
An Investigation of the Efficient–Precise Continuous Electrochemical Grinding Process of Ti–6Al–4V


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material of the Workpiece
2.2. Electrolyte Choosing
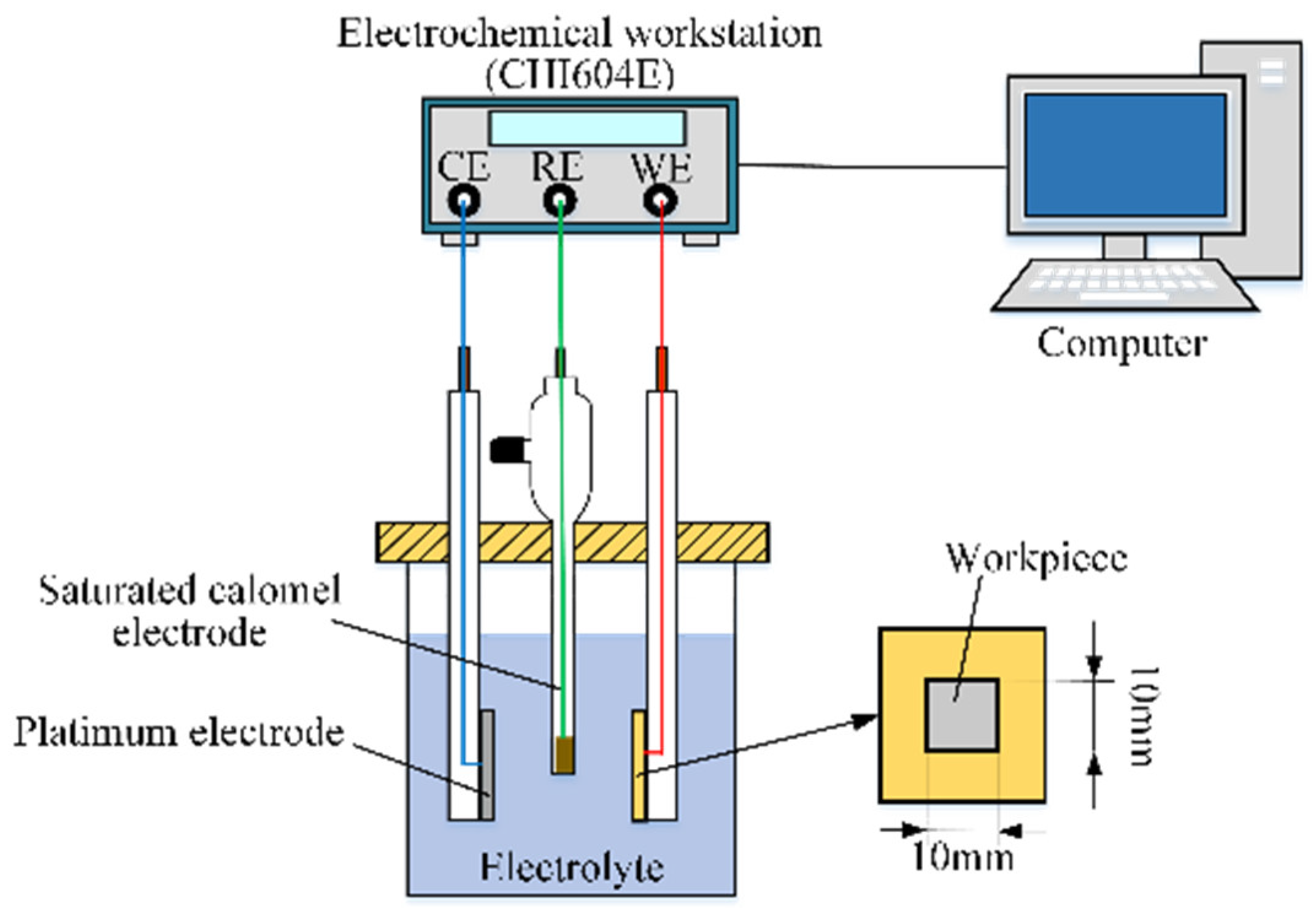
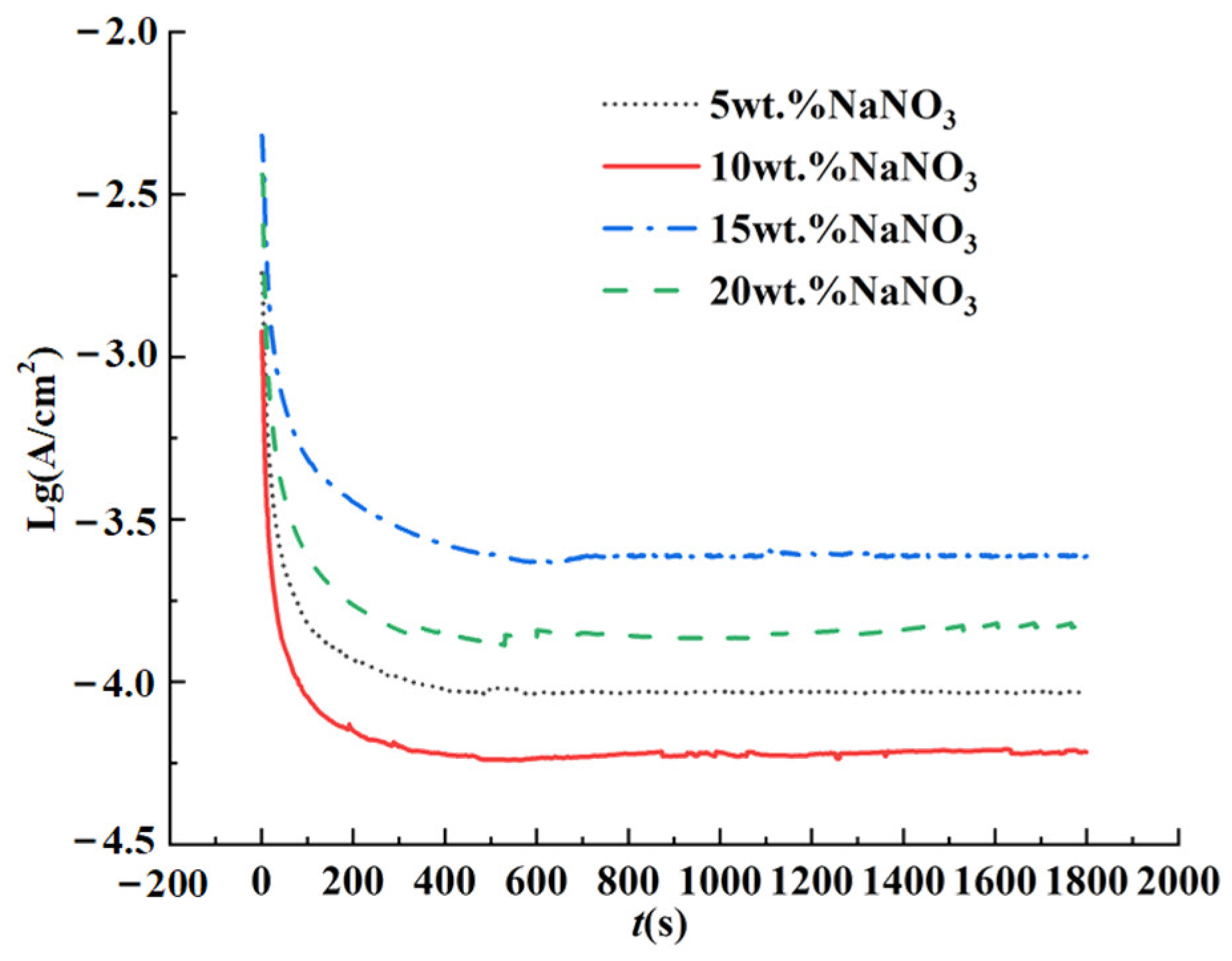
2.2.1. Constant Potential Polarization Test
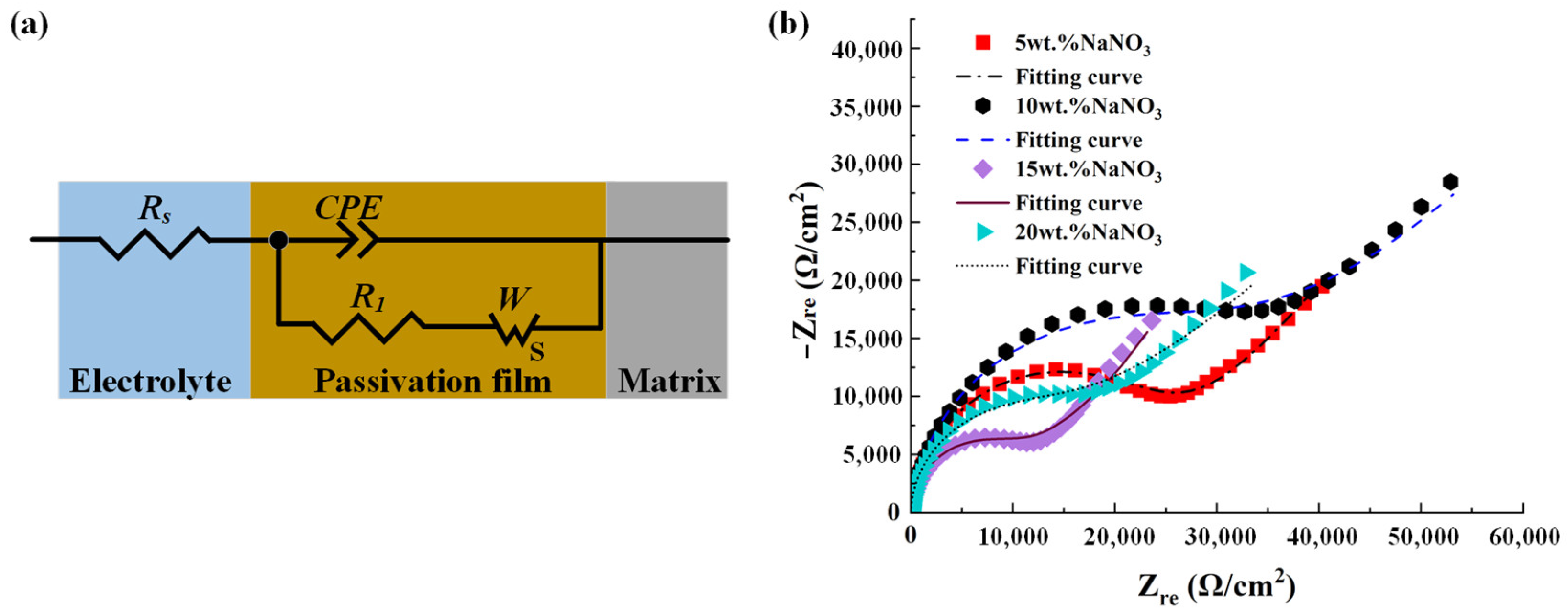
2.2.2. EIS Analyses of the Passive Film
2.3. Experimental Procedure and Conditions
3. Results and Discussion
3.1. The Efficient ECG Stage
3.2. The Precise ECG Stage
4. Conclusions
- (1).
- The results of the passivation properties test of the passive film reveal that the passive film formed on the surface of the Ti–6Al–4V specimen, which was passivated in a 10 wt.% NaNO3 aqueous solution, was the thickest and the most compact compared to the other selected concentrations, and according to the characteristics of the ECG process, the 10 wt.% NaNO3 aqueous solution was selected as the ideal electrolyte.
- (2).
