Description of Extrudate Swell for Polymer Nanocomposites

Abstract
:1. Introduction
2. Theoretical Analysis
2.1. Extrudate Swell Theory for Long Capillary Extrusion
2.2. Extrudate Swell Theory for Short Capillary Extrusion
2.3. Addition Effects of Filler in Extrudate Swell of Filled Composites
3. Verification of the Theory of Die Swell for Nanocomposites
3.1. Experimental
3.2. Comparison of the Predicted Values with the Experimental Data
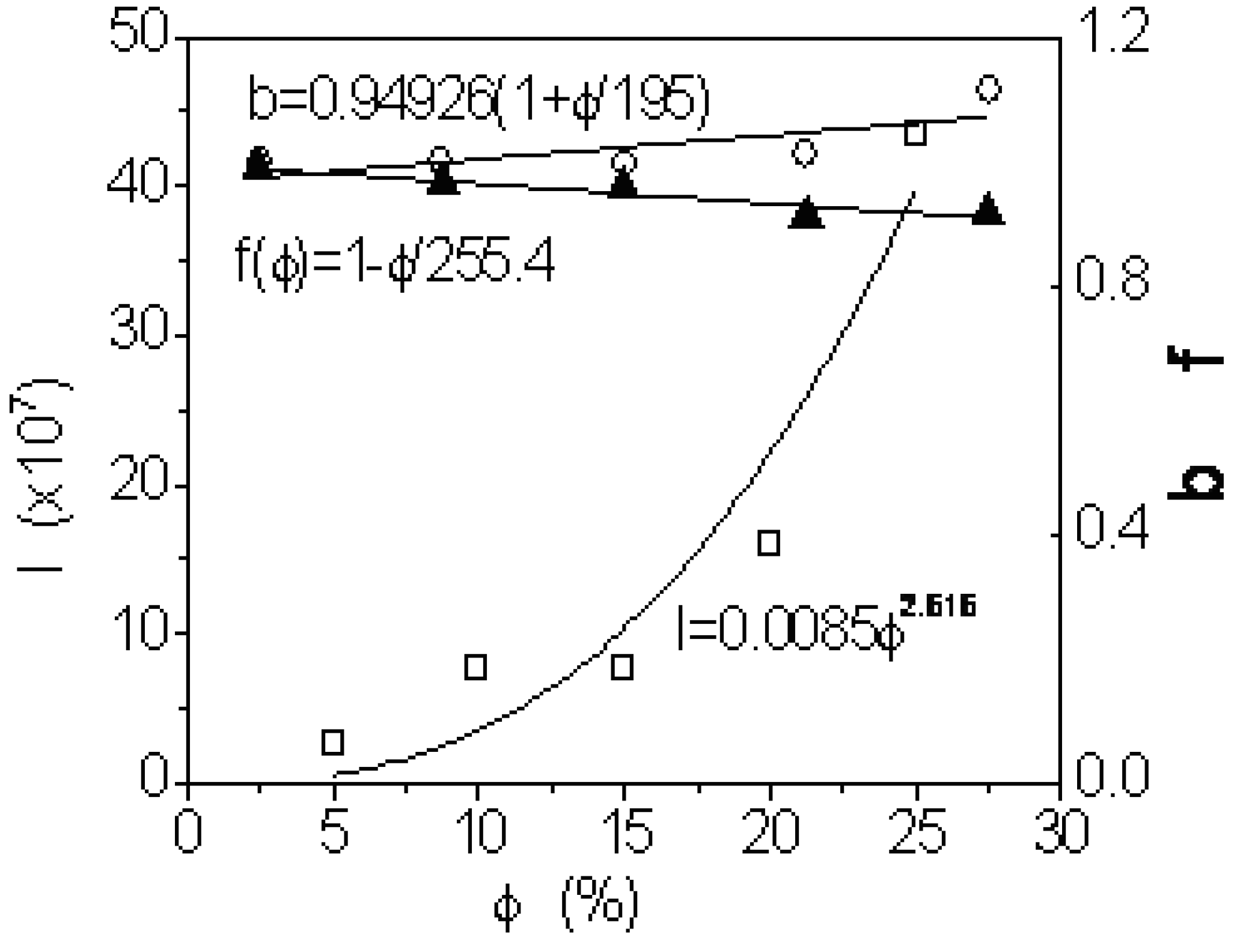
3.2.1. Application of the Swell Model to PP/Organobentonite Composite

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Φ | n | τ0 /s | a | η0 /Pa.s |
| PP | 0.835 | 0.021 | 0.84 | 780 |
| PP-PP-g-MA | 0.0213 | 810 | ||
| 1% | 0.0217 | 850 | ||
| 2% | 0.02173 | 890 | ||
| 3% | 0.02237 | 920 | ||
| 5% | 0.02253 | 970 | ||
| 7% | 0.0268 | 1170 |


| Samples | at low shear rate | at high shear rate | |||
| PP-g-MA | 2.5E6 | 0.4153 | 3.0E9 | 0.2680 | |
| Composites with different bentonite content | 1% | 3.7E5 | 0.3702 | 4.0E9 | 0.2278 |
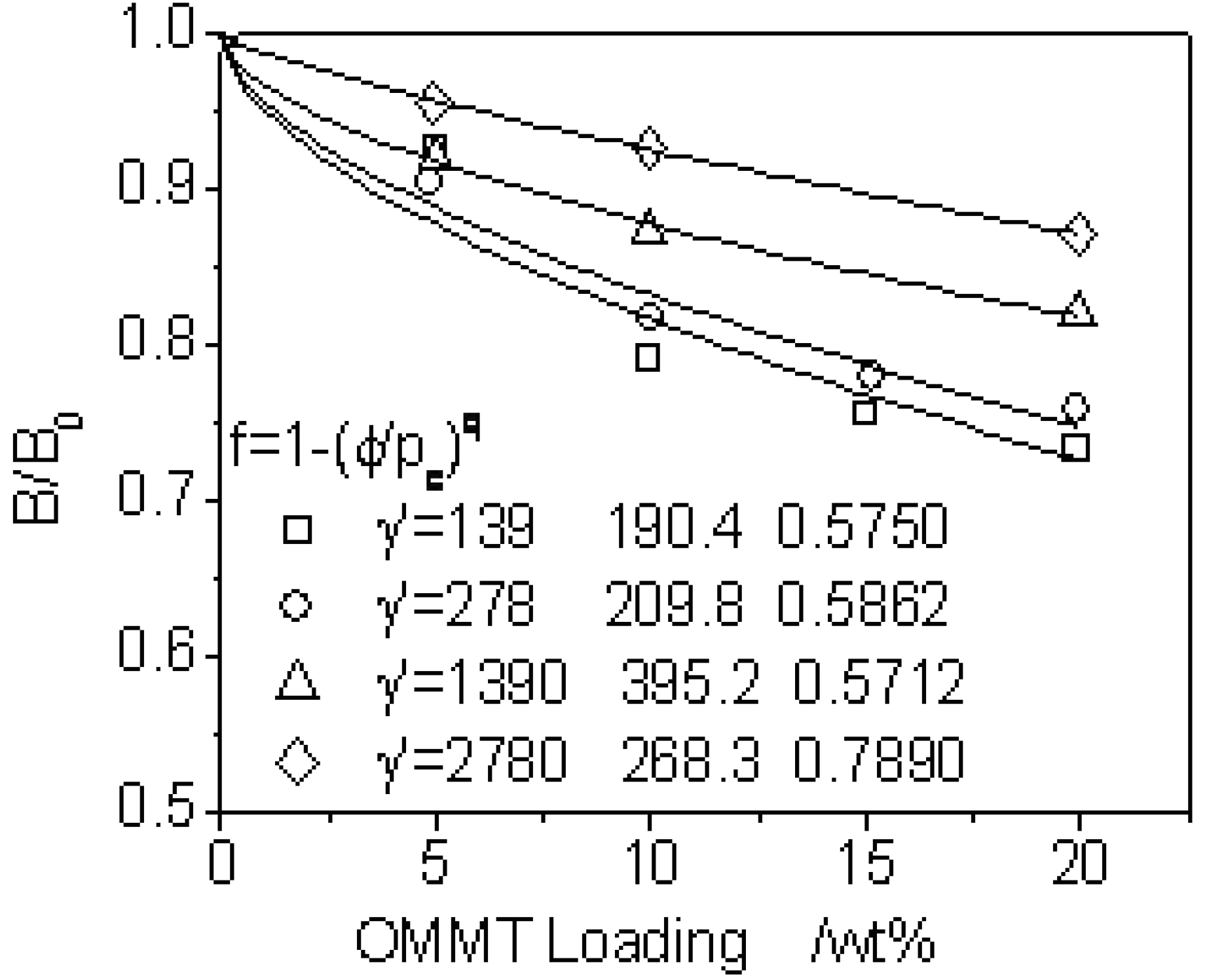
3.2.2. Application of Swell Model to PP/Ca2CO3 Composite

| Filler content (%) | for iPP /stearic acid-coated Ca2CO3 | for iPP/ uncoated CaCO3 | |
| 5% | 0.98883 | 0.9975 | 2.578E-7 |

3.2.3. Application of Swell Model to Fluoroelastomer Nanocomposites

3.2.4. Application of Swell Model to Quasi-Nanogel Particle-Filled Natural Rubber



4. Conclusions
Acknowledgements
References
- Den Doelder, C.F.J.; Koopmans, R.J. The effect of molar mass distribution on extrudate swell of linear polymers. J. Non-Newt. Fluid Mec. 2008, 152, 195–202. [Google Scholar] [CrossRef]
- Muksing, N.; Nithitanakul, M.; Grady, B.P.; Magaraphan, R. Melt rheology and extrudate swell of organobentonite-filled polypropylene nanocomposites. Polym. Testing 2008, 27, 470–479. [Google Scholar] [CrossRef]
