. [Google Scholar]
- Khan, A.; Ahmad, S.; Amjad, A.; Khan, I.A.; Ibraheem, W. Development of a statistical model for predicting the dimensional stability of socks during wet processing. J. Text. Sci. Eng. 2017, 7, 1–3. [Google Scholar]
- CEN ISO/TR 11827:2016; Textiles-Composition Testing-Identification of Fibres. CEN: Brussels, Belgium, 2016.
- Tsujisaka, T.; Azuma, Y.; Matsumoto, Y.; Morooka, H. Comfort pressure of the top part of men’s socks. Text. Res. J. 2004, 74, 598–602. [Google Scholar] [CrossRef]
- Stygienė, L.; Varnaitė-Žuravliova, S.; Abraitienė, A.; Sankauskaite, A.; Skurkyte-Papieviene, V.; Krauledas, S.; Mažeika, S. Development, investigation and evaluation of smart multifunctional socks. J. Ind. Text. 2020, 51, 2330–2353. [Google Scholar] [CrossRef]
- Tomljenović, A.; Živičnjak, J.; Mihaljević, I. Usage Durability and Comfort Properties of Socks Made of Differently Spun Modal and Micro Modal Yarns. Materials 2023, 16, 1684. [Google Scholar] [CrossRef]
- El-Dessouki, H.A. A study on abrasion characteristics and pilling performance of socks. Int. Des. J. 2014, 4, 229–234. [Google Scholar]
- Baussan, E.; Bueno, M.; Rossi, R.; Derler, S. Analysis of current running sock structures with regard to blister prevention. Text. Res. J. 2013, 83, 836–848. [Google Scholar] [CrossRef]
- Morris, M.A.; Prato, H.H.; White, N.L. Relationship of Fiber Content and Fabric Properties to Comfort of Socks. Cloth. Text. Res. J. 1984, 3, 14–19. [Google Scholar] [CrossRef]
- Soltanzade, Z.; Najar, S.S.; Haghpanahi, M.; Mohajeri-Tehrani, M.R. Effect of socks structure on planar dynamic pressure distribution. Proc. Inst. Mech. Eng. H J. Eng. Med. 2016, 230, 1043–1050. [Google Scholar] [CrossRef]
- Bertaux, E.; Derler, S.; Rossi, R.M.; Zeng, X.; Koehl, L.; Ventenat, V. Textile, physiological, and sensorial parameters in sock comfort. Text. Res. J. 2010, 80, 1803–1810. [Google Scholar] [CrossRef]
- West, A.M.; Havenith, G.; Hodder, S. Are running socks beneficial for comfort? The role of the sock and sock fiber type on shoe microclimate and subjective evaluations. Text. Res. J. 2021, 91, 1698–1712. [Google Scholar] [CrossRef]
- Čiukas, R.; Abramavičiūtė, J.; Kerpauskas, P. Investigation of the thermal properties of socks knitted from yarns with peculiar properties. Part I. Thermal conductivity coefficient of socks knitted from natural and synthetic textured yarns. Fibres Text. East. Eur. 2010, 18, 89–93. [Google Scholar]
- Čiukas, R.; Abramavičiūtė, J.; Kerpauskas, P. Investigation of the thermal properties of socks knitted from yarns with peculiar properties. Part II: Thermal resistance of socks knitted from natural and stretch yarns. Fibres Text. East. Eur. 2011, 19, 64–68. [Google Scholar]
- Demiroz Gun, A.; Alan, G.; Sevkan Macit, A. Thermal properties of socks made from reclaimed fibre. J. Text. I. 2015, 107, 1112–1121. [Google Scholar]
- Wang, W.; Hui, K.T.; Kan, C.W.; Buntorn, K.; Manarungwit, K.; Pholam, K.; Mongkholrattanasit, R. Examing Moisture Management Property of Socks. Key Eng. Mater. 2019, 805, 82–87. [Google Scholar] [CrossRef]