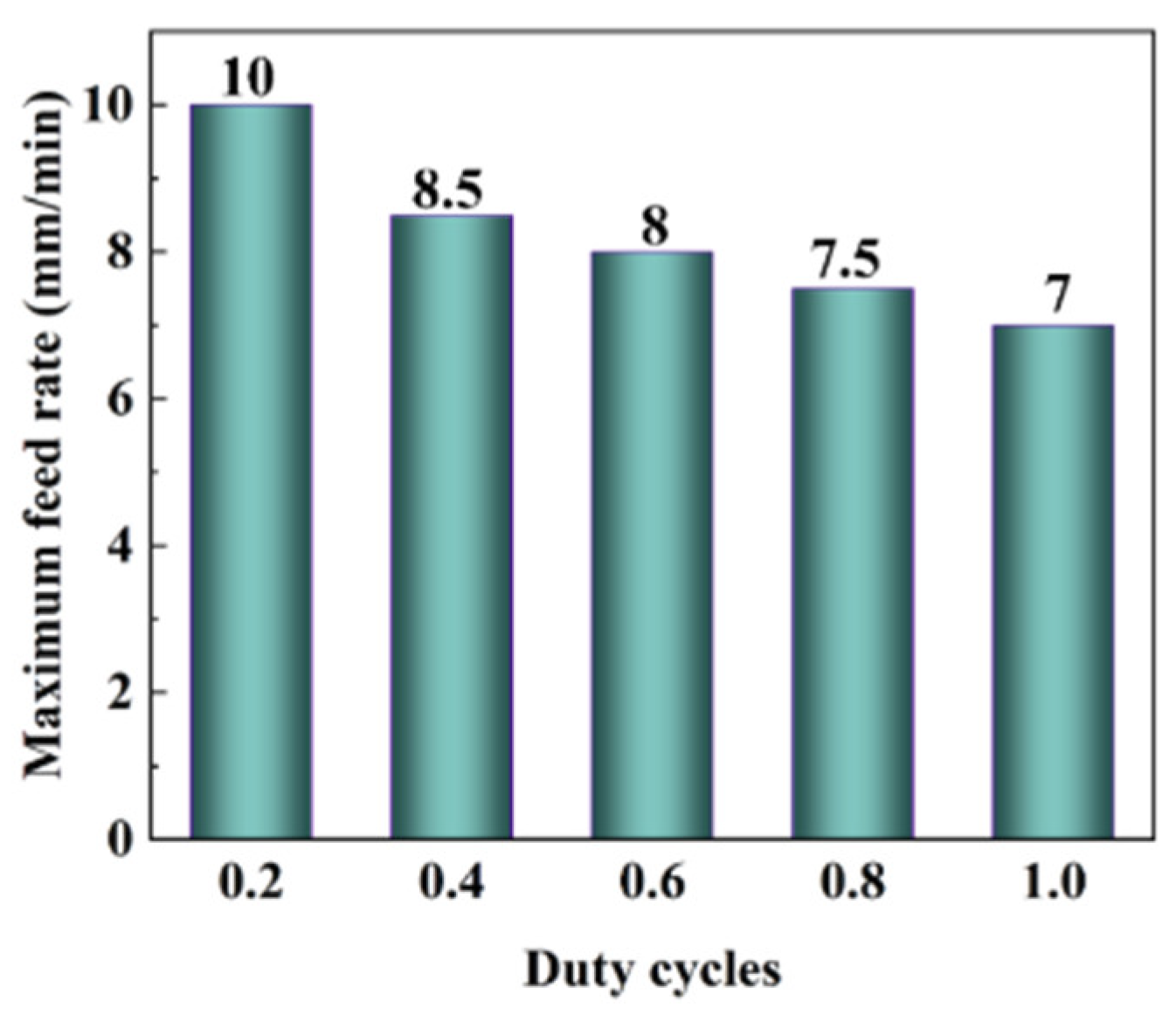
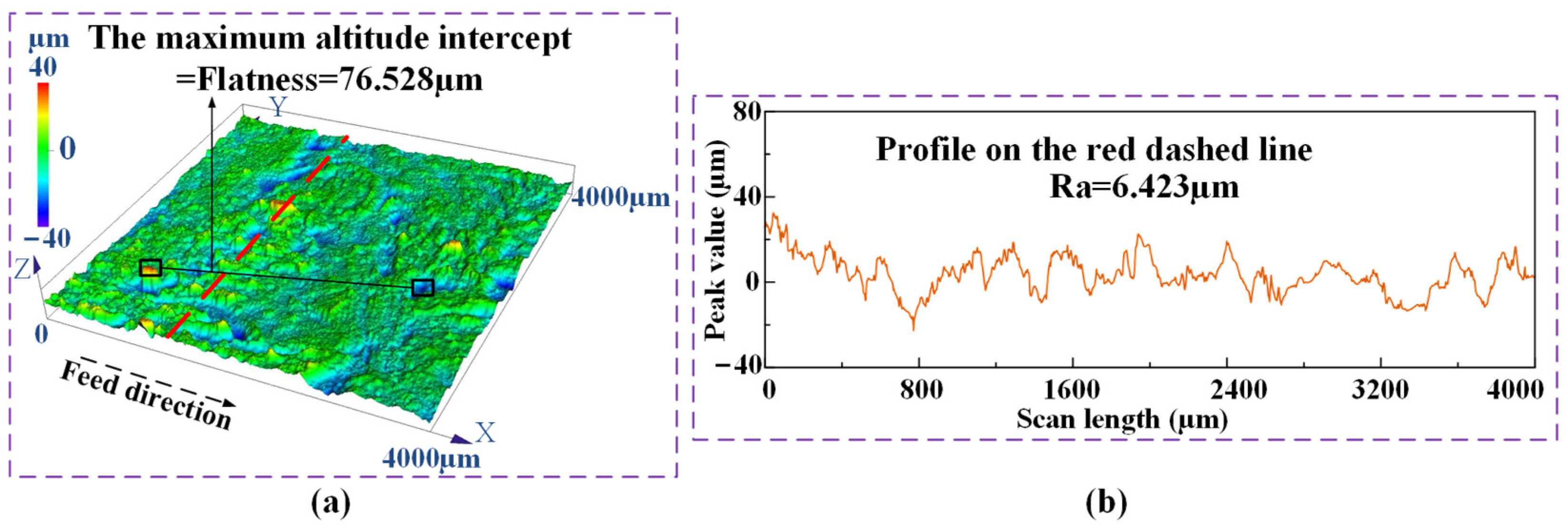
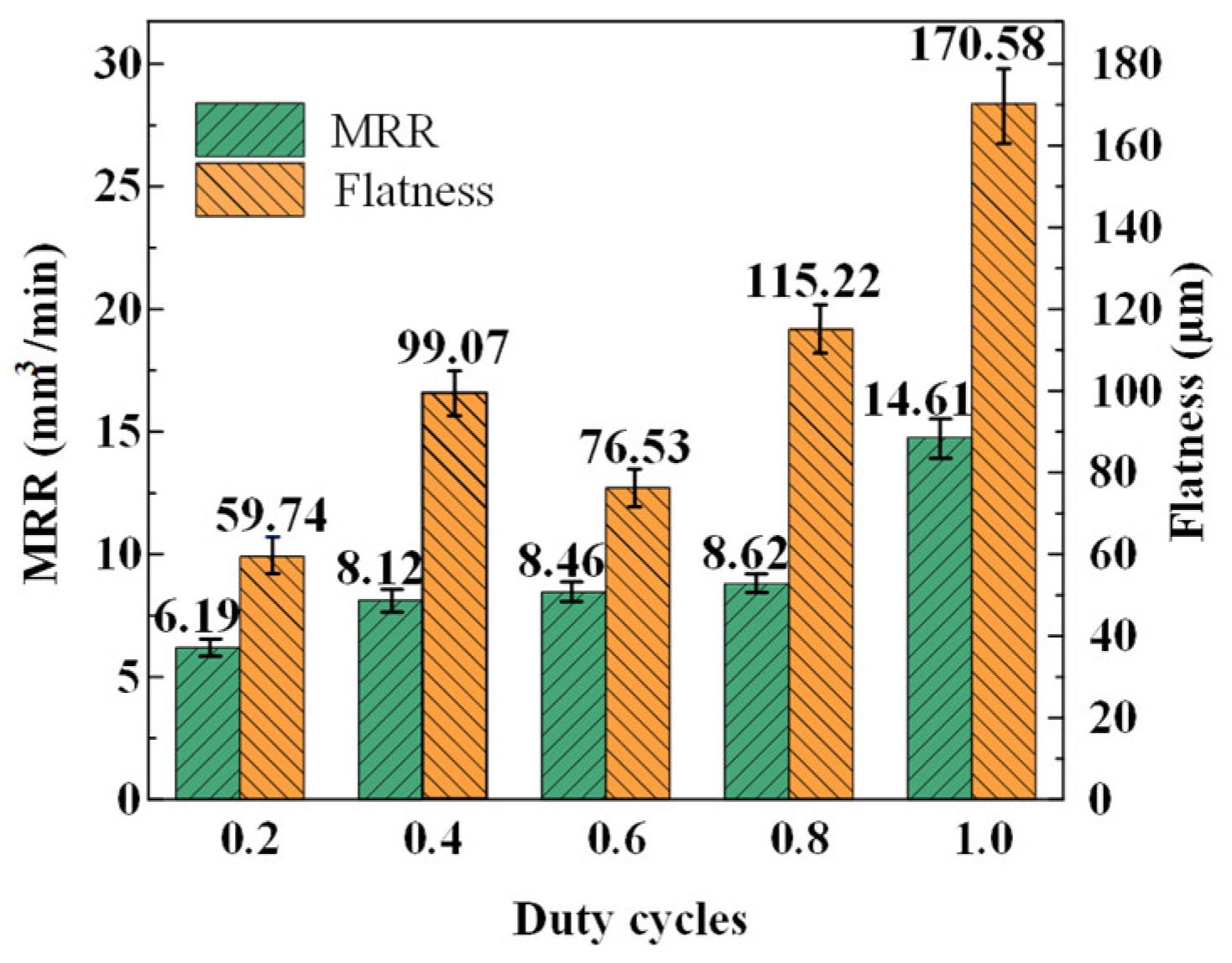
- According to the experimental studies, the precision of the ECG process applying a high voltage can be obviously improved by reducing the duty cycle. In the efficient ECG stage, in order to obtain a machined surface with a relatively small flatness