Low Stress Mechanical Properties of Plasma-Treated Cotton Fabric Subjected to Zinc Oxide-Anti-Microbial Treatment


Abstract
:1. Introduction
2. Experimental Section
2.1. Material
2.2. Plasma Pre-Treatment
2.3. Two-Bath Pad-Dry-Cure Antimicrobial Treatment

| Sample Symbol | Plasma pre-treatment | Concentrations of reagents | |||
|---|---|---|---|---|---|
| Microfresh | Microban | Zinc Oxide | Nano-Zinc Oxide | ||
| M1 | No | 0.25% | 0.5% | – | – |
| M2 | No | 0.25% | 0.5% | 0.2% | – |
| M3 | No | 0.25% | 0.5% | – | 0.2% |
| PM1 | Yes | 0.25% | 0.5% | – | – |
| PM2 | Yes | 0.25% | 0.5% | 0.2% | – |
| PM3 | Yes | 0.25% | 0.5% | – | 0.2% |
2.4. Scanning Electron Microscopy (SEM)
2.5. Energy Dispersive X-ray (EDX) Analysis
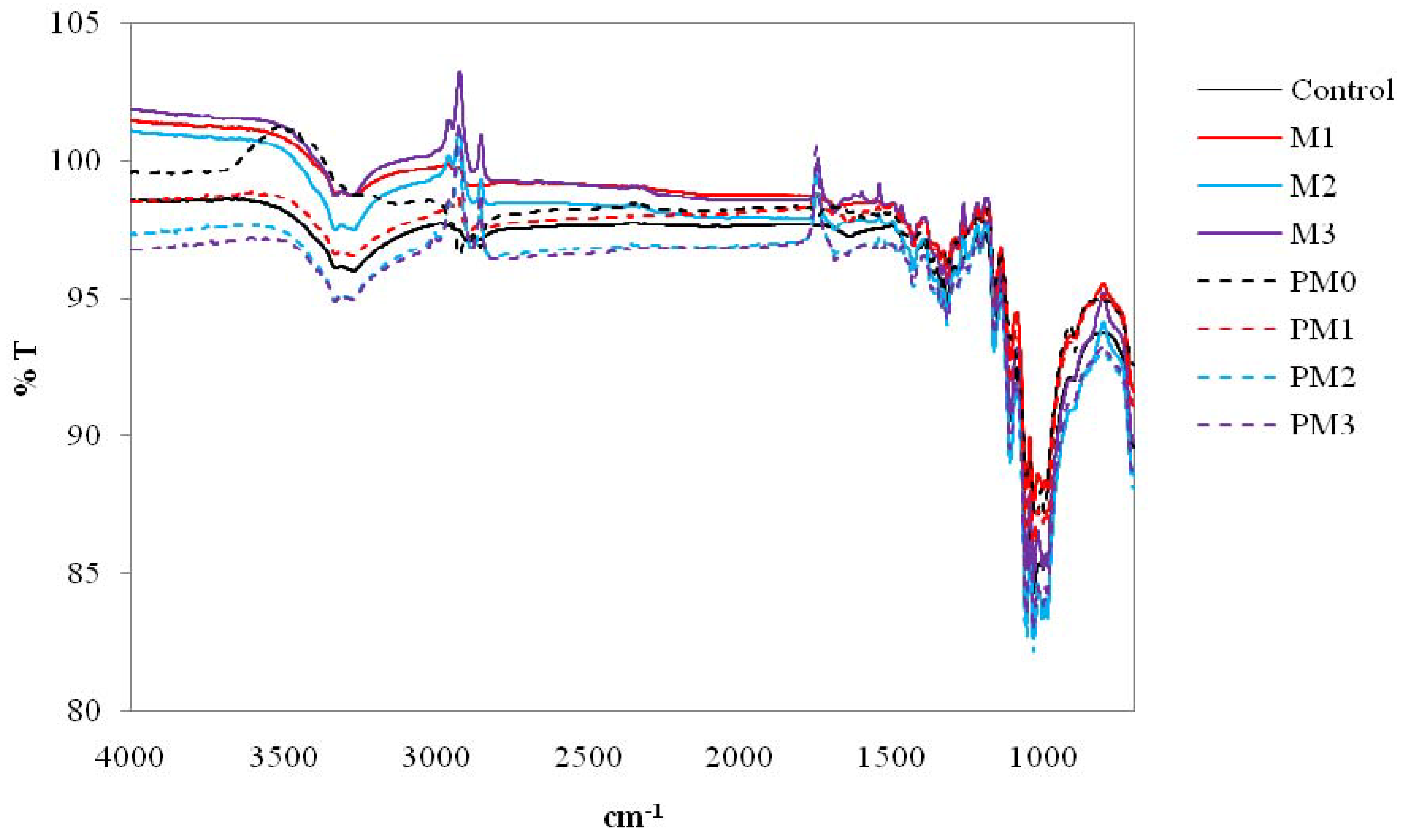
2.6. Fourier Transform Infrared Spectroscopy
2.7. Kawabata Evaluation System for Fabrics (KES-F)
| Properties | Symbol | Definition | Characteristics | Unit |
|---|---|---|---|---|
| Tensile energy/tensile work | WT | Energy used for extending fabric to 500 gf/cm width. | WT refers to the ability of a fabric to withstand external stress during extension. A fabric with good tensile strength and toughness will have a large value of WT. | gf cm/cm2 |
| Tensile resilience | RT | Percentage energy recovery from tensile deformation. | The reduced fabric RT value implies that the fabric becomes difficult to restore to its original shape after releasing the applied tensile stress. | % |
| Extensibility | EMT | Percentage extension at the maximum applied load of 500 gf/cm specimen width. | EMT has a good correlation with fabric handle. The greater the value of EMT, the larger the elongation of the fabric under a known applied stress. | % |
