
Characterization and Effects of Fiber Pull-Outs in Hole Quality of Carbon Fiber Reinforced Plastics Composite

Abstract
:1. Introduction
2. Experimental Procedures
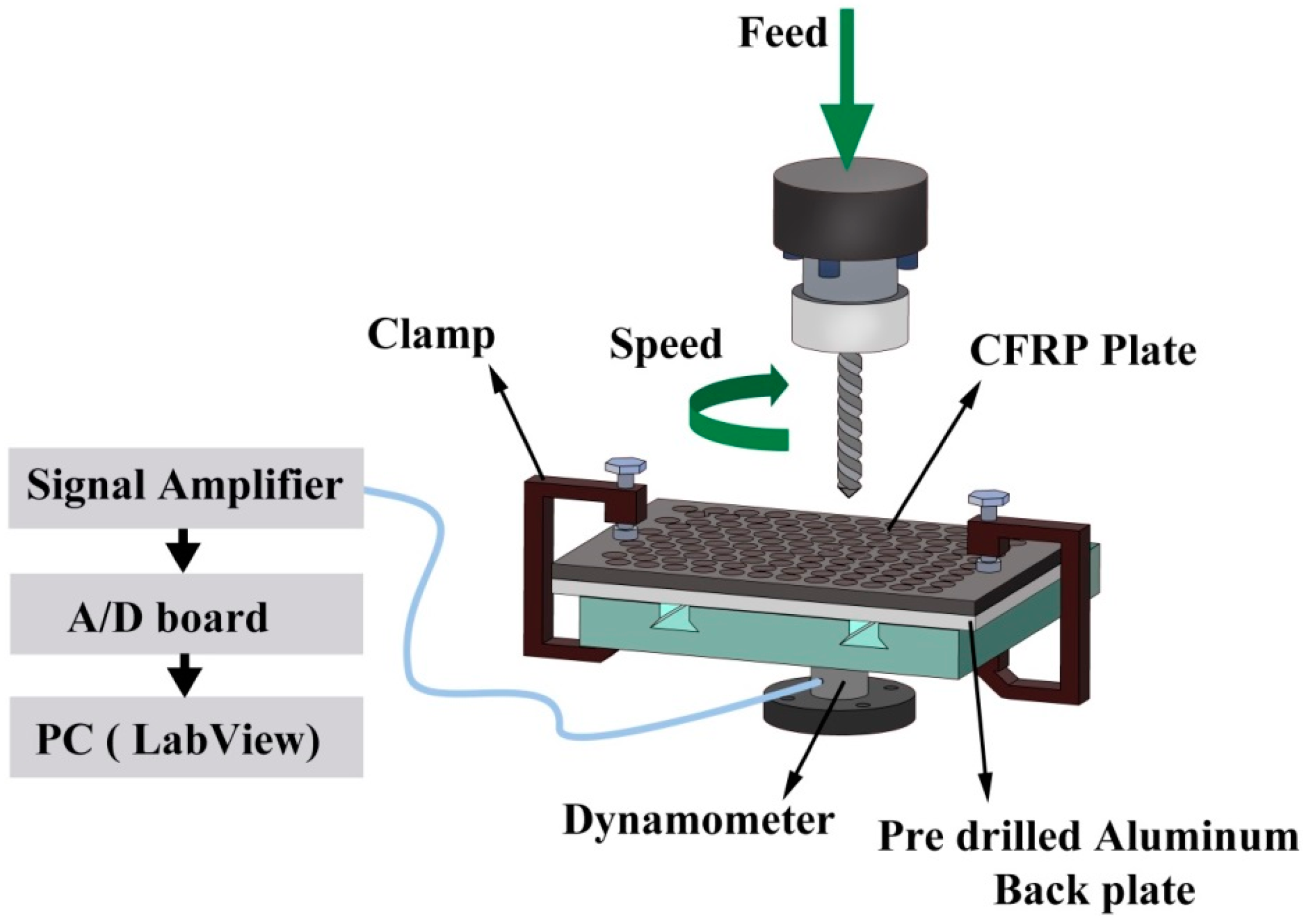
2.1. Drilling Experiments
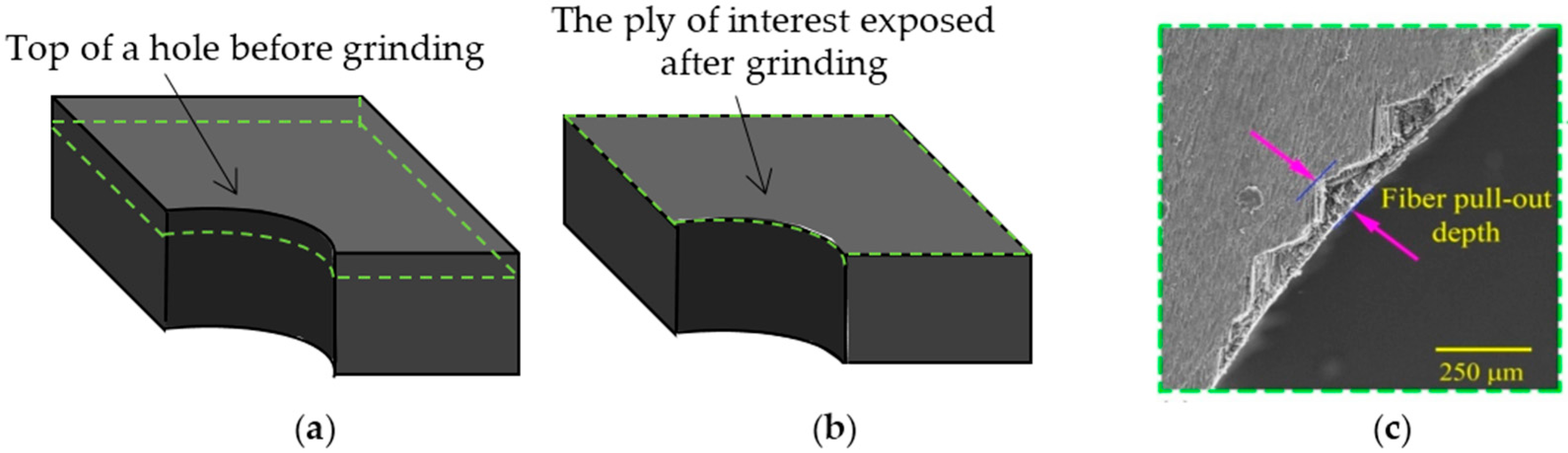
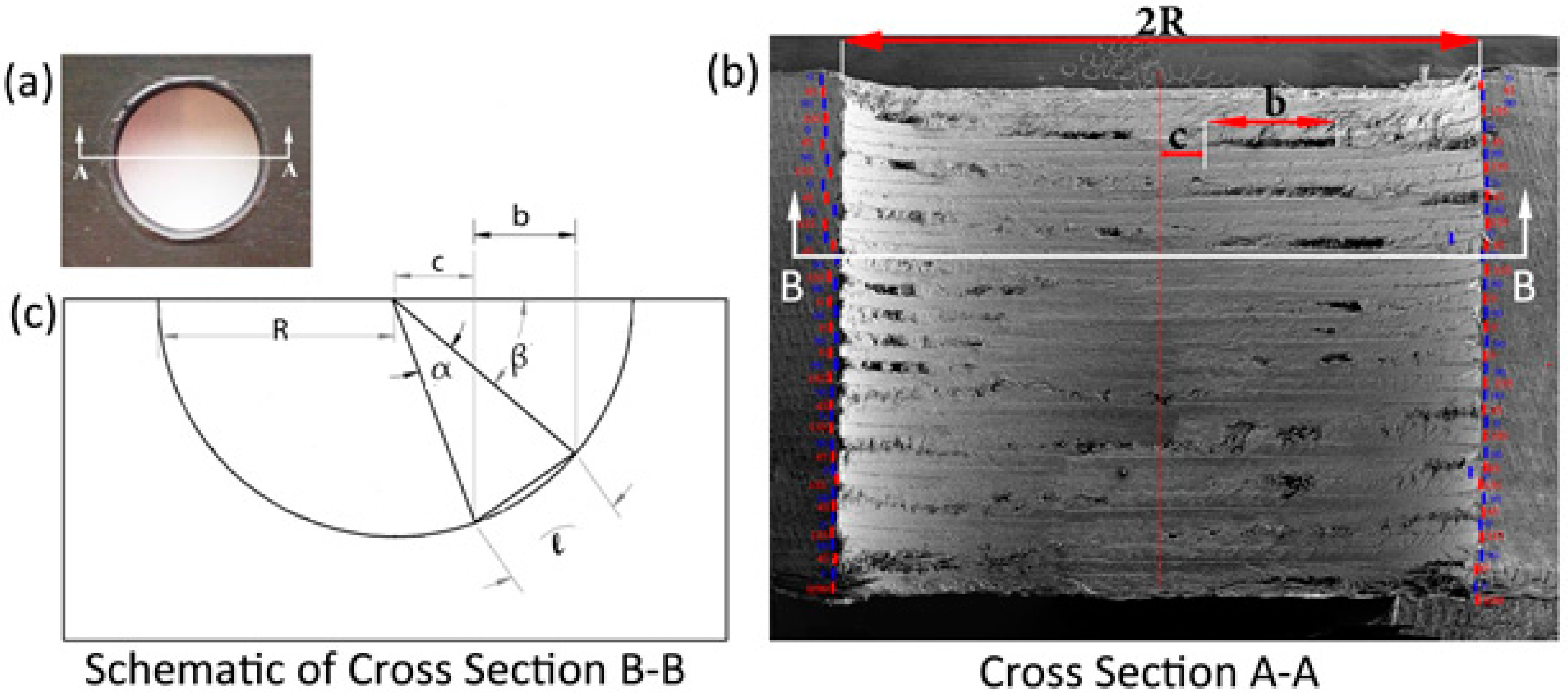
2.2. Fiber Pull-Out Geometry Assessment
2.3. Hole Quality Assessment
3. Results and Discussion
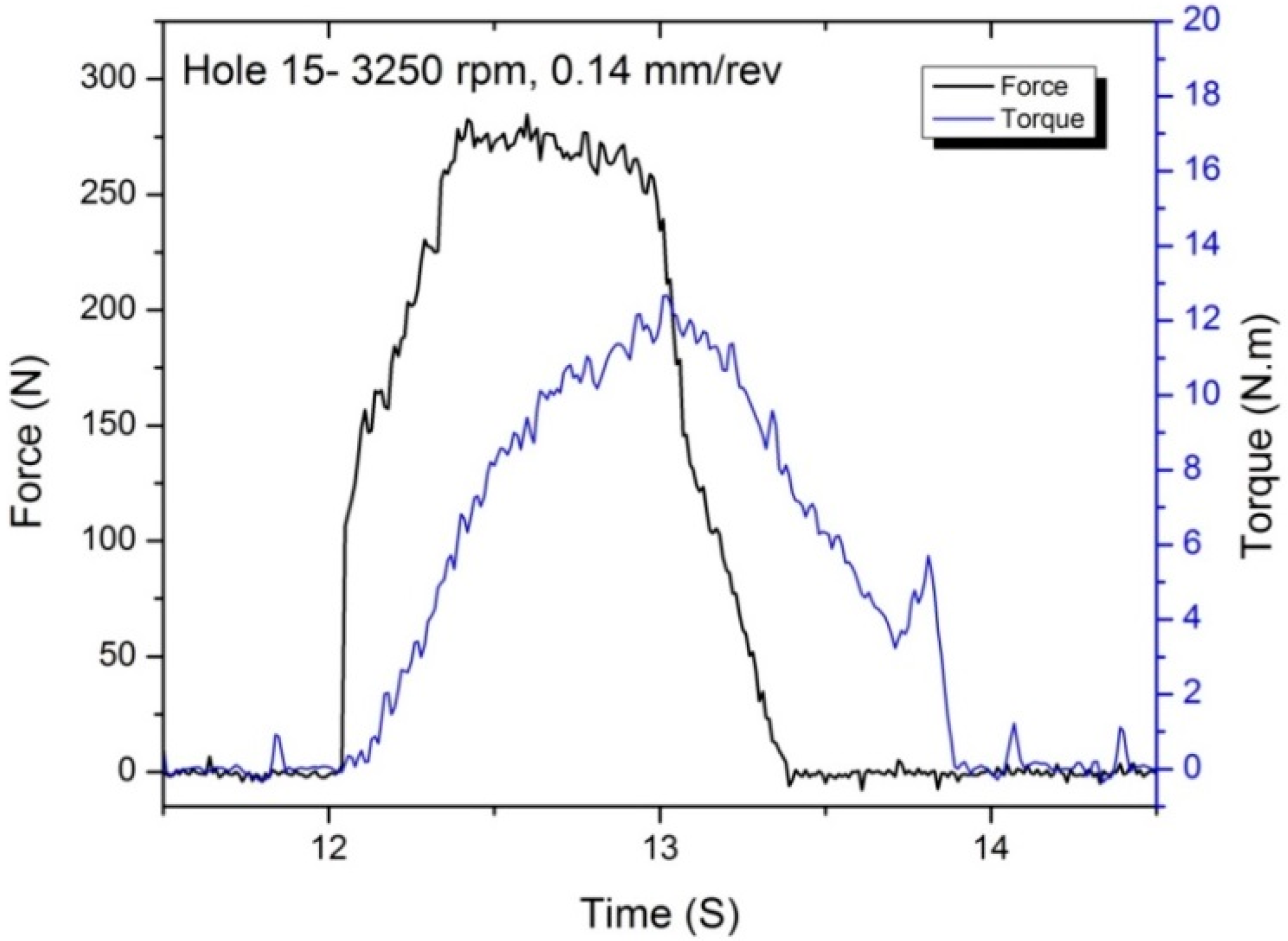
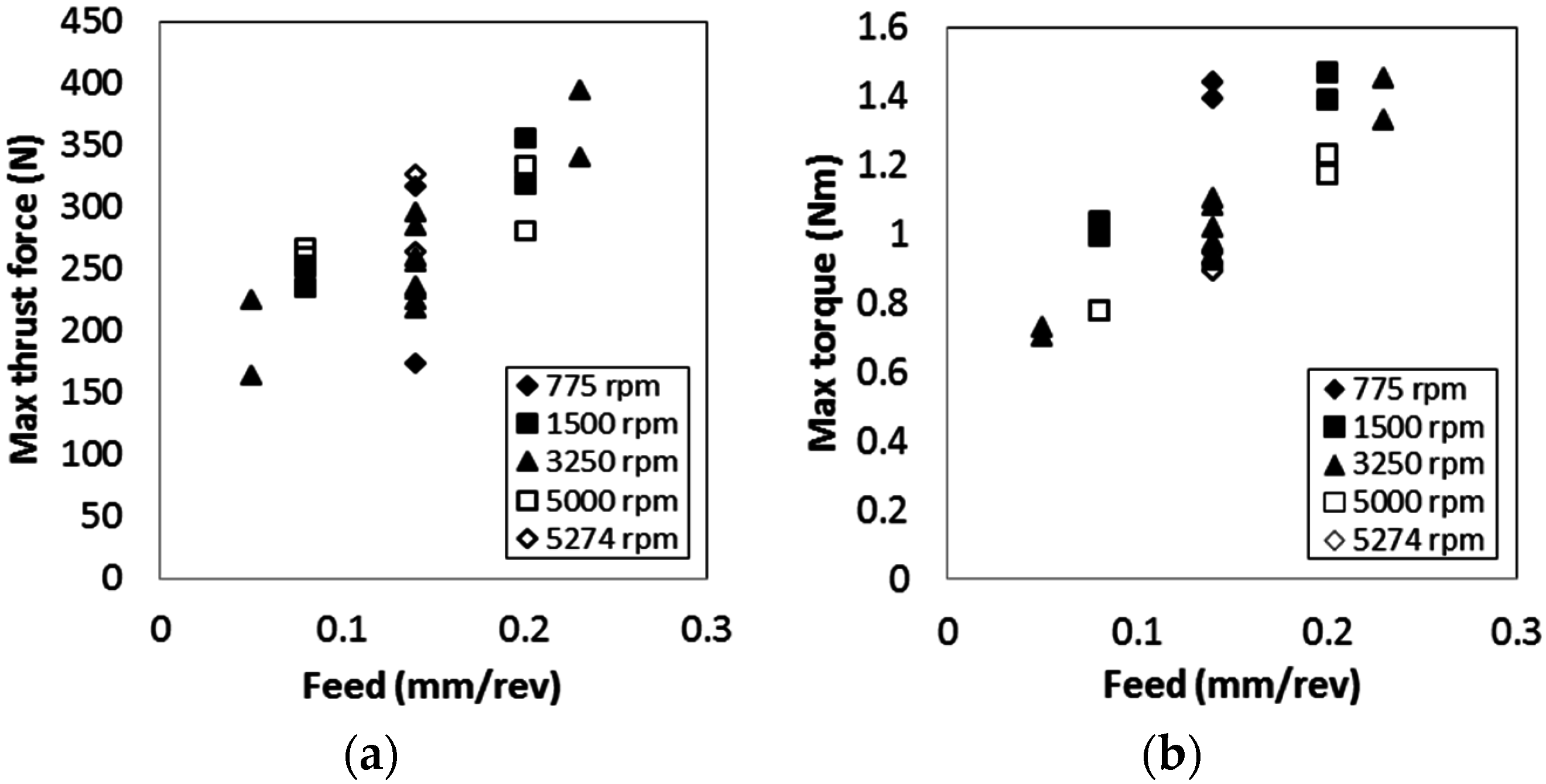
3.1. Drilling Forces
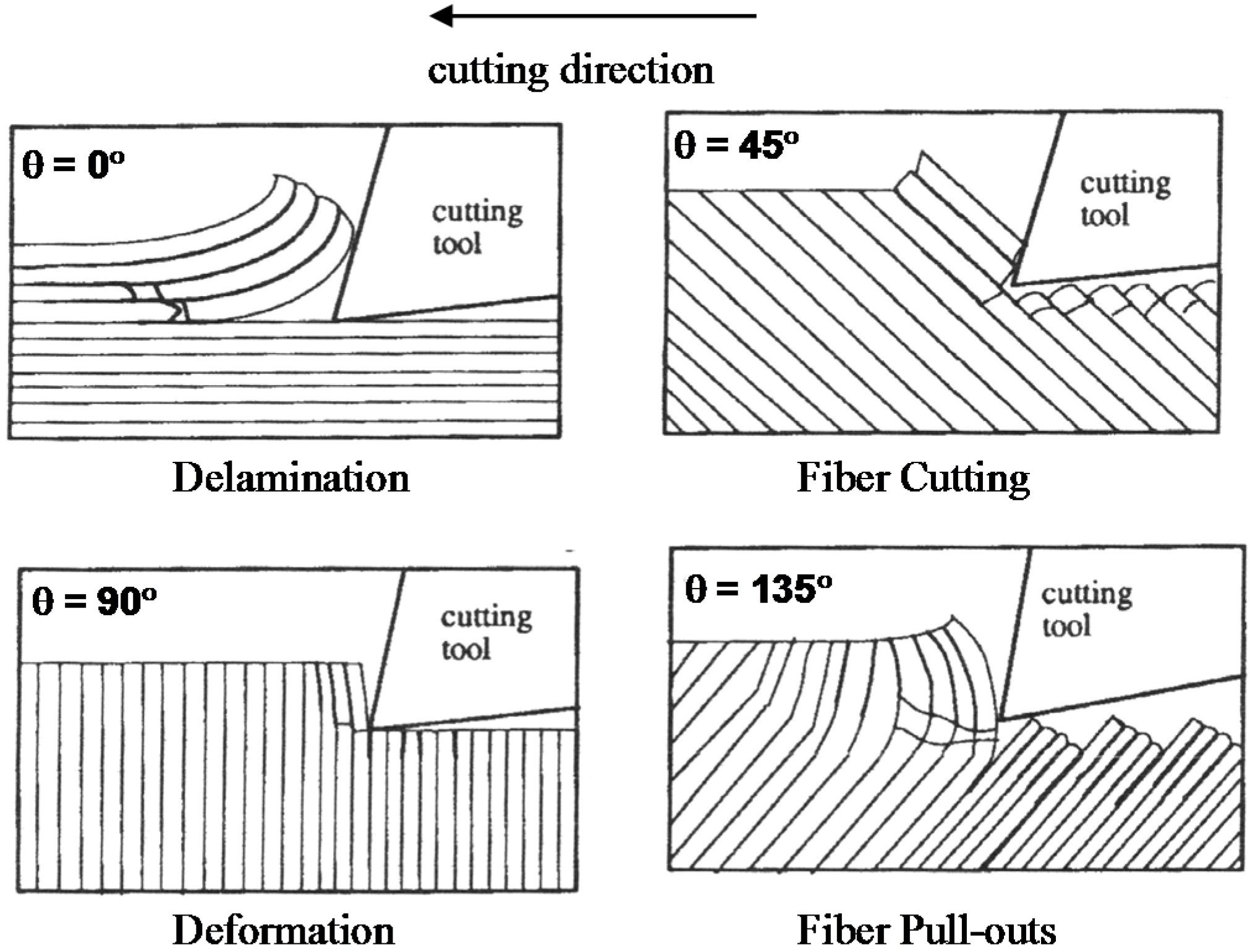
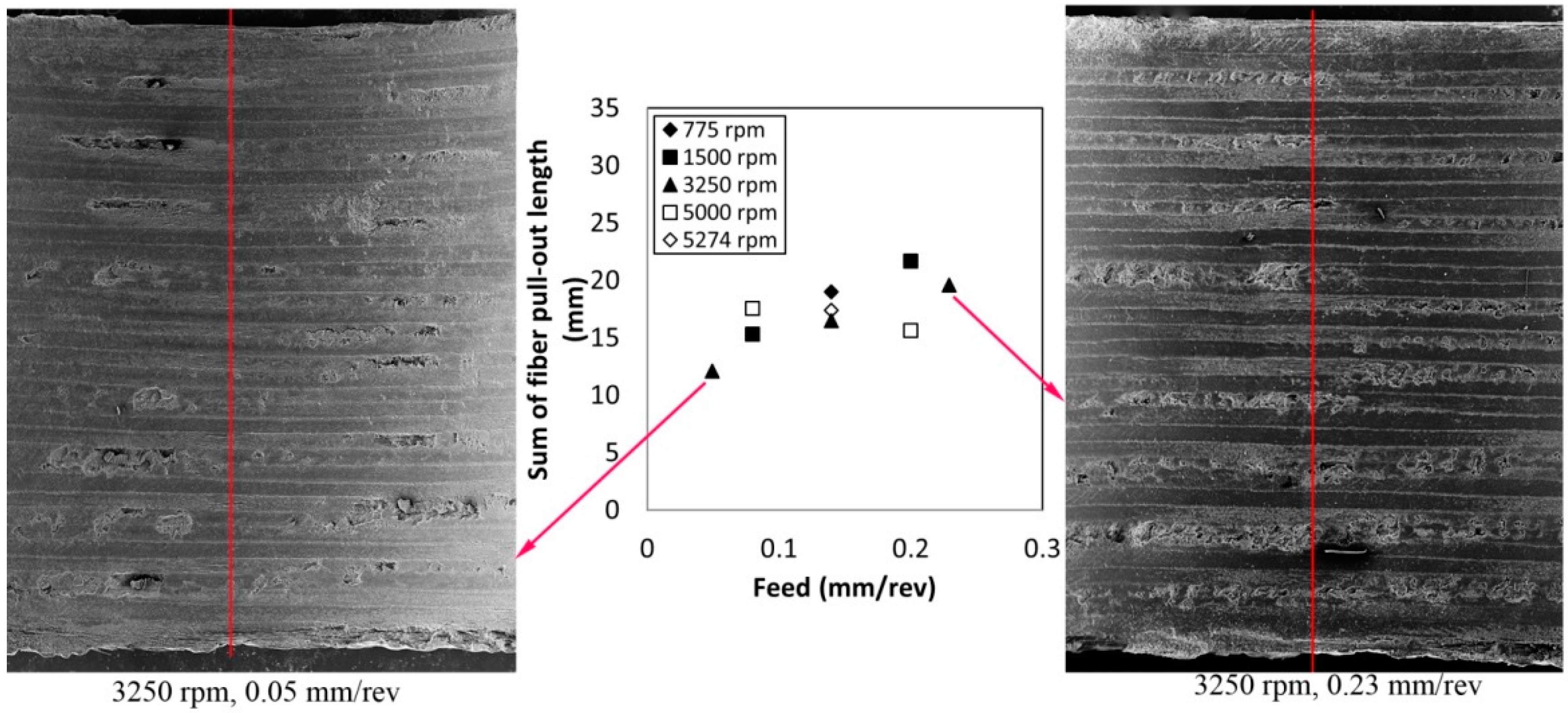
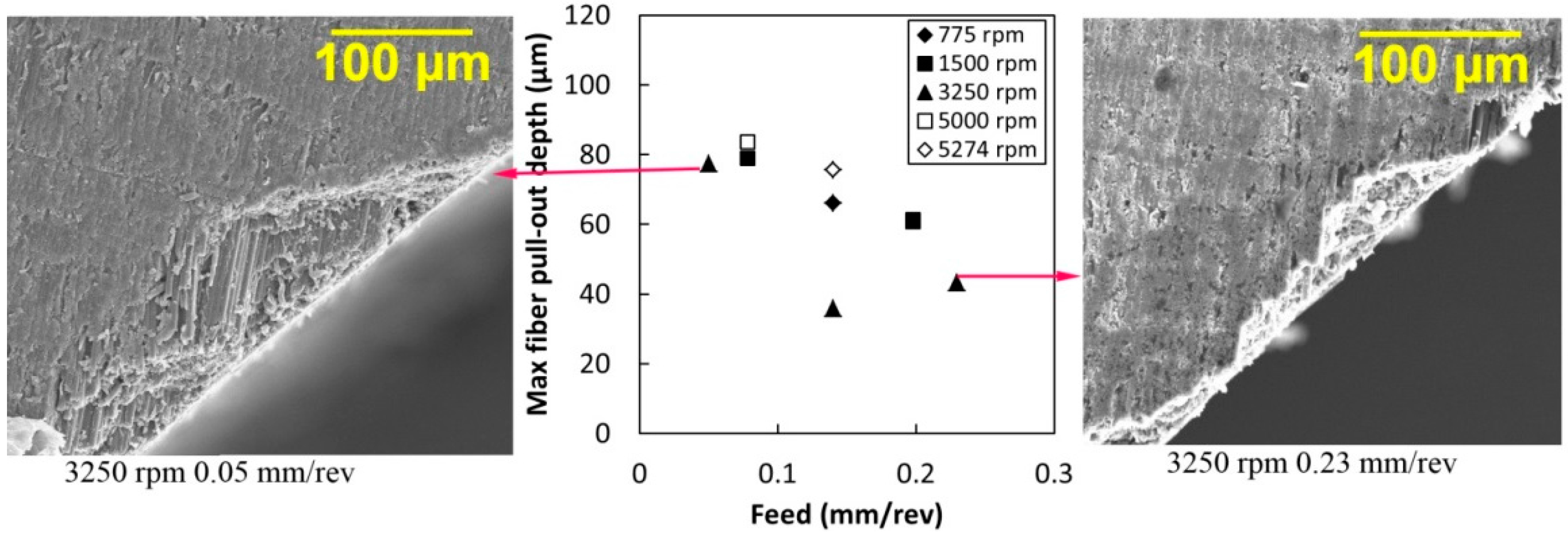
3.2. Characterization of Fiber Pull-outs
