
Fatigue Crack Propagation of 51CrV4 Steels for Leaf Spring Suspensions of Railway Freight Wagons





Abstract
:1. Introduction
2. Fatigue Crack Growth
2.1. Fatigue Crack Propagation Behaviour
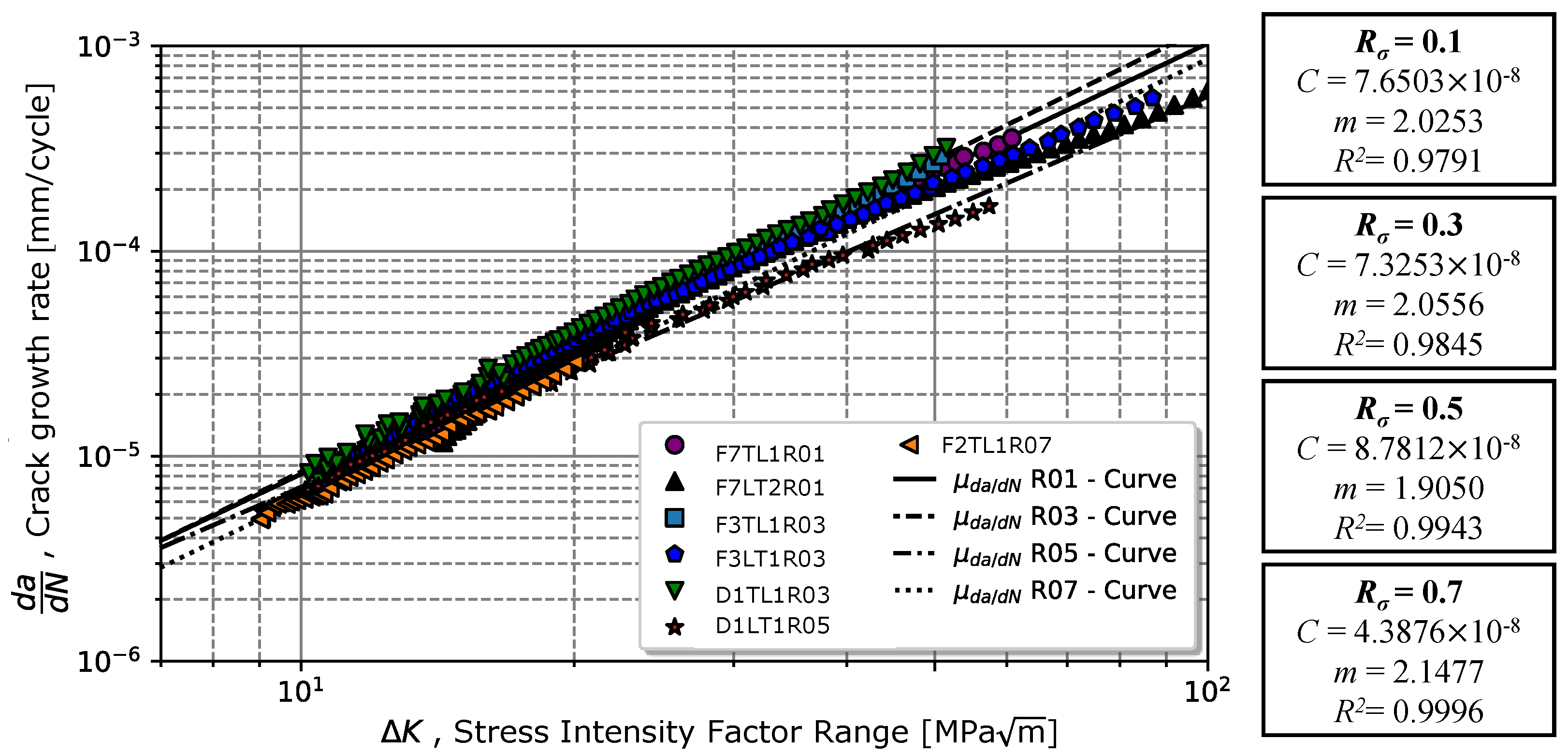
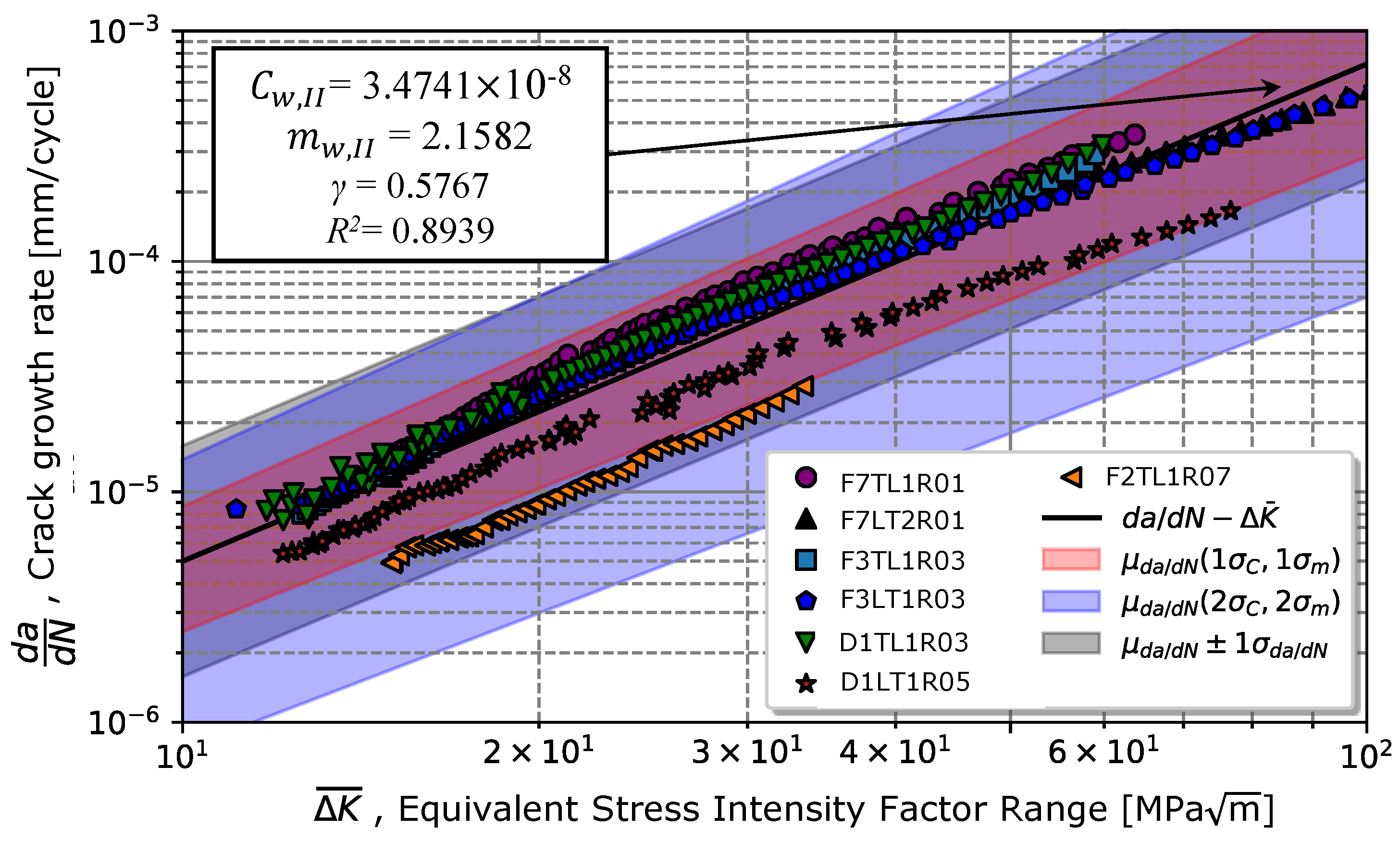
2.2. Mean Stress Effect
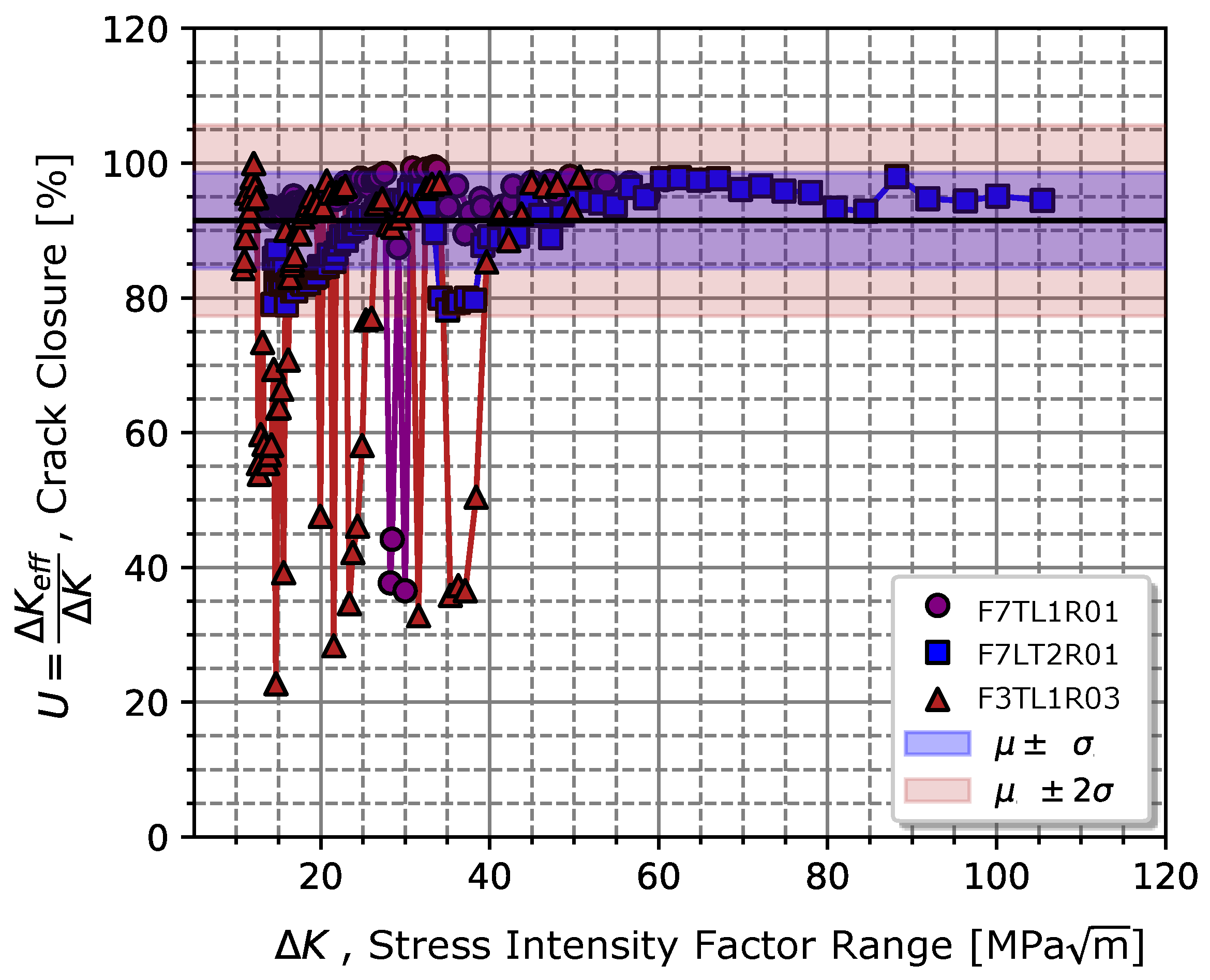
2.3. Crack Closure
3. Material and Experimental Procedure
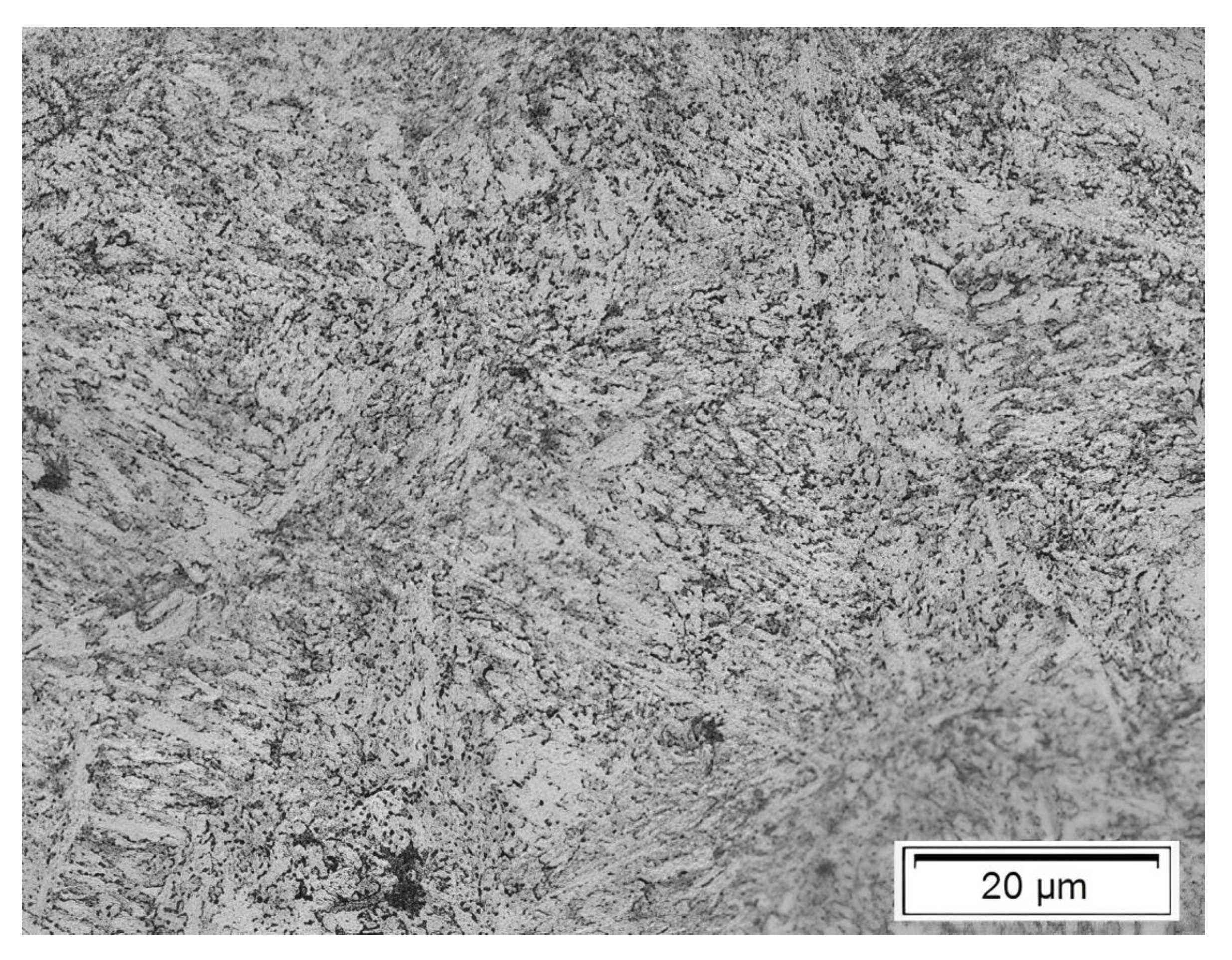
3.1. Chemical Composition and Microstructure
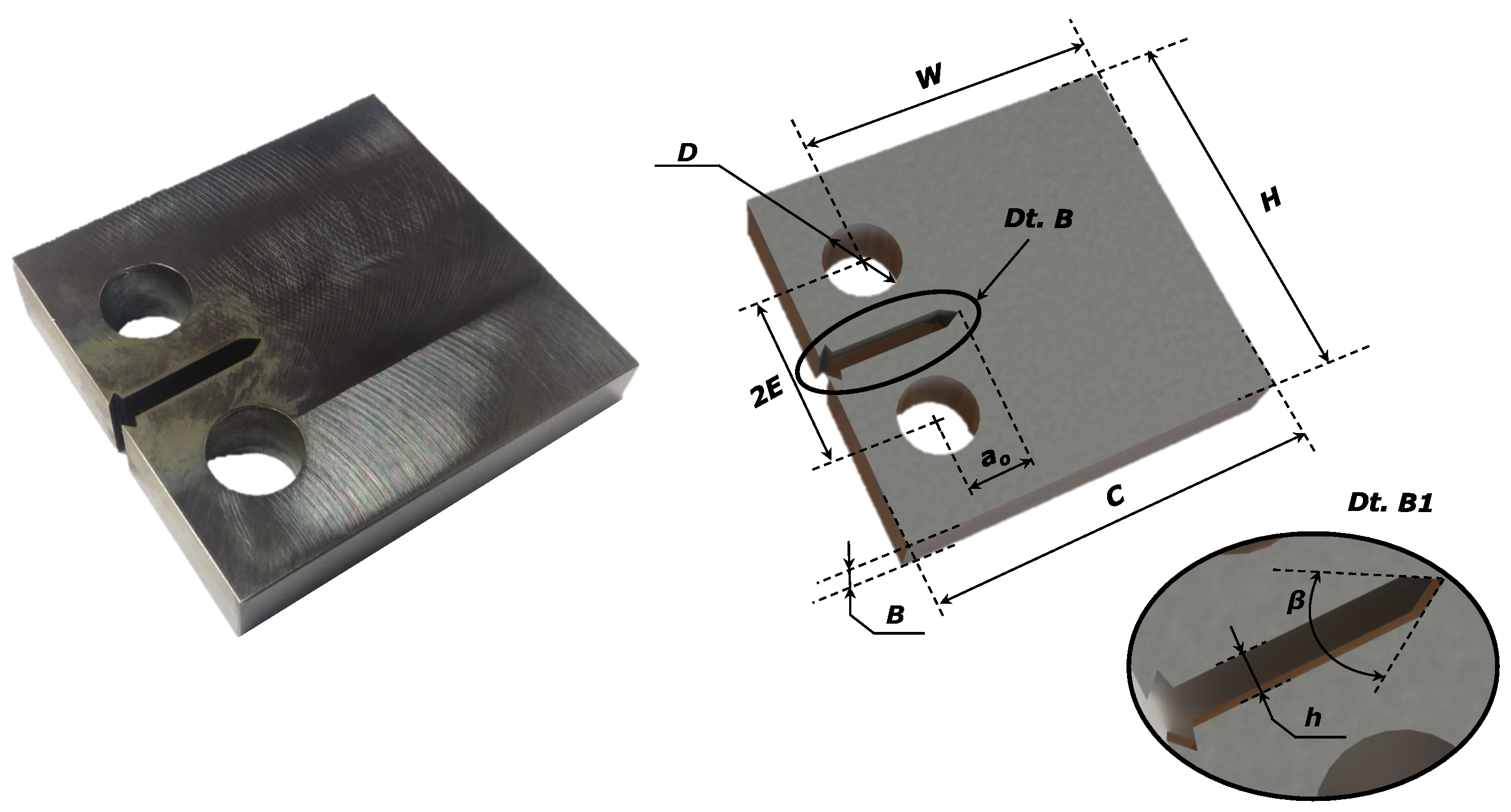
3.2. Material and Specimen Geometry
3.3. Apparatus and Experimental Procedure
3.4. Statistical Techniques
4. Results and Discussion
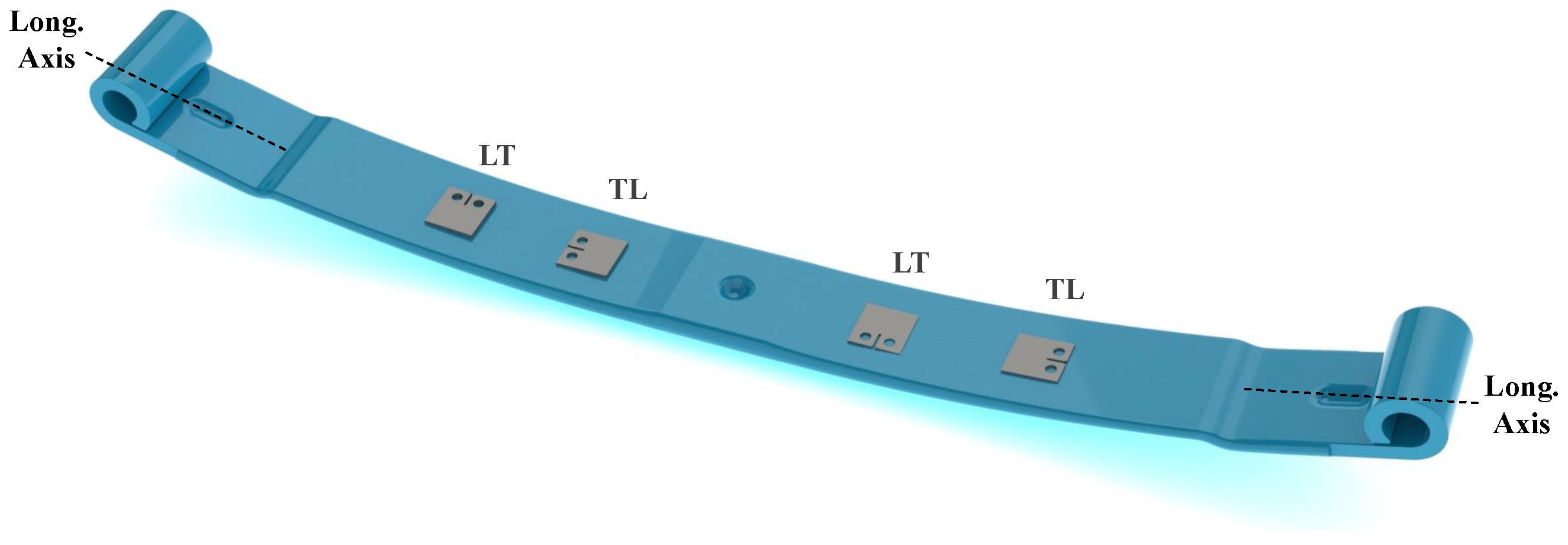
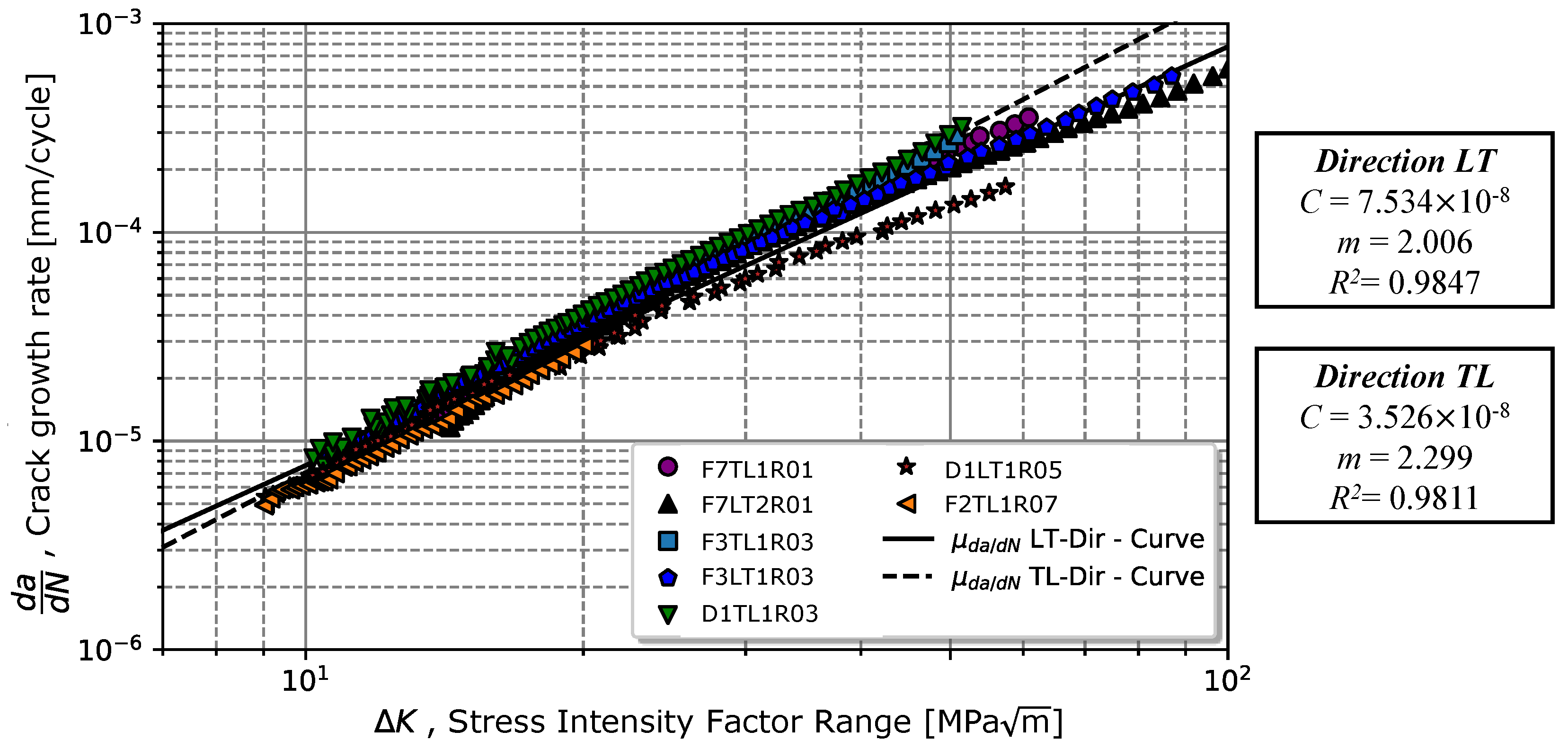
4.1. Rolling Direction Effect
4.2. Stress Ratio Effect and Crack Closure
4.3. Critical Stress Intensity Factor
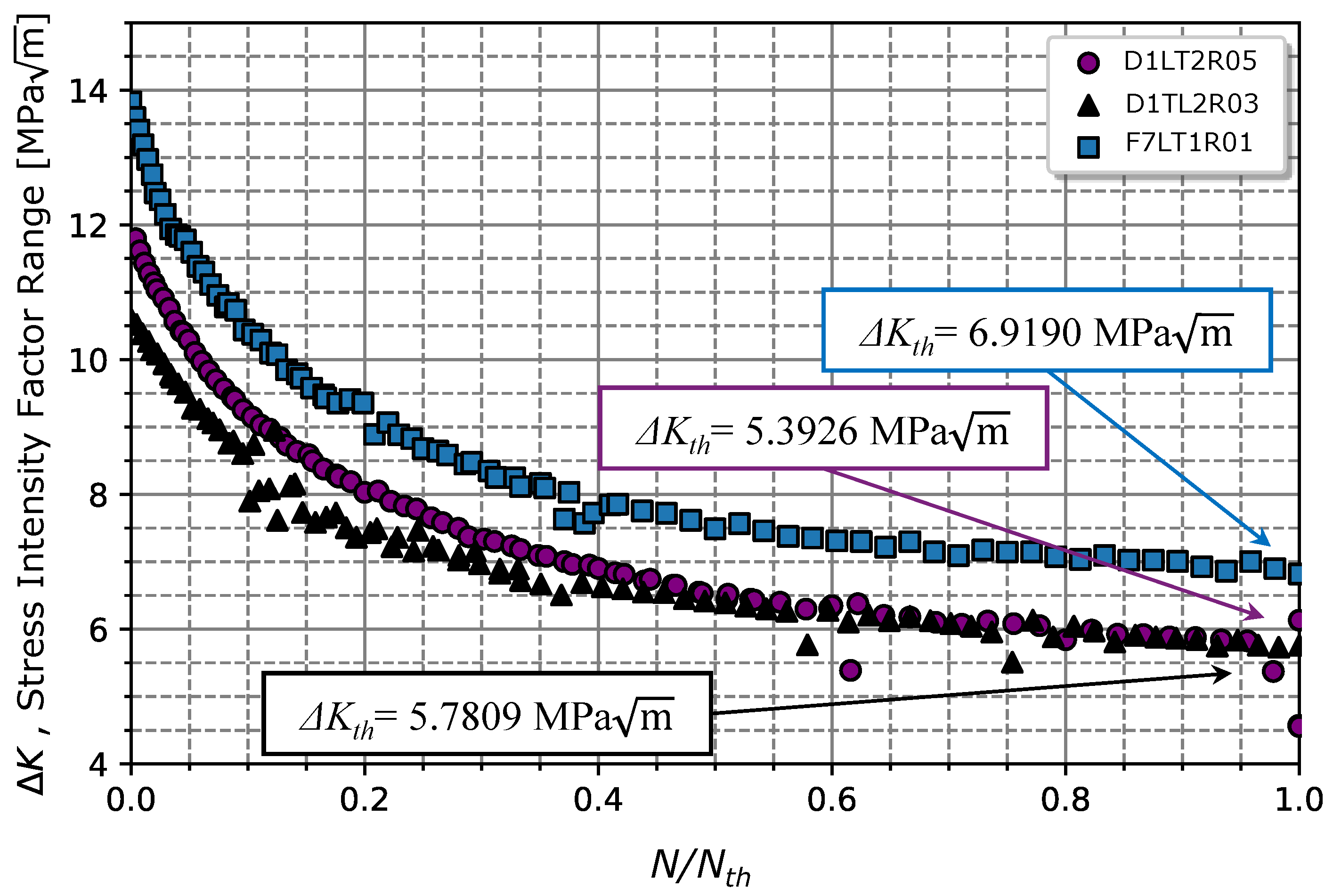
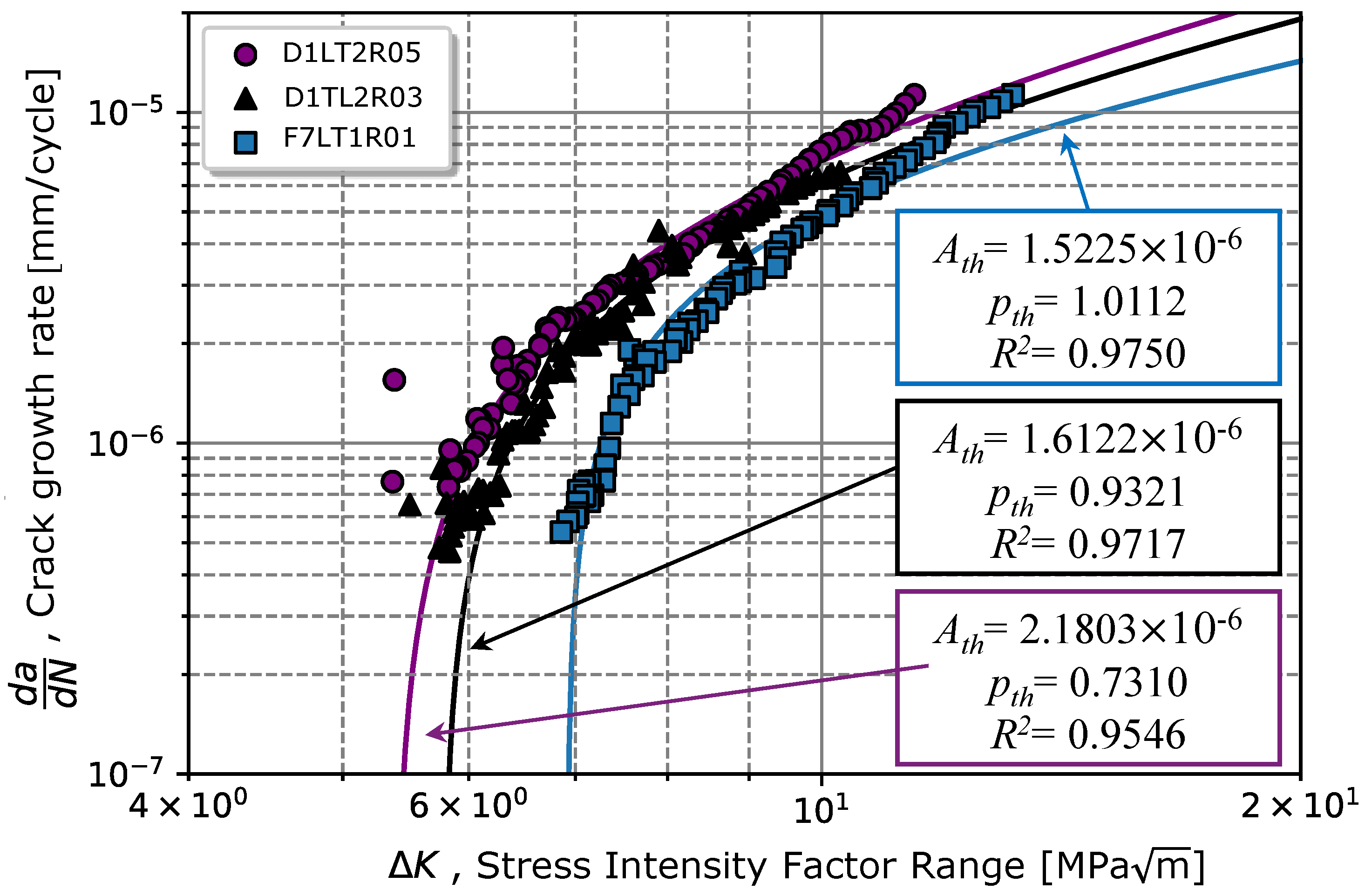
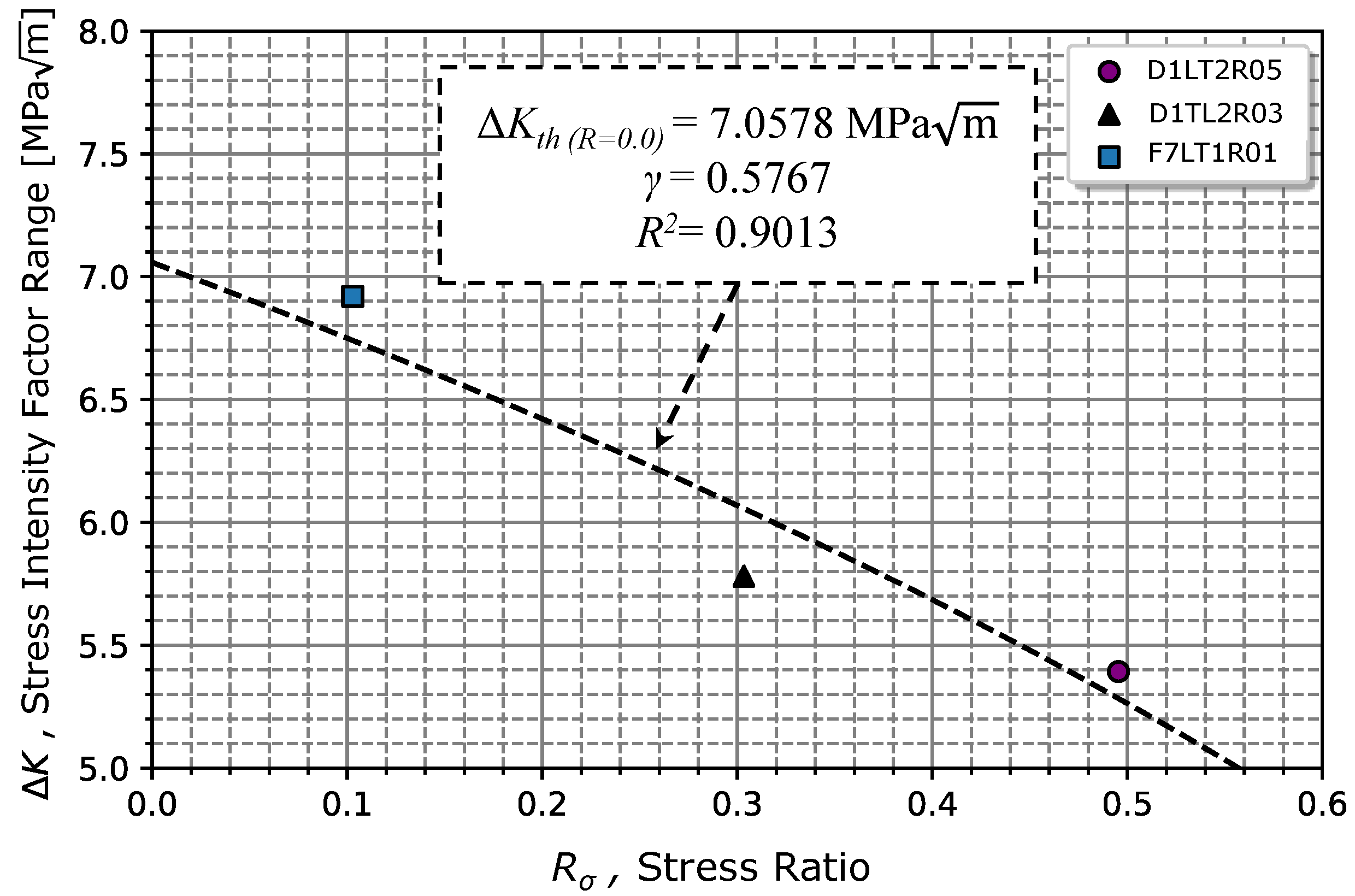
4.4. Threshold Stress Intensity Factor Range
