
A Fracture Analysis of Ti-10Mo-8V-1Fe-3.5Al Alloy Screws during Assembly


Abstract
:1. Introduction
2. Experimental Procedure and Results
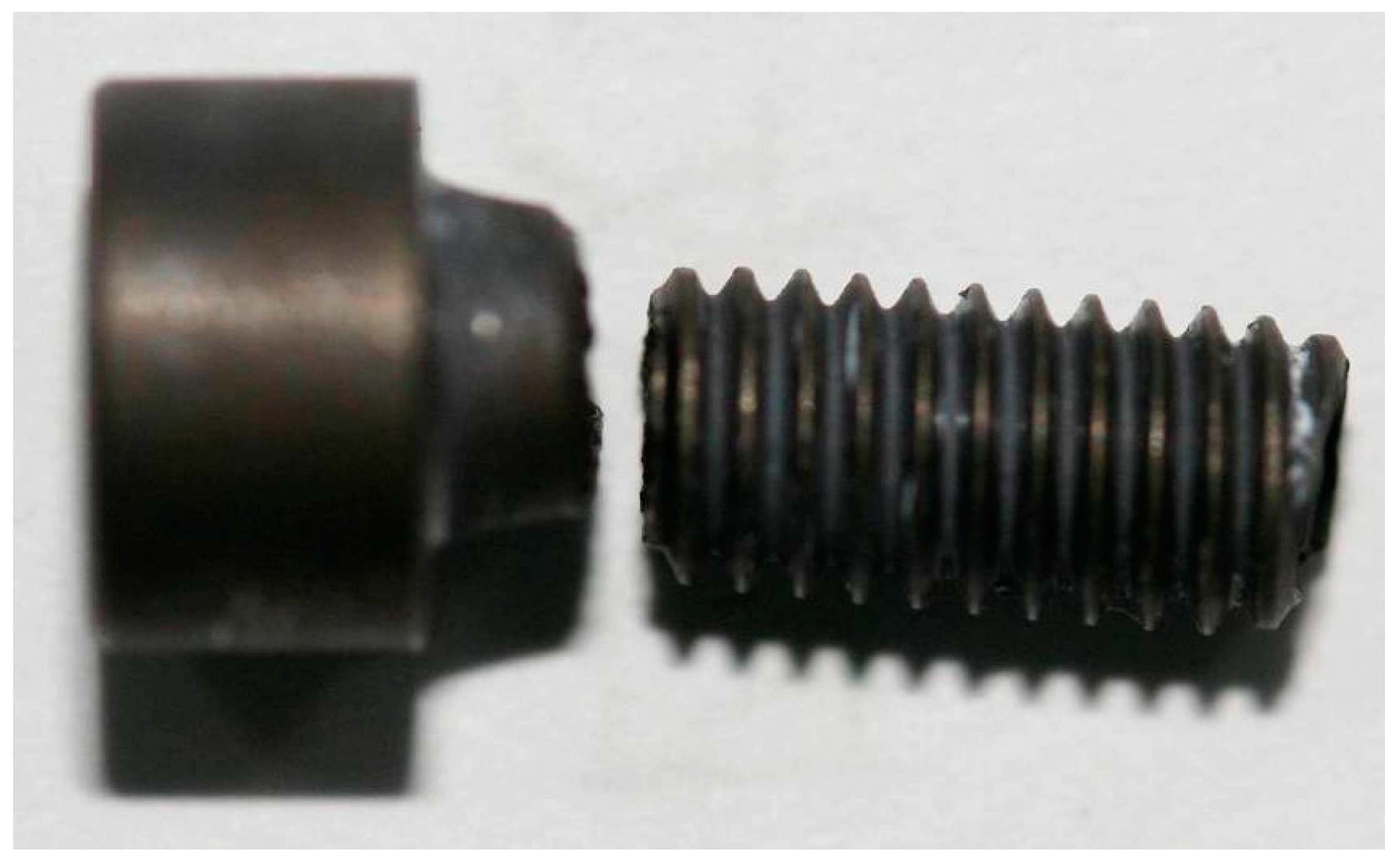