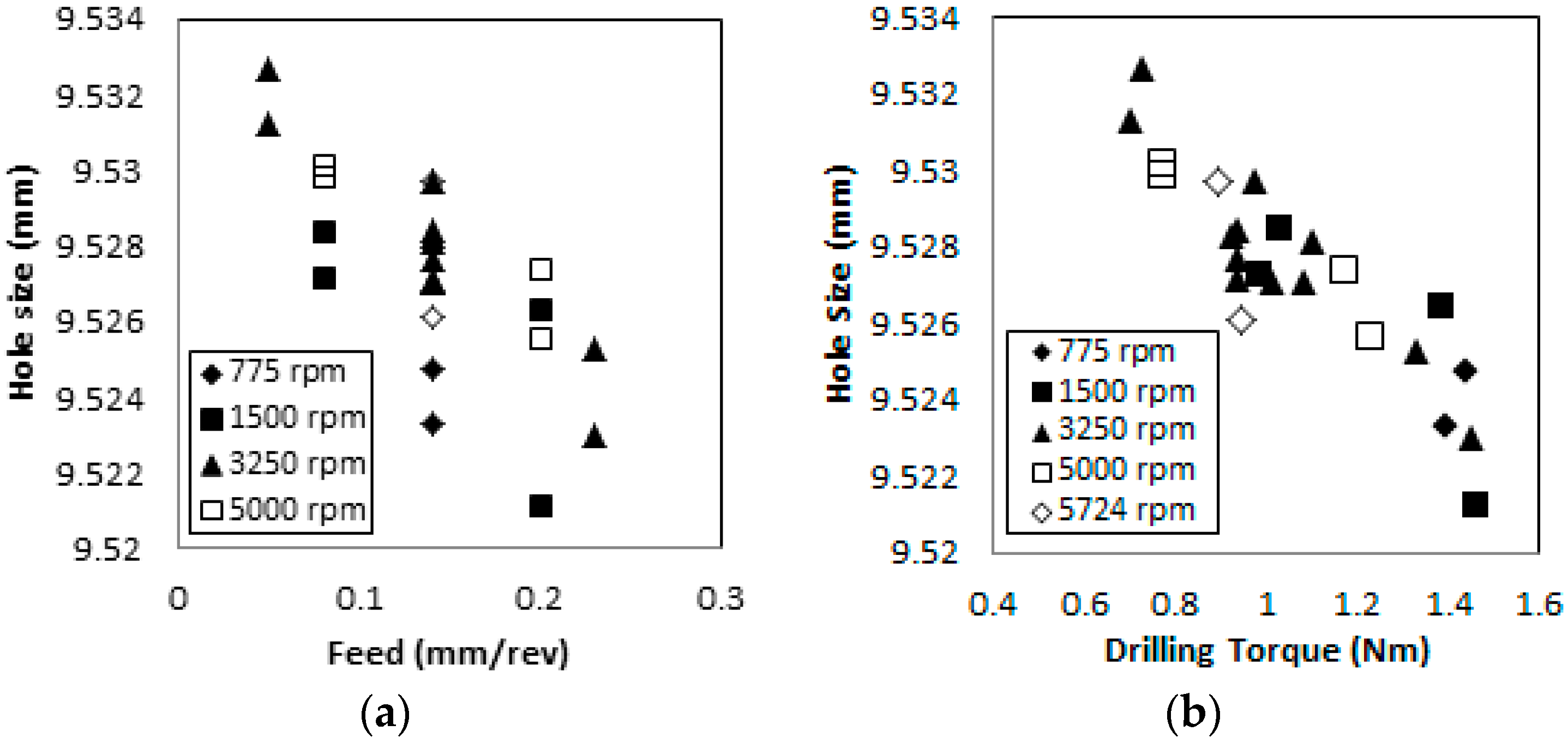
3.3. Hole Size
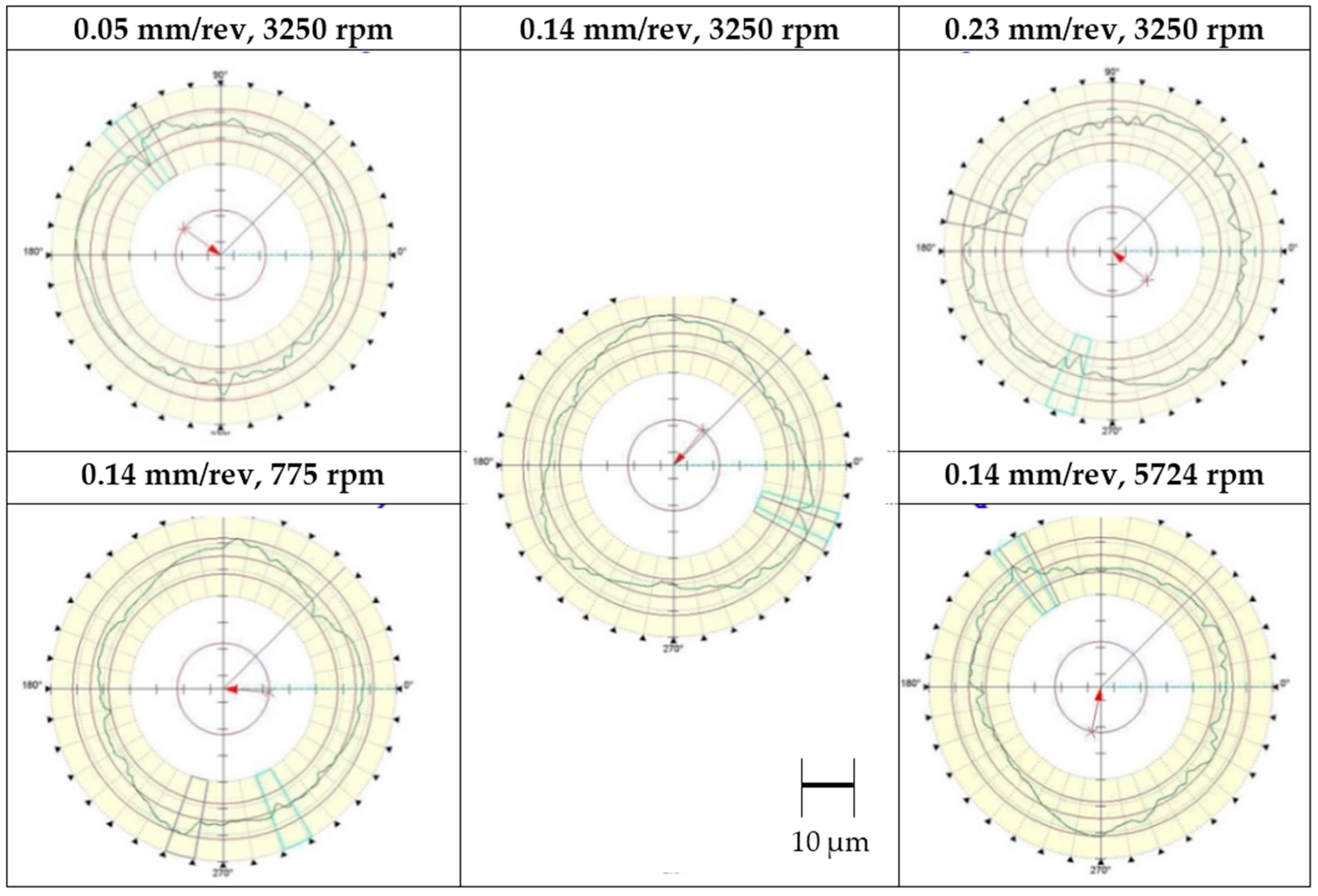
3.4. Hole Roundness
3.5. Hole Surface Roughness
4. Conclusions
- (1)
- Both maximum thrust force and torque values increase as the feed increases due to the dependency of the drilling feed to the undeformed chip thickness. Due to matrix softening, maximum torque increases by decreasing the spindle speed condition.
- (2)
- An increase in the feed increased the fiber pull-out length. The maximum fiber pull-out depth, depending also on the drilling feed condition, ranged from 38–85 µm.
- (3)