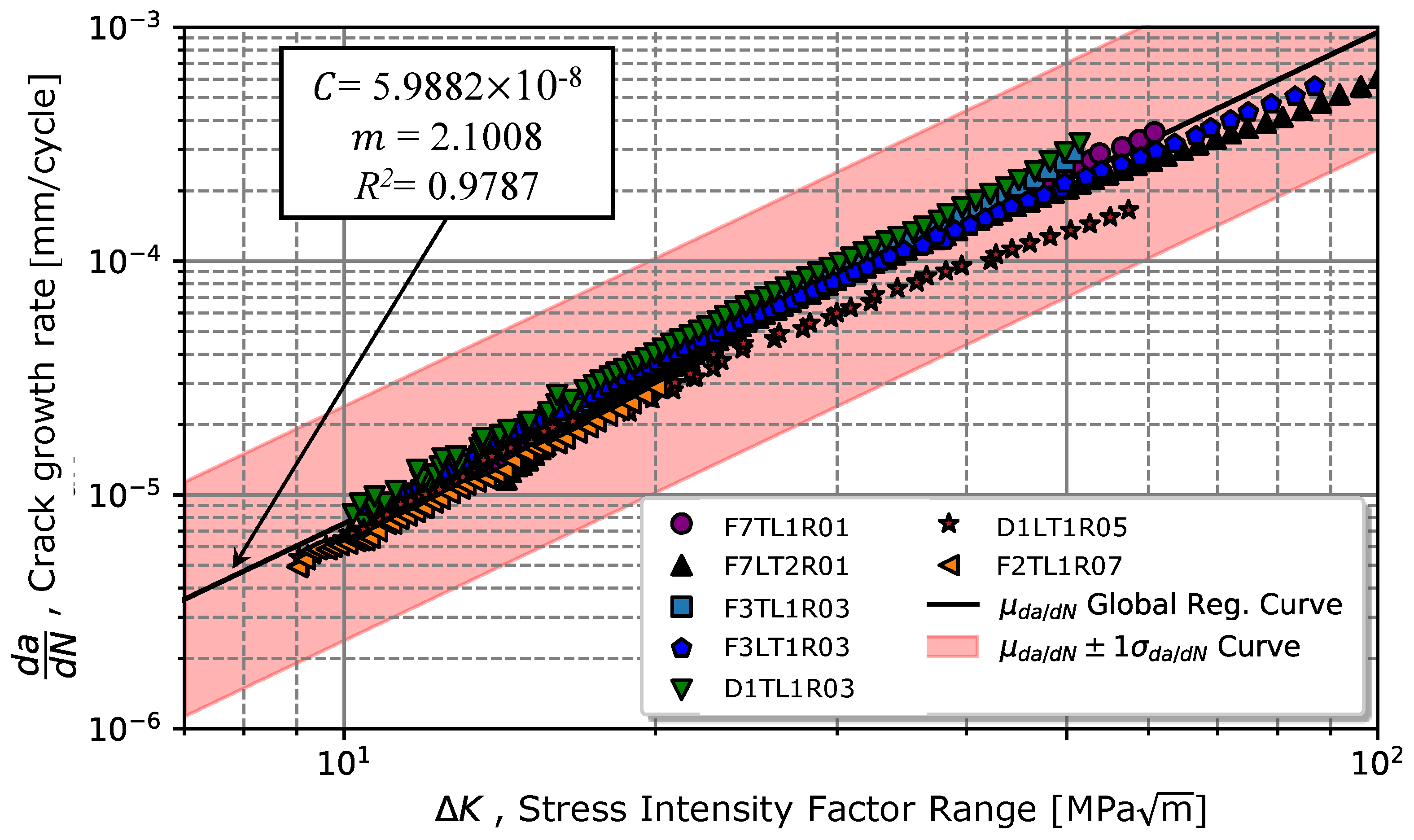
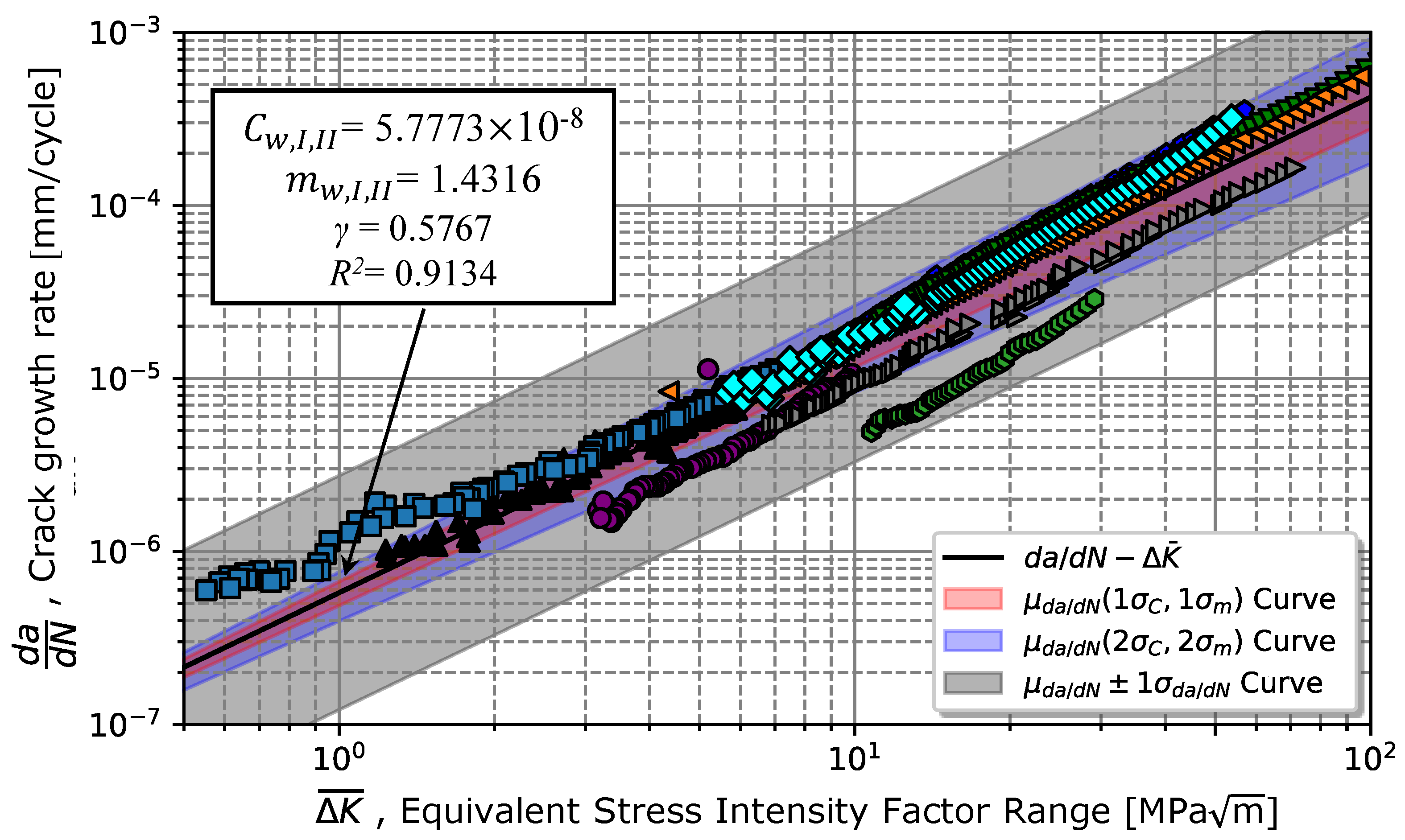
4.5. Global Fatigue Crack Propagation Model
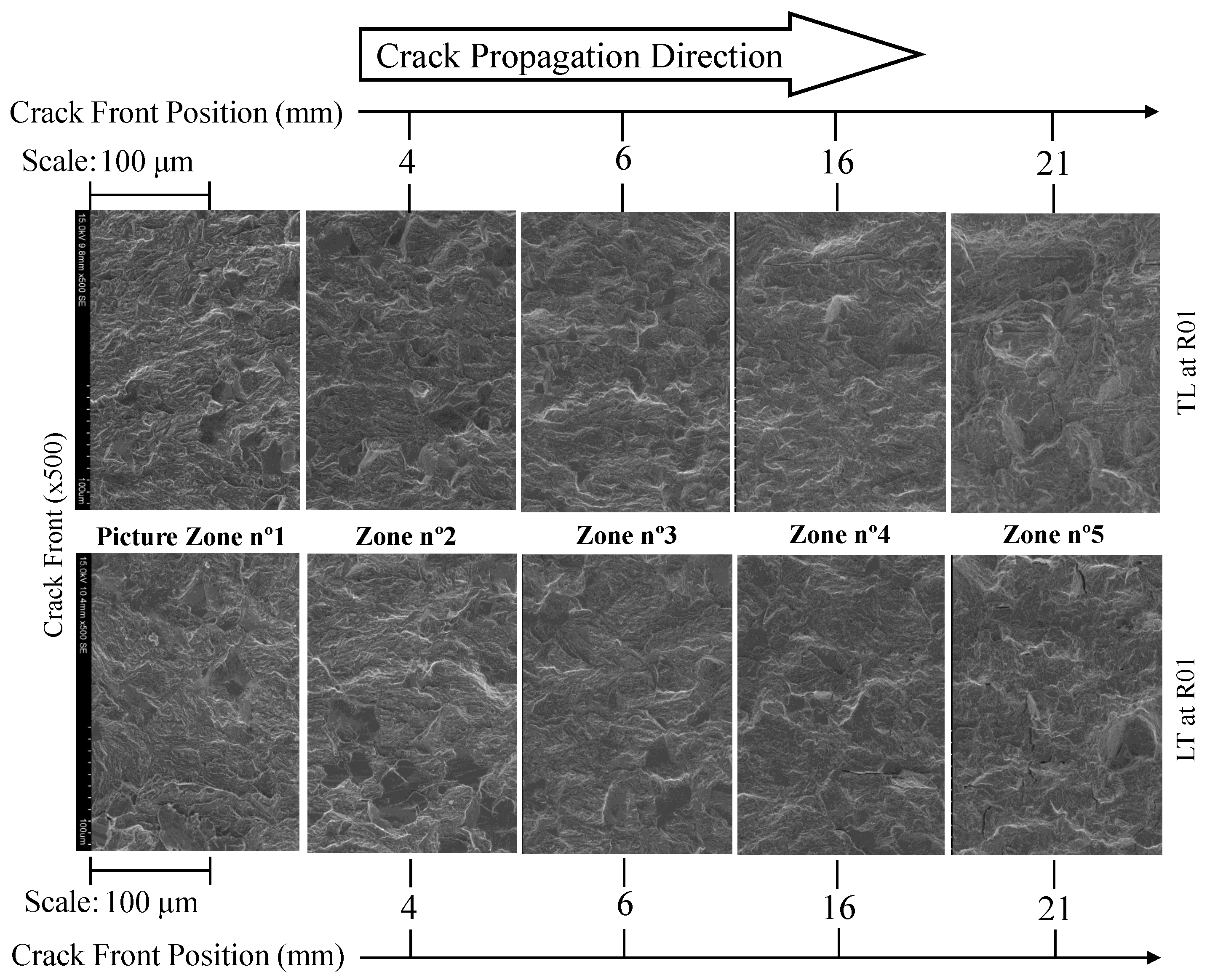
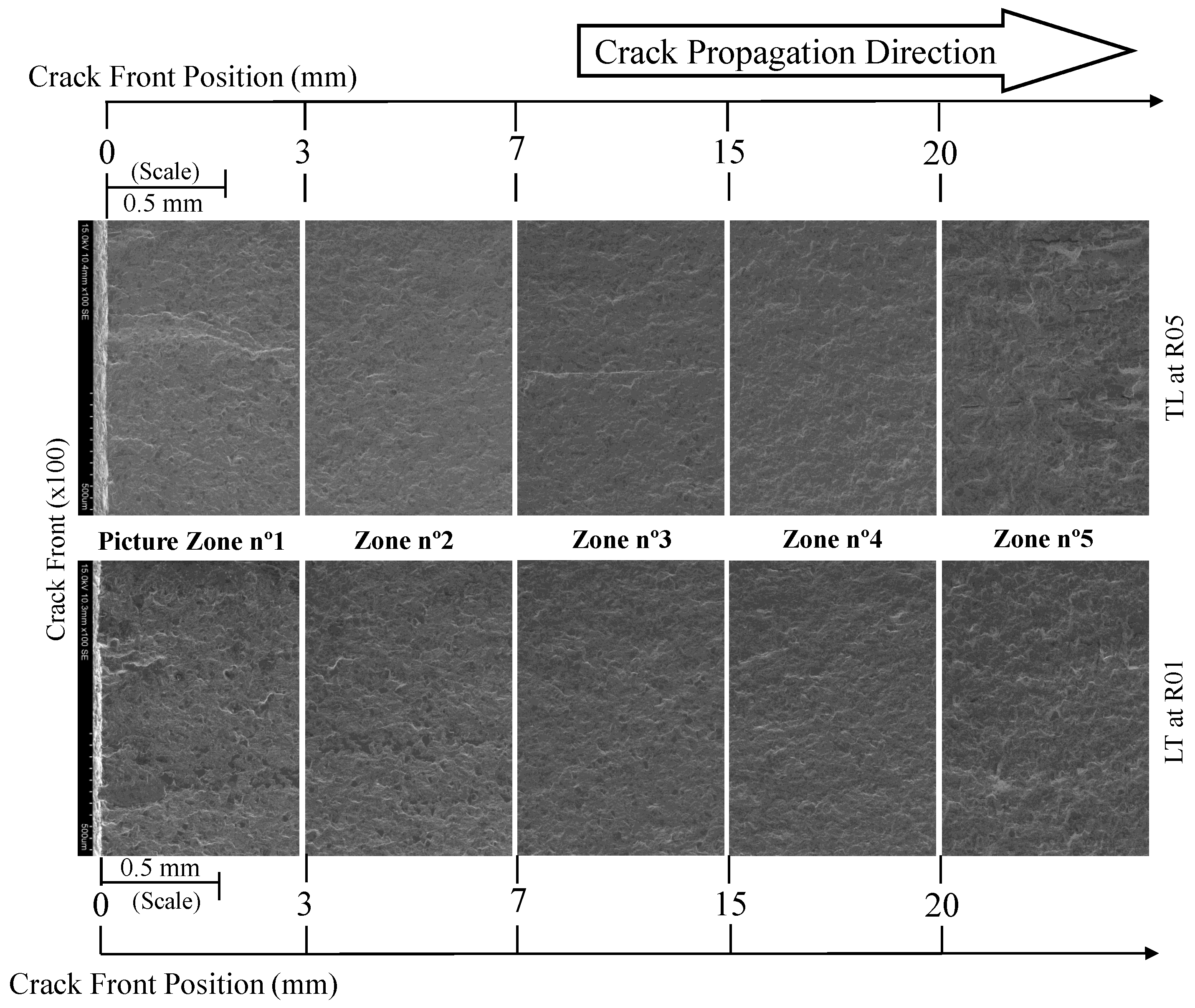
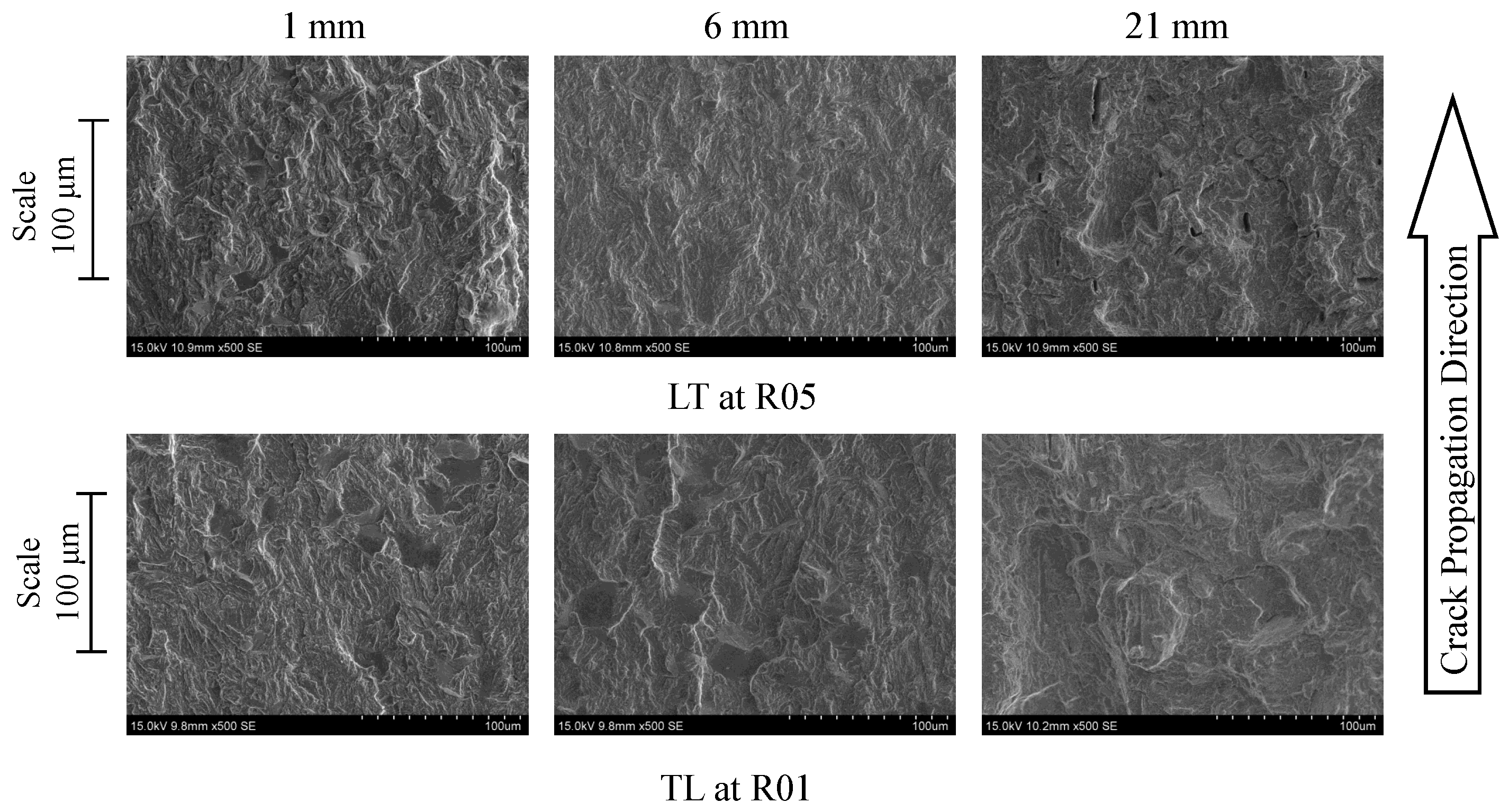
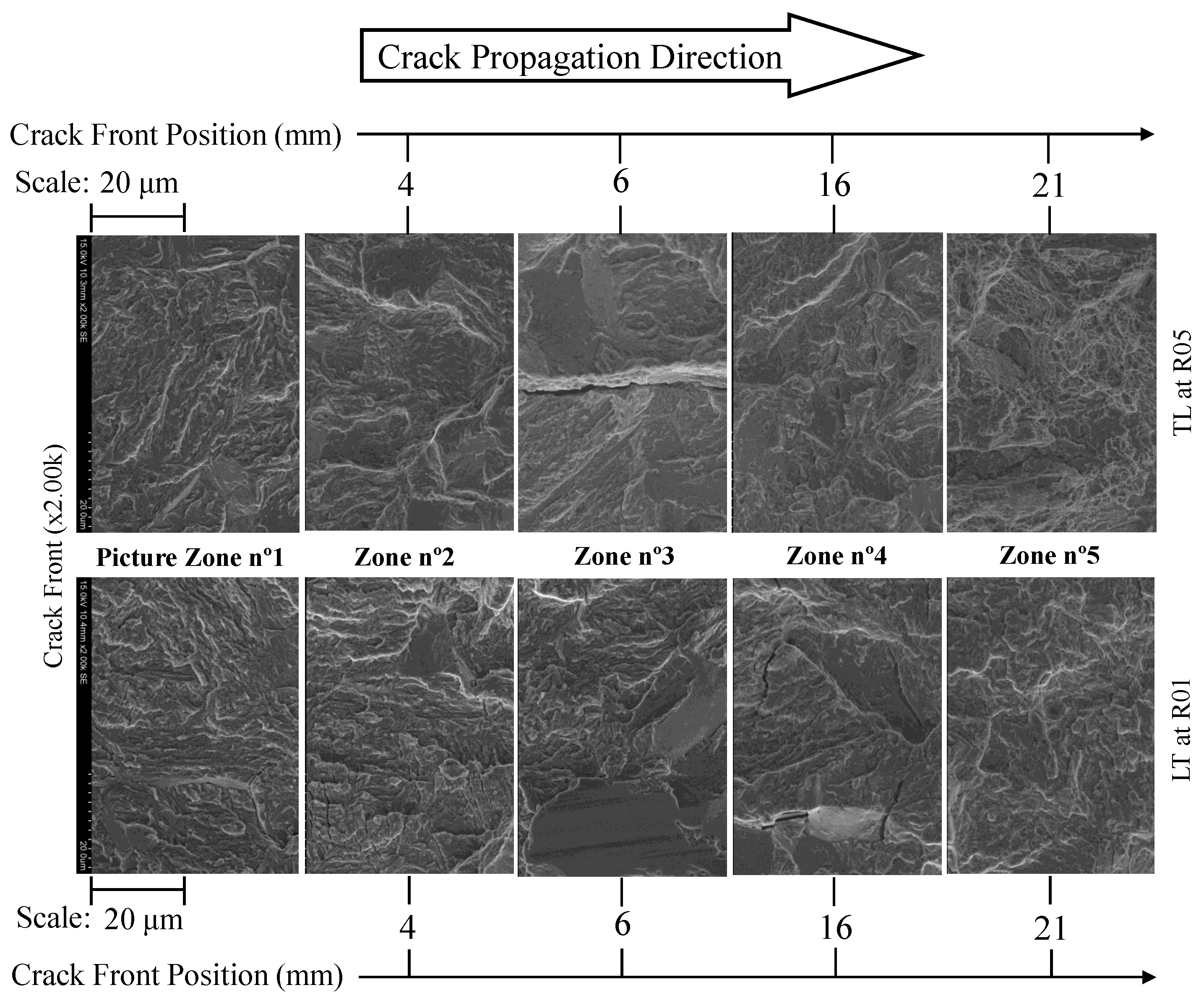
4.6. Fracture Surface Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, H.Y.; Hu, J.D.; Li, J.; Chen, G.; Sun, X.J. Effect of tempering temperature on microstructure and mechanical properties of AISI 6150 steel. J. Cent. South Univ. 2013, 20, 866–870. [Google Scholar] [CrossRef]
- Brnic, J.; Brcic, M.; Krscanski, S.; Canadija, M.; Niu, J. Analysis of materials of similar mechanical behavior and similar industrial assignment. Procedia Manuf. 2019, 37, 207–213. [Google Scholar] [CrossRef]
- Han, X.; Zhang, Z.; Hou, J.; Thrush, S.J.; Barber, G.C.; Zou, Q.; Yang, H.; Qiu, F. Tribological behavior of heat treated AISI 6150 steel. J. Mater. Res. Technol. 2020, 9, 12293–12307. [Google Scholar] [CrossRef]