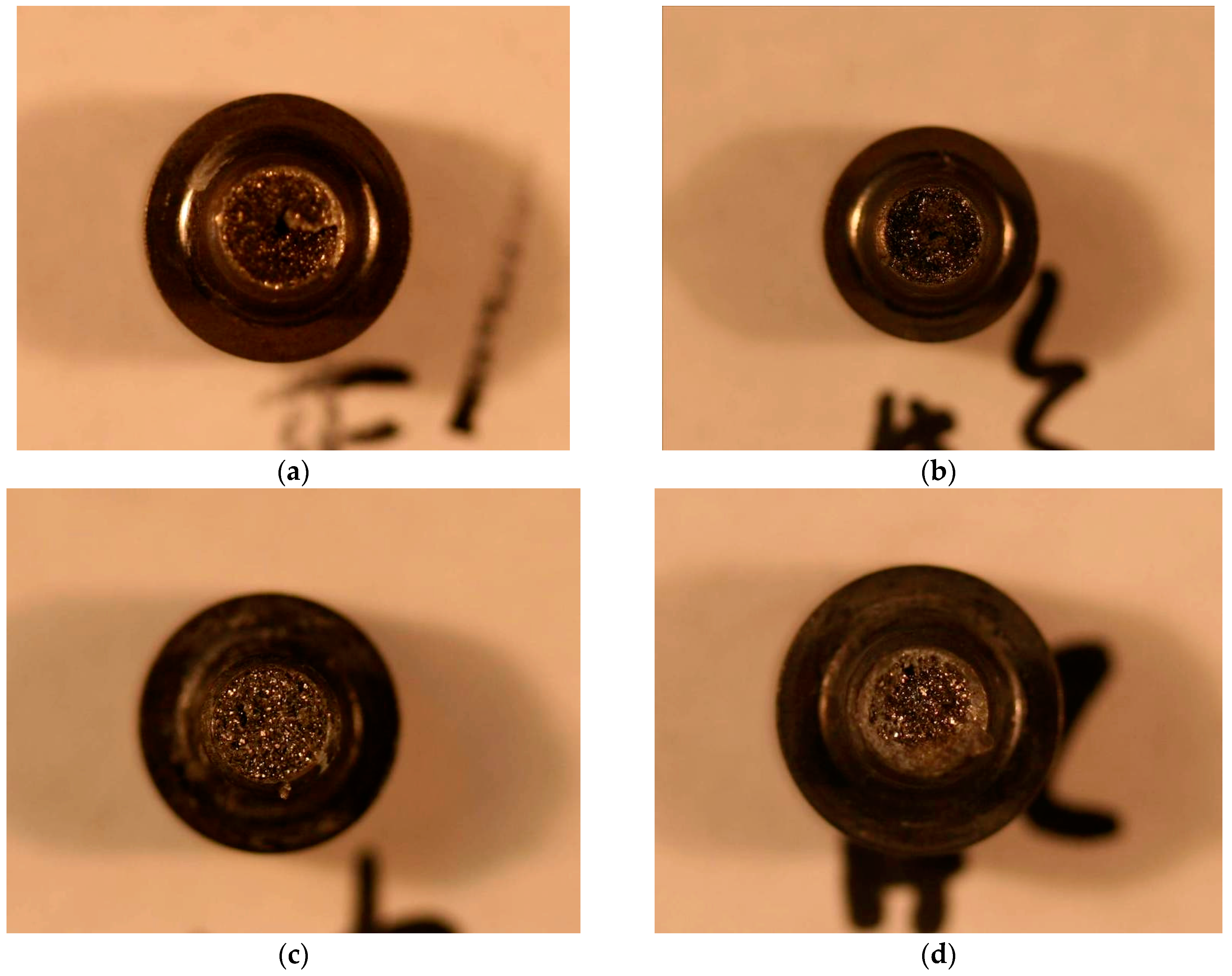
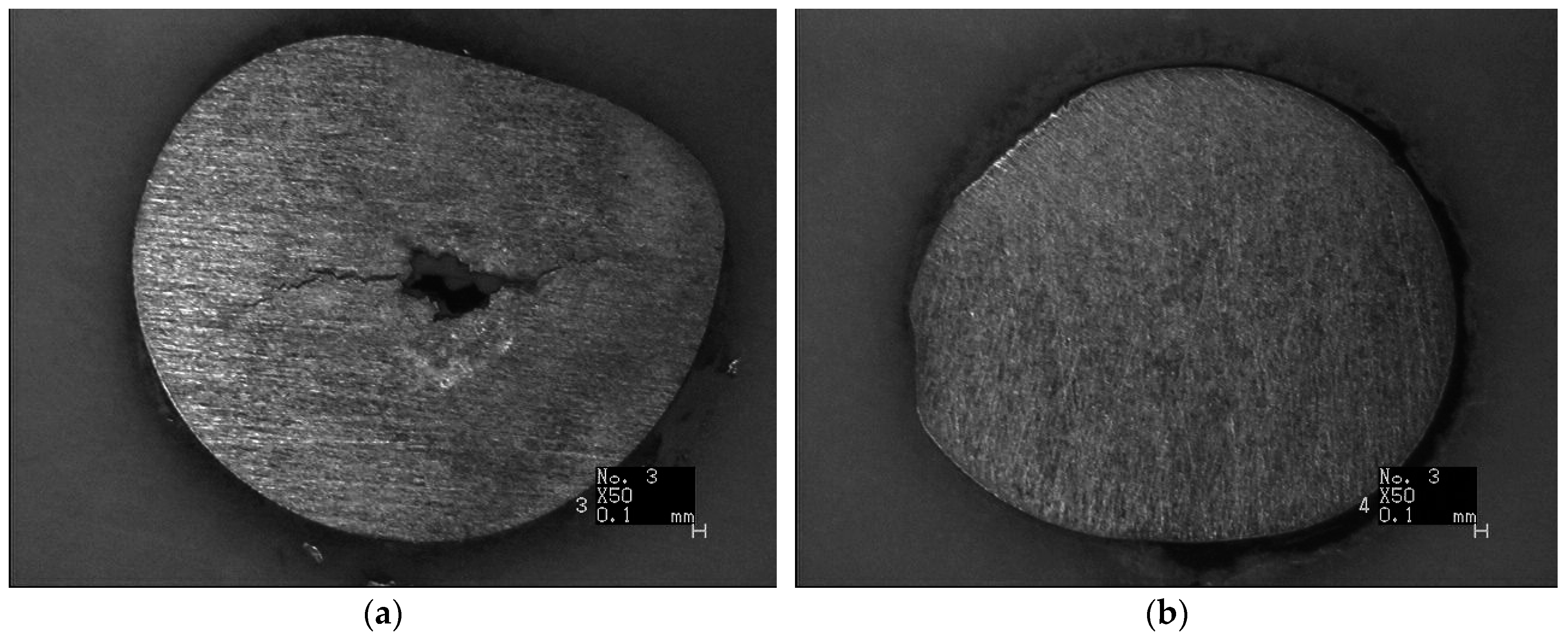
2.1. Visual Inspection
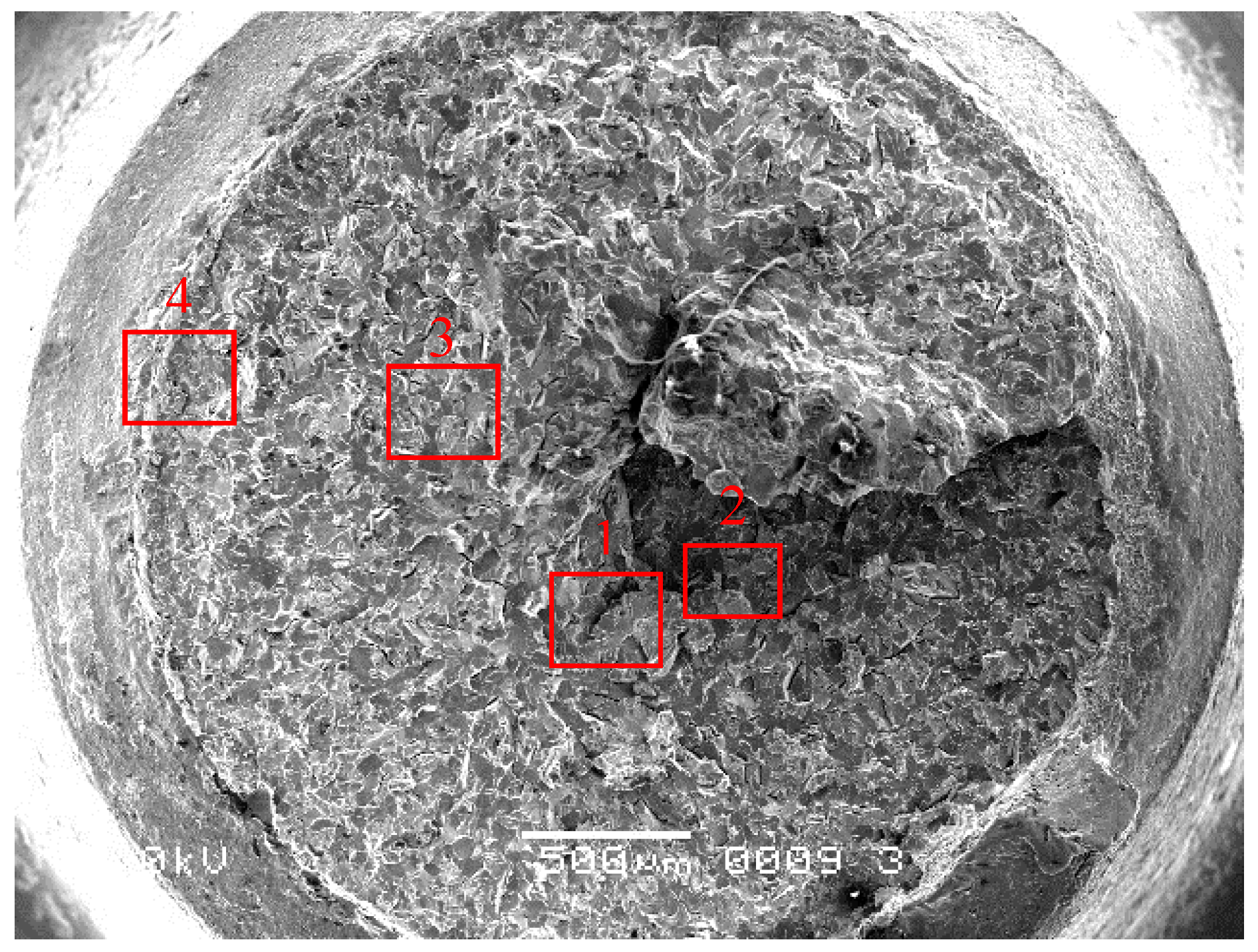