- The hole size at lower feeds and higher speeds was found to be larger than the nominal drill diameter, which may be due to the instability and thermal expansion of the tool and the workpiece. Roundness of the holes on CFRP plates was found to be influenced by the feed rate change, rather than speed, which is a result of higher radial force in the feed increments.
- (4)
- The effect of fiber pull-outs is minimal to the hole size and roundness assessment results by the CMM. However, the precision-roundness machine is able to detect the fiber pull-out locations of a hole.
- (5)
- The surface roughness results as a factor of the feed rate during the process, increasing the roughness with both cutting speed and feed increments. Surface roughness parameter values measured by the surface profilometer are dependent more on the fiber pull-out length than the fiber pull-out depth.
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix A
- α Fiber pull-out angle or:
- Fiber pull-out initiation angle or:
- B Projected length of fiber pull-out length on image
- C Projected distance of the fiber pull-out from center of hole
- α + Fiber pull-out completion angle
- R the radius of a hole.
References
- Colligan, K.; Ramulu, M. Experimental investigation into pitting of hole surfaces when drilling graphite/epoxy materials. In Fabrication and Manufacturing of Composite Materials, Proceedings of the Winter Annual Meeting of the American Society of Mechanical Engineers, Anaheim, CA, USA, 8–13 November 1992; Volume 35, pp. 11–25.
- Wern, C.W.; Ramulu, M. Machining mechanics in fiber-reinforced plastics. In Machining of Advanced Materials, Proceedings of the Joint ASME Applied Mechanics and Materials Summer Meeting, Los Angeles, CA, USA, 28–30 June 1995; Volume 59, pp. 1–28.
- Ramulu, M.; Branson, T.; Kim, D. A Study on the Drilling of Graphite/Bismaleimide Composite and Titanium stacks. Compos. Struct. 2001, 54, 67–77. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Fangmann, S.; Rentsch, R. Drilling of composites and resulting surface integrity. CIRP Ann. Manuf. Technol. 2011, 60, 57–60. [Google Scholar] [CrossRef]
- Zitoune, R.; Krishnaraj, V.; Collombet, F.; Le Roux, S. Experimental and numerical analysis on drilling of carbon fibre reinforced plastic and aluminium stacks. Compos. Struct. 2016, 146, 148–158. [Google Scholar] [CrossRef]
- Zitoune, R.; Krishnaraj, V.; Collombet, F. Study of drilling of composite material and aluminium stack. Compos. Struct. 2010, 92, 1246–1255. [Google Scholar] [CrossRef]
- Garrick, R. Drilling advanced aircraft structures with PCD (Poly-Crystalline Diamond) Drills. In Proceedings of the AeroTech Congress & Exhibition, Los Angeles, CA, USA, 17–20 September 2007.