- Gomes, V.M.G.; Souto, C.D.S.; Correia, J.A.; de Jesus, A.M.P. Monotonic and Fatigue Behaviour of the 51CrV4 Steel with Application in Leaf Springs of Railway Rolling Stock. Metals 2024, 14, 266. [Google Scholar] [CrossRef]
- Malikoutsakis, M.; Gakias, C.; Makris, I.; Kinzel, P.; Müller, E.; Pappa, M.; Savaidis, G. On the effects of heat and surface treatment on the fatigue performance of high-strength leaf springs. In MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2021; Volume 349, p. 04007. [Google Scholar] [CrossRef]
- Federal Department of the Environment, Transport, Energy and Communications DETEC. Derailment in Daillens VD. Report according to RID 1.8.5.4. 2016. Available online: http://www.otif.org/fileadmin/user_upload/otif_verlinkte_files/05_gef_guet/07_rid_verweis/1.8.5.2/Switzerland_2015_04_25_E.pdf (accessed on 1 February 2024).
- Žužek, B.; Sedlacek, M.; Podgornik, B. Effect of segregations on mechanical properties and crack propagation in spring steel. Frat. Integrità Strutt. 2015, 9. [Google Scholar] [CrossRef]
- Llaneza, V.; Belzunce, F. Study of the effects produced by shot peening on the surface of quenched and tempered steels: Roughness, residual stresses and work hardening. Appl. Surf. Sci. 2015, 356, 475–485. [Google Scholar] [CrossRef]
- Soady, K.A. Life assessment methodologies incorporating shot peening process effects: Mechanistic consideration of residual stresses and strain hardening: Part 1—Effect of shot peening on fatigue resistance. Mater. Sci. Technol. 2013, 29, 637–651. [Google Scholar] [CrossRef]
- Gubeljak, N.; Predan, J.; Senčič, B.; Chapetti, M.D. The Crack Initiation and Propagation in threshold regime and SN curves of High Strength Spring Steels. IOP Conf. Ser. Mater. Sci. Eng. 2016, 119, 012024. [Google Scholar] [CrossRef]
- Lai, C.; Huang, W.; Li, S.; Liu, T.; Lv, R.; Tang, X.; Yu, J. Effects of quenching and tempering heat treatment on microstructure, mechanical properties, and fatigue crack growth behavior of 51CrV4 spring steel. IOP Conf. Ser. Mater. Sci. Eng. 2021, 8, 096514. [Google Scholar] [CrossRef]
