
Investigation on Polylactide (PLA)/Poly(butylene adipate-co-terephthalate) (PBAT)/Bark Flour of Plane Tree (PF) Eco-Composites

Abstract
:1. Introduction
2. Results and Discussion
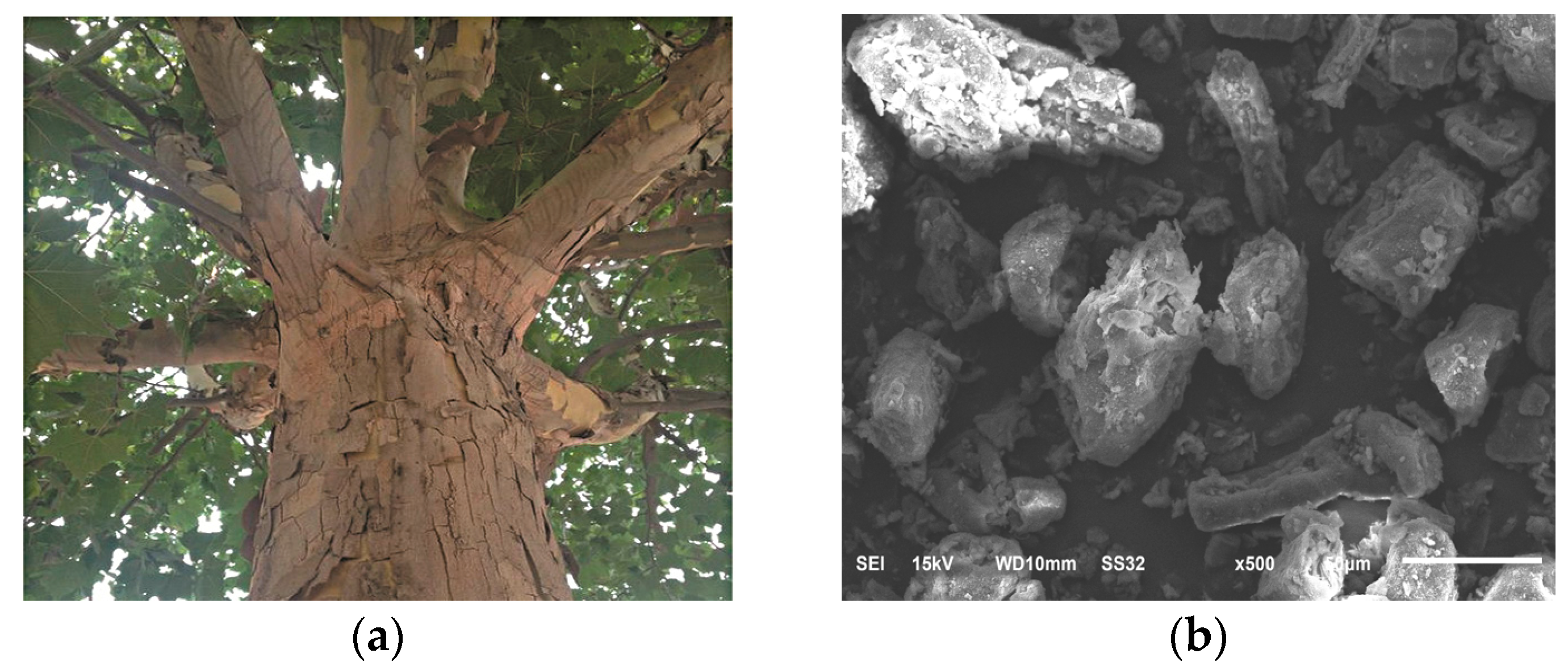
2.1. Characterization of PF
2.2. SEM Images of PLA Eco-Composites
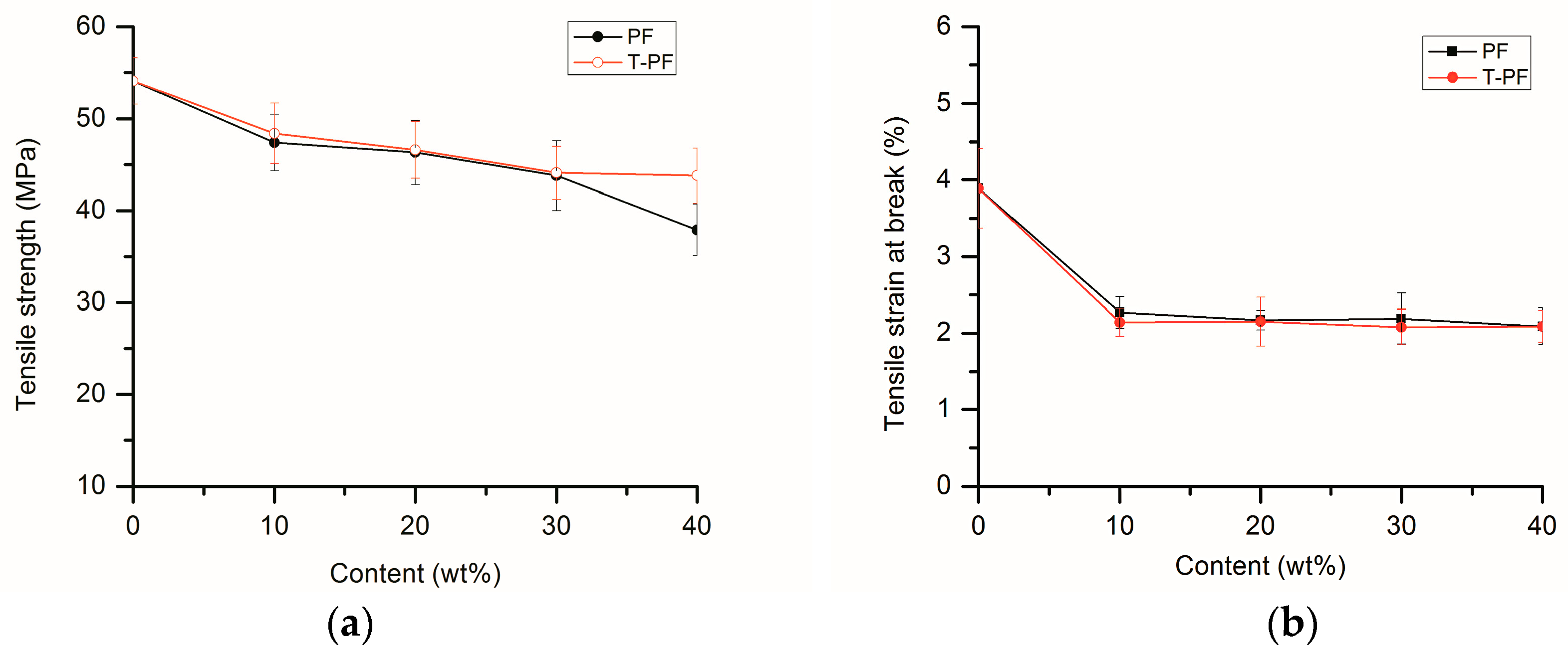
2.3. Mechanical Properties of PLA Eco-Composites
2.4. Polarized Light Microscopy Images of PLA Eco-Composites
2.5. Wide Angle X-ray Diffraction Characterization of PLA Eco-Composites
2.6. DSC Measurements of PLA Eco-Composites
3. Materials and Methods
3.1. Materials
3.2. Preparation of Samples
3.3. Scanning Electron Microscopy (SEM) Observations
3.4. Fourier Transform Infrared Spectroscopy (FTIR) Characterizations
3.5. Mechanical Measurements
3.6. Polarized Light Microscopy (PLM) Observations
3.7. Wide Angle X-ray Diffraction (WAXD) Characterization
3.8. Differential Scanning Calorimetry (DSC) Measurements
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Nampoothiri, K.M.; Nair, N.R.; John, R.P. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef] [PubMed]
- Vroman, I.; Tighzert, L. Biodegradable polymers. Materials 2009, 2, 307–344. [Google Scholar] [CrossRef]
- Anderson, K.S.; Schreck, K.M.; Hillmyer, M.A. Toughening polylactide. Polym. Rev. 2008, 48, 85–108. [Google Scholar] [CrossRef]
- Shi, N.; Dou, Q. Crystallization behavior, morphology, and mechanical properties of poly(lactic acid)/tributyl citrate/treated calcium carbonate composites. Polym. Compos. 2014, 35, 1570–1582. [Google Scholar] [CrossRef]
- Kumar, M.; Mohanty, S.; Nayak, S.K.; Parvaiz, M.R. Effect of glycidyl methacrylate (GMA) on the thermal, mechanical and morphological property of biodegradable PLA/PBAT blend and its nanocomposites. Bioresour. Technol. 2010, 101, 8406–8415. [Google Scholar] [CrossRef] [PubMed]
- Shi, N.; Dou, Q. Non-isothermal cold crystallization kinetics of poly(lactic acid)/poly(butylene adipate-co-terephthalate)/treated calcium carbonate composites. J. Therm. Anal. Calorim. 2015, 119, 635–642. [Google Scholar] [CrossRef]
- Li, C.; Dou, Q. Non-isothermal crystallization kinetics and spherulitic morphology of nucleated poly(lactic acid): Effect of dilithium hexahydrophthalate as a novel nucleating agent. Thermochim. Acta 2014, 594, 31–38. [Google Scholar] [CrossRef]