- Wang, W.; Hui, K.T.; Kan, C.W.; Maha-In, K.; Pukjaroon, S.; Wanitchottayanont, S.; Mongkholrattanasit, R. An Analysis of Air Permeability of Cotton-Fibre-Based Socks. Key Eng. Mater. 2019, 805, 76–81. [Google Scholar] [CrossRef]
- Demiroz Gun, A.; Nur Akturk, H.; Sevkan Macit, A.; Alan, G. Dimensional and physical properties of socks made from reclaimed fibre. J. Text. I. 2014, 105, 1108–1117. [Google Scholar]
- Özdıl, N.; Marmarali, A.; Oğlakcioğlu, N. The abrasion resistance of socks. Int. J. Cloth. Sci. Tech. 2009, 21, 56–63. [Google Scholar] [CrossRef]
- Hashimoto, Y.; Kim, K.O.; Hashimoto, K.; Takatera, M. Effect of washing and drying conditions on dimensional change in various articles of knitted clothing. J. Fiber Bioeng. Inform. 2018, 11, 227–240. [Google Scholar] [CrossRef]
- Basra, S.A.; Asfand, N.; Azam, Z.; Iftikhar, K.; Irshad, M.A. Analysis of the factors affecting the dimensional stability of socks using full-factorial experimental design method. J. Eng. Fiber. Fabr. 2020, 15, 1–10. [Google Scholar] [CrossRef]
- Abdessalem, S.B.; Abidi, F.; Mokhtar, S.; Elmarzougui, S. Dimensional Stability of Men’s Socks. Res. J. Text. Appar. 2008, 12, 61–69. [Google Scholar] [CrossRef]
- Cimilli, S.; Nergis, B.U.; Candan, C.; Özdemir, M. A comparative study of some comfort-related properties of socks of different fiber types. Text. Res. J. 2010, 80, 948–957. [Google Scholar] [CrossRef]
- Avcıa, H.; Özdemir, M.; İridağa, B.Y.; Durua, C.S.; Candana, C. Comfort properties of socks from seacell fibers. J. Text. Inst. 2017, 109, 419–425. [Google Scholar] [CrossRef]
- Mehedi Hashan, M.; Faridul Hasan, K.M.; Fazle Rabbi Khandaker, M.; Karmaker, K.C.; Deng, Z.; Zilani, M.J. Functional properties improvement of socks items using different types of yarn. Int. J. Text. Sci. 2017, 6, 34–42. [Google Scholar]
- Mansoor, T.; Hes, L.; Bajzik, V.; Noman, M.T. Novel method on thermal resistance prediction and thermo-physiological comfort of socks in a wet state. Text. Res. J. 2020, 90, 1987–2006. [Google Scholar] [CrossRef]
- Arafa Badr, A. Anti-microbial and durability characteristics of socks made of cotton and regenerated cellulosic fibers. Alex. Eng. J. 2018, 57, 3367–3373. [Google Scholar] [CrossRef]
- Iqbal, S.; Eldeeb, M.; Ahmad, Z.; Mazari, A. Comparative study on viscose yarn and knitted fabric made from open end and rieter airjet spinning system. Tekst. Konfeksiyon 2017, 27, 234–240. [Google Scholar]
- Erdumlu, N.; Ozipek, B.; Oztuna, A.S.; Cetinkaya, S. Investigation of Vortex Spun Yarn Properties in Comparison with Conventional Ring and Open-end Rotor Spun Yarns. Text. Res. J. 2009, 79, 585–595. [Google Scholar] [CrossRef]
- Skenderi, Z.; Kopitar, D.; Ercegović Ražić, S.; Iveković, G. Study on physical-mechanical parameters of ring-, rotor- and air-jet-spun modal and micro modal yarns. Tekstilec 2019, 62, 42–53. [Google Scholar] [CrossRef]
- EN ISO 2060:1995; Textiles—Yarn from Packages—Determination of Linear Density (Mass per Unit Length) by the Skein Method. ISO: Geneva, Switzerland, 1995.
- ISO 17202:2002; Textiles—Determination of Twist in Spun Yarns—Untwist/Retwist Method. ISO: Geneva, Switzerland, 2002.