| Shear stiffness/shear rigidity | G | Average slope of the linear regions of the shear hysteresis curve to ±2.5° shear angle. | G refers to the ability of a fabric to resist shear stress which is the ease with which the fibers slide against each other. Lower values indicate less resistance to shearing corresponding to a softer material having better drape. | gf/cm degree |
| Shear stress at 0.5° | 2HG | Average width of the shear hysteresis loop at ±0.5° shear angle. | 2HG is the ability of a fabric to recover after applying the shear stress value of 0.5° shear angle. The greater the value of shear stress, the worse the recovery ability of the fabric and the stiffer the fabric. | gf/cm |
| Shear stress at 5° | 2HG5 | Average width of the shear hysteresis loop at ±5° shear angle. | 2HG5 is the ability of a fabric to recover after applying a shear stress value of 5° shear angle. The greater the value of shear stress, the worse the recovery ability and stiffness of the fabric. | gf/cm |
| Bending rigidity | B | Average slope of the linear regions of the bending hysteresis curve to 1.5 cm−1. | B is the ability of a fabric to resist the bending moment, which is related to the quality of stiffness when a fabric is handled. A higher B value indicates greater resistance to bending. | gf cm2/cm |
| Bending moment | 2HB | Average width of the bending hysteresis loop at 0.5cm−1 curvature. | 2HB refers to the recovery ability of a fabric after being bent. It is measured as a specimen is bent through a range of curvatures from 2.5 cm−1 to −2.5 cm−1. The smaller the value of 2HB, the better the bending recovery of the fabric will be. | gf cm/cm |