to short time utilized for the subsequent finishing, 0.6 was selected as the optimal duty cycle of the efficient ECG stage, and a relatively high MRR of 8.46 mm3/min was obtained.
- (3).
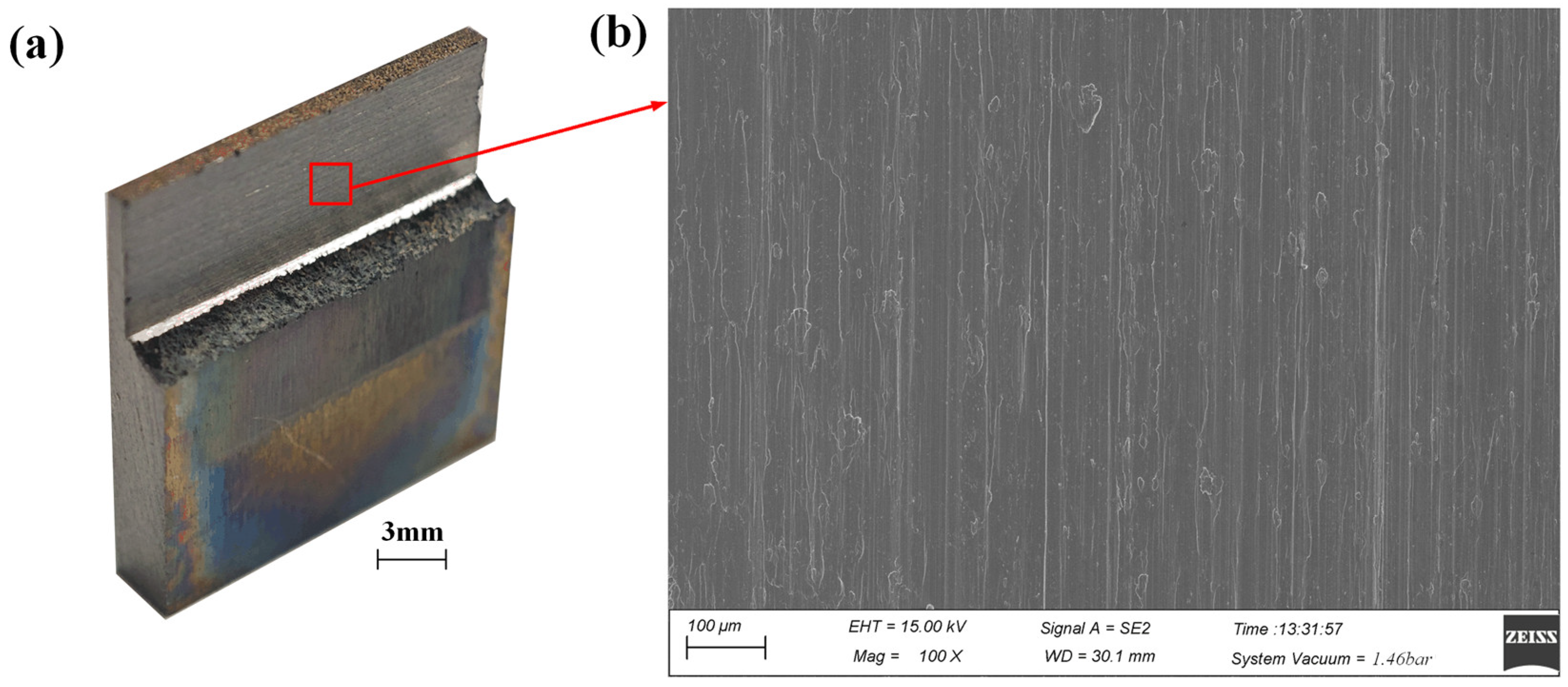
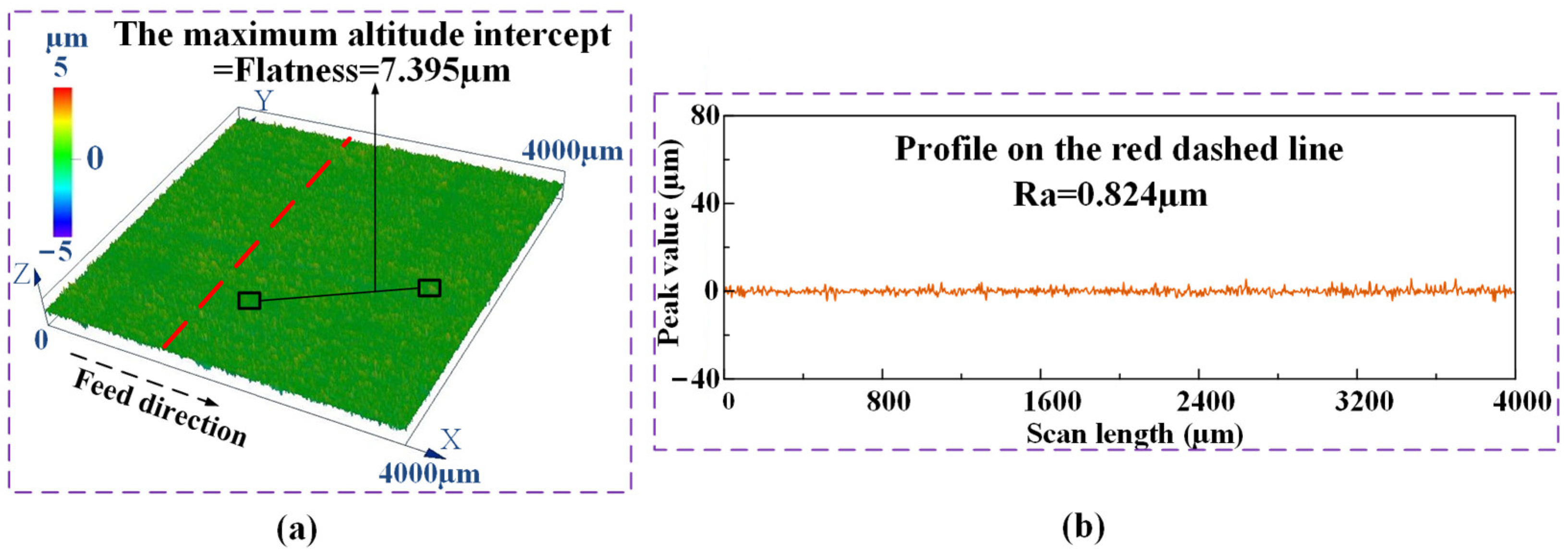
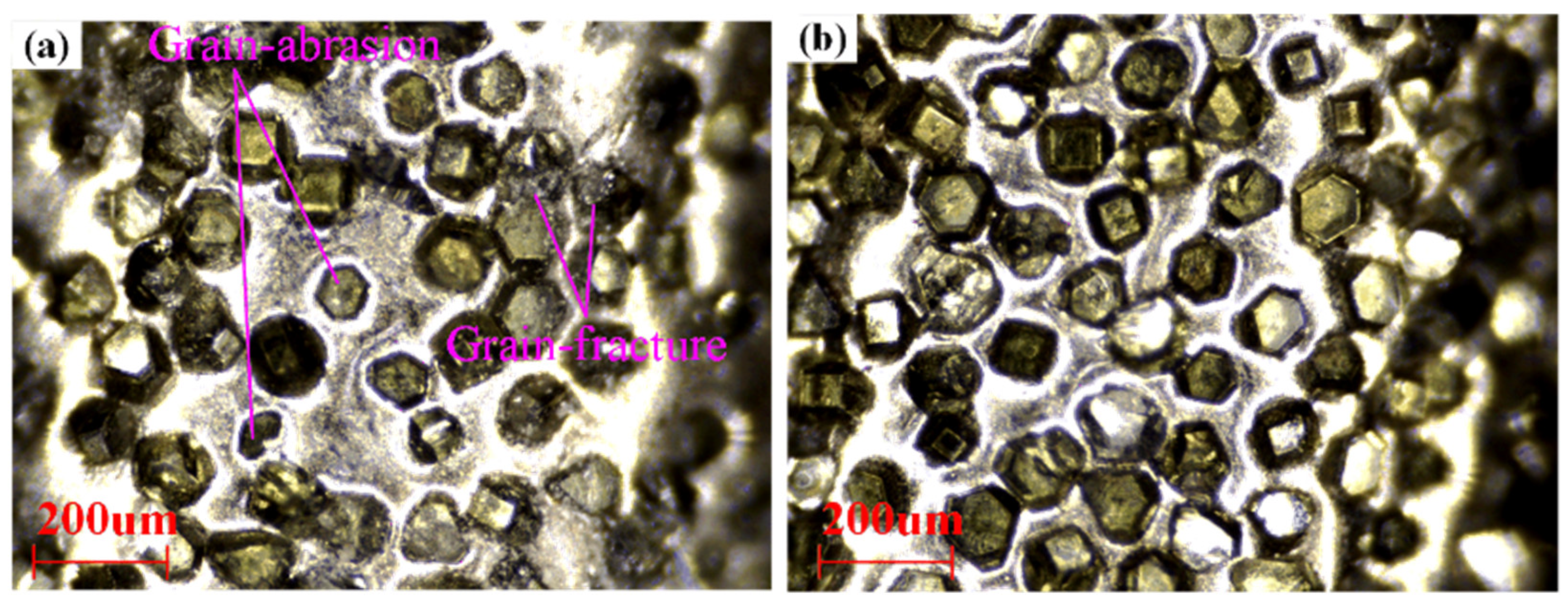
- After the precise ECG stage, a thin-walled structure of Ti–6Al–4V was obtained with high efficiency and precision, and the roughness of the machined surface was Ra 0.824 μm. Compared to the conventional mechanical grinding process, the compressive residual stress of the machined surface and the processing time were reduced by 90.5% and 63.3%, respectively, and the surface roughness and tool wear were both obviously improved.