- Lee, C.S.; Lee, K.A.; Li, D.M.; Yoo, S.J.; Nam, W.J. Microstructural influence on fatigue properties of a high-strength spring steel. Mater. Sci. Eng. A 1998, 241, 30–37. [Google Scholar] [CrossRef]
- Senčič, B.; Šolić, S.; Leskovšek, V. Fracture toughness–Charpy impact test–Rockwell hardness regression based model for 51CrV4 spring steel. Mater. Sci. Technol. 2014, 30, 1500–1505. [Google Scholar] [CrossRef]
- Šolić, S.; Senčič, B.; Leskovšek, V. Influence of heat treatment on mechanical properties of 51CrV4 high strength spring steel. Int. Heat Treat. Surf. Eng. 2014, 7, 92–98. [Google Scholar] [CrossRef]
- Lambers, H.G.; Gorny, B.; Tschumak, S.; Maier, H.J.; Canadinc, D. Crack growth behavior of low-alloy bainitic 51CrV4 steel. Procedia Eng. 2010, 2, 1373–1382. [Google Scholar] [CrossRef]
- Cheng, G.; Chen, K.; Zhang, Y.; Chen, Y. The fracture of two-layer leaf spring: Experiments and simulation. Eng. Fail. Anal. 2021, 133, 105971. [Google Scholar] [CrossRef]