| Compressional linearity | LC | Linearity of compression-thickness curve. | LC determines the compressibility along with the change in fabric thickness after treatment. High value of LC indicates a fluffy fabric with high compressibility. | – |
| Compressional energy | WC | Energy used for compressing fabric under 50 gf/cm2. | The WC value represents a fluffy feeling of the fabric. The higher the value of WC, the higher the compressibility of the fabric. | gf cm/cm2 |
| Compressional resilience | RC | Percentage energy recovery from lateral compression deformation. | RC indicates the recoverability of the fabric after the compression force is removed. A higher value indicates better recovery ability from compression. | % |
| Fabric thickness at 0.5 gf/cm2 pressure | To | Fabric thickness at 0.5 gf/cm2 pressure. | TO measures the surface thickness at a pressure of 0.5 gf/cm2. | mm |
| Fabric thickness at 50 gf/cm2 pressure | Tm | Fabric thickness at 50 gf/cm2 pressure. | TO measures the intrinsic thickness at a pressure of 50 gf/cm2. | mm |
| Coefficient of friction | MIU | Coefficient of friction between the fabric surface and a standard contactor. | MIU represents the fabric smoothness, roughness and crispness. The value demonstrates the ratio of the force required to slide the surfaces to the force perpendicular to the surfaces. The higher the value of MIU, the greater the friction of the fabric. | – |
| Geometrical roughness | SMD | Variation in surface geometry of the fabric. | SMD refers to the fabric surface evenness. The lower the SMD value, the more even the fabric surface. | μm |