- EN ISO 2062:2009; Textiles—Yarns from packages—Determination of Single-End Breaking Force and Elongation at Break Using Constant Rate of Extension (CRE) Tester. ISO: Geneva, Switzerland, 2009.
- ASTM D1425/D1425M-14; Standard Test Method for Evenness of Textile Strands Using Capacitance Testing Equipment. ASTM: West Conshohocken, PA, USA, 2020.
- EN ISO 6330:2012; Textiles—Domestic Washing and Drying Procedures for Textile Testing. ISO: Geneva, Switzerland, 2012.
- EN 12127:2003; Textiles—Fabrics—Determination of Mass per Unit Area Using Small Samples. ISO: Geneva, Switzerland, 2003.
- EN ISO 5084:2003; Textiles—Determination of Thickness of Textiles and Textile Products. ISO: Geneva, Switzerland, 2003.
- EN 14971:2008; Textiles—Knitted fabrics—Determination of Number of Stitches per Unit Length and unit Area. ISO: Geneva, Switzerland, 2008.
- EN 13770:2002; Textiles—Determination of the Abrasion Resistance of Knitted Footwear Garments. ISO: Geneva, Switzerland, 2002.
- EN ISO 12945-2:2020; Textiles—Determination of fabric Propensity to Surface Pilling, FUZZING or matting—Part 2: Modified Martindale Method. ISO: Geneva, Switzerland, 2020.
- ISO 12945-4:2020; Textiles—Determination of Fabric Propensity to Surface Pilling, Fuzzing or Matting—Part 4: Assessment of Pilling, Fuzzing or Matting by Visual Analysis. ISO: Geneva, Switzerland, 2020.
- EN ISO 3759:2011; Textiles—Preparation, Marking and Measuring of Fabric Specimens and Garments in Tests for Determination of Dimensional Change. ISO: Geneva, Switzerland, 2011.
- EN ISO 5077:2008; Textiles—Determination of Dimensional Change in Washing and Drying. ISO: Geneva, Switzerland, 2008.
- ASTM D 2654-89a; Standard Test Methods for Moisture in Textiles. ASTM: West Conshohocken, PA, USA, 2021.
- EN ISO 9237:1995; Textiles—Determination of the Permeability of Fabrics to Air. ISO: Geneva, Switzerland, 1995.
- Mohammad, A.A.; Abdel Megeid, Z.M.; Saleh, S.S.; Abdo, K.M. Studying the performance of men’s socks. Res. J. Text. Appar. 2012, 16, 86–92. [Google Scholar] [CrossRef]