- Kumari, K.; Kundu, P.P. Studies on in vitro release of CPM from semi-interpenetrating polymer network (IPN) composed of chitosan and glutamic acid. Bulletin Mater. Sci. 2008, 31, 159–167. [Google Scholar] [CrossRef]
- Ayutthaya, S.; Isarankura, N.; Wootthikanokkhan, J. Investigation of the photodegradation behaviors of an ethylene/vinyl acetate copolymer solar cell encapsulant and effects of antioxidants on the photostability of the material. J. Appl. Polym. Sci. 2008, 107, 3853–3859. [Google Scholar] [CrossRef]
- Mitra, S.; Chattopadhyay, S.; Bhowmick, A.K. Effects of quasi-nanogel particles on the rheological and mechanical properties of natural rubber: A new insight. J. Appl. Polym. Sci. 2008, 107, 2755–2759. [Google Scholar] [CrossRef]
- Chandra, A.; Turng, L.; Gopalan, P.; Rowell, R.M.; Gong, S. Semitransparent poly(styrene-r-maleic anhydride)/alumina nanocomposites for optical applications. J. Polym. Environ. 2007, 105, 2728–2736. [Google Scholar]
- De Paulo, G.S.; Tome, M.F.; McKee, S. A marker-and-cell approach to viscoelastic free surface flows using the PTT model. J. Non-Newtonian Fluid Mech. 2007, 147, 149–174. [Google Scholar] [CrossRef]
- Mitsoulis, E. Annular extrudate swell of Newtonian fluids: Effects of compressibility and slip at the wall. J. Fluids Eng. Trans ASME 2007, 129, 1384–1393. [Google Scholar] [CrossRef]
- Mohanty, S.; Nayak, S.K. Rheological characterization of HDPE/sisal fiber composites. Polym. Eng. Sci. 2007, 47, 1634–1642. [Google Scholar] [CrossRef]
- Peng, B.; Wu, H.; Guo, S.Y.; Lai, S.Y.; Jow, J. Effects of ultrasonic oscillations on rheological behavior and mechanical properties of novel propylene-based plastomers. J. Appl. Polym. Sci. 2007, 106, 1725–1732. [Google Scholar] [CrossRef]
- Liang, J.Z.; Li, R.K.Y.; Tang, C.Y.; Cheung, S.W. Die-swell behavior of glass bead-filled low-density polyethylene composite melts at high extrusion rates. J. Appl. Polym. Sci. 2000, 76, 419–424. [Google Scholar] [CrossRef]