3. Results and Discussion
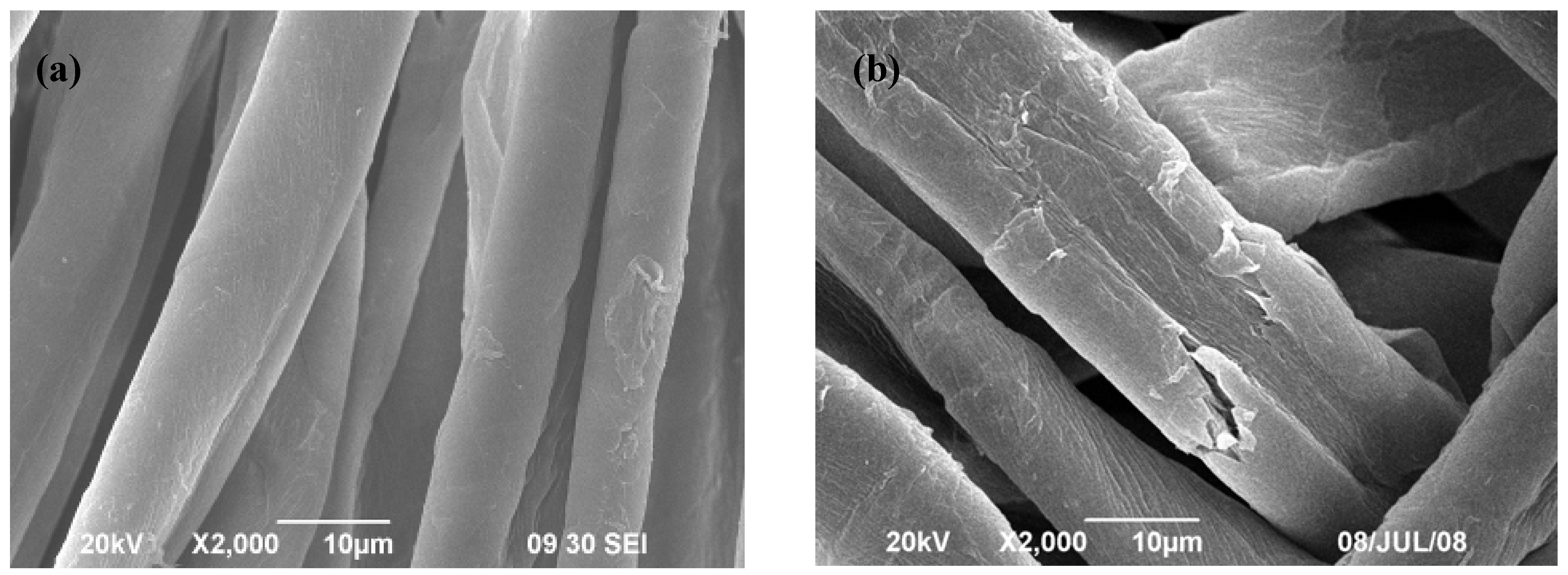
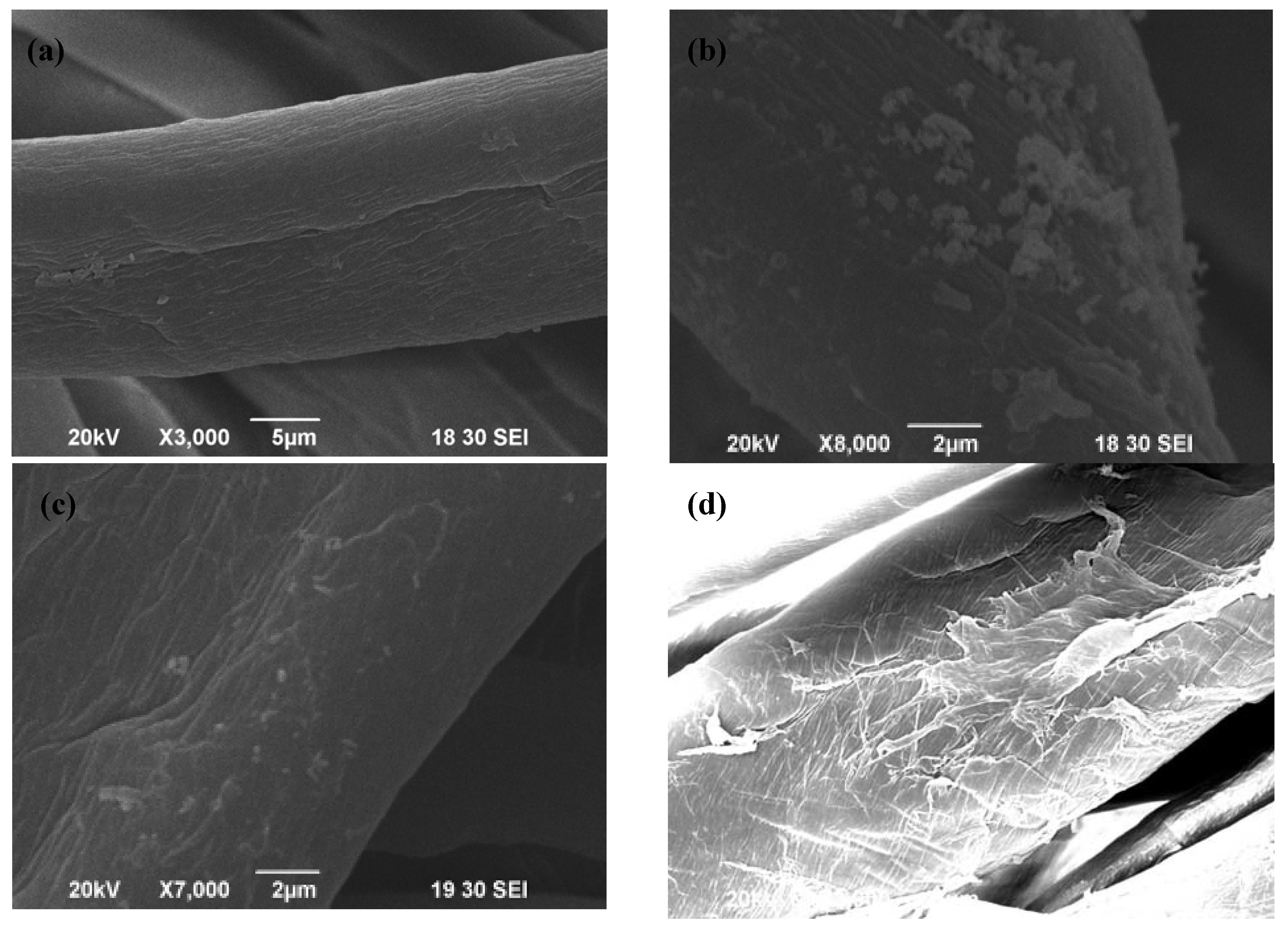
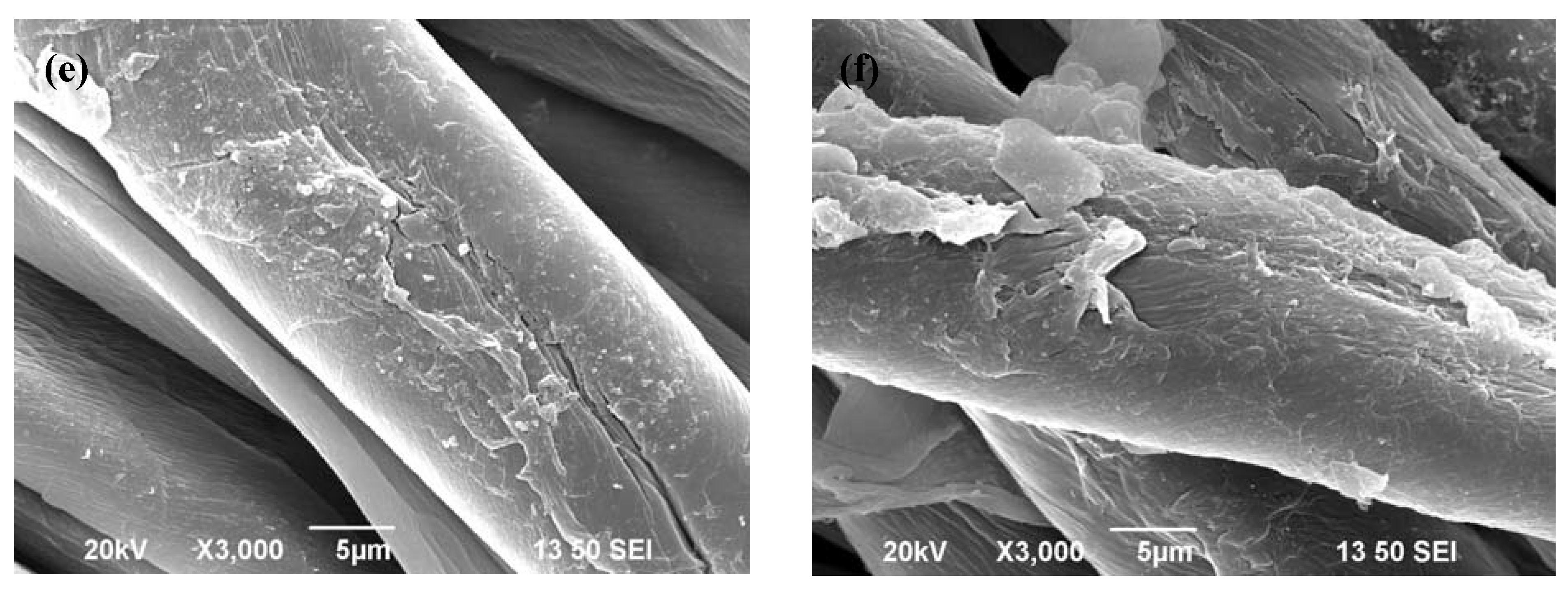
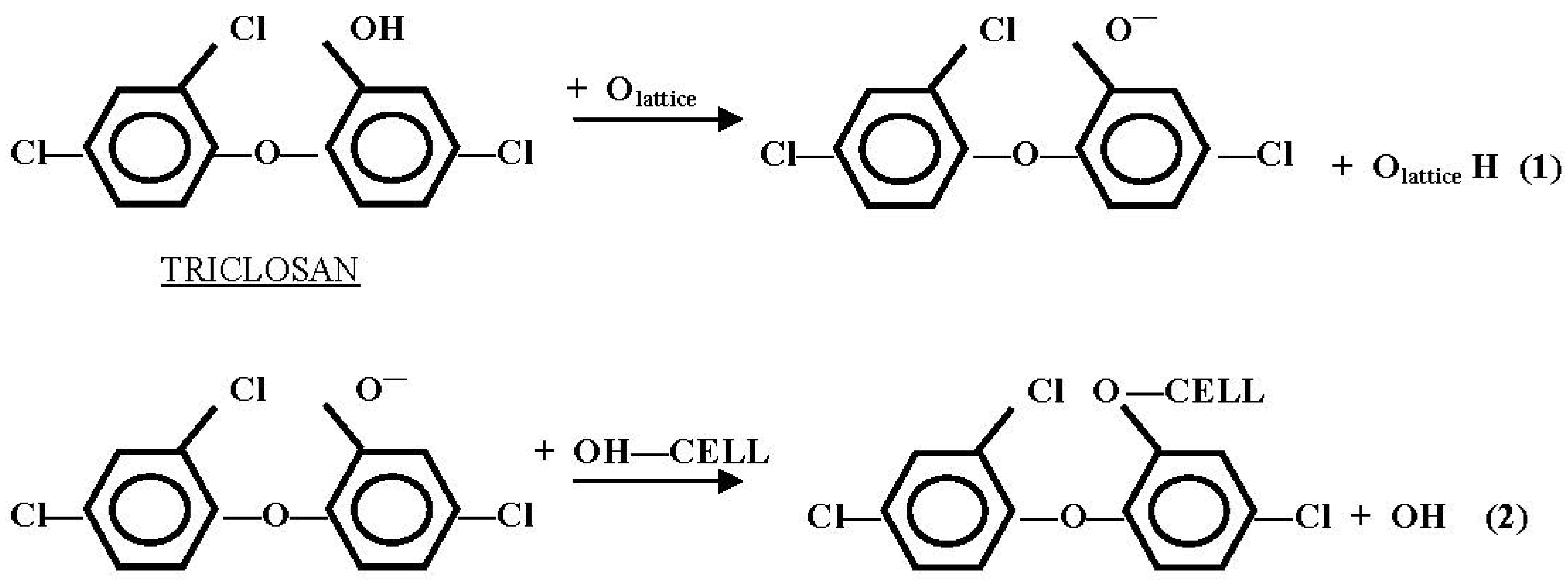
3.1. Surface Analysis



| Sample Symbol | C (%) | O (%) | O/C | Zn (%) | Cl (%) |
|---|---|---|---|---|---|
| Control | 52.43 | 47.57 | 0.90 | – | – |
| M1 | 51.44 | 47.81 | 0.93 | – | 0.75 |
| M2 | 50.68 | 48.30 | 0.95 | 0.19 | 0.83 |
| M3 | 50.12 | 48.88 | 0.97 | 0.11 | 0.89 |
| Plasma pre-treatment (PM0) | 51.04 | 48.96 | 0.96 | – | – |
| PM1 | 49.85 | 49.21 | 0.99 | – | 0.94 |
| PM2 | 49.29 | 49.43 | 1.00 | 0.03 | 1.25 |
| PM3 | 48.55 | 50.08 | 1.03 | 0.01 | 1.36 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



3.2. Low Stress Mechanical Properties
3.2.1. Tensile Properties
| Sample Symbol | WT (gf cm/cm2) | RT (%) | EMT (%) | G (gf/cm degree) | 2HG (gf/cm) | 2HG5 (gf/cm) | B (gf cm2/cm) | 2HB (gf cm/cm) | Tm (mm) | To (mm) | LC | WC (gf cm/cm2) | RC (%) | MIU | SMD (μm) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Control | 15.10 | 38.59 | 9.14 | 2.81 | 5.38 | 7.84 | 0.103 | 0.113 | 0.637 | 0.975 | 0.36 | 0.30 | 36.40 | 0.20 | 5.48 |
| M1 | 12.95 | 46.07 | 7.60 | 3.04 | 3.66 | 8.12 | 0.107 | 0.114 | 0.607 | 1.027 | 0.34 | 0.40 | 36.23 | 0.22 | 6.12 |
| M2 | 12.59 | 44.76 | 7.39 | 3.13 | 3.86 | 8.21 | 0.101 | 0.099 | 0.581 | 0.978 | 0.33 | 0.35 | 34.86 | 0.25 | 6.98 |
| M3 | 12.66 | 44.43 | 7.39 | 3.08 | 4.01 | 8.35 | 0.102 | 0.099 | 0.579 | 0.976 | 0.34 | 0.34 | 32.03 | 0.23 | 7.09 |