- Li, C.; Dou, Q. Non-isothermal crystallization kinetics and spherulitic morphology of nucleated poly(lactic acid): Effect of dilithium cis-4-cyclohexene-1,2-dicarboxylate as a novel and efficient nucleating agent. Polym. Adv. Technol. 2015, 26, 376–384. [Google Scholar] [CrossRef]
- Li, C.; Dou, Q.; Bai, Z.; Lu, Q. Non-isothermal crystallization behaviors and spherulitic morphology of poly(lactic acid) nucleated by a novel nucleating agent. J. Therm. Anal. Calorim. 2015, 122, 407–417. [Google Scholar] [CrossRef]
- Jariyasakoolroj, P.; Chirachanchai, S. Silane modified starch for compatible reactive blend with poly(lactic acid). Carbohydr. Polym. 2014, 106, 255–263. [Google Scholar] [CrossRef] [PubMed]
- Tsou, C.H.; Suen, M.C.; Yao, W.H.; Yeh, J.T.; Wu, C.S.; Tsou, C.Y.; Chiu, S.H.; Chen, J.C.; Wang, R.Y.; Lin, S.M.; et al. Preparation and characterization of bioplastic-based green renewable composites from tapioca with acetyl tributyl citrate as a plasticizer. Materials 2014, 7, 5617–5632. [Google Scholar] [CrossRef]
- Khalil, H.P.S.A.; Bhat, A.H.; Yusra, A.F.I. Green composites from sustainable cellulose nanofibrils: A review. Carbohydr. Polym. 2012, 87, 963–979. [Google Scholar] [CrossRef]
- Bogoeva-Gaceva, G.; Avella, M.; Malinconico, M.; Buzarovska, A.; Grozdanov, A.; Gentile, G.; Errico, M.E. Natural fiber eco-composites. Polym. Compos. 2007, 28, 98–107. [Google Scholar] [CrossRef]
- Battegazzore, D.; Alongi, J.; Frache, A. Poly(lactic acid)-based composites containing natural fillers: Thermal, mechanical and barrier properties. J. Polym. Environ. 2014, 22, 88–98. [Google Scholar] [CrossRef]
- Avella, M.; Buzarovska, A.; Errico, M.E.; Gentile, G.; Grozdanov, A. Eco-challenges of bio-based polymer composites. Materials 2009, 2, 911–925. [Google Scholar] [CrossRef]
- Paukszta, D.; Borysiak, S. The influence of processing and the polymorphism of lignocellulosic fillers on the structure and properties of composite materials—A review. Materials 2013, 6, 2747–2767. [Google Scholar] [CrossRef]
- Dobreva, T.; Benavente, R.; Pereña, J.M.; Pérez, E.; Avella, M.; García, M.; Bogoeva-Gaceva, G. Effect of different thermal treatments on the mechanical performance of poly(L-lactic acid) based eco-composites. J. Appl. Polym. Sci. 2010, 116, 1088–1098. [Google Scholar] [CrossRef]