- (4).
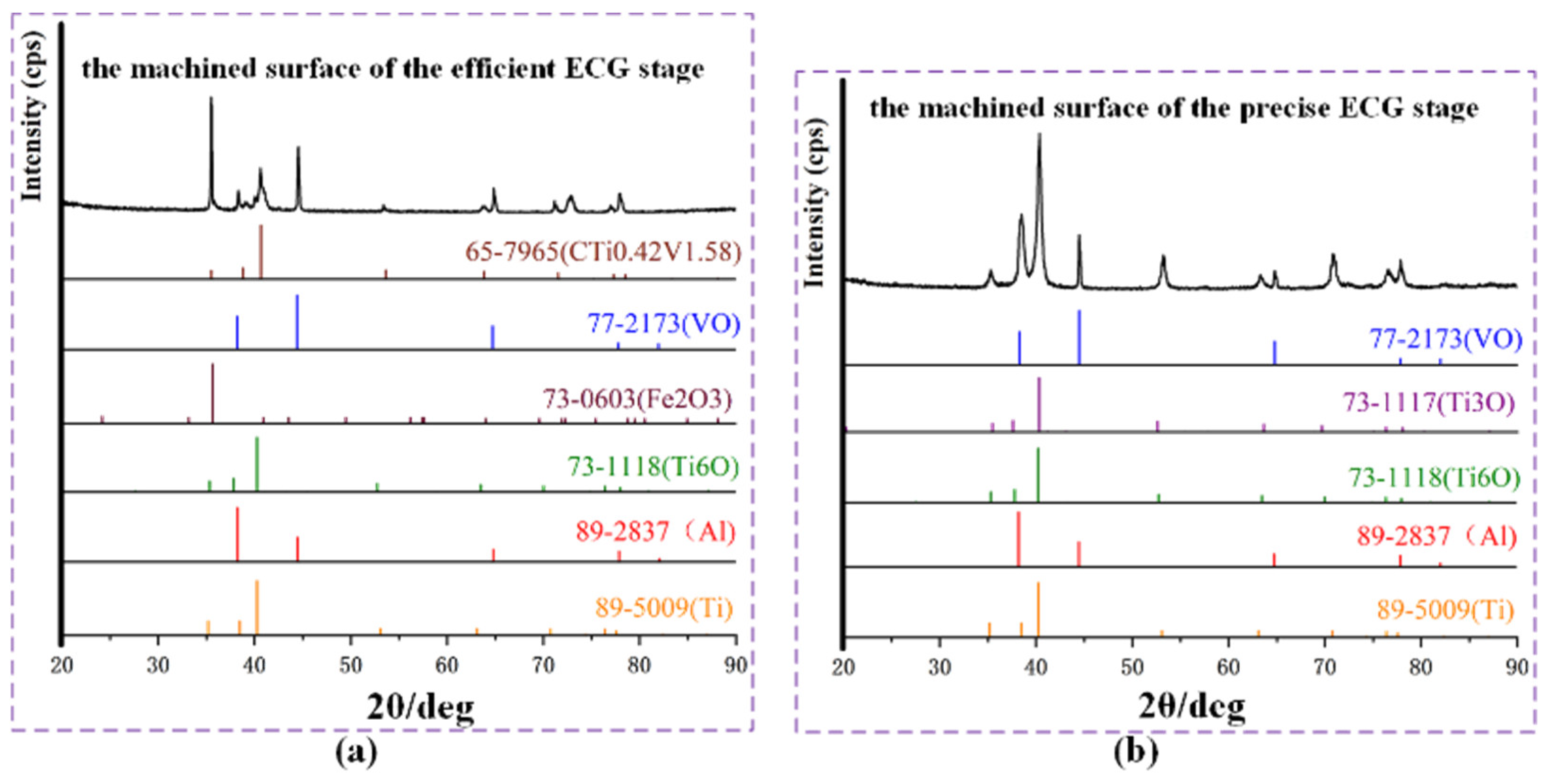
- According to the X-ray spectra obtained from the surfaces machined by the efficient and precise ECG stage, there are simultaneously carbides, oxides, and individual elements of the matrix metal elements on the machined surface of the efficient ECG stage, which indicate serious non-uniform corrosion due to the extreme passivation of the Ti–6Al–4V and the oxidation of the NO3− ion, and the electrolytic products generated in the efficient ECG stage were thoroughly removed through the precise ECG stage.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, X.W.; Yang, Z.; Zhang, B.; Sun, J.W.; Su, Z.Y.; Mao, Y.R. An Inverse Optimization Method for the Parameter Determination of the High-Temperature Damage Model and High-Temperature Damage Graph of Ti6Al4V Alloy. Materials 2023, 16, 4770. [Google Scholar] [CrossRef] [PubMed]
- Hasçalık, A.; Çaydaş, U. A Comparative Study of Surface Integrity of Ti–6Al–4V Alloy Machined by EDM and AECG. J. Mater. Process. Technol. 2007, 190, 173–180. [Google Scholar] [CrossRef]
- Li, S.; Wu, Y.; Yamamura, K.; Nomura, M.; Fujii, T. Improving the Grindability of Titanium Alloy Ti–6Al–4V with the Assistance of Ultrasonic Vibration and Plasma Electrolytic Oxidation. CIRP Ann. 2017, 66, 345–348. [Google Scholar] [CrossRef]
- Fekry, A.M.; El-Sherif, R.M. Electrochemical Corrosion Behavior of Magnesium and Titanium Alloys in Simulated Body Fluid. Electrochim. Acta 2009, 54, 7280–7285. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Qu, N.S. Effect of Breakdown Behavior of Passive Films on the Electrochemical Jet Milling of Titanium Alloy TC4 in Sodium Nitrate Solution. Int. J. Electrochem. Sci. 2019, 14, 1116–1131. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Thangamani, G.; Thangaraj, M.; Karmiris-Obratański, P. Recent Trends on Electro Chemical Machining Process of Metallic Materials: A Review. Archiv. Civ. Mech. Eng. 2023, 23, 158. [Google Scholar] [CrossRef]
- Brian Rowe, W. Temperatures in Grinding—A Review. J. Manuf. Sci. Eng. 2017, 139, 121001. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium Alloys and Their Machinability—A Review. J. Mater. Pro-Cessing Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Gaikwad, K.S.; Joshi, S.S. Modeling of Material Removal Rate in Micro-ECG Process. J. Manuf. Sci. Eng. 2008, 130, 034502. [Google Scholar] [CrossRef]
- Ming, P.M.; Zhu, D.; Xu, Z.Y. Electrochemical Grinding for Unclosed Internal Cylinder Surface. Key Eng. Mater. 2007, 359, 360–364. [Google Scholar] [CrossRef]
- Li, Z.L.; Dai, Y. Simulation Analysis and Process Evaluation of Cooling Hole Forming Precision in Mask Assisted Electrochemical Machining Based on GH4169. Materials 2022, 15, 1973. [Google Scholar] [CrossRef]
- Skoczypiec, S.; Lipiec, P.; Bizoń, W.; Wyszyński, D. Selected Aspects of Electrochemical Micromachining Technology Development. Materials 2021, 14, 2248. [Google Scholar] [CrossRef]
- Kozak, J.; Skrabalak, G. Investigations on Abrasive Electrochemical Grinding Process (AECG). In Transactions on Engineering Technologies; Yang, G.-C., Ao, S.-I., Gelman, L., Eds.; Springer: Dordrecht, The Netherlands, 2015; pp. 341–354. [Google Scholar]
- Tehrani, A.F.; Atkinson, J. Overcut in Pulsed Electrochemical Grinding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2000, 214, 259–269. [Google Scholar] [CrossRef]
- Curtis, D.T.; Soo, S.L.; Aspinwall, D.K.; Sage, C. Electrochemical Superabrasive Machining of a Nickel-Based Aeroengine Alloy Using Mounted Grinding Points. CIRP Ann. 2009, 58, 173–176. [Google Scholar] [CrossRef]