- James, M.N.; Hattingh, D.G.; Matthews, L. Embrittlement failure of 51CrV4 leaf springs. Eng. Fail. Anal. 2022, 139, 106517. [Google Scholar] [CrossRef]
- Infante, V.; Freitas, M.; Baptista, R. Failure analysis of a parabolic spring belonging to a railway wagon. Int. J. Fatigue 2022, 140, 106526. [Google Scholar] [CrossRef]
- Gomes, V.; Correia, J.; Calçada, R.; Barbosa, R.; de Jesus, A. Fatigue in trapezoidal leaf springs of suspensions in two-axle wagons—An overview and simulation. In Structural Integrity and Fatigue Failure Analysis; Lesiuk, G., Szata, M., Blazejewski, W., de Jesus, A.M., Correia, J.A., Eds.; VCMF 2020 Structural Integrity; Springer: Cham, Switzerland, 2022; Volume 25, pp. 97–114. [Google Scholar] [CrossRef]
- Ali, N.; Riantoni, R.; Putra, T.E.; Husin, H. The fracture of two-layer leaf spring: Experiments and simulation. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2022; Volume 541, p. 012046. [Google Scholar] [CrossRef]
- Peng, W.; Zhang, J.; Yang, X.; Zhu, Z.; Liu, S. Failure analysis on the collapse of leaf spring steels during cold-punching. Eng. Fail. Anal. 2010, 17, 971–978. [Google Scholar] [CrossRef]
- Ceyhanli, U.T.; Bozca, M. Experimental and numerical analysis of the static strength and fatigue life reliability of parabolic leaf springs in heavy commercial trucks. Adv. Mech. Eng. 2020, 12, 1687814020941956. [Google Scholar] [CrossRef]
- Melander, A.; Larsson, M. The effect of stress amplitude on the cause of fatigue crack initiation in a spring steel. Int. J. Fatigue 2020, 15, 119–131. [Google Scholar] [CrossRef]
- Wu, S.C.; Li, C.H.; Luo, Y.; Zhang, H.O.; Kang, G.Z. A uniaxial tensile behavior based fatigue crack growth model. Int. J. Fatigue 2020, 131, 105324. [Google Scholar] [CrossRef]
- Paris, P.C.; Gomez, M.P.; Anderson, W.E. A rational analytic theory of fatigue. Trend Eng. 1961, 13, 9–14. Available online: https://imechanica.org/files/1961%20Paris%20Gomez%20Anderson%20A%20rational%20analytic%20theory%20of%20fatigue.pdf (accessed on 1 February 2024).