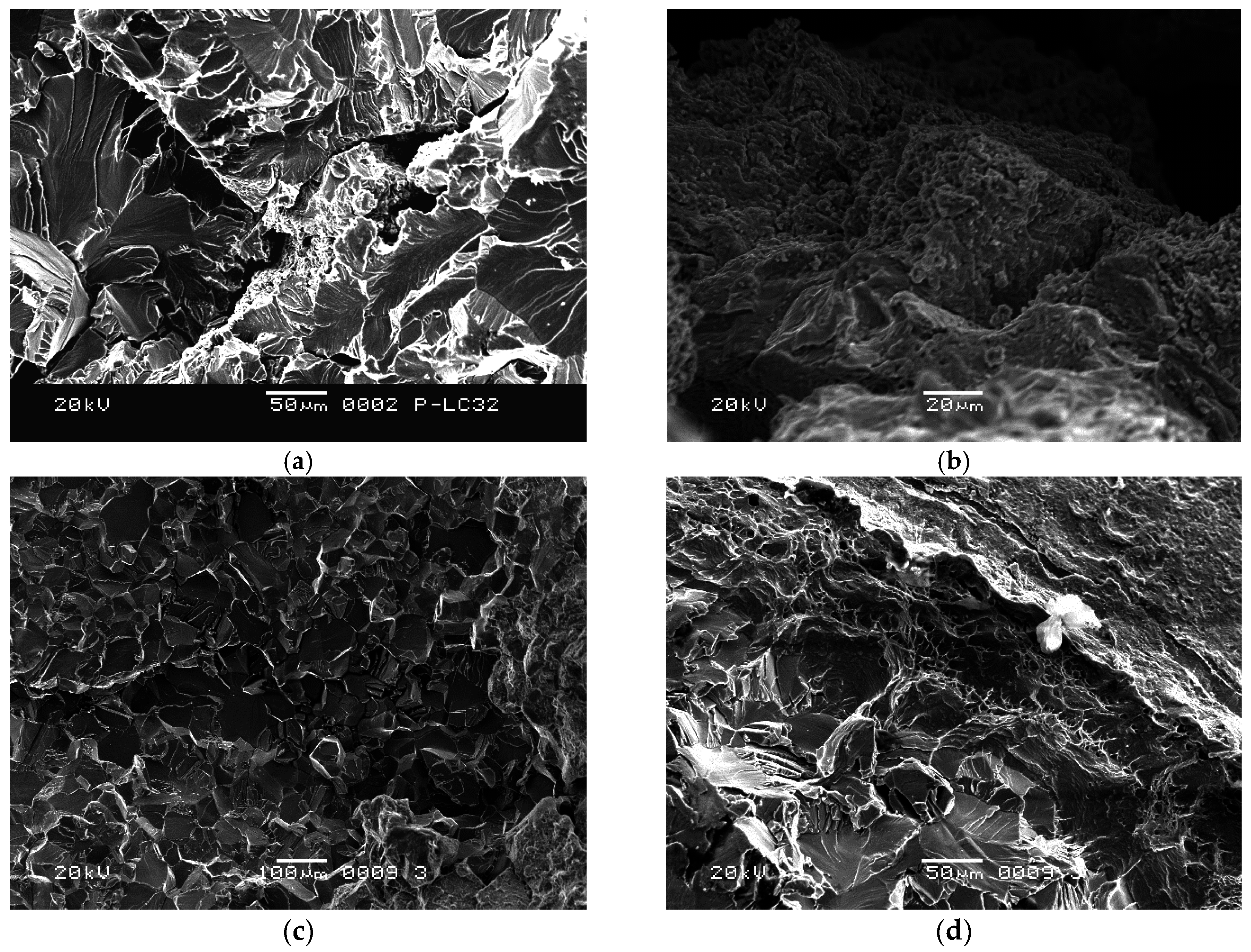
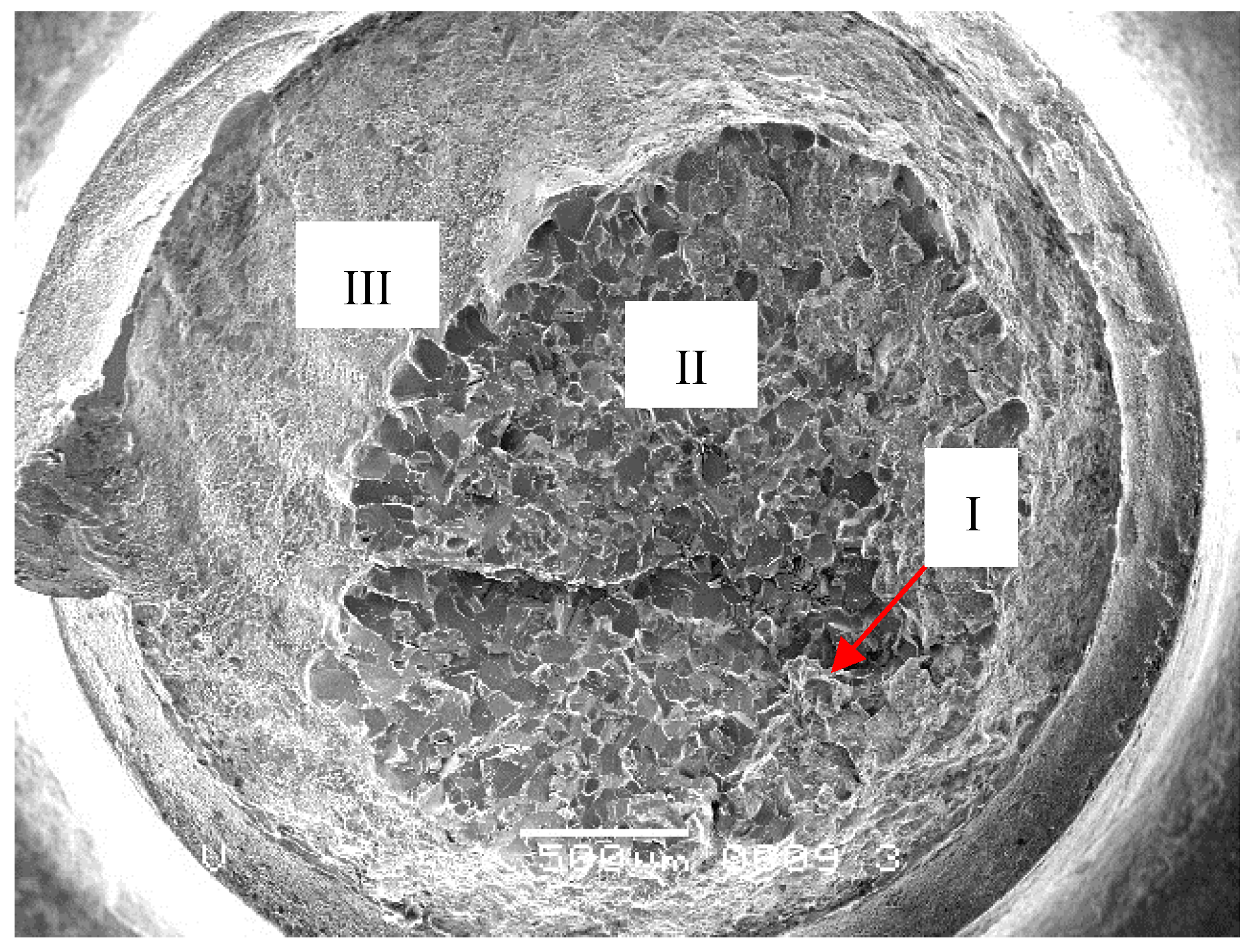
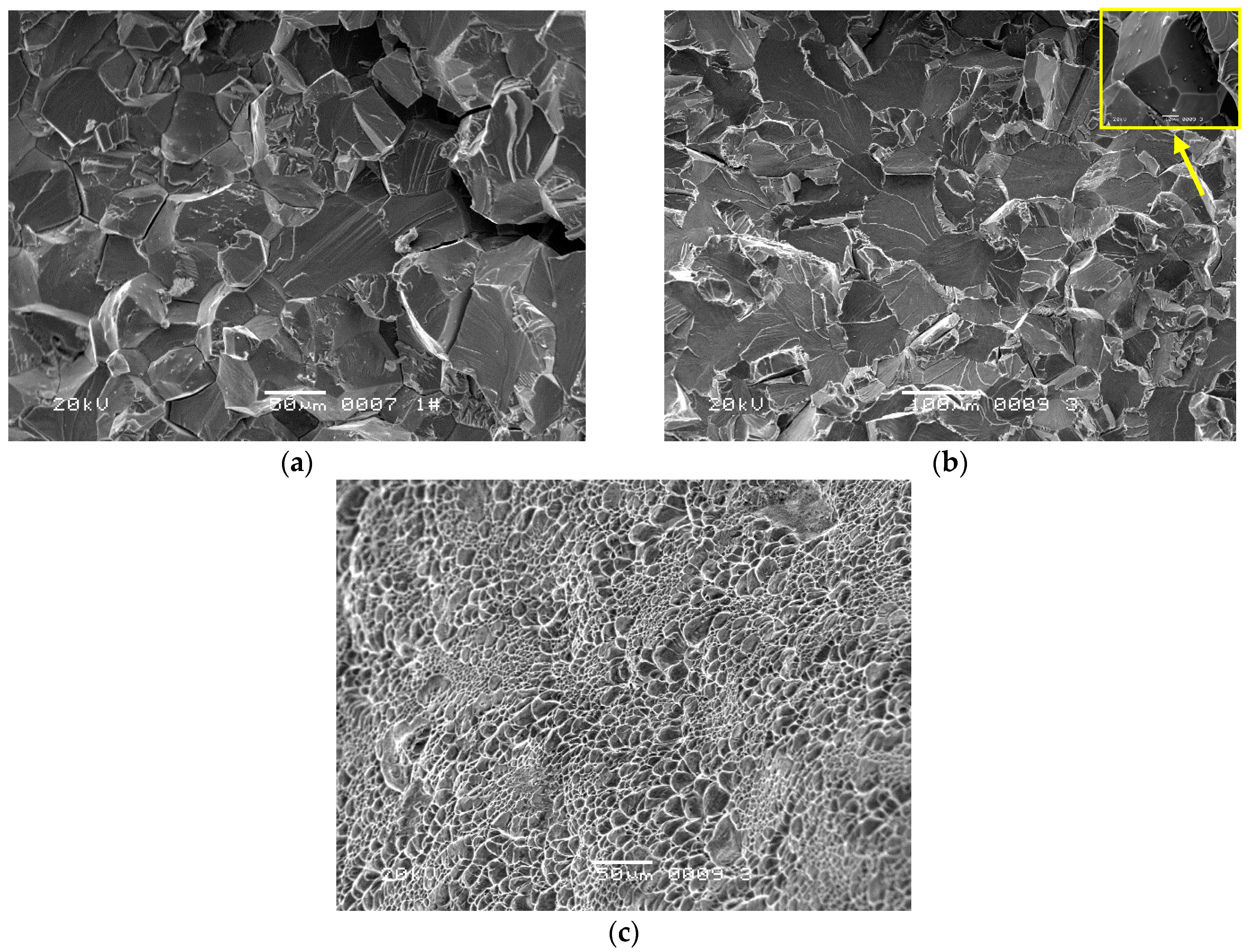
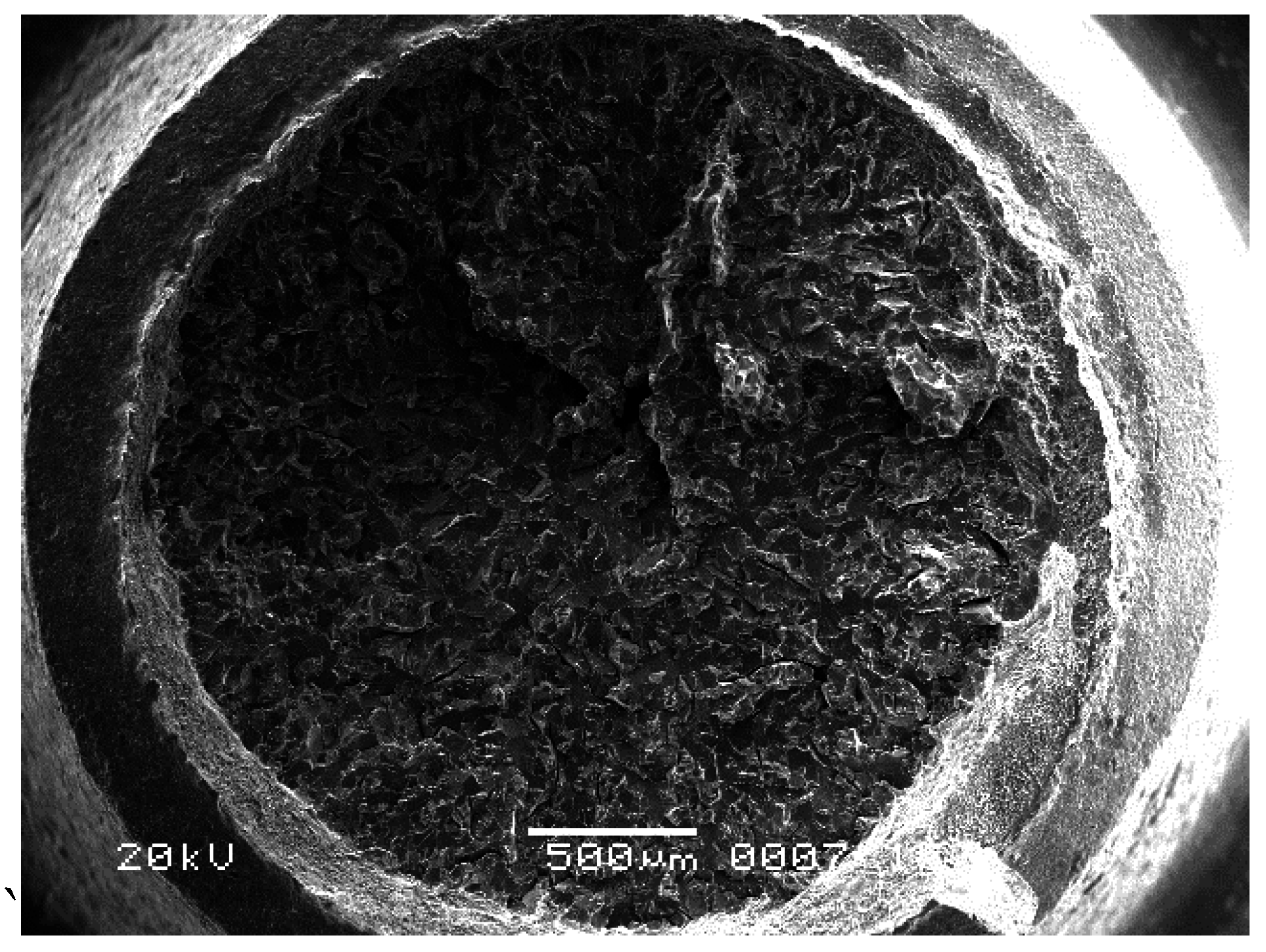
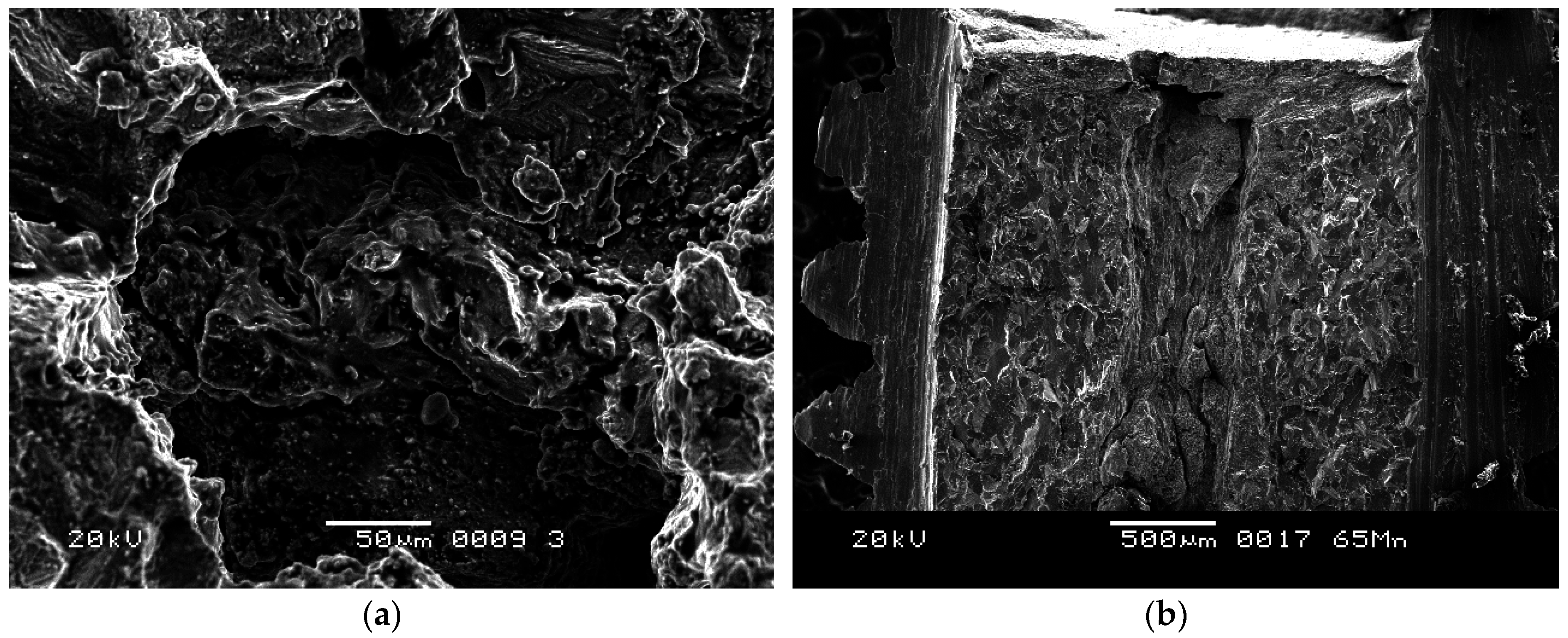
2.2. Microscopic Observation
2.3. Metallographic Observation
2.4. Chemical Constituents and Hydrogen Concentration
2.5. Stress Durability Embrittlement Testing
2.6. Torsion Simulation Testing
3. Discussion
3.1. Fracture Mode Analysis
3.2. The Mechanism for Brittle Fracture
3.3. The Causes of Internal Defects
4. Conclusions
- (1)
- The fracture mode of the screws is brittle. The main reason for the brittle fracture is the internal defects, around which oxygen content is high, increasing brittleness.