- Van Amber, R.R.; Wilson, C.A.; Laing, R.M.; Lowe, B.J.; Niven, B.E. Thermal and moisture transfer properties of sock fabrics differing in fiber type, yarn, and fabric structure. Text. Res. J. 2015, 85, 1269–1280. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Yarn * | Fineness, Tex | Twist, m−1 | Tensile Strength, cN/tex | Breaking Elongation, % | Work of Rupture, Ncm |
|---|---|---|---|---|---|
| CV-Ri | 19.9 ± 0.13 | 751 ± 12.00 | 16.80 ± 1.26 | 14.41 ± 1.01 | 14.81 ± 1.81 |
| CV-Ro | 20.1 ± 0.15 | 753 ** | 13.98 ± 0.26 | 11.23 ± 1.06 | 10.29 ± 1.62 |
| CV-Ai | 20.2 ± 0.14 | - *** | 14.52 ± 1.42 | 9.58 ± 1.48 | 9.12 ± 2.06 |
| CLY-Ri | 20.1 ± 0.28 | 810 ± 14.60 | 26.86 ± 2.02 | 9.96 ± 0.70 | 15.65 ± 2.12 |
| CLY-Ro | 19.8 ± 0.32 | 753 ** | 19.07 ± 2.11 | 8.37 ± 0.81 | 9.50 ± 1.78 |
| CLY- Ai | 20.2 ± 0.30 | - *** | 25.26 ± 1.88 | 9.25 ± 0.75 | 13.22 ± 1.97 |
| Main Yarn * | Irregularity (CVm), % | Thin Places (−50%), 10−3 m | Thick Places (+50%), 10−3 m | Neps (+200%), 10−3 m | Hairiness |
|---|---|---|---|---|---|
| CV-Ri | 11.50 ± 0.18 | 0 | 10.3 ± 4.30 | 34.7 ± 10.13 | 6.47 ± 0.25 |
| CV-Ro | 14.63 ± 0.10 | 14.1 ± 7.60 | 57.2 ± 11.20 | 102.5 ± 12.81 | 4.36 ± 0.08 |
| CV-Ai | 13.31 ± 0.37 | 7.9 ± 4.10 | 10.1 ± 6.70 | 10.4 ± 3.21 | 3.75 ± 0.21 |
| CLY-Ri | 12.21 ± 0.10 | 0 | 10.9 ± 3.98 | 44.15 ± 13.25 | 6.50 ± 0.21 |
| CLY-Ro | 14.77 ± 0.31 | 11.9 ± 6.50 | 49.1 ± 13.70 | 141.9 ± 60.02 | 4.73 ± 0.14 |
| CLY- Ai | 11.93 ± 0.20 | 0.5 ± 0.76 | 3.6 ± 1.98 | 18.4 ± 5.32 | 3.53 ± 0.05 |
| Sock Series | Yarns Used | |
|---|---|---|
| A | Main yarns | Viscose: ring, open-end rotor, or air-jet single-spun × 3 Lyocell: ring, open-end rotor, or air-jet single-spun × 3 Cotton: ring single-spun-1 × 3 |
| Plating yarns | Texturized multifilament polyamide 6.6-1 × 1 Single Lycra × 1 (in the cuff) | |
| B | Main yarns | Viscose: ring, open-end rotor, or air-jet single-spun × 3 Lyocell: ring, open-end rotor, or air-jet single-spun × 3 Cotton: ring single-spun-1 × 3 |
| Plating yarns | Texturized multifilament polyamide 6.6-2 × 1 Single Lycra × 1 (in the cuff) | |
| C | Main yarns | Viscose: ring, open-end rotor, or air-jet single-spun × 2 Lyocell: ring, open-end rotor, or air-jet single-spun × 2 Cotton: ring single-spun-1 × 2 |
| +Cotton: ring single-spun-2 × 1 | ||