- Paris, P.C.; Erdogan, F. A critical analysis of crack propagation laws. J. Basic Eng. 1963, 85, 528–534. [Google Scholar] [CrossRef]
- Dowling, N.E. Mechanical Behavior of Materials: Engineering Methods for Deformation, Fracture and Fatigue, 2nd ed.; Prentice-Hall Inc.: Hoboken, NJ, USA, 1999. [Google Scholar]
- Dowling, N.E.; Calhoun, C.A.; Arcari, A. Mean stress effects in stress-life fatigue and the Walker equation. Fatigue Fract. Eng. Mater. Struct. 2008, 32, 163–179. [Google Scholar] [CrossRef]
- Forman, R.G.; Kearney, V.E.; Engle, R.M. Numerical analysis of crack propagation in cyclic-loaded structures. J. Basic Eng. 1967, 89, 459. [Google Scholar] [CrossRef]
- Mínguez, J. Foreman’s crack growth rate equation and the safety conditions of cracked structures. Eng. Fract. Mech. 1994, 48, 663–672. [Google Scholar] [CrossRef]
- Elber, W. Fatigue crack closure under cyclic tension. Enginnering Fract. Mech. 1970, 2, 37–45. [Google Scholar] [CrossRef]
- Suresh, S. Fatigue of Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Maierhofer, J.; Gänser, H.P.; Pippan, R. Modified Kitagawa–Takahashi diagram accounting for finite notch depths. Int. J. Fatigue 2015, 70, 503–509. [Google Scholar] [CrossRef]
- Newman, J.C., Jr. A crack opening stress equation for fatigue crack growth. Int. J. Fract. 1984, 24, 131–135. [Google Scholar] [CrossRef]
- ISO 6892-1; Metallic Materials-Tensile Testing—Part 1: Method of Test at Ambient Temperature. European Committee for Standardization: Brussels, Belgium, 2009.
- ASTM E647; Standard Test Method for Measurement of Fatigue Crack Growth Rates. American Society for Testing and Materials: West Conshohocken, PA, USA, 2000. [CrossRef]
- Montgomery, D.C.; Runger, G.C. Applied Statistics and Probability for Engineers, 6th ed.; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- Gubeljak, N.; Predan, J.; Senčič, B.; Chapetti, M.D. Effect of residual stresses and inclusion size on fatigue resistance of parabolic steel springs. Mater. Test. 2014, 56, 312–317. [Google Scholar] [CrossRef]
- Lancaster, J. Chapter 4—The technical background. In Engineering Catastrophes; Woodhead Publishing: Sawston, UK, 2005; pp. 139–189. [Google Scholar] [CrossRef]
- Chapetti, M.D.; Senčič, B.; Gubeljak, N. Fracture mechanics analysis of a fatigue failure of a parabolic spring. Matéria 2023, 28, e20230115. [Google Scholar] [CrossRef]
- Schramm, B.; Richard, H.A.; Kullmer, G. Theoretical, experimental and numerical investigations on crack growth in fracture mechanical graded structures. Eng. Fract. Mech. 2023, 167, 188–200. [Google Scholar] [CrossRef]
- Schramm, B.; Richard, H.A. Crack propagation in fracture mechanical graded structures. Frat. Integrità Strutt. 2015, 9. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | V | S | Pb | Fe |
|---|---|---|---|---|---|---|---|---|
| 51CrV4 (1.815) | 0.47–0.55 | ≤0.40 | 0.70–1.10 | 0.90–1.20 | ≤0.10–0.25 | ≤0.025 | ≤0.025 | 96.45–97.38 |
| E | |||||
|---|---|---|---|---|---|
| [GPa] | [MPa] | [MPa] | [%] | [%] | |
| Average | 7.53 | 34.69 | |||
| Std. Dev. [] | |||||
| DIN 51CrV4 (1.8159) | 200 | 1200 | 1350–1650 | 6 | 30 |
| [mm] | W [mm] | B [mm] | H [mm] | C [mm] | h [mm] | D [mm] | d [mm] | [deg] |
|---|---|---|---|---|---|---|---|---|
| 10.20 | 35.04 | 9.95 | 47.99 | 49.98 | 2.56 | 21.95 | 10.01 | 60 |
| ± 0.31 | ± 0.07 | ± 0.04 | ± 0.03 | ± 0.03 | ± 0.09 | ± 0.10 | ± 0.04 |
| C (LT) [(mm/cycle) MPa] | C (TL) [(mm/cycle) MPa] | m (LT) | m (TL) | |
|---|---|---|---|---|
| 0.1 | 8.8364 | 4.1781 | 1.9653 | 2.2343 |
| 0.3 | 8.3013 | 4.2025 | 2.0087 | 2.2522 |
| 0.5 | 8.7819 | - | 1.9050 | - |
| 0.7 | 5.9891 | - | 1.7109 | - |
| Average | 7.534 | 3.526 | 2.006 | 2.299 |
| ± Std. | 3.761 | 1.827 | 0.1249 | 0.1377 |
| C | |||||||
|---|---|---|---|---|---|---|---|
| [(mm/cycle) MPa] | [MPa] | [mm] | [MPa] | [(mm/cycle) MPa] | |||
| 0.1 | 7.6503 | 2.0253 | 137.57 | 28.94 | 6.919 | 2.180 | 0.7310 |
| 0.3 | 7.3253 | 2.0556 | 139.86 | 29.00 | 5.781 | 1.612 | 0.9310 |
| 0.5 | 8.781 | 1.9050 | 134.48 | 29.03 | 5.393 | 1.523 | 1.0112 |
| 0.7 | 4.3876 | 2.1477 | 137.97 | 28.82 | - | - | - |
| Average | 5.9882 | 2.1008 | 138.37 | 28.95 | 6.0308 | 1.7717 | 0.891 |
| ± Std. | 1.9760 | 0.0910 | 2.61 | 0.08 | 0.7933 | 3.5671 | 0.1444 |
| Equation | C [(mm/cycle) MPa] | m | |||
|---|---|---|---|---|---|
| 0.5767 | Walker (4) | Average | 3.4741 | 2.1582 | 0.8939 |
| ± Std. | 1.3215 | 0.0978 | |||
| Walker (9) | Average | 5.7773 | 1.4316 | 0.9134 | |
| ± Std. | 1.4316 | 0.0548 | |||
| N.D | Paris (1) | Average | 5.9882 | 2.1008 | 0.9787 |
| ± Std. | 1.9760 | 0.0910 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gomes, V.M.G.; Lesiuk, G.; Correia, J.A.F.O.; de Jesus, A.M.P. Fatigue Crack Propagation of 51CrV4 Steels for Leaf Spring Suspensions of Railway Freight Wagons. Materials 2024, 17, 1831. https://doi.org/10.3390/ma17081831
Gomes VMG, Lesiuk G, Correia JAFO, de Jesus AMP. Fatigue Crack Propagation of 51CrV4 Steels for Leaf Spring Suspensions of Railway Freight Wagons. Materials. 2024; 17(8):1831. https://doi.org/10.3390/ma17081831
Chicago/Turabian StyleGomes, Vítor M. G., Grzegorz Lesiuk, José A. F. O. Correia, and Abílio M. P. de Jesus. 2024. "Fatigue Crack Propagation of 51CrV4 Steels for Leaf Spring Suspensions of Railway Freight Wagons" Materials 17, no. 8: 1831. https://doi.org/10.3390/ma17081831
APA StyleGomes, V. M. G., Lesiuk, G., Correia, J. A. F. O., & de Jesus, A. M. P. (2024). Fatigue Crack Propagation of 51CrV4 Steels for Leaf Spring Suspensions of Railway Freight Wagons. Materials, 17(8), 1831. https://doi.org/10.3390/ma17081831