- (2)
- The axial crack can be clearly seen in the center of the #1 screw fracture surface. Grain boundary cracking characteristics were observed around the axial crack.
- (3)
- Tiny cracks and cleavage morphology with grain boundary cracking characteristics is the major fracture surface morphology of the #4 screw.
- (4)
- The hydrogen concentration and stress durability embrittlement test results demonstrate that the screws’ failures are validated as unaffected by hydrogen embrittlement.
- (5)
- The internal defects resulted from grain boundary cracking caused by hot forging. After the formation of the defects, it was further extended in the subsequent cold working process and consistent with the axial direction.
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| TC4 | Ti-6Al-4V |
| BT16 | Ti–3Al–4.5V–5Mo |
| TB3 | Ti-10Mo-8V-1Fe-3.5Al |
| SEM | scanning electron microscopy |
| EDS | energy dispersive spectrometer |
| IHE | internal hydrogen embrittlement |
References
- Tang, J.; Liu, D.; Zhang, X.; Du, D.; Yu, S. Effects of Plasma ZrN Metallurgy and Shot Peening Duplex Treatment on Fretting Wear and Fretting Fatigue Behavior of Ti6Al4V Alloy. Materials 2016, 9, 217. [Google Scholar] [CrossRef]
- Venkatesh, B.D.; Chen, D.L.; Bhole, S.D. Effect of heat treatment on mechanical properties of Ti-6Al-4V ELI alloy. Mater. Sci. Eng. A 2009, 506, 117–124. [Google Scholar] [CrossRef]
- Lee, W.S.; Lin, C.F. Plastic deformation and fracture behaviour of Ti-6Al-4V alloy loaded with high strain rate under various temperatures. Mater. Sci. Eng. A 1998, 241, 48–59. [Google Scholar] [CrossRef]
- Jha, A.K.; Singh, S.K.; Kiranmayee, M.S.; Sreekumar, K.; Sinha, P.P. Failure analysis of titanium alloy (Ti6Al4V) fastener used in aerospace application. Eng. Fail. Anal. 2010, 17, 1457–1465. [Google Scholar] [CrossRef]
- Kim, J.H.; Lee, C.H.; Hong, J.K.; Kim, J.H.; Yeom, J.T. Effect of Surface Treatment on the Hot Forming of the High Strength Ti6Al4V Fastener. Mater. Trans. 2009, 50, 2050–2056. [Google Scholar] [CrossRef]
- Li, X.W.; Lu, M.X.; Sha, A.X.; Zhang, L. The tensile deformation behavior of Ti-3Al-4.5V-5Mo titanium alloy. Mat. Sci. Eng. A 2008, 490, 193–197. [Google Scholar] [CrossRef]
- Sha, A.; Wang, Q.; Li, X. Process Analysis of BT16 Titanium Alloy Fastener. Rare Met. Mater. Eng. 2006, 35, 455–458. (In Chinese) [Google Scholar]
- Song, Z.Y.; Sun, Q.Y.; Xiao, L.; Liu, L.; Wang, H.; Chen, W.; Sun, J.; Ge, P. The influence of prior cold deformation on precipitation of alpha phase and variation of hardness in Ti-10Mo-8V-1Fe-3.5Al during aging treatment. J. Mater. Res. 2009, 24, 452–458. [Google Scholar] [CrossRef]
- Yu, Q.; Qi, L.; Tsuru, T.; Traylor, R.; Rugg, D.; Morris, J.W., Jr.; Asta, M.; Chrzan, D.C.; Minor, A.M. Origin of dramatic oxygen solute strengthening effect in titanium. Science 2015, 347, 635–639. [Google Scholar] [CrossRef] [PubMed]
- Fu, X.; Chen, G.; Yang, Q.; Sun, Z.; Zhou, W. The influence of hydrogen on chip formation in cutting Ti-6Al-4V alloys. Int. J. Adv. Manuf. Tech. 2016. [Google Scholar] [CrossRef]
- Zhang, W.; Xi, N.; Wang, L.; Chunhu, T. Low pressure explosion analysis and safety evaluation of a spherical gas-bottle made of titanium alloy. Eng. Fail. Anal. 2002, 9, 329–334. [Google Scholar]
- Pardal, G.; Ganguly, S.; Williams, S.; Vaja, J. Dissimilar metal joining of stainless steel and titanium using copper as transition metal. Int. J. Adv. Manuf. Technol. 2016, 86, 1139–1150. [Google Scholar] [CrossRef] [Green Version]
- Imam, M.A.; Gilmore, C.M. Room Temperature Creep of Ti-6Al-4V; U.S. Defense Technical Information Center. Available online: http://www.dtic.mil/docs/citations/ADA028773 (accessed on 1 May 1976).
- Barkia, B.; Doquet, V.; Couzinié, J.; Guillot, I. Room-temperature creep and stress relaxation in commercial purity titanium—Influence of the oxygen and hydrogen contents on incubation phenomena and aging-induced rejuvenation of the creep potential. Mater. Sci. Eng. A 2015, 624, 79–89. [Google Scholar] [CrossRef]
- Ankem, S.; Oberson, P.; Kazban, R.; Chiang, K.; Ibarra, L.; Chowdhury, A. An Investigation of the Low Temperature Creep Deformation Behaviour of Titanium Grade 7 and Grade 5 Alloys–Progress Report with Preliminary Results. U.S. Nuclear Regulatory Commission. Available online: http://www.nrc.gov/docs/ML0724/ML072420555.pdf (accessed on 31 August 2007).