- Kim, D.; Beal, A.; Park, K.; Kwon, P.; Lantrip, J. A Comparative Study of Carbide Tools in Drilling of CFRP and CFRP-Ti Stacks. ASME Trans. J. Manuf. Sci. Eng. 2013, 136, 014501. [Google Scholar]
- Azmir, M.A.; Ahsan, A. Investigation on glass/epoxy composite surfaces machined by abrasive water jet machining. J. Mater. Process. Technol. 2008, 198, 122–128. [Google Scholar] [CrossRef]
- Mathew, J.; Goswamib, G.L.; Ramakrishnanc, N.; Naikd, N.K. Parametric studies on pulsed Nd:YAG laser cutting of carbon fibre reinforced plastic composites. J. Mater. Process. Technol. 1999, 90, 198–203. [Google Scholar] [CrossRef]
- Shanmugam, D.K.; Chen, F.L.; Siores, E.; Brandt, M. Comparative study of jetting machining technologies over laser machining technology for cutting composite materials. Compos. Struct. 2002, 57, 289–296. [Google Scholar] [CrossRef]
- Arul, S.; Vijayaraghavana, L.; Malhotrab, S.K.; Krishnamurthya, R. The effect of vibratory drilling on hole quality in polymeric composites. Int. J. Mach. Tools Manuf. 2006, 46, 252–259. [Google Scholar] [CrossRef]
- Makhdum, F.; Phadnis, V.A.; Roy, A.; Silberschmidt, V.V. Effect of ultrasonically-assisted drilling on carbon-fibre-reinforced plastics. J. Sound Vib. 2014, 333, 5939–5952. [Google Scholar] [CrossRef] [Green Version]
- König, W.; Wulf, C.; Graß, P.; Willerscheid, H. Machining of Fibre Reinforced Plastics. CIRP Ann. Manuf. Technol. 1985, 34, 537–548. [Google Scholar] [CrossRef]
- Kim, D.; Beal, A.; Kwon, P. Effect of Tool Wear on Hole Quality in Drilling of Carbon Fiber Reinforced Plastic-Titanium Stacks Using Tungsten Carbide and PCD Tools. J. Manuf. Sci. Eng. 2015, 138, 031006. [Google Scholar] [CrossRef]
- Kim, D.; Ramulu, M.; Doan, X. Influence of Consolidation Process on the Drilling Performance and Machinability of PIXA-M and PEEK Thermoplastic Composites. J. Thermoplast. Compos. Mater. 2005, 18, 195–217. [Google Scholar] [CrossRef]
- Catche, S.; Piquet, R.; Lachaud, F.; Castanié, B.; Benaben, A. Analysis of hole wall defects of drilled carbon fiber reinforced polymer laminates. J. Compos. Mater. 2015, 49, 1223–1240. [Google Scholar] [CrossRef]
- Ramulu, M.; Wern, C.W.; Garbini, J.L. Effect of Fiber Direction on Surface Roughness of Machined Graphite/Epoxy Composite. Compos. Manuf. 1993, 4, 39–51. [Google Scholar] [CrossRef]
- Ramulu, M.; Kim, D.; Choi, G. Frequency analysis and characterization in orthogonal cutting of glass fiber reinforced composites. Compos. Part A Appl. Sci. Manuf. 2003, 34, 949–962. [Google Scholar] [CrossRef]
- Miller, J.; Eneyew, E.D.; Ramulu, M. Machining and Drilling of CFRP Composites. SAMPE J. 2013, 49, 36–46. [Google Scholar]
- Eneyew, E.D.; Ramulu, M. Experimental Study of Surface Quality and Damage when Drilling Unidirectional CFRP Composites. J. Mater. Res. Technol. 2014, 3, 354–362. [Google Scholar] [CrossRef]
- Lang, R.W.; Mason, J.A.; Hertzberg, R.W. Mechanisms of fatigue fracture in short glass fibre-reinforced polymers. J. Mater. Sci. 1987, 22, 4015–4030. [Google Scholar] [CrossRef]
- Dharan, C.K.H. Fatigue Failure in Graphite Fibre and Glass Fibre-Polymer Composites. J. Mater. Sci. 1975, 10, 1665–1670. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P.; Antonio, C.C. Experimental study of drilling glass fiber reinforced plastics (GFRP) manufactured by hand lay-up. Compos. Sci. Technol. 2004, 64, 289–297. [Google Scholar] [CrossRef]
- Palanikumar, K.; Karunamoorthy, L.; Karthikeyan, R. Assessment of factors influencing surface roughness on the machining of glass fiber-reinforced polymer composites. Mater. Des. 2006, 27, 862–871. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. Evaluation of thrust force and surface roughness in drilling composite material using Taguchi analysis and neural network. J. Mater. Process. Technol. 2008, 203, 342–348. [Google Scholar] [CrossRef]
- Johansson, S.; Ossbahr, G.; Harris, T. A Study of the Influence of Drilling Method and Hole quality on Static Strength and Fatigue Life of Carbon Fiber Reinforced Plastic Aircraft Material. In Proceedings of the SAE Automated Fastening Conference & Exhibition, Chester, UK, 1–3 October 2002.