- Faulkner, D.L.; Schmidt, L.R. Glass bead-filled polypropylene-1.Rheological and mechanical properties. Polym. Eng. Sci. 1977, 17, 657–665. [Google Scholar] [CrossRef]
- Zhong, Y.; Zhu, Z.; Wang, S.Q. Synthesis and rheological properties of polystyrene/layered silicate nanocomposite. Polymer 2005, 46, 3006–3031. [Google Scholar] [CrossRef]
- Sadhu, S.; Bhowmick, A.K. Unique rheological behavior of rubber based nanocomposites. J. Polym. Sci. Part B: Polym. Phys. 2005, 43, 1854–1864. [Google Scholar] [CrossRef]
- Mongruel, A.; Cartault, M. Nonlinear rheology of styrene-butadiene rubber filled with carbon-black or silica particles. J. Rheol. 2006, 50, 115–135. [Google Scholar] [CrossRef]
- Bush, M.B. Method for approximate prediction of extrudate swell. Polym. Eng. Sci. 1993, 33, 950–958. [Google Scholar] [CrossRef]
- Tanner, R.I. A theory of die-swell. J. Polym. Sci., Part A 2: Polym. Phys. 1970, 8, 2067–2078. [Google Scholar] [CrossRef]
- Kamal, K.K.; Otaigbe, J.U. Numerical analysis and experimental studies on the role of rheological properties in effecting die swell of low density polyethylene, polypropylene and polystyrene: A predictive model based on Newtonian fluid. J. Elastom. Plast. 2001, 33, 297–336. [Google Scholar] [CrossRef]
- Bagley, E.B.; Dixon, R.E. Stress relaxation of starch xanthide reinforced vulcanizates. Trans. Soc. Rheol. 1974, 18, 371–394. [Google Scholar] [CrossRef]
- Graessley, W.W.; Segal, L. Effect of molecular weight distribution on the shear dependence of viscosity in polymer systems. Trans. Soc. Rheol. 1970, 14, 519–528. [Google Scholar] [CrossRef]
- Han, C.D. On slit and capillary die rheometry. Trans. Soc. Rheol. 1974, 20, 595–621. [Google Scholar]
- Luo, X.L.; Tanner, R.I. Finite element simulation of long and short circular die extrusion experiments using integral models. International J. for Numerical Methods in Eng. 1988, 25, 9–22. [Google Scholar] [CrossRef]