- Oberwinkler, B. On the Anomalous Mean Stress Sensitivity of Ti-6Al-4V and Its Consideration in High Cycle Fatigue Lifetime Analysis. Int. J. Fatigue 2016, 92 Pt 1, 368–381. [Google Scholar] [CrossRef]
- Nazimov, O.P.; Bunin, L.A.; Il’In, A.A.; Ponomareva, N.A. Effect of hydrogen on the tendency of titanium alloys toward delayed brittle fracture. Strenth. Mater. 1979, 11, 1161–1165. [Google Scholar] [CrossRef]
- Teter, D.F.; Robertson, I.M.; Birnbaum, H.K. The effects of hydrogen on the deformation and fracture of β-titanium. Acta Mater. 2001, 49, 4313–4323. [Google Scholar] [CrossRef]
- Wanhill, R.J.H.; Grooteman, F.P.; Oldersma, A. Validation of F-16 Wing Attachment Fitting bolts. Eng. Fail. Anal. 2013, 35, 16–24. [Google Scholar] [CrossRef]
- Troiano, A.R. Delayed Failure of High Strength Steels. Corrosion 1959, 15, 57–62. [Google Scholar] [CrossRef]
- Nakajima, M.; Tokaji, K.; Shimizu, T. Effect of Crack Size on Dynamic SCC Behavior of Ti-6Al-4V Alloy in 3%NaCl Solution. Fatigue Fract. Eng. Mater. Struct. 1997, 20, 839–847. [Google Scholar] [CrossRef]
- Lu, H.; Su, Y.; Wang, Y.; Chu, W. In situ TEM research of dislocation emission and microcrack nucleation for Ti after adsorption by Hg. Corros. Sci. 1999, 4, 699–708. [Google Scholar] [CrossRef]
- Griza, S.; de Andrade, C.E.C.; Batista, W.W.; Tentardini, E.K.; Strohaecker, T.R. Case study of Ti6Al4V pedicle screw failures due to geometric and microstructural aspects. Eng. Fail. Anal. 2012, 25, 133–143. [Google Scholar] [CrossRef]
- Wang, Y.F.; Li, X.F.; Song, X.L.; Dou, D.-Y.; Shen, L.-M.; Gong, J.-M. Failure analysis of pre-stressed high strength steel bars used in a wind turbine foundation: Experimental and FE simulation. Mater. Corros. 2016, 67, 406–419. [Google Scholar] [CrossRef]
- Straumanis, M.E.; James, W.J.; Ratliff, J.L. A reaction rate study in hydrofluoric acid of the dissolution of titanium and the alpha solid solution of oxygen in titanium. J. Alloys Compd. 1961, 3, 327–332. [Google Scholar] [CrossRef]
- Okabe, T.H.; Suzuki, R.O.; Oishi, T.; Ono, K. Thermodynamic Properties of Dilute Titanium-Oxygen Solid Solution in Beta Phase. Mater. Trans. 1991, 32, 485–488. [Google Scholar] [CrossRef]
- Zhang, W.-F.; Gao, W.; Liu, G.-Y.; Zhao, A.-G.; Tao, C.-H. The influence of high temperature exposure on fracture behaviors of TC11 titanium alloy. J. Aeron. Mater. 2004, 24, 1–5. (In Chinese) [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Region | Al | Fe | V | Mo | O | Ti |
|---|---|---|---|---|---|---|
| cleavage | 3.42 | 0.66 | 6.52 | 6.1 | 5.5 | 77.84 |
| defect | 3.3 | 0.77 | 8.06 | 5.8 | 8.91 | 73.16 |
| margin of the fracture surface | 3.53 | 0.87 | 7.51 | 9.60 | – | 78.49 |
| standard | 2.7–3.7 | 0.8–1.2 | 7.5–8.5 | 9.5–11.0 | – | Balance |
| Region | Al | Fe | V | Mo | O | Ti |
|---|---|---|---|---|---|---|
| I | 3.35 | 0.73 | 8.07 | 5.6 | 9.11 | 73.14 |
| II | 3.49 | 0.59 | 5.63 | 5.29 | 6.75 | 77.96 |
| III | 3.1 | 0.81 | 7.9 | 10.3 | – | 77.89 |
| standard | 2.7–3.7 | 0.8–1.2 | 7.5–8.5 | 9.5–11.0 | – | Balance |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Huang, Y.; Dai, W.; Jin, X.; Yin, C. A Fracture Analysis of Ti-10Mo-8V-1Fe-3.5Al Alloy Screws during Assembly. Materials 2016, 9, 852. https://doi.org/10.3390/ma9100852
Zhang W, Huang Y, Dai W, Jin X, Yin C. A Fracture Analysis of Ti-10Mo-8V-1Fe-3.5Al Alloy Screws during Assembly. Materials. 2016; 9(10):852. https://doi.org/10.3390/ma9100852
Chicago/Turabian StyleZhang, Weifang, Yuanxing Huang, Wei Dai, Xiaoshuai Jin, and Chang Yin. 2016. "A Fracture Analysis of Ti-10Mo-8V-1Fe-3.5Al Alloy Screws during Assembly" Materials 9, no. 10: 852. https://doi.org/10.3390/ma9100852
APA StyleZhang, W., Huang, Y., Dai, W., Jin, X., & Yin, C. (2016). A Fracture Analysis of Ti-10Mo-8V-1Fe-3.5Al Alloy Screws during Assembly. Materials, 9(10), 852. https://doi.org/10.3390/ma9100852