| Plasma-treated only | 16.20 | 42.35 | 9.56 | 2.91 | 6.78 | 9.41 | 0.114 | 0.146 | 0.524 | 0.841 | 0.30 | 0.24 | 35.37 | 0.24 | 5.95 |
| PM1 | 13.14 | 47.08 | 7.73 | 3.07 | 3.97 | 8.10 | 0.109 | 0.119 | 0.604 | 1.045 | 0.33 | 0.40 | 34.41 | 0.22 | 6.51 |
| PM2 | 12.64 | 44.47 | 7.49 | 3.09 | 4.44 | 8.65 | 0.102 | 0.113 | 0.586 | 1.034 | 0.32 | 0.37 | 29.73 | 0.22 | 6.95 |
| PM3 | 12.68 | 44.54 | 7.45 | 3.12 | 4.46 | 8.42 | 0.104 | 0.113 | 0.579 | 1.050 | 0.32 | 0.38 | 31.44 | 0.21 | 6.96 |
3.2.2. Shearing Properties
3.2.3. Bending Properties
3.2.4. Compression Properties
3.2.5. Surface Properties
4. Conclusions
Acknowledgments
References
- Abo-Shosha, M.H.; El-Hosamy, M.B.; Hashem, A.M.; El-Nagar, A.H. A leaching type antibacterial agent in the easy-care finishing of knitted cotton fabric. J. Ind. Text. 2007, 37, 55–77. [Google Scholar] [CrossRef]
- Gao, Y.; Cranston, R. Recent advances in antimicrobial treatments of textiles. Text. Res. J. 2008, 78, 60–72. [Google Scholar] [CrossRef]
- Gorensek, M.; Recelj, P. Nanosilver functionalized cotton fabric. Text. Res. J. 2007, 77, 138–141. [Google Scholar] [CrossRef]
- Ilić, V.; Šaponjić, Z.; Vodnik, V.; Potkonjak, B.; Jovančić, P.; Nedeljković, J.; Radetić, M. The influence of silver content on antimicrobial activity and color of cotton fabrics functionalized with Ag nanoparticles. Carbohydr. Polym. 2009, 78, 564–569. [Google Scholar] [CrossRef]
- Lam, Y.L.; Kan, C.W.; Yuen, C.W.M. Effect of zinc oxide on antimicrobial finishing of cotton fabric. BioResources 2012, 7, 3960–3983. [Google Scholar]
- Lam, Y.L.; Kan, C.W.; Yuen, C.W.M. A study of metal oxide on antimicrobial effect of plasma pre-treated cotton fabric. Fibers Polym. 2013, in press. [Google Scholar]