| Plating yarns | Texturized multifilament polyamide 6.6-2 × 1 Single Lycra × 1 (in the cuff) | |
| Sock * | Sock Weight, g | Sock Knit Mass per Unit Area, g/m2 | Sock Knit Thickness, mm | |||
|---|---|---|---|---|---|---|
| Untreated | Pretreated | Untreated | Pretreated | Untreated | Pretreated | |
| CV-Ri-A | 19.7 ± 0.01 | 19.8 ± 0.01 | 274.6 ± 1.51 | 305 ± 1.87 | 0.88 ± 0.05 | 0.96 ± 0.04 |
| CV-Ri-B | 21.7 ± 0.10 | 21.8 ± 0.09 | 312.0 ± 1.95 | 335 ± 2.25 | 0.93 ± 0.02 | 1.04 ± 0.02 |
| CV-Ri-C | 23.7 ± 0.02 | 23.7 ± 0.03 | 301.6 ± 1.82 | 350 ± 2.45 | 0.99 ± 0.03 | 1.12 ± 0.02 |
| CV-Ro-A | 20.7 ± 0.08 | 20.7 ± 0.07 | 272.2 ± 1.48 | 318 ± 2.02 | 0.90 ± 0.04 | 0.97 ± 0.04 |
| CV-Ro-B | 22.9± 0.03 | 22.9 ± 0.05 | 306.2 ± 1.88 | 331 ± 2.19 | 0.94 ± 0.01 | 1.03 ± 0.02 |
| CV-Ro-C | 24.1 ± 0.02 | 24.1 ± 0.03 | 311.9 ± 1.95 | 343 ± 2.36 | 0.98 ± 0.02 | 1.12 ± 0.01 |
| CV-Ai-A | 20.3 ± 0.10 | 20.2 ± 0.09 | 270.8 ± 1.47 | 315 ± 1.98 | 0.93 ± 0.04 | 0.98 ± 0.02 |
| CV-Ai-B | 22.5 ± 0.03 | 22.6 ± 0.03 | 286.4 ± 1.64 | 319 ± 2.04 | 0.96 ± 0.03 | 1.09 ± 0.03 |
| CV-Ai-C | 24.0 ± 0.08 | 23.9 ± 0.07 | 309.1 ± 1.91 | 333 ± 2.22 | 1.02 ± 0.02 | 1.12 ± 0.02 |
| CLY-Ri-A | 19.8 ± 0.02 | 19.9 ± 0.02 | 274.5 ± 1.51 | 296 ± 1.75 | 0.86 ± 0.05 | 0.98 ± 0.04 |
| CLY-Ri-B | 22.2 ± 0.03 | 22.3 ± 0.03 | 298.6 ± 1.78 | 314 ± 1.97 | 0.93 ± 0.02 | 1.05 ± 0.02 |
| CLY-Ri-C | 23.5 ± 0.09 | 23.6 ± 0.08 | 314.2 ± 1.97 | 334 ± 2.23 | 1.02 ± 0.03 | 1.10 ± 0.02 |
| CLY-Ro-A | 20.1 ± 0.02 | 20.1 ± 0.04 | 264.4 ± 1.40 | 288 ± 1.66 | 0.87 ± 0.03 | 0.97 ± 0.03 |
| CLY-Ro-B | 22.5 ± 0.03 | 22.6 ± 0.03 | 283.2 ± 1.60 | 307 ± 1.89 | 0.96 ± 0.03 | 1.03 ± 0.03 |
| CLY-Ro-C | 24.0 ± 0.10 | 23.9 ± 0.08 | 308.7 ± 1.91 | 332 ± 2.21 | 1.00 ± 0.03 | 1.10 ± 0.01 |
| CLY-Ai-A | 20.3 ± 0.08 | 20.4 ± 0.04 | 270.6 ± 1.46 | 294 ± 1.73 | 0.87 ± 0.02 | 0.96 ± 0.02 |
| CLY-Ai-B | 22.8 ± 0.03 | 22.7 ± 0.04 | 285.5 ± 1.63 | 306 ± 1.88 | 0.99 ± 0.03 | 1.07 ± 0.02 |
| CLY-Ai-C | 23.8 ± 0.09 | 23.8 ± 0.10 | 301.6 ± 1.82 | 346 ± 2.39 | 1.05 ± 0.02 | 1.12 ± 0.03 |
| CO-Ri-A | 20.0 ± 0.04 | 20.0 ± 0.04 | 271.8 ± 1.48 | 289 ± 1.67 | 0.84 ± 0.04 | 0.96 ± 0.02 |
| CO-Ri-B | 22.7 ± 0.05 | 22.6 ± 0.06 | 289.2 ± 1.67 | 314 ± 1.98 | 0.94 ± 0.04 | 0.99 ± 0.02 |
