
The Development of a Continuous Constitutive Model for Thin-Shell Components with A Sharp Change in the Property at Welded Joints



Abstract
:1. Introduction
2. Materials and Methods
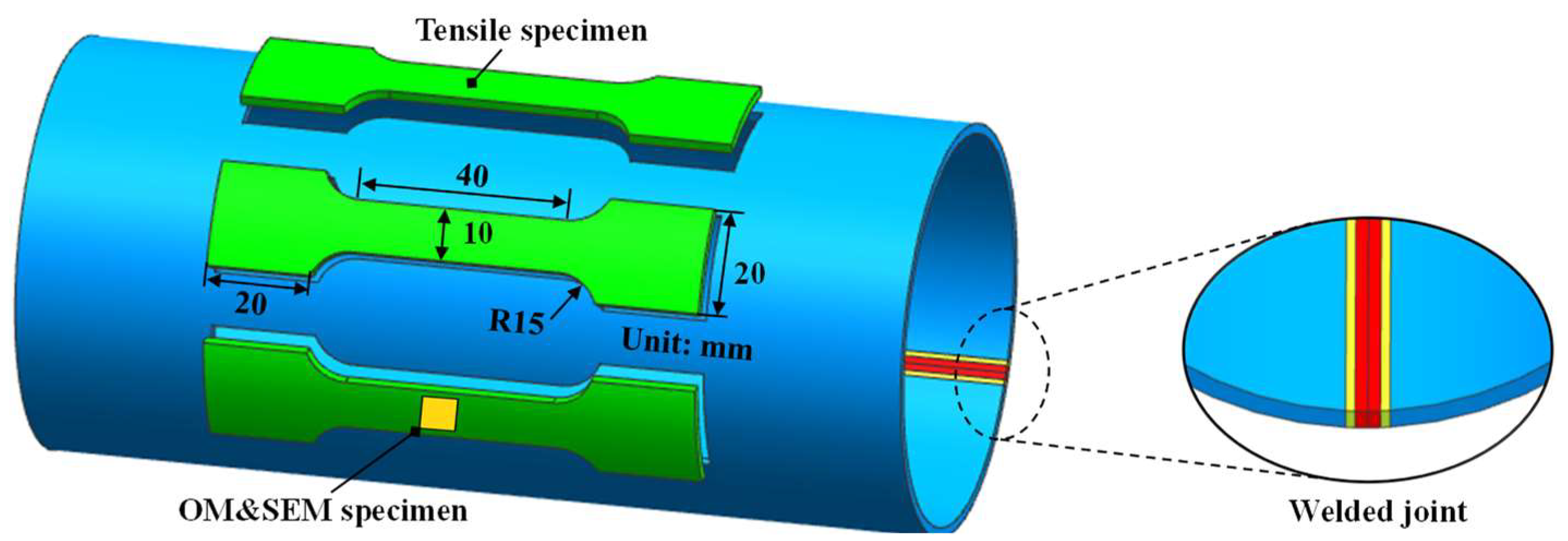
2.1. Materials
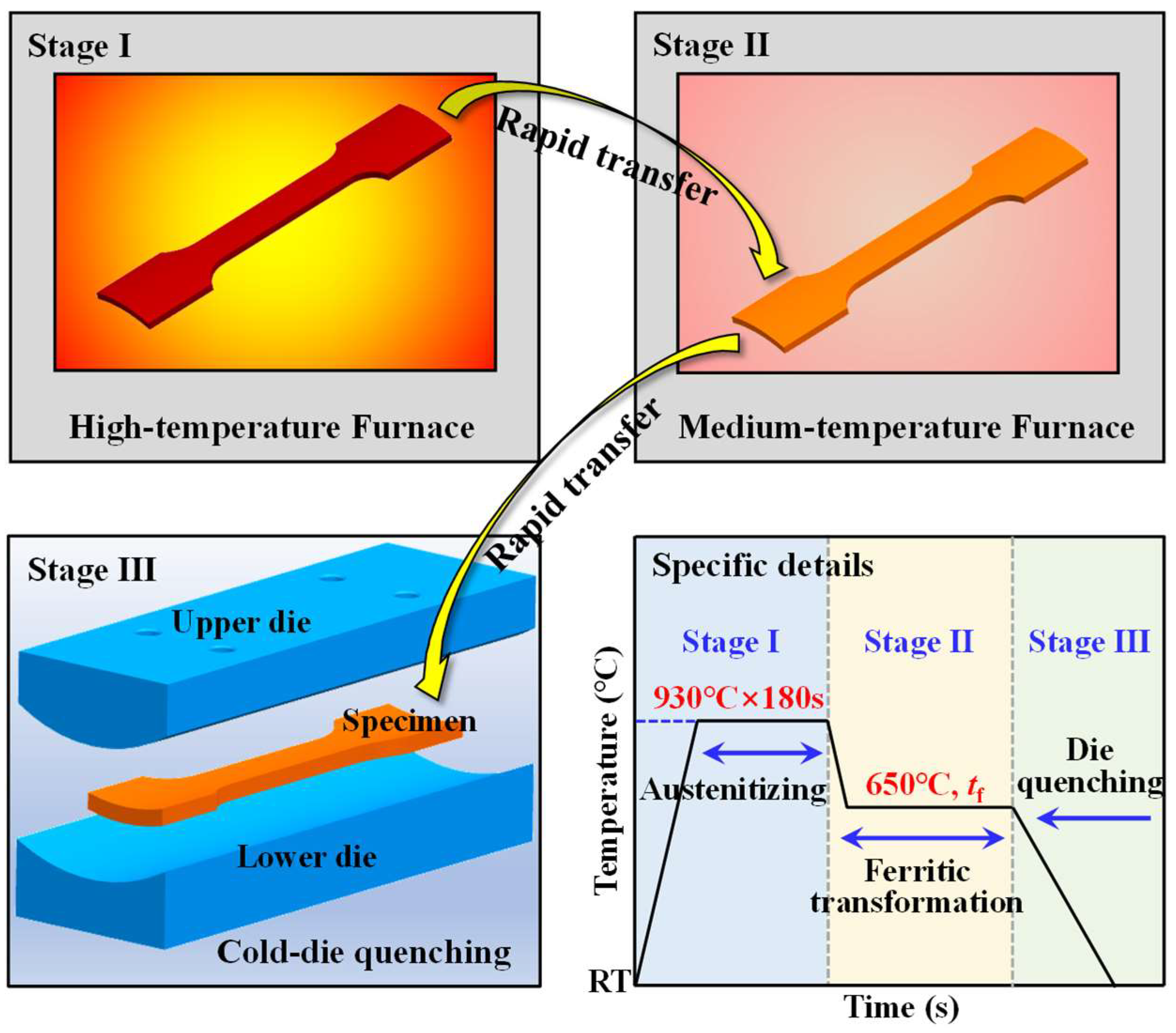
2.2. The Isothermal Treatment Method
2.3. Microstructural and Mechanical Characterization