- Li, S.S.; Wu, Y.B.; Nomura, M. Fundamental Investigation of Ultrasonic Assisted Pulsed Electrochemical Grinding of Ti-6Al-4V. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2016; Volume 874, pp. 279–284. [Google Scholar]
- Li, S.S.; Wu, Y.B.; Nomura, M.; Fujii, T. Fundamental Machining Characteristics of Ultrasonic-Assisted Electrochemical Grinding of Ti–6Al–4V. J. Manuf. Sci. Eng. 2018, 140, 071009. [Google Scholar] [CrossRef]
- Liu, P.; Hao, Y.; Zhao, Y.; Yuan, Z.; Ding, Y.; Cai, K. Surface Modification of Titanium Substrates for Enhanced Osteogenetic and Antibacterial Properties. Colloids Surf. B Biointerfaces 2017, 160, 110–116. [Google Scholar] [CrossRef] [PubMed]
- Georgakopoulos-Soares, I.; Papazoglou, E.L.; Karmiris-Obratański, P.; Karkalos, N.E.; Markopoulos, A.P. Surface Antibacterial Properties Enhanced through Engineered Textures and Surface Roughness: A Review. Colloids Surf. B Biointerfaces 2023, 231, 113584. [Google Scholar] [CrossRef]
- Xu, Z.Y.; Chen, X.Z.; Zhou, Z.S.; Qin, P.; Zhu, D. Electrochemical Machining of High-Temperature Titanium Alloy Ti60. Procedia CIRP 2016, 42, 125–130. [Google Scholar] [CrossRef]
- Łupak, M.; Zaborski, S. Simulation of Energy Consumption in Electrochemical Grinding of Hard-to-Machine Materials. J. Appl. Electrochem. 2009, 39, 101–106. [Google Scholar] [CrossRef]
- Sun, C.Y.; Wang, Y.F.; Yang, Y.; Yao, Z.H.; Liu, Y.F.; Wu, Q.; Yan, J.; Yao, J.H.; Zhang, W.W. Study on the Effect of Electrolytes on Processing Efficiency and Accuracy of Titanium Alloy Utilizing Laser and Shaped Tube Electrochemical Machining. Materials 2024, 17, 689. [Google Scholar] [CrossRef]
- Niu, S.; Qu, N.S.; Yue, X.K.; Liu, G.Q.; Li, H.S. Combined Rough and Finish Machining of Ti–6Al–4V Alloy by Electrochemical Mill-Grinding. Mach. Sci. Technol. 2020, 24, 621–637. [Google Scholar] [CrossRef]
- Liu, G.Q.; Li, H.S.; Niu, S.; Yue, X.K.; Qu, N.S. Combined Machining of Ti-6Al-4V Alloy Using Electrochemical Milling and Electrochemical Grinding. Int. J. Electrochem. Sci. 2019, 14, 9876–9887. [Google Scholar] [CrossRef]
- Ibriş, N.; Mirza Rosca, J.C. EIS Study of Ti and Its Alloys in Biological Media. J. Electroanal. Chem. 2002, 526, 53–62. [Google Scholar] [CrossRef]
- Jorcin, J.-B.; Orazem, M.E.; Pébère, N.; Tribollet, B. CPE Analysis by Local Electrochemical Impedance Spectroscopy. Electrochim. Acta 2006, 51, 1473–1479. [Google Scholar] [CrossRef]
- Zhu, D.; Zeng, Y.B.; Xu, Z.Y.; Zhang, X.Y. Precision Machining of Small Holes by the Hybrid Process of Electrochemical Removal and Grinding. CIRP Ann. 2011, 60, 247–250. [Google Scholar] [CrossRef]
- Kong, H.H.; Liu, Y.; Zhu, X.M.; Peng, T.F. Study on Ultrasonic Assisted Electrochemical Drill-Grinding of Superalloy. Chemosensors 2020, 8, 62. [Google Scholar] [CrossRef]
- Zhu, X.M.; Liu, Y.; Zhang, J.H.; Wang, K.; Kong, H.H. Ultrasonic-Assisted Electrochemical Drill-Grinding of Small Holes with High-Quality. J. Adv. Res. 2020, 23, 151–161. [Google Scholar] [CrossRef]
- Ma, X.S.; Jiao, F.; Niu, Y.; Wang, X.; Hu, Z.Z.; Bie, W.B.; Yang, G.B. Modeling of the Material Removal Rate in Internal Cylindrical Plunge Electrochemical Grinding. J. Manuf. Process. 2023, 92, 89–106. [Google Scholar] [CrossRef]
- Atkinson, J.; Noble, C.F. The Surface Finish Resulting from Peripheral Electrochemical Grinding. In Proceedings of the Twenty-Second International Machine Tool Design and Research Conference, Manchester, UK, 16–18 September 1981; Davies, B.J., Ed.; Macmillan Education: London, UK, 1982; pp. 371–378. [Google Scholar]
- Rajurkar, K.P.; Zhu, D.; Wei, B. Minimization of Machining Allowance in Electrochemical Machining. CIRP Ann. 1998, 47, 165–168. [Google Scholar] [CrossRef]