| CO-Ri-C | 23.8 ± 0.09 | 23.8 ± 0.08 | 308.1 ± 1.90 | 326 ± 2.13 | 1.03 ± 0.03 | 1.11 ± 0.02 |
| Sock * | CV-Ri-A | ||
| Untreated |  |  |  |
| Number of Rubs | 0 | 10,000 | 24,000 |
| Pretreated |  |  |  |
| Number of Rubs | 0 | 10,000 | 16,000 |
| Sock * | CLY-Ri-A | ||
| Untreated |  |  |  |
| Number of Rubs | 0 | 10,000 | 12,000 |
| Pretreated |  |  |  |
| Number of Rubs | 0 | 10,000 | 14,000 |
| Sock * | Untreated | Pretreated | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| No. of Rubs | ||||||||||||
| 125 | 500 | 1000 | 2000 | 5000 | 7000 | 125 | 500 | 1000 | 2000 | 5000 | 7000 | |
| Pilling Grades | ||||||||||||
| CV-Ri-A | 4/5 | 4 | 4 | 3/4 | 3 | 3 | 4 | 3 | 3 | 3 | 2 | 1 |
| CV-Ri-B | 5 | 5 | 4/5 | 4/5 | 4 | 3/4 | 5 | 4 | 3/4 | 3 | 2 | 1/2 |
| CV-Ri-C | 5 | 4/5 | 4 | 3/4 | 3 | 2/3 | 4/5 | 4 | 3 | 2/3 | 1 | / |
| CV-Ro-A | 4/5 | 4/5 | 4 | 3/4 | 3/4 | 3/4 | 4 | 4 | 3 | 2 | 2 | 1 |
| CV-Ro-B | 5 | 4/5 | 4/5 | 4 | 3/4 | 3 | 5 | 4/5 | 4 | 3/4 | 2/3 | 2 |
| CV-Ro-C | 5 | 4/5 | 4 | 3 | 2/3 | 2 | 4/5 | 4 | 3 | 2 | 1 | / |
| CV-Ai-A | 4/5 | 4/5 | 4/5 | 4 | 4 | 4 | 5 | 5 | 4 | 3 | 3 | 2/3 |
| CV-Ai-B | 5 | 5 | 4/5 | 4/5 | 4/5 | 3/4 | 5 | 4/5 | 4/5 | 4 | 3 | 2 |
| CV-Ai-C | 5 | 4/5 | 4 | 3/4 | 3 | 2/3 | 4/5 | 4 | 3 | 2/3 | 1 | / |
| CLY-Ri-A | 4/5 | 4 | 4 | 4 | 4 | 3/4 | 5 | 4 | 4 | 3 | 2 | 1 |
| CLY-Ri-B | 5 | 5 | 4 | 3/4 | 3/4 | 2/3 | 4 | 3/4 | 3 | 3 | 2/3 | 1 |
| CLY-Ri-C | 5 | 4/5 | 4 | 3/4 | 3 | 2/3 | 4/5 | 4 | 3 | 2/3 | 1 | / |
| CLY-Ro-A | 5 | 5 | 5 | 5 | 5 | 4/5 | 5 | 4 | 3/4 | 3 | 2 | 1 |
| CLY-Ro-B | 5 | 4/5 | 4/5 | 4 | 4 | 3/4 | 4 | 3/4 | 3 | 2/3 | 1/2 | 1 |
| CLY-Ro-C | 5 | 4/5 | 4 | 3/4 | 3 | 2/3 | 4/5 | 4 | 3 | 2/3 | 1 | / |
| CLY-Ai-A | 5 | 4/5 | 4/5 | 4 | 4 | 4 | 5 | 4 | 3/4 | 3 | 2 | 1 |
| CLY-Ai-B | 5 | 5 | 5 | 4/5 | 4 | 3/4 | 4/5 | 4 | 3/4 | 3 | 2/3 | 2 |
| CLY-Ai-C | 5 | 4/5 | 4 | 3/4 | 3 | 2/3 | 4/5 | 4 | 3 | 2 | 1 | / |
| CO-Ri-A | 4/5 | 4 | 3/4 | 3 | 3 | 2/3 | 5 | 4 | 3 | 2/3 | 1/2 | 1 |
| CO-Ri-B | 4/5 | 4 | 4 | 3/4 | 3 | 2/3 | 4/5 | 4 | 3 | 2/3 | 2 | 1/2 |
| CO-Ri-C | 4/5 | 4 | 3/4 | 3 | 3 | 2 | 4/5 | 4 | 3 | 3 | 2 | 1 |
| Sock * | Dimensional Stability, % | |||
|---|---|---|---|---|