- Tanner, R.I. A theory of die-swell revisited. J. Non-Newtonian Fluid Mech. 2005, 129, 85. [Google Scholar] [CrossRef]
- Song, M.S.; Hu, G.X.; Yang, Z.H.; Xu, Q.; Wu, S.Z. Dynamics of polymeric fluids. The molecular theory of die swell: A set of equation on swelling ratio in extrudates. J. Mater Sci. Tech. 2006, 22, 93–107. [Google Scholar]
- Song, M.S.; Xu, Q.; Hu, G.X.; Wu, S.Z. Dynamics of polymeric fluids: Part II the molecular theory of die swell: Correlation of ultimate die swelling effect to the molecular parameters and the operational variables. J. Mater Sci. Tech. 2006, 22, 664–676. [Google Scholar]
- Zhu, C.W.; Song, M.S.; Hu, G.X.; Wu, D.M. The Dynamic Theory of Die Swell for Entangled Polymeric Liquids in the Tube Extrusion: New Set of Equations on the Grown and Ultimate Extrudate Swelling Ratios under the Free States. China J. Chem. Phys. 2007, 20, 563–581. [Google Scholar] [CrossRef]
- Zhao, J.; Song, M.S.; Zhu, C.W.; Hu, G.X.; Wang, K.J.; Wu, D.M. Dynamic theory of die swellfor entangled polymeric liquids in tube Extrusion. Chin. J. Chem. Phys. 2008, 21, 55–88. [Google Scholar] [CrossRef]
- Huang, D.; White, J.L. Experimental and theoretical investigation of extrudate swell of polymer melts from small length/cross-section ratio slit and capillary dies. Polym. Eng. Sci. 1980, 20, 182–189. [Google Scholar] [CrossRef]
- Mitra, S.; Chattopadhyay, S.; Bhowmick, A.K. Effects of quasi-nanogel particles on the rheological and mechanical properties of natural rubber: A new insight. J. Appl. Polym. Sci. 2008, 107, 2755–2763. [Google Scholar] [CrossRef]
- Liang, J.Z. Die-swell behavior during the short-tube flow of rubber compounds. J. Appl. Polym. Sci. 2007, 104, 70–74. [Google Scholar] [CrossRef]
- Liang, J.Z. The melt elastic behavior of polypropylene/glass bead composites in capillary flow. Polym. Test. 2002, 21, 927–931. [Google Scholar] [CrossRef]