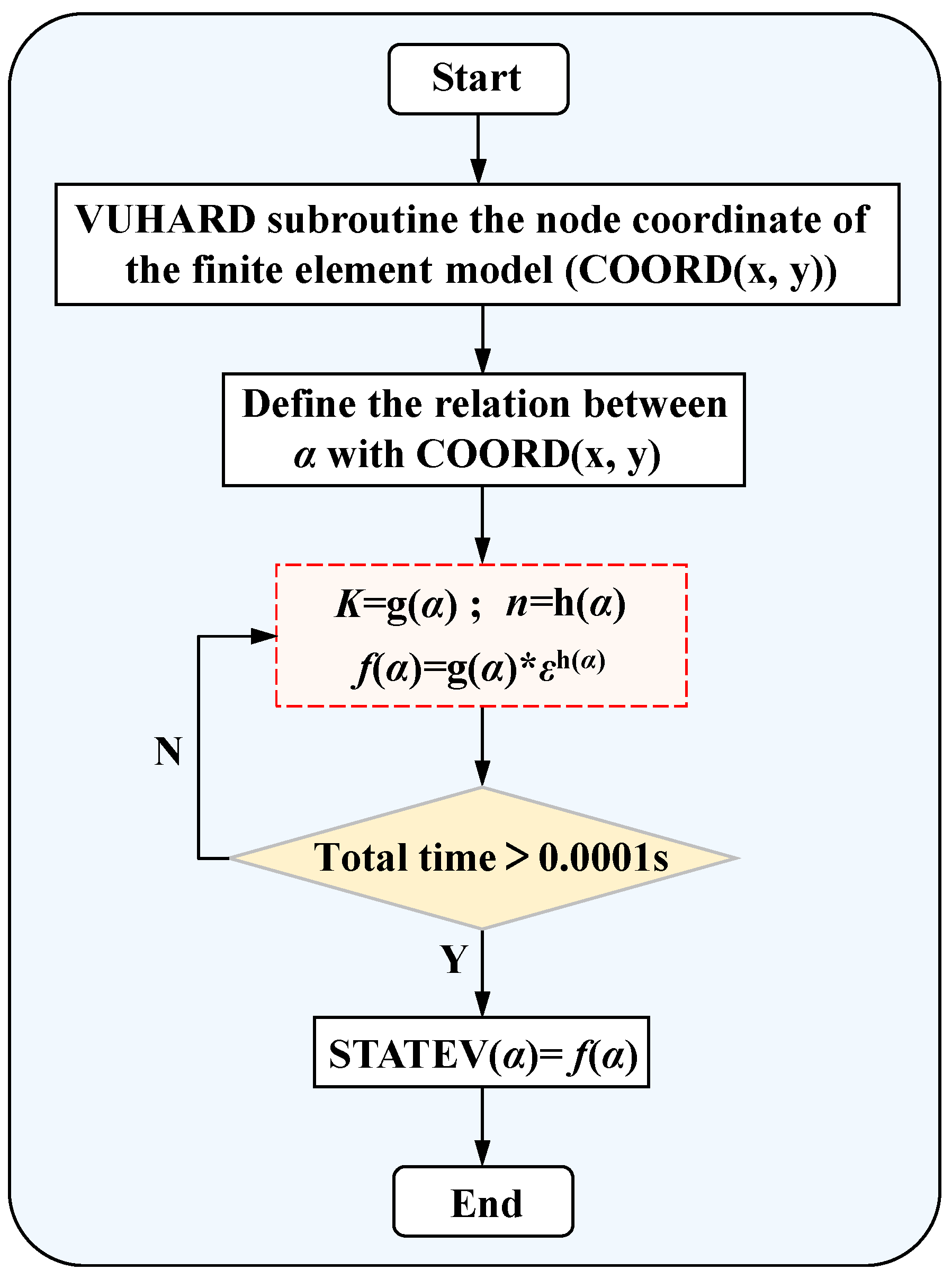
2.4. Describing the Continuous Change in Flow Stress
3. Results
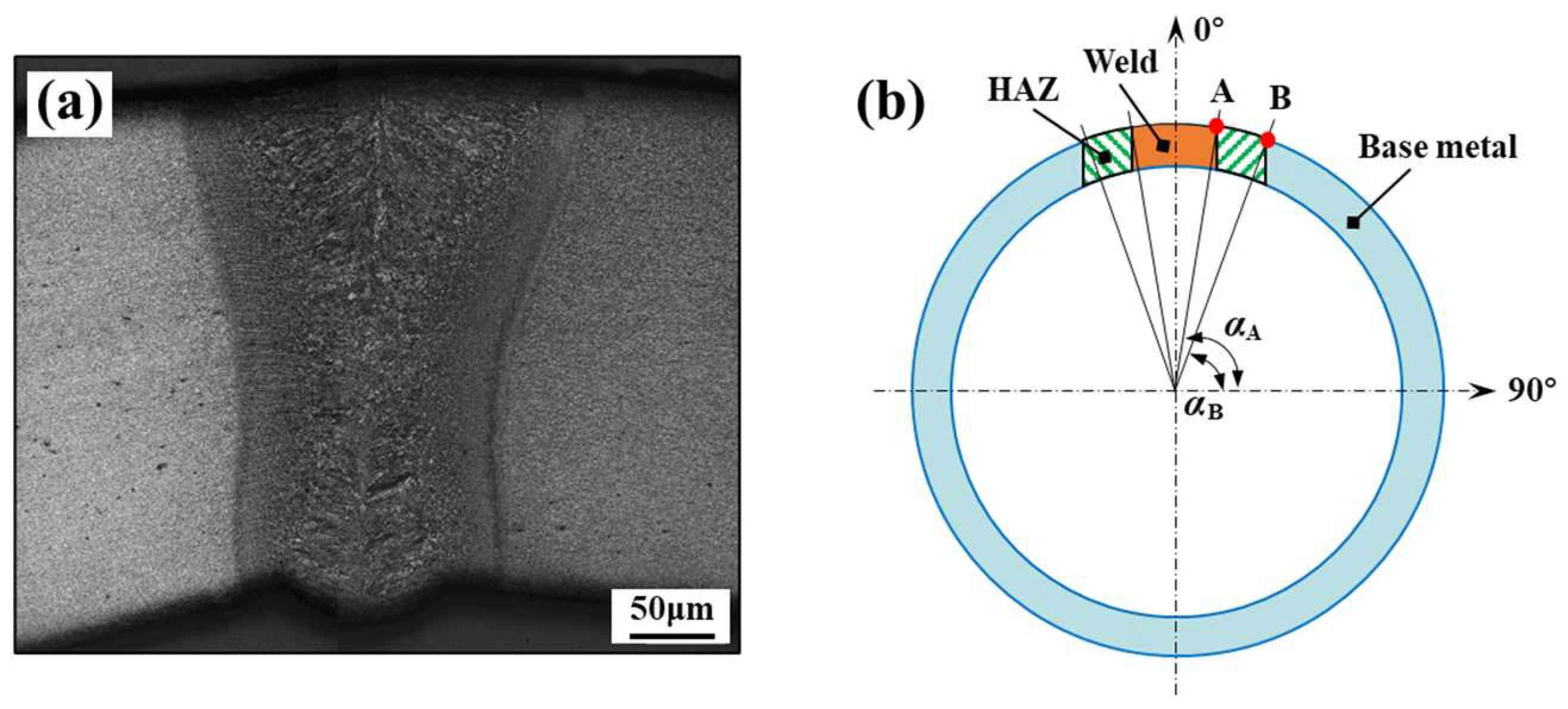
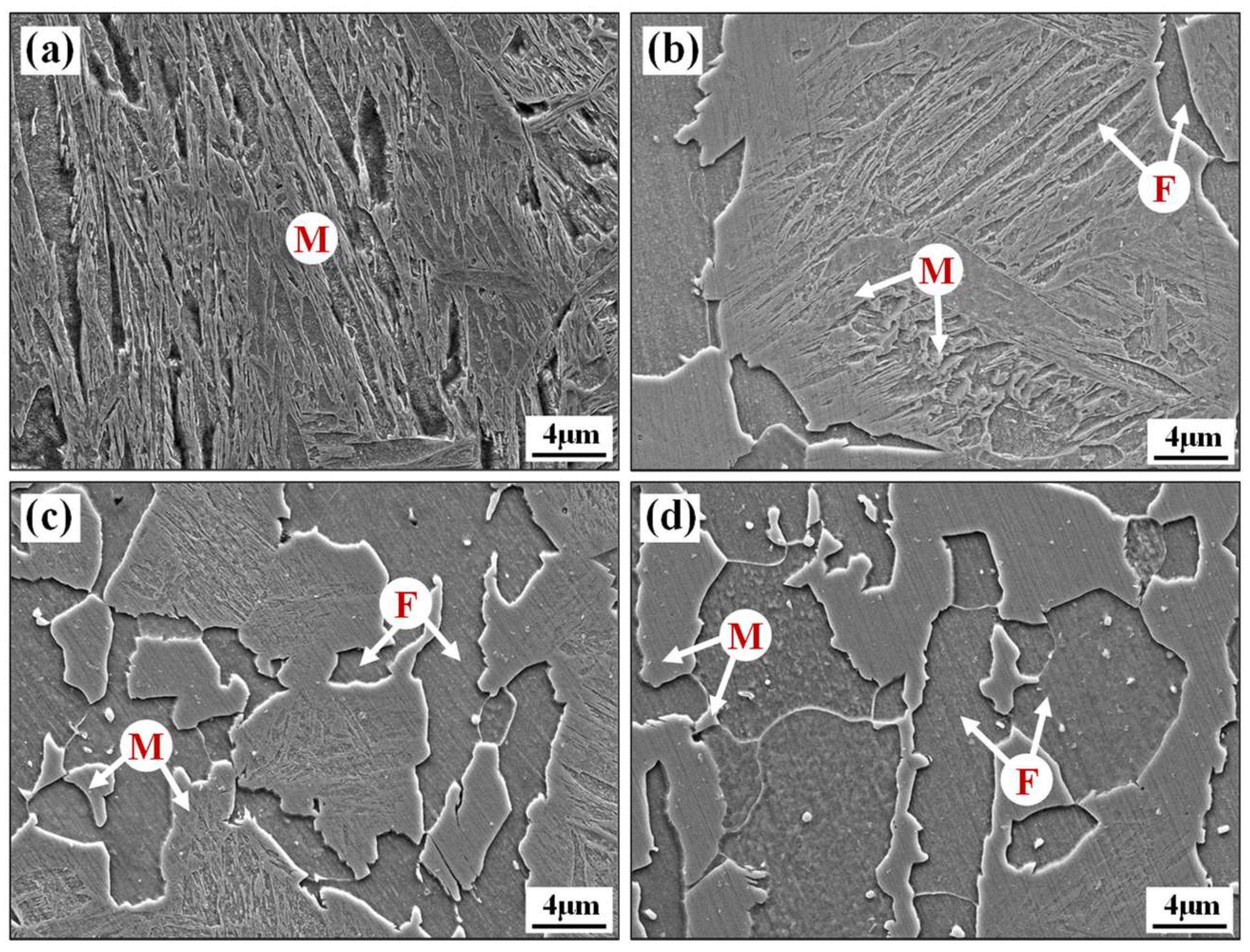
3.1. Microstructure in the Welded Joint
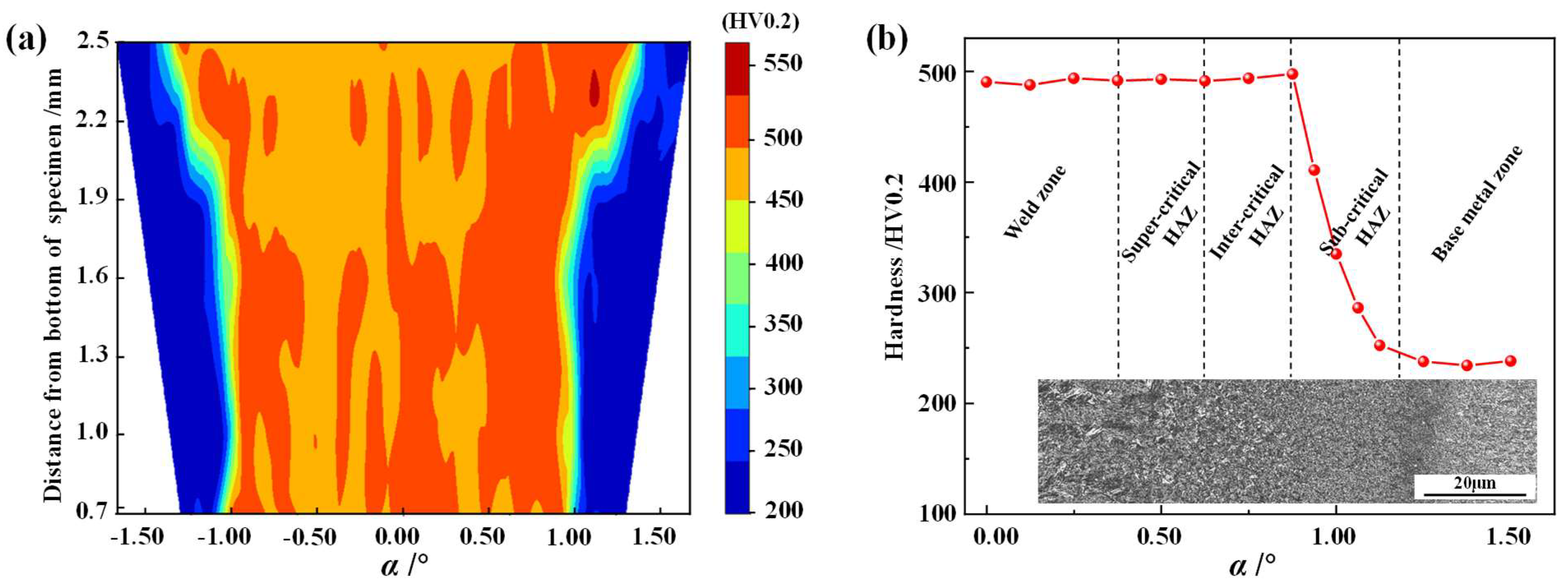
3.2. Microhardness Distribution in the Welded Joint