| Length of the Leg | Length of the Foot | Width of the Leg | Width of the Foot | |
| CV-Ri-A | 0.0 | −8.0 | −5.9 | −5.6 |
| CV-Ri-B | −2.3 | −8.0 | 0.0 | 0.0 |
| CV-Ri-C | −8.3 | −6.0 | 0.0 | 0.0 |
| CV-Ro-A | −2.2 | −6.0 | 0.0 | −5.6 |
| CV-Ro-B | −2.2 | −7.8 | 0.0 | 0.0 |
| CV-Ro-C | 0.0 | −6.0 | 0.0 | 0.0 |
| CV-Ai-A | −2.2 | −4.1 | 0.0 | −5.6 |
| CV-Ai-B | −2.2 | −7.8 | 0.0 | 0.0 |
| CV-Ai-C | −6.3 | −7.8 | 0.0 | −5.3 |
| CLY-Ri-A | −4.3 | −5.9 | −5.9 | −11.1 |
| CLY-Ri-B | 0.0 | −5.8 | 0.0 | −5.6 |
| CLY-Ri-C | −4.2 | −5.9 | 0.0 | 0.0 |
| CLY-Ro-A | −4.3 | −5.9 | 0.0 | −5.6 |
| CLY-Ro-B | 0.0 | −5.9 | 0.0 | 0.0 |
| CLY-Ro-C | −6.4 | −12.7 | 0.0 | −5.3 |
| CLY-Ai-A | −10.6 | −3.9 | 0.0 | −5.6 |
| CLY-Ai-B | −6.4 | −11.1 | 0.0 | −5.3 |
| CLY-Ai-C | −4.3 | −4.0 | 0.0 | −5.3 |
| CO-Ri-A | −4.3 | −7.7 | −5.3 | 0.0 |
| CO-Ri-B | −4.3 | −7.7 | 0.0 | −5.3 |
| CO-Ri-C | −6.1 | −7.7 | 0.0 | 0.0 |
| Sock * | Sock Knit Moisture Regain, % | Sock Knit Air Permeability, mm/s | Sock Thermal Resistance, m2·C/W | |||
|---|---|---|---|---|---|---|
| Untreated | Pretreated | Untreated | Pretreated | Untreated | Pretreated | |
| CV-Ri-A | 9.94 ± 0.01 | 10.01 ± 0.04 | 890.20 ± 94.18 | 744.30 ± 37.44 | 0.01504 ± 0.00178 | 0.00986 ± 0.00116 |
| CV-Ri-B | 8.59 ± 0.03 | 9.66 ± 0.01 | 794.30 ± 65.85 | 524.90 ± 77.32 | 0.01706 ± 0.00284 | 0.01129 ± 0.00242 |
| CV-Ri-C | 7.53 ± 0.01 | 8.14 ± 0.03 | 785.60 ± 144.55 | 544.70 ± 119.73 | 0.01866 ± 0.00145 | 0.01639 ± 0.00142 |
| CV-Ro-A | 9.80 ± 0.06 | 10.18 ± 0.05 | 1174.30 ± 84.90 | 706.90 ± 74.79 | 0.01030 ± 0.00138 | 0.00904 ± 0.00117 |
| CV-Ro-B | 8.58 ± 0.04 | 9.56 ± 0.04 | 1118.80 ± 164.58 | 801.70 ± 135.41 | 0.01563 ± 0.00162 | 0.01384 ± 0.00155 |
| CV-Ro-C | 7.38 ± 0.01 | 8.48 ± 0.06 | 1002.70 ± 104.88 | 520.50 ± 175.3 | 0.01749 ± 0.00190 | 0.01688 ± 0.00177 |
| CV-Ai-A | 9.94 ± 0.05 | 10.14 ± 0.01 | 1037.80 ± 159.20 | 606.60 ± 172.15 | 0.01309 ± 0.00191 | 0.00997 ± 0.00287 |
| CV-Ai-B | 8.70 ± 0.01 | 9.53 ± 0.02 | 904.20 ± 113.21 | 560.50 ± 72.81 | 0.01620 ± 0.00179 | 0.01113 ± 0.00265 |
| CV-Ai-C | 7.61 ± 0.03 | 8.22 ± 0.01 | 896.00 ± 59.94 | 430.30 ± 62.35 | 0.01835 ± 0.00177 | 0.01146 ± 0.00199 |