- Stabik, J. Studies on motion of filler particles during polymer flow. Polymer 2004, 4, 712–718. [Google Scholar]
- Huang, S.X.; Lu, C.J. Stress relaxation characteristics and extrudate swell of the IUPAC-LDPE melt. J. Non-Newtonian Fluid Mech. 2006, 136, 147–154. [Google Scholar] [CrossRef]
- Nattay, M.; Manit, N.; Brian, P.G.; Rathanawan, M. Melt rheology and extrudate swell of organobentonite-filled polypropylene nanocomposites. Polym. Test. 2008, 27, 470–479. [Google Scholar] [CrossRef]
- Rapeephun, D.; Jimmy, Y.; Pitt, S. Melt rheology and extrudate swell of calcium carbonate nanoparticle-filled isotactic polypropylene. Polym. Test. 2005, 24, 2–11. [Google Scholar] [CrossRef]
- Kader, M.A.; Lyu, M.Y.; Nah, C. A study on melt processing and thermal properties of fluoroelastomer nanocomposites. Comp. Sci. Tech. 2006, 66, 1431–1443. [Google Scholar] [CrossRef]
- Mitra, S.; Chattopadhyay, S.; Bharadwaj, Y.K.; Sabharwal, S.; Bhowmick, A.K. Effect of electron beam-cross-linked gels on the rheological properties of raw natural rubber. Radiat. Phys. Chem. 2008, 77, 630–642. [Google Scholar] [CrossRef]
© 2010 by the authors; licensee Molecular Diversity Preservation International, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Wang, K. Description of Extrudate Swell for Polymer Nanocomposites. Materials 2010, 3, 386-400. https://doi.org/10.3390/ma3010386
Wang K. Description of Extrudate Swell for Polymer Nanocomposites. Materials. 2010; 3(1):386-400. https://doi.org/10.3390/ma3010386
Chicago/Turabian StyleWang, Kejian. 2010. "Description of Extrudate Swell for Polymer Nanocomposites" Materials 3, no. 1: 386-400. https://doi.org/10.3390/ma3010386
APA StyleWang, K. (2010). Description of Extrudate Swell for Polymer Nanocomposites. Materials, 3(1), 386-400. https://doi.org/10.3390/ma3010386