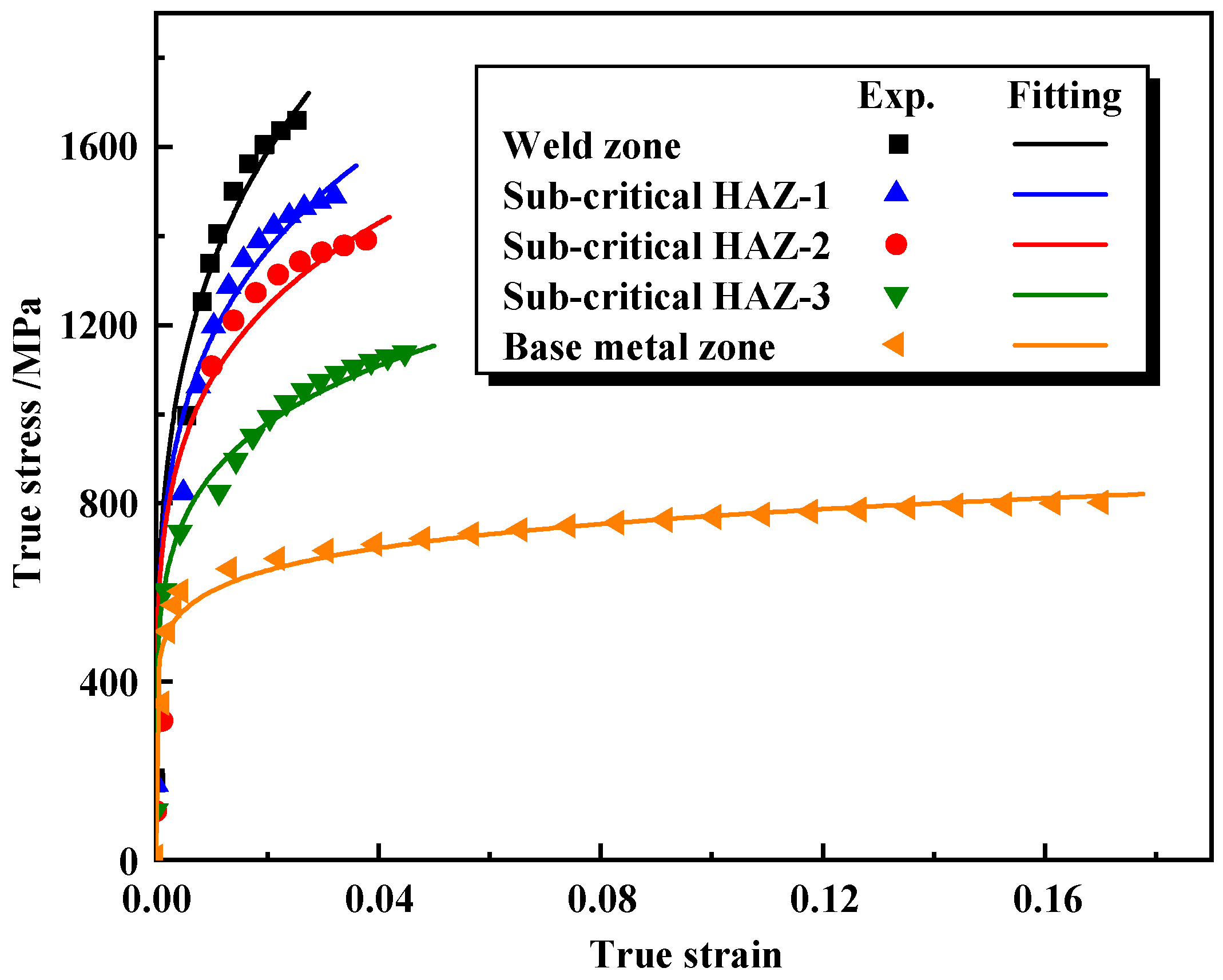
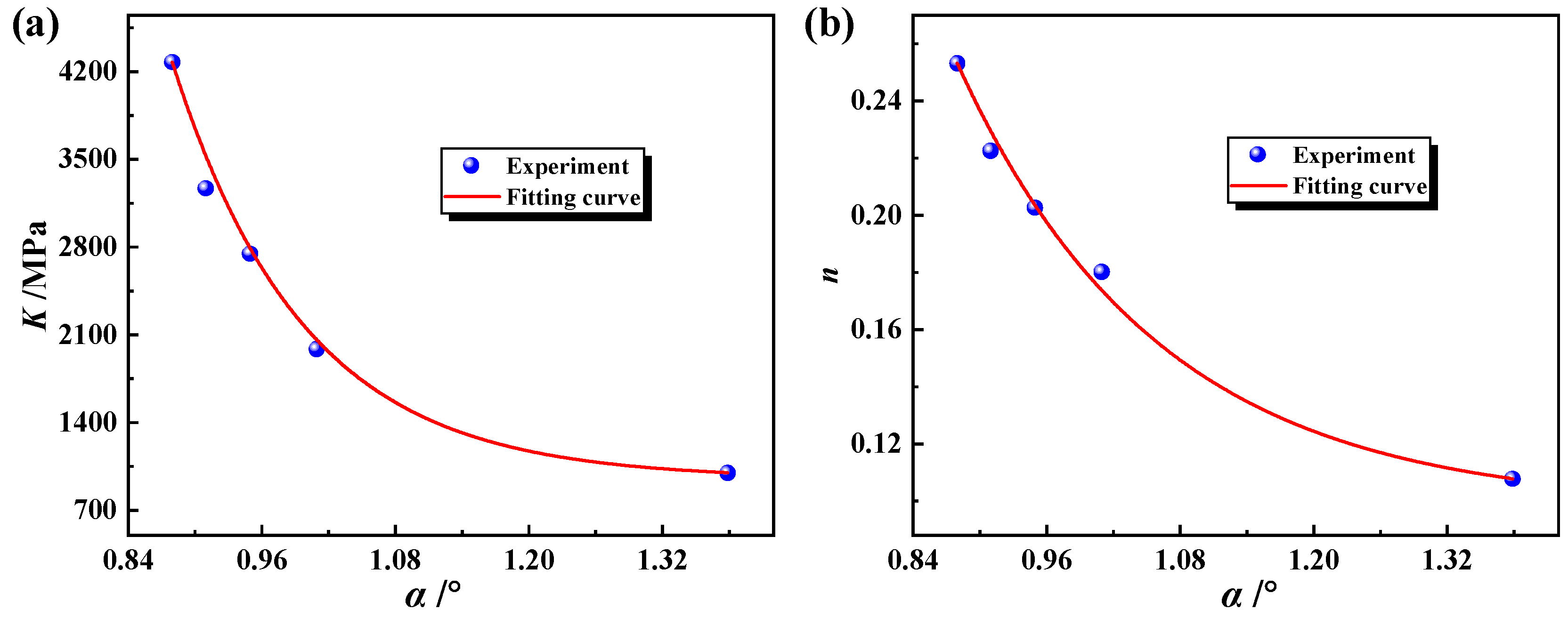
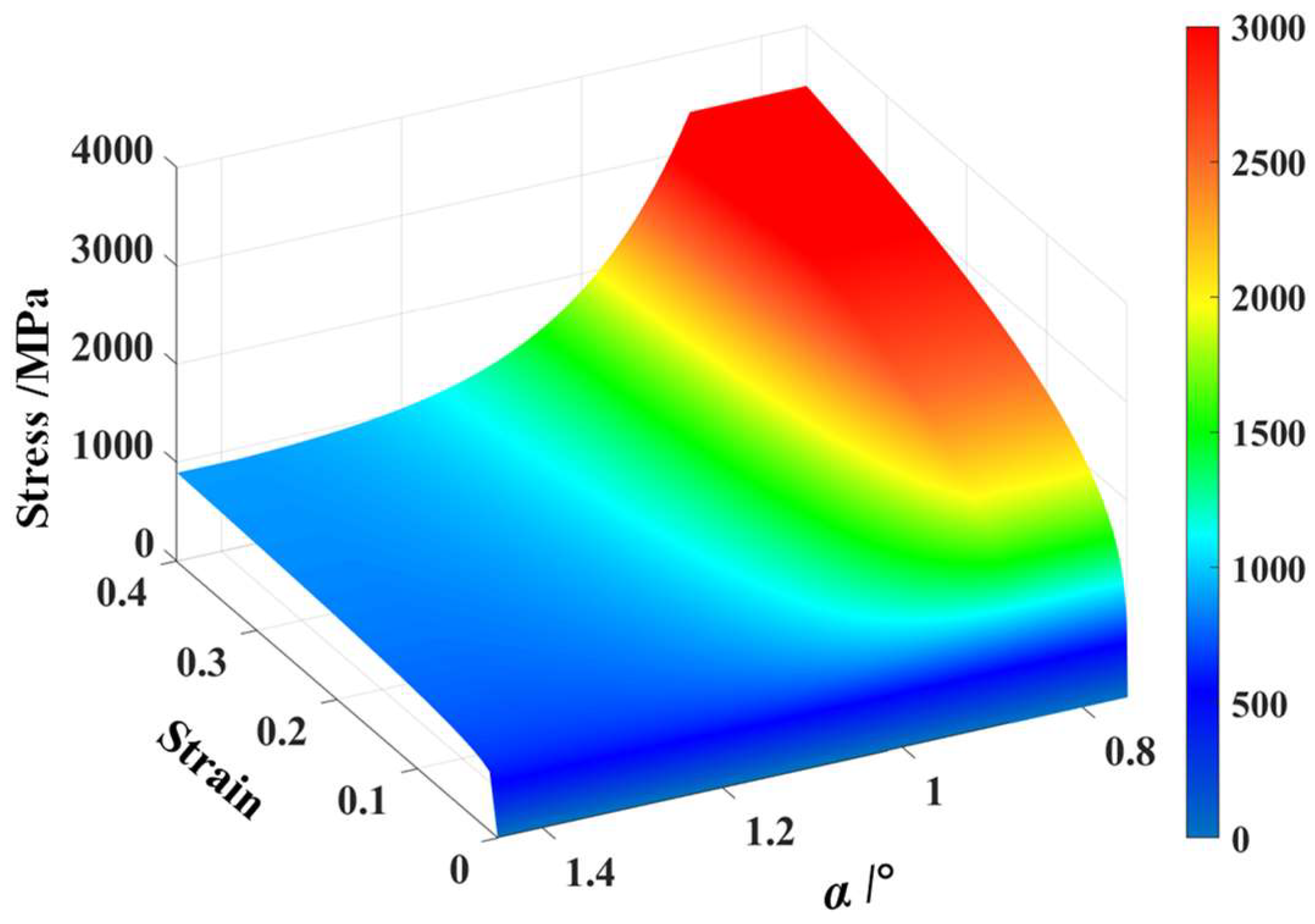
3.3. The Establishment of Continuous Constitutive Model of Welded Tubes
4. Discussion
4.1. Establishing the Experiment and the FE Model
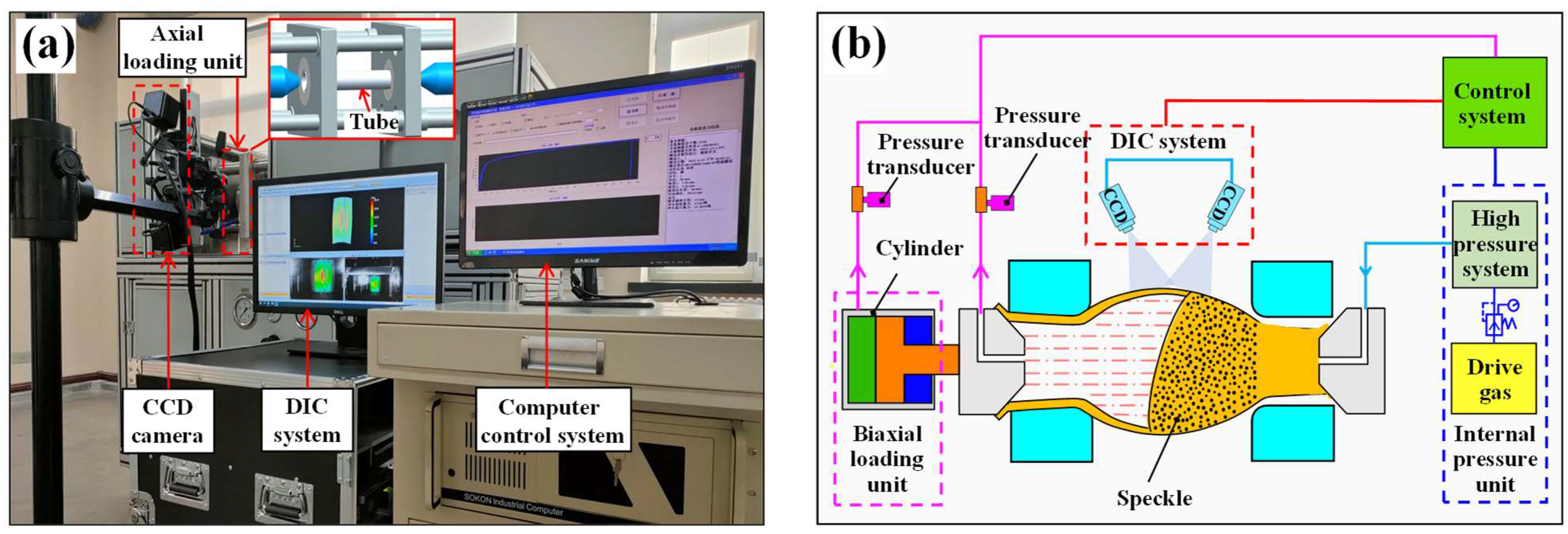
4.1.1. Tube Free Hydro-Bulging Tests
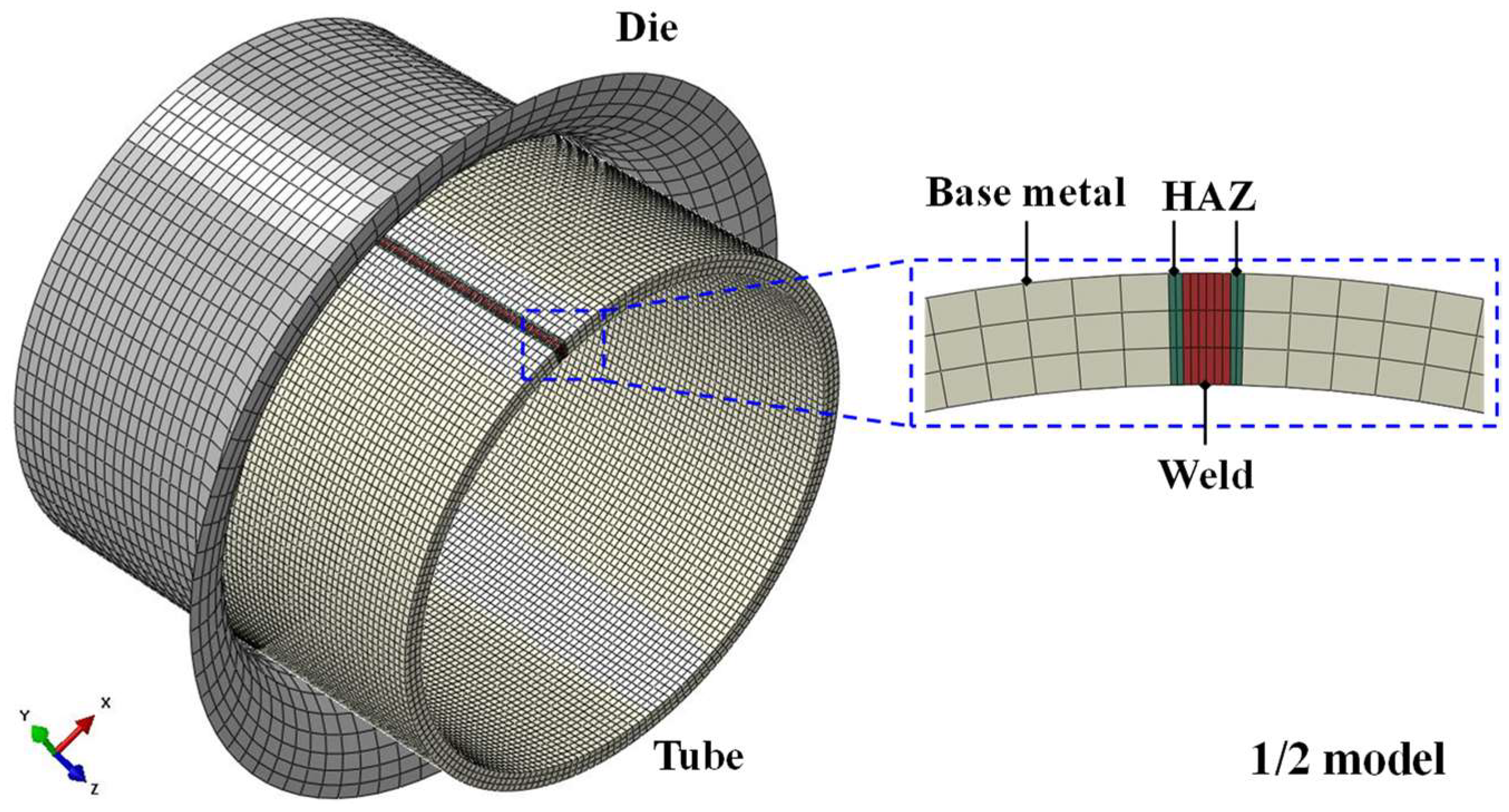