| CLY-Ri-A | 8.63 ± 0.01 | 9.16 ± 0.01 | 1232.10 ± 136.39 | 616.10 ± 188.22 | 0.00968 ± 0.00265 | 0.00666 ± 0.00181 |
| CLY-Ri-B | 7.67 ± 0.04 | 8.66 ± 0.05 | 1133.30 ± 132.26 | 640.10 ± 153.88 | 0.01283 ± 0.00103 | 0.00880 ± 0.00233 |
| CLY-Ri-C | 7.20 ± 0.01 | 7.59 ± 0.02 | 927.30 ± 132.14 | 616.40 ± 58.06 | 0.01640 ± 0.00123 | 0.01075 ± 0.00266 |
| CLY-Ro-A | 8.66 ± 0.06 | 9.04 ± 0.06 | 1476.90 ± 127.60 | 981.00 ± 246.62 | 0.01118 ± 0.00182 | 0.00973 ± 0.00181 |
| CLY-Ro-B | 7.61 ± 0.04 | 8.28 ± 0.04 | 1234.90 ± 171.28 | 932.00 ± 140.83 | 0.01443 ± 0.00115 | 0.01094 ± 0.00128 |
| CLY-Ro-C | 7.44 ± 0.04 | 7.51 ± 0.05 | 1047.00 ± 95.17 | 664.10 ± 44.96 | 0.01568 ± 0.00181 | 0.01112 ± 0.00133 |
| CLY-Ai-A | 9.20 ± 0.01 | 9.72 ± 0.01 | 1261.30 ± 93.59 | 772.00 ± 57.36 | 0.01273 ± 0.00203 | 0.00922 ± 0.00247 |
| CLY-Ai-B | 8.24 ± 0.02 | 9.05 ± 0.03 | 1236.60 ± 170.90 | 814.10 ± 174.38 | 0.01488 ± 0.00094 | 0.01021 ± 0.00273 |
| CLY-Ai-C | 7.26 ± 0.01 | 8.08 ± 0.05 | 836.80 ± 94.31 | 543.00 ± 45.18 | 0.01660 ± 0.00175 | 0.01421 ± 0.00235 |
| CO-Ri-A | 5.91 ± 0.01 | 6.35 ± 0.02 | 839.80 ± 86.42 | 511.10 ± 40.94 | 0.01674 ± 0.00377 | 0.00831 ± 0.00069 |
| CO-Ri-B | 5.22 ± 0.03 | 6.27 ± 0.01 | 770.40 ± 78.73 | 475.10 ± 82.14 | 0.01700 ± 0.00038 | 0.00960 ± 0.00083 |
| CO-Ri-C | 4.68 ± 0.01 | 5.01 ± 0.03 | 712.70 ± 55.95 | 399.70 ± 69.39 | 0.017600± 0.00159 | 0.01600 ± 0.00136 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomljenović, A.; Živičnjak, J.; Skenderi, Z. Quality Assessment of Socks Produced from Viscose and Lyocell Fibers. Materials 2024, 17, 1559. https://doi.org/10.3390/ma17071559
Tomljenović A, Živičnjak J, Skenderi Z. Quality Assessment of Socks Produced from Viscose and Lyocell Fibers. Materials. 2024; 17(7):1559. https://doi.org/10.3390/ma17071559
Chicago/Turabian StyleTomljenović, Antoneta, Juro Živičnjak, and Zenun Skenderi. 2024. "Quality Assessment of Socks Produced from Viscose and Lyocell Fibers" Materials 17, no. 7: 1559. https://doi.org/10.3390/ma17071559
APA StyleTomljenović, A., Živičnjak, J., & Skenderi, Z. (2024). Quality Assessment of Socks Produced from Viscose and Lyocell Fibers. Materials, 17(7), 1559. https://doi.org/10.3390/ma17071559