- Morent, R.; de Geyter, N.; Verschuren, J.; de Clerck, K.; Kiekens, P.; Leys, C. Non-thermal plasma treatment of textiles. Surf. Coat. Technol. 2008, 202, 3427–3449. [Google Scholar] [CrossRef]
- Simoncic, B.; Tomsic, B. Structures of novel antimicrobial agents for textiles—A review. Text. Res. J. 2010, 80, 1721–1737. [Google Scholar] [CrossRef]
- Diebold, U. The surface science of titanium dioxide. Surf. Sci. Rep. 2003, 48, 53–229. [Google Scholar] [CrossRef]
- Chalmers, J.M.; Griffiths, P.R. Handbook of Vibrational Spectroscopy; Wiley: New York, NY, USA, 2002. [Google Scholar]
- Vigneshwaran, N.; Kathe, A.A.; Varadarajan, P.V.; Nachane, R.P.; Balasubramanya, R.H. finishing of cotton fabrics using silver nanoparticles. J. Nanosci. Nanotechnol. 2007, 7, 1893–1897. [Google Scholar] [CrossRef]
- El-Shishtawy, R.M.; Asiri, A.M.; Abdelwahed, N.A.M.; Al-Otaibi, M.M. In situ production of silver nanoparticle on cotton fabric and its antimicrobial evaluation. Cellulose 2011, 18, 75–82. [Google Scholar] [CrossRef]
- Harada, T.; Saito, M.; Tsutsumi, A.; Matsuo, T. Measurement of fabric hand by sensory method and inspection on its effectiveness for worsted woven fabrics. J. Text. Mach. Soc. Jpn. 1997, 43, 47–54. [Google Scholar] [CrossRef]
- Behera, B.K. Comfort and handle behavior of linen blended fabrics. Autex Res. J. 2007, 7, 33–47. [Google Scholar]
- Kan, C.W.; Yuen, C.W.M.; Lam, Y.L.; Chan, C.K. Effect of enzymatic treatment and reactive dyeing on the low stress mechanical properties of linen fabric. Fibers Polym. 2009, 10, 325–332. [Google Scholar] [CrossRef]