4.1.2. The FE Model
4.2. Evaluating the Continuous Constitutive Model
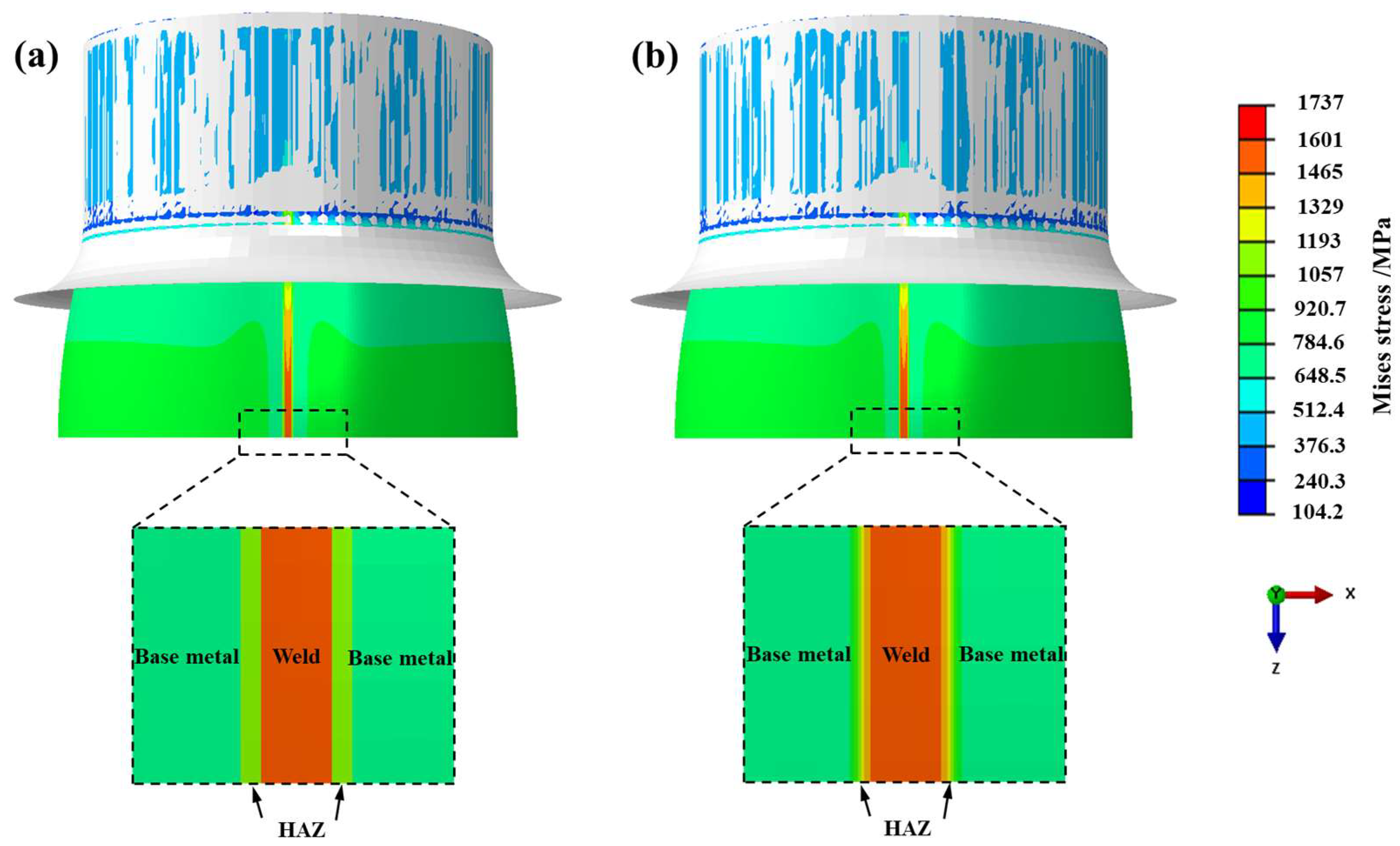
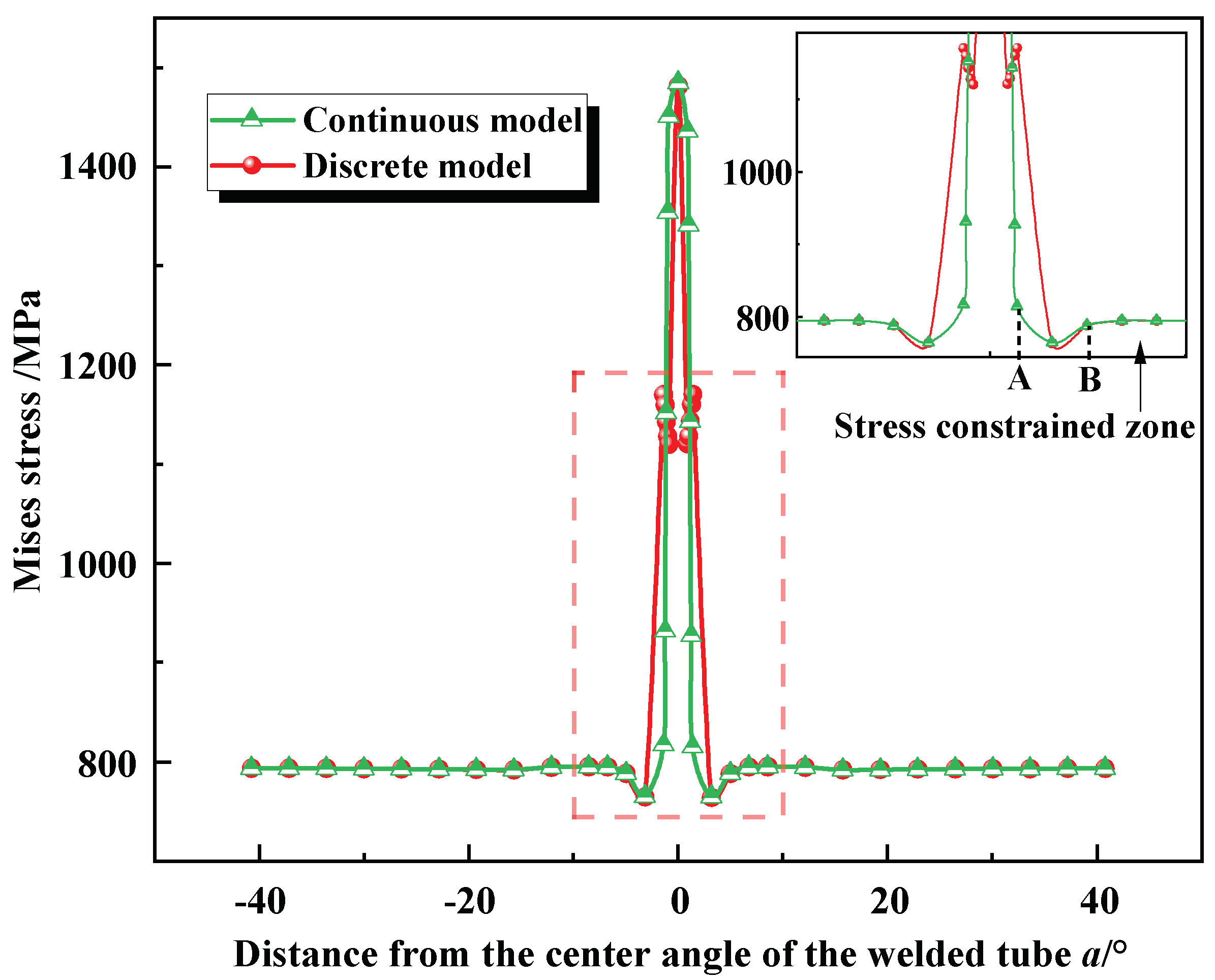
4.2.1. The Mises Stress Distribution during Free Hydro-Bulging of the Welded Tube
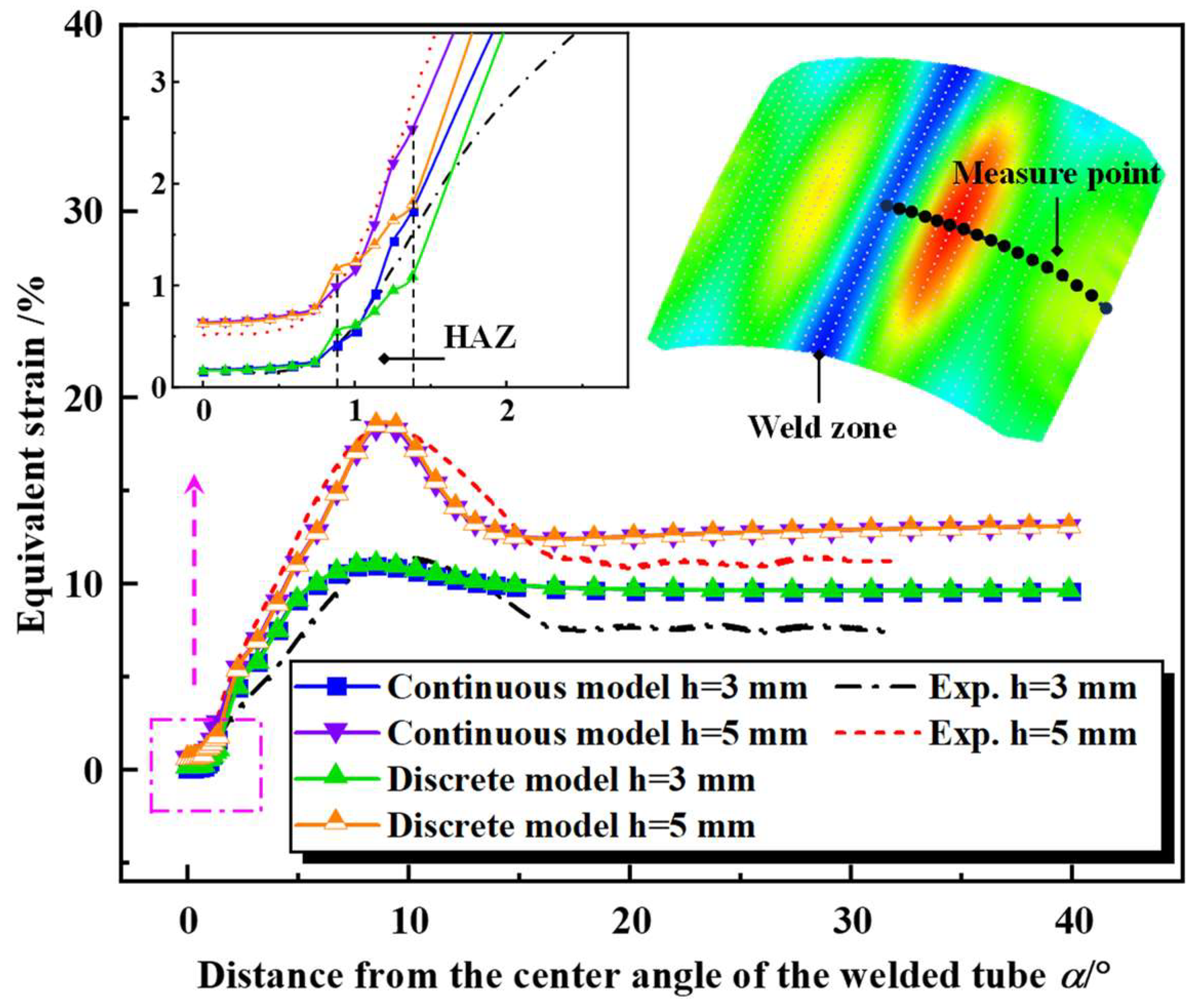
4.2.2. The Equivalent Strain Distribution during Free Hydro-Bulging of the Welded Tube