- Persson, E.; Eriksson, I.; Zackrisson, L. Effects of hole machining defects on strength and fatigue life of composite laminates. Compos. Part A Appl. Sci. Manuf. 1997, 28, 141–151. [Google Scholar] [CrossRef]
- Govindarajua, N.; Shakeel Ahmeda, L.; Pradeep Kumara, M. Experimental Investigations on Cryogenic Cooling in the Drilling of AISI 1045 Steel. Mater. Manuf. Process. 2014, 29, 1417–1421. [Google Scholar] [CrossRef]
- Seo, Y.W.; Kim, D.W.; Ramulu, M. Surface Characteristics of Abrasive Waterjet Machined Titanium Alloy. J. Jet Flow Eng. 2004, 21, 13–21. [Google Scholar]
- Bono, M.; Ni, J. The effects of thermal distortions on the diameter and cylindricity of dry drilled holes. Int. J. Mach. Tools Manuf. 2001, 41, 2261–2270. [Google Scholar] [CrossRef]
- Faria, P.E.; Campos Rubio, J.C.; Abrao, A.M.; Davim, J.P. Dimensional and Geometric Deviations Induced by Drilling of Polymeric Composite. J. Reinf. Plast. Compos. 2009, 28, 2353–2363. [Google Scholar] [CrossRef]
- Weinert, K.; Kempmann, C. Cutting temperatures and their effects on the machining behaviour in drilling reinforced plastic composites. Adv. Eng. Mater. 2004, 6, 684–689. [Google Scholar] [CrossRef]
- Chandrasekharan, V. A Model to Predict the Three-Dimensional Cutting Force System for Drilling with Arbitrary Point Geometry. Ph.D. Thesis, University of Illinois, Champaign, IL, USA, 1996. [Google Scholar]
- Kim, D.; Ramulu, M. Drilling process optimization for graphite/bismaleimide—Titanium alloy stacks. Compos. Struct. 2004, 63, 101–114. [Google Scholar] [CrossRef]
- Khashaba, U.A.; El-Sonbaty, I.A.; Selmy, A.I.; Megahed, A.A. Machinability analysis in drilling woven GFR/epoxy composites: Part I—Effect of machining parameters. Compos. Part A Appl. Sci. Manuf. 2010, 41, 391–400. [Google Scholar] [CrossRef]


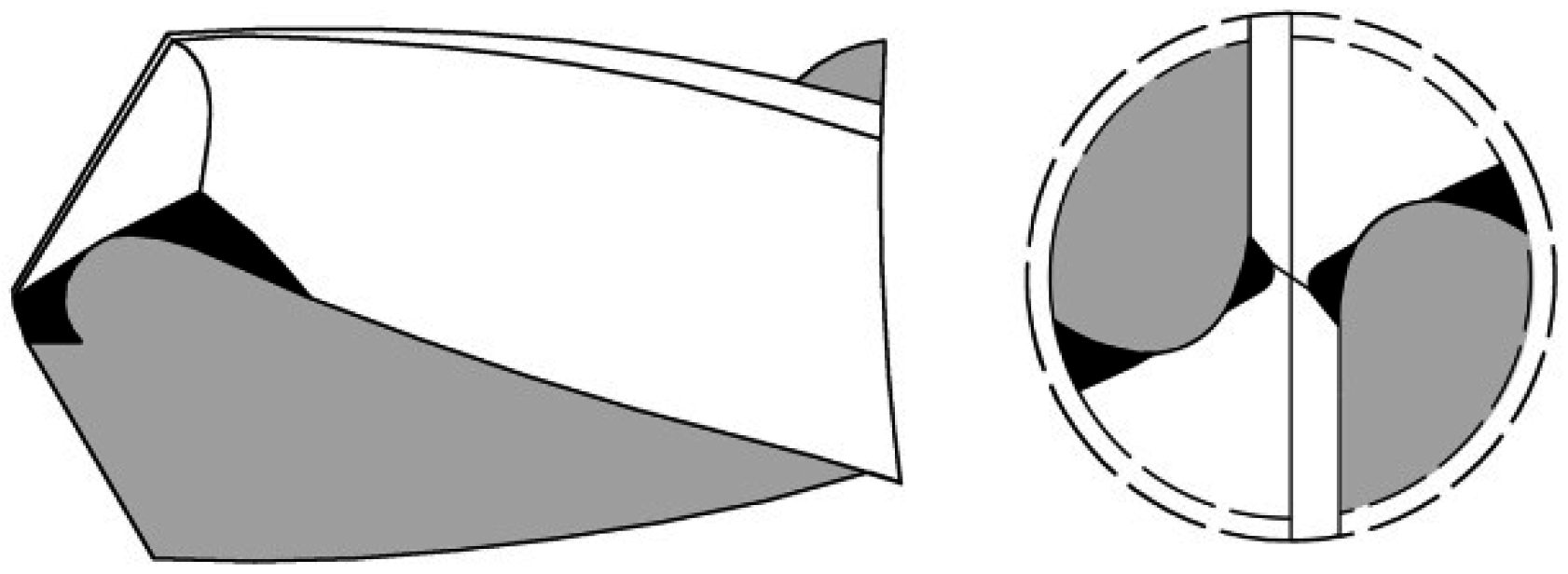
| Diameter (mm) | Point Angle (°) | Helix Angle (°) | Flute Length (mm) |
|---|---|---|---|
| 9.525 | 118 | 20 | 73 |










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run Numbers | Spindle Speed (RPM) | Feed (mm/rev) |
|---|---|---|
| 1, 16 | 775 | 0.14 |
| 2, 3, 8, 9, 12, 14, 15, 18 | 3250 | 0.14 |
| 6, 17 | 5000 | 0.2 |
| 7, 22 | 3250 | 0.05 |
| 10, 23 | 5725 | 0.14 |
| 11, 21 | 1500 | 0.2 |
| 5, 20 | 5000 | 0.08 |
| 13, 24 | 3250 | 0.23 |
| 4, 19 | 1500 | 0.08 |
| Spindle Speed (RPM) | 775 | 1500 | 3250 | 5000 | 5724 | |
|---|---|---|---|---|---|---|
| Feed (mm/rev) | 0.05 | 6.375 | ||||
| 0.08 | 5.918 | 5.740 | ||||
| 0.14 | 6.350 | 6.388 | 6.325 | |||
| 0.2 | 5.969 | 4.978 | ||||
| 0.23 | 6.909 | |||||
| Spindle Speed (RPM) | 775 | 1500 | 3250 | 5000 | 5724 | |
|---|---|---|---|---|---|---|
| Feed (mm/rev) | 0.05 | 2.538 20.985 | ||||
| 0.08 | 1.746 | 2.160 | ||||
| 14.49 | 17.056 | |||||
| 0.14 | 2.264 | 2.462 | 3.443 | |||
| 18.819 | 20.302 | 26.815 | ||||
| 0.2 | 2.254 | 2.943 | ||||
| 20.190 | 24.951 | |||||
| 0.23 | 2.571 | |||||
| 22.280 | ||||||
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alizadeh Ashrafi, S.; Miller, P.W.; Wandro, K.M.; Kim, D. Characterization and Effects of Fiber Pull-Outs in Hole Quality of Carbon Fiber Reinforced Plastics Composite. Materials 2016, 9, 828. https://doi.org/10.3390/ma9100828
Alizadeh Ashrafi S, Miller PW, Wandro KM, Kim D. Characterization and Effects of Fiber Pull-Outs in Hole Quality of Carbon Fiber Reinforced Plastics Composite. Materials. 2016; 9(10):828. https://doi.org/10.3390/ma9100828
Chicago/Turabian StyleAlizadeh Ashrafi, Sina, Peter W. Miller, Kevin M. Wandro, and Dave Kim. 2016. "Characterization and Effects of Fiber Pull-Outs in Hole Quality of Carbon Fiber Reinforced Plastics Composite" Materials 9, no. 10: 828. https://doi.org/10.3390/ma9100828
APA StyleAlizadeh Ashrafi, S., Miller, P. W., Wandro, K. M., & Kim, D. (2016). Characterization and Effects of Fiber Pull-Outs in Hole Quality of Carbon Fiber Reinforced Plastics Composite. Materials, 9(10), 828. https://doi.org/10.3390/ma9100828