- Davydov, A.D.; Kabanova, T.B.; Volgin, V.M. Electrochemical Machining of Titanium. Review. Russ. J. Electrochem. 2017, 53, 941–965. [Google Scholar] [CrossRef]
- Li, H.S. Simulation and Experimental Investigation of Electrochemical Mill-Grinding of GH4169 Alloy. Int. J. Electrochem. Sci. 2018, 6608–6625. [Google Scholar] [CrossRef]
- Baehre, D.; Ernst, A.; Weißhaar, K.; Natter, H.; Stolpe, M.; Busch, R. Electrochemical Dissolution Behavior of Titanium and Titanium-Based Alloys in Different Electrolytes. Procedia CIRP 2016, 42, 137–142. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | V | Fe | Al | H | O | N | C |
|---|---|---|---|---|---|---|---|---|
| Mass fraction (%) | 89.335 | 4 | 0.3 | 6 | 0.015 | 0.2 | 0.05 | 0.1 |
| Parameters | 5 wt.% | 10 wt.% | 15 wt.% | 20 wt.% |
|---|---|---|---|---|
| Rs (Ω/cm2) | 0.16701 | 0.27497 | 0.23459 | 0.17824 |
| Q (μF/cm2) | 7.0272 × 10−6 | 6.8198 × 10−6 | 7.7997 × 10−6 | 7.0608 × 10−6 |
| n | 0.92691 | 0.93759 | 0.97065 | 0.98734 |
| R1 (Ω/cm2) | 24,476 | 26,999 | 2609 | 3017 |
| Rcw (Ω/cm2) | 125,780 | 148,690 | 28,329 | 15,682 |
| Items | Parameters | Value |
|---|---|---|
| Grinding wheel and process parameters | Type of the grains Combination | CBN Ni-Co alloy |
| Granularity of the grains | 89–104 μm | |
| Protruding height of the grains (h) | 40–50 μm | |
| Diameter × length (ds × Ls) | 6 × 10 mm | |
| Rotational speed of the grinding wheel (w) | 5000/10,000 rpm | |
| Grinding speed (Vg) | 94.2/188.4 m/min | |
| Wheel depth of cut (Δ) | 100/20 μm | |
| Grinding width (b) | 6 mm | |
| Workpiece | Ti–6AI–4V | L16 × W16 × T3 mm |
| Pulsed power | Applied voltage (U) | 25/4 V |
| Pulse frequency (f) | 5000 Hz | |
| Duty cycle (D) | 0.2, 0.4, 0.6, 0.8, 1 | |
| Electrolyte (NaNO3 aqueous solution) | Concentration | 10 wt.% |
| Pressure | 0.15 MPa | |
| Temperature | 25 °C |
| Parameters | Value |
|---|---|
| Rotational speed of the grinding wheel (w) | 5000 rpm |
| Wheel depth of cut (Δ) | 100 μm |
| Applied voltage (U) | 25 V |
| Duty cycle (D) | 0.2, 0.4, 0.6, 0.8, 1 |
| Parameters | Value |
|---|---|
| Rotational speed of the grinding wheel (w) | 10,000 rpm |
| Wheel depth of cut (Δ) | 20 μm |
| Feed rate (Vw) | 25 mm/min |
| Applied voltage (U) | 4 V |
| Duty cycle (D) | 1 |
| Parameters | Value (MG) | Value (E-P-C-ECG) |
|---|---|---|
| Compressive residual stresses (MPa) | 556.99 | 52.78 |
| Roughness of the machined surface Ra (μm) | 1.907 | 0.824 |
| Processing time (min) | 50.56 | 18.56 |
| Wear of the grinding wheel (see Figure 13) | serious | slight |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, G.; Ming, P.; Niu, S.; Qin, G.; Liu, H.; Li, D.; Zhang, A. An Investigation of the Efficient–Precise Continuous Electrochemical Grinding Process of Ti–6Al–4V. Materials 2024, 17, 1729. https://doi.org/10.3390/ma17081729
Yang G, Ming P, Niu S, Qin G, Liu H, Li D, Zhang A. An Investigation of the Efficient–Precise Continuous Electrochemical Grinding Process of Ti–6Al–4V. Materials. 2024; 17(8):1729. https://doi.org/10.3390/ma17081729
Chicago/Turabian StyleYang, Guangbin, Pingmei Ming, Shen Niu, Ge Qin, Huan Liu, Dongdong Li, and Anchao Zhang. 2024. "An Investigation of the Efficient–Precise Continuous Electrochemical Grinding Process of Ti–6Al–4V" Materials 17, no. 8: 1729. https://doi.org/10.3390/ma17081729
APA StyleYang, G., Ming, P., Niu, S., Qin, G., Liu, H., Li, D., & Zhang, A. (2024). An Investigation of the Efficient–Precise Continuous Electrochemical Grinding Process of Ti–6Al–4V. Materials, 17(8), 1729. https://doi.org/10.3390/ma17081729