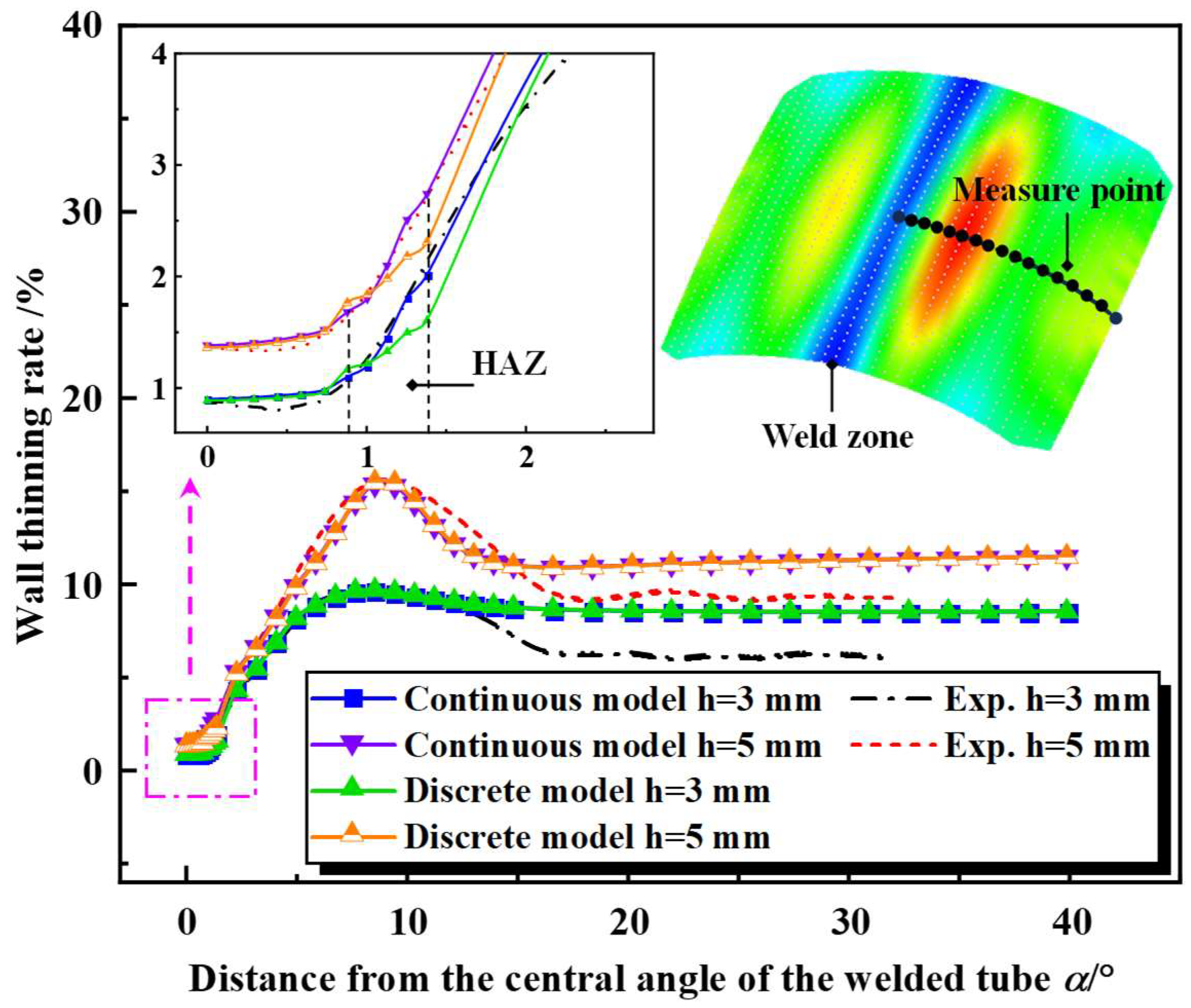
4.2.3. The Wall Thinning Rate Distribution during Free Hydro-Bulging of the Welded Tube
5. Conclusions
- (1)
- In this study, the isothermal treatment method was proposed to characterize the microstructure of welded tube joints with a sharp property change. The relationship between the mechanical properties and the center angle of the welded tube under different conditions was obtained. When the isothermal transformation time increased from 30 s to 90 s, the flow stress decreased significantly. The tensile strength of the tensile specimen decreased from 1452 MPa to 1095 MPa, and the Vickers hardness decreased from 410.7 HV0.2 to 286.3 HV0.2.