- Lam, Y.L.; Kan, C.W.; Yuen, C.W.M.; Au, C.H. Fabric objective measurement of the plasma-treated cotton fabric subjected to wrinkle-resistant finishing with BTCA and TiO2 system. Fibers Polym. 2011, 12, 626–634. [Google Scholar] [CrossRef]
- Yang, C.Q.; Wei, W.; Lickfield, G.C. Mechanical strength of durable press finished cotton fabric: Part III. Change in cellulose molecular weight. Text. Res. J. 2000, 70, 910–915. [Google Scholar] [CrossRef]
- Yang, H.; Yang, C.Q. Durable flame-retardant finishing of the nylon/cotton blend fabric using a hydroxyl-functional organophosphorus oligomer. Polym. Degrad. Stab. 2005, 88, 363–370. [Google Scholar] [CrossRef]
- Yang, H.; Yang, C.Q. Nonformaldehyde durable flame-retardant finishing of Nomex/cotton blend using a hydroxyl-functional organophosphorus oligomer and 1,2,3,4-butanetetracarboxylic acid. J. Fire Sci. 2007, 25, 425–446. [Google Scholar] [CrossRef]
- Yang, C.Q.; Wu, W.D.; Xu, Y. The combination of a hydroxy-functional organophosphorus oligomer and melamine-formaldehyde as a flame retarding finishing system for cotton. Fire Mater. 2005, 29, 109–120. [Google Scholar] [CrossRef]
- Higgins, L.; Anand, S.C.; Holmes, D.A.; Hall, M.E.; Underly, K. Effects of various home laundering practices on the dimensional stability, wrinkling, and other properties of plain woven cotton fabrics: Part II: Effect of rinse cycle softener and drying method and of tumble sheet softener and tumble drying time. Text. Res. J. 2003, 73, 407–420. [Google Scholar] [CrossRef]
- Lau, L.; Fan, J.; Siu, T.; Siu, L.T.C. Effects of repeated launderings on the performance of garments with wrinkle-free treatment. Text. Res. J. 2002, 72, 931–937. [Google Scholar] [CrossRef]