- (2)
- The boron steel BR1500HS laser-welded tube continuous constitutive model was developed. The results demonstrated that the established continuous constitutive model could reveal the change in the flow stress in the welded tube joint zone more accurately and continuously.
- (3)
- The FE simulation based on the established welded tube continuous constitutive model and the experiment of tube free hydro-bulging achieved good agreement. The complex deformation process particularly in the inhomogeneous zone (welded joint zone) of the welded tubes under a biaxial stress state was accurately simulated.
- (4)
- The mechanical properties obtained by the isothermal treatment method in combination with the microstructure analysis were an effective way to determine the continuous constitutive model of welded tubes. This also provides an effective way to further study the plastic deformation behavior of welded tubes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tarlochan, F.; Samer, F.; Hamouda, A.M.S.; Ramesh, S.; Khalid, K. Design of thin wall structures for energy absorption applications: Enhancement of crashworthiness due to axial and oblique impact forces. Thin-Walled Struct. 2013, 71, 7–17. [Google Scholar] [CrossRef]
- Yuan, S.J.; Fan, X.B. Developments and perspectives on the precision forming processes for ultra-large size integrated components. Int. J. Extrem. Manuf. 2019, 1, 22002. [Google Scholar] [CrossRef]
- Alkhatib, S.E.; Tarlochan, F.; Hashem, A.; Sassi, S. Collapse behavior of thin-walled corrugated tapered tubes under oblique impact. Thin-Walled Struct. 2018, 122, 510–528. [Google Scholar] [CrossRef]
- Hashmi, M.S.J. Aspects of tube and pipe manufacturing processes: Meter to nanometer diameter. J. Mater. Process Technol. 2006, 179, 5–10. [Google Scholar] [CrossRef]
- Ancellotti, S.; Benedetti, M.; Fontanari, V.; Slaghenaufi, S.; Tassan, M. Rotary draw bending of rectangular tubes using a novel parallelepiped elastic mandrel. Int. J. Adv. Manuf. Technol. 2016, 85, 1089–1103. [Google Scholar] [CrossRef]
- Acherjee, B. Laser transmission welding of polymers—A review on process fundamentals, material attributes, weldability, and welding techniques. J. Manuf. Process 2020, 60, 227–246. [Google Scholar] [CrossRef]
- Trinh, L.N.; Lee, D. The Effect of Using a Metal Tube on Laser Welding of the Battery Case and the Tab for Lithium-Ion Battery. Materials 2020, 13, 4460. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, M.M.Z.; Seleman, M.M.E.; Fydrych, D.; Çam, G. Friction Stir Welding of Aluminum in the Aerospace Industry: The Current Progress and State-of-the-Art Review. Materials 2023, 16, 2971. [Google Scholar] [CrossRef] [PubMed]
- Verma, J.; Taiwade, R.V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments-A review. J. Manuf. Process. 2017, 25, 134–152. [Google Scholar] [CrossRef]
- Zadpoor, A.A.; Sinke, J.; Benedictus, R.; Pieters, R. Mechanical properties and microstructure of friction stir welded tailor-made blanks. Mater. Sci. Eng. A 2008, 494, 281–290. [Google Scholar] [CrossRef]
- Gao, S.K.; Zhao, H.Y.; Li, G.H.; Ma, L.H.; Zhou, L.; Zeng, R.C.; Li, D.X. Microstructure, properties and natural ageing behavior of friction stir welded dual-phase Mg-Li alloy. J. Mater. Process. Technol. 2024, 324, 118252. [Google Scholar] [CrossRef]
- Kim, C.; Myung, D.; Kim, D.; Lee, M.G. Inhomogeneous flow stresses in FSW jointed aluminum alloy sheets inversely identified by FE-VFM. Int. J. Mech. Sci. 2023, 245, 108097. [Google Scholar] [CrossRef]
- Hashash, Y.M.A.; Jung, S.; Ghaboussi, J. Numerical implementation of a neural network based material model in finite element analysis. Int. J. Numer. Meth Eng. 2004, 59, 989–1005. [Google Scholar] [CrossRef]
- He, Z.B.; Zhang, K.; Lin, Y.L.; Yuan, S.J. An accurate determination method for constitutive model of anisotropic tubular materials with DIC-based controlled biaxial tensile test. Int. J. Mech. Sci. 2020, 181, 105715. [Google Scholar] [CrossRef]
- Nabavi, S.F.; Farshidianfar, A.; Dalir, H. A comprehensive geometrical, metallurgical, and mechanical characteristic dynamic model of laser beam welding process. Int. J. Adv. Manuf. Technol. 2023, 129, 1965–1984. [Google Scholar] [CrossRef]
- Ge, H.G.; Huang, Q.Y.; Xin, J.P.; Sun, K. Small Specimen Test Techniques Applied to Evaluate the Mechanical Properties of CLAM Steel. J. Fusion. Energ. 2015, 34, 1124–1128. [Google Scholar] [CrossRef]
- Wei, C.H.; Zhang, J.; Yang, S.L.; Tao, W.; Wu, F.S.; Xia, W.S. Experiment-based regional characterization of HAZ mechanical properties for laser welding. Int. J. Adv. Manuf. Technol. 2015, 78, 1629–1640. [Google Scholar] [CrossRef]
- Anand, D.; Chen, D.L.; Bhole, S.D.; Andreychuk, P.; Boudreau, G. Fatigue behavior of tailor (laser)-welded blanks for automotive applications. Mater. Sci. Eng. A 2006, 420, 199–207. [Google Scholar] [CrossRef]
- Reis, A.; Teixeira, P.; Duarte, J.F.; Santo, A.; da Rocha, A.B.; Fernandes, A.A. Tailored welded blanks-an experimental and numerical study in sheet metal forming on the effect of welding. Comput. Struct. 2004, 82, 1435–1442. [Google Scholar] [CrossRef]
- Khalfallah, A. Experimental and numerical assessment of mechanical properties of welded tubes for hydroforming. Mater. Des. 2014, 56, 782–790. [Google Scholar] [CrossRef]
- Tuninetti, V.; Jaramillo, A.F.; Riu, G.; Rojas-Ulloa, C.; Znaidi, A.; Medina, C.; Mateo, A.M.; Roa, J.J. Experimental Correlation of Mechanical Properties of the Ti-6Al-4V Alloy at Different Length Scales. Metals 2021, 11, 104. [Google Scholar] [CrossRef]
- Rojas-Ulloa, C.; Bouffioux, C.; Jaramillo, A.F.; García-Herrera, C.M.; Hussain, T.; Duchêne, L.; Riu, G.; Roa, J.J.; Flores, P.; Habraken, A.M.; et al. Nanomechanical Characterization of the Deformation Response of Orthotropic Ti–6Al–4V. Adv. Eng. Mater. 2021, 23, 2001341. [Google Scholar] [CrossRef]
- Abdullah, K.; Wild, P.M.; Jeswiet, J.J.; Ghasempoor, A. Tensile testing for weld deformation properties in similar gage tailor welded blanks using the rule of mixtures. J. Mater. Process. Technol. 2001, 112, 91–97. [Google Scholar] [CrossRef]
- Kim, J.; Kim, Y.W.; Kang, B.S.; Hwang, S.M. Finite element analysis for bursting failure prediction in bulge forming of a seamed tube. Finite Elem. Anal. Des. 2004, 40, 953–966. [Google Scholar] [CrossRef]
- Zhan, M.; Du, H.F.; Liu, J.; Ren, N.; Yang, H.; Jiang, H.M.; Diao, K.S.; Chen, X.P. A method for establishing the plastic constitutive relationship of the weld bead and heat-affected zone of welded tubes based on the rule of mixtures and a microhardness test. Mater. Sci. Eng. A 2010, 527, 2864–2874. [Google Scholar] [CrossRef]
- Ren, N.; Zhan, M.; Yang, H.; Zhang, Z.Y.; Qin, Y.T.; Jiang, H.M.; Diao, K.S.; Chen, X.P. Constraining effects of weld and heat-affected zone on deformation behaviors of welded tubes in numerical control bending process. J. Mater. Process. Technol. 2012, 212, 1106–1115. [Google Scholar] [CrossRef]