- Yip, J.; Chan, K.; Sin, K.M.; Lau, K.S. Low temperature plasma-treated nylon fabrics. J. Mater. Process. Technol. 2002, 123, 5–12. [Google Scholar] [CrossRef]
- Gersak, J. Study of relationship between fabric elastic potential and garment appearance quality. Int. J. Cloth. Sci. Technol. 2004, 16, 238–251. [Google Scholar] [CrossRef]
- Sun, S.; Stylios, G.K. Investigating the plasma modification of natural fiber fabrics-the effect on fabric surface and mechanical properties. Text. Res. J. 2005, 75, 639–644. [Google Scholar] [CrossRef]
- Orzada, B.T.; Moore, M.A.; Chen, Y.; Collier, B.J. Effects of laundering on fabric drape, bending and shear. Int. J. Cloth. Sci. Technol. 2009, 21, 44–55. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Kan, C.-W.; Lam, Y.-L. Low Stress Mechanical Properties of Plasma-Treated Cotton Fabric Subjected to Zinc Oxide-Anti-Microbial Treatment. Materials 2013, 6, 314-333. https://doi.org/10.3390/ma6010314
Kan C-W, Lam Y-L. Low Stress Mechanical Properties of Plasma-Treated Cotton Fabric Subjected to Zinc Oxide-Anti-Microbial Treatment. Materials. 2013; 6(1):314-333. https://doi.org/10.3390/ma6010314
Chicago/Turabian StyleKan, Chi-Wai, and Yin-Ling Lam. 2013. "Low Stress Mechanical Properties of Plasma-Treated Cotton Fabric Subjected to Zinc Oxide-Anti-Microbial Treatment" Materials 6, no. 1: 314-333. https://doi.org/10.3390/ma6010314
APA StyleKan, C.-W., & Lam, Y.-L. (2013). Low Stress Mechanical Properties of Plasma-Treated Cotton Fabric Subjected to Zinc Oxide-Anti-Microbial Treatment. Materials, 6(1), 314-333. https://doi.org/10.3390/ma6010314