- Xing, L.; Zhan, M.; Gao, P.F.; Ma, F. A method for establishing a continuous constitutive model of welded metals. Mater. Sci. Eng. A 2018, 718, 228–240. [Google Scholar] [CrossRef]
- Liu, H.L.; Liu, Y.L.; Yang, Z.; Wang, K.; Liu, M.M. Determination of continuous constitutive relationship of weld zone of high-strength steel rectangular welded tube. J. Iron Steel Res. Int. 2020, 27, 1212–1225. [Google Scholar] [CrossRef]
- Lee, W.; Chung, K.H.; Kim, D.; Kim, J.; Kim, C.; Wagoner, R.H.; Chung, K. Experimental and numerical study on formability of friction stir welded TWB sheets based on hemispherical dome stretch tests. Int. J. Plast. 2009, 25, 1626–1654. [Google Scholar] [CrossRef]
- Madhav, V.; Krishnaswamy, H.; Majumdar, S. Analysis of UOE forming process accounting for Bauschinger effect and welding. Mater. Manuf. Process. 2020, 35, 910–921. [Google Scholar] [CrossRef]
- Bauer, A.; Manurung, Y.H.P.; Sprungk, J.; Graf, M.; Awiszus, B.; Prajadhiana, K. Investigation on forming-welding process chain for DC04 tube manufacturing using experiment and FEM simulation. Int. J. Adv. Manuf. Technol. 2019, 102, 2399–2408. [Google Scholar] [CrossRef]
- Ruan, X.G.; Zhu, H.H.; Liang, J.K.; Hu, X.Y.; Xu, Y.; Chen, H.; He, Z.B. Research on asynchronous quenching behavior of boron steel tubular parts with variable cross- sections in hot gas forming-quenching integrated process. J. Mater. Res. Technol. 2023, 25, 6737–6750. [Google Scholar] [CrossRef]
- Yaakob, K.I.; Ishak, M.; Quazi, M.M.; Salleh, M.N.M. Optimizing the pulse wave mode low power fibre laser welding parameters of 22Mnb5 boron steel using response surface methodology. Measurement 2019, 135, 452–466. [Google Scholar] [CrossRef]
- Tang, B.T.; Wu, F.X.; Wang, Q.F.; Liu, J.Y.; Guo, N.; Ge, H.L.; Wang, Q.L.; Liu, P.X. Damage prediction of hot stamped boron steel 22MnB5 with a microscopic motivated ductile fracture criterion: Experiment and simulation. Int. J. Mech. Sci. 2020, 169, 105302. [Google Scholar] [CrossRef]
- Kang, Y.W.; Xia, X.; Zhu, C.D.; Wu, R.F. Research on Microstructure and Mechanical Properties of Laser Welding of BR1500HS Joints. Appl. Sci. 2023, 13, 3490. [Google Scholar] [CrossRef]
- Li, M.Y.; Yao, D.; Guan, Y.P.; Duan, Y.C.; Yang, L. Effect of welding speed and post quenching on the microstructure and mechanical properties of laser-welded B1500HS joints. Materials 2020, 13, 4645. [Google Scholar] [CrossRef] [PubMed]
- Rakesh, S.; Raghuraman, S.; Venkatraman, R. Experimental Investigation on the Effect of Laser Welding Parameters for P91 Steel Welding with Varying Shielding Gas Using Box-Behnken Design Methodology. Arab. J. Sci. Eng. 2022, 48, 2715–2735. [Google Scholar] [CrossRef]
- GB T 4340.1-2009 Metal Materials-Vickers Hardness Test. Available online: https://www.bradyknowsmedical.com/documents-download/gb-t-4340-1-2009-metal-materials-vickers-hardness-test/ (accessed on 10 April 2024).
- GB T 228.1-2021 English Version. Available online: https://www.chinesestandard.net/Related.aspx/GBT228.1-2021 (accessed on 10 April 2024).
- Tuninetti, V.; Flores, P.; Valenzuela, M.; Pincheira, G.; Medina, C.; Duchêne, L.; Habraken, A.M. Experimental characterization of the compressive mechanical behaviour of Ti6Al4V alloy at constant strain rates over the full elastoplastic range. Int. J. Mater. Form. 2020, 13, 709–724. [Google Scholar] [CrossRef]
- Rojek, J.; Hyrcza-Michalska, M.; Bokota, A.; Piekarska, W. Determination of mechanical properties of the weld zone in tailor-welded blanks. Arch. Civ. Mech. Eng. 2012, 12, 156–162. [Google Scholar] [CrossRef]
- Jang, Y.; Lee, Y.; Song, M.; Han, D.; Kim, N.; Lee, H. Evaluation of ductile fracture in welded tubes with tensile, hardness, flaring tests. Int. J. Mech. Sci. 2021, 210, 106745. [Google Scholar] [CrossRef]
- Wang, K.H.; Song, K.; Zhao, J.; Cui, S.S.; Peng, C.; Wang, X.S.; Wang, L.L.; Liu, G. Physically-based constitutive models for hot gas pressure forming of laser-welded titanium alloy blank. J. Manuf. Process. 2022, 82, 501–515. [Google Scholar] [CrossRef]
- Mahmoudzadeh, R.; Salabati, M.; Hsu, J.; Khan, M.A. Agreement of optical coherence tomography thickness measurements between Heidelberg Eye Explorer and ImageJ software. Can. J. Ophthalmol. 2022, 57, 344–349. [Google Scholar] [CrossRef] [PubMed]
- Bernhem, K.; Brismar, H. SMLocalizer, a GPU accelerated ImageJ plugin for single molecule localization microscopy. Bioinformatics 2018, 34, 137–138. [Google Scholar] [CrossRef] [PubMed]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Namashivayam, N.; Long, B.; Eachempati, D.; Cernohous, B.; Pagel, M. A Modern Fortran Interface in OpenSHMEM Need for Interoperability with Parallel Fortran Using Coarrays. ACM Trans. Parallel C 2020, 7, 24. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ti | B | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.2 | 0.4 | 1.2 | 0.02 | 0.015 | 0.25 | 0.04 | 0.002 | 0.04 | Bal. |
| Specimens | Ferrite (vol%) | Martensite (vol%) | Ferrite Formation Time tf (s) | Contact Pressure (MPa) | Die Quenching time (s) |
|---|---|---|---|---|---|
| M | 1.5 | 98.5 | 0 | 15 | 15 |
| FM-1 | 17.4 | 82.6 | 30 | 15 | 15 |
| FM-2 | 43.6 | 56.4 | 60 | 15 | 15 |
| FM-3 | 60.1 | 39.9 | 90 | 15 | 15 |
| BR1500HS Welded Tube | Yield Strength MPa | Tensile Strength MPa | Strength Coefficient K/MPa | Hardening Index n | COD(R2) |
|---|---|---|---|---|---|
| Weld zone | 1205 | 1654 | 4273.656 | 0.253 | 0.96735 |
| Sub-critical HAZ-1 | 1024 | 1452 | 3263.788 | 0.222 | 0.95667 |
| Sub-critical HAZ-2 | 861 | 1339 | 2741.040 | 0.202 | 0.95430 |
| Sub-critical HAZ-3 | 657 | 1095 | 1977.789 | 0.180 | 0.96808 |
| Base metal zone | 588 | 696 | 987.972 | 0.107 | 0.97104 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Z.; Ruan, X.; Liang, J.; Ning, J.; Lin, Y.; Chen, K. The Development of a Continuous Constitutive Model for Thin-Shell Components with A Sharp Change in the Property at Welded Joints. Materials 2024, 17, 1796. https://doi.org/10.3390/ma17081796
He Z, Ruan X, Liang J, Ning J, Lin Y, Chen K. The Development of a Continuous Constitutive Model for Thin-Shell Components with A Sharp Change in the Property at Welded Joints. Materials. 2024; 17(8):1796. https://doi.org/10.3390/ma17081796
Chicago/Turabian StyleHe, Zhubin, Xianggang Ruan, Jiangkai Liang, Jian Ning, Yanli Lin, and Kelin Chen. 2024. "The Development of a Continuous Constitutive Model for Thin-Shell Components with A Sharp Change in the Property at Welded Joints" Materials 17, no. 8: 1796. https://doi.org/10.3390/ma17081796
APA StyleHe, Z., Ruan, X., Liang, J., Ning, J., Lin, Y., & Chen, K. (2024). The Development of a Continuous Constitutive Model for Thin-Shell Components with A Sharp Change in the Property at Welded Joints. Materials, 17(8), 1796. https://doi.org/10.3390/ma17081796