- Tee, Y.B.; Talib, R.A.; Abdan, K.; Chin, N.L.; Basha, R.K.; Yunos, K.F.M. Thermally grafting aminosilane onto kenaf-derived cellulose and its influence on the thermal properties of poly(lactic acid) composites. Bioresources 2013, 8, 4468–4483. [Google Scholar] [CrossRef]
- Wang, Y.; Tong, B.; Hou, S.; Li, M.; Shen, C. Transcrystallization behavior at the poly(lactic acid)/sisal fiber biocomposite interface. Compos. Part A 2011, 42, 66–74. [Google Scholar] [CrossRef]
- Hu, R.-H.; Ma, Z.-G.; Zheng, S.; Li, Y.-N.; Yang, G.-H.; Kim, H.-K.; Lim, J.-K. A fabrication process of high volume fraction of jute fFiber/polylactide composites for truck liner. Int. J. Precis. Eng. Man. 2012, 13, 1243–1246. [Google Scholar] [CrossRef]
- Wong, S.; Shanks, R.A.; Hodzic, A. Poly(l-lactic acid) composites with flax fibers modified by plasticizer absorption. Polym. Eng. Sci. 2003, 43, 1566–1575. [Google Scholar] [CrossRef]
- Zhu, J.; Zhu, H.; Njuguna, J.; Abhyankar, H. Recent development of flax fibers and their reinforced composites based on different polymeric matrices. Materials 2013, 6, 5171–5198. [Google Scholar] [CrossRef]
- Masirek, R.; Kulinski, Z.; Chionna, D.; Piorkowska, E.; Pracella, M. Composites of poly(l-lactide) with hemp fibers: Morphology and thermal and mechanical properties. J. Appl. Polym. Sci. 2007, 105, 255–268. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Flexural properties of hemp fiber reinforced polylactide and unsaturated polyester composites. Compos. Part A 2012, 43, 519–526. [Google Scholar] [CrossRef]
- Fortunati, E.; Puglia, D.; Santulli, C.; Sarasini, F.; Kenny, J.M. Biodegradation of phormium tenax/poly(lactic acid) composites. J. Appl. Polym. Sci. 2012, 125, E562–E572. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Effect of chemical modifications of the pineapple leaf fiber surfaces on the interfacial and mechanical properties of laminated biocomposites. Compos. Interfaces 2008, 15, 169–191. [Google Scholar] [CrossRef]
- Jandas, P.J.; Mohanty, S.; Nayak, S.K. Renewable resource-based biocomposites of various surface treated banana fiber and polylactic acid: Characterization and biodegradability. J. Polym. Environ. 2012, 20, 583–595. [Google Scholar] [CrossRef]
- Zhang, Q.; Shi, L.; Nie, J.; Wang, H.; Yang, D. Study on poly(lactic acid)/natural fibers composites. J. Appl. Polym. Sci. 2012, 125, E526–E533. [Google Scholar] [CrossRef]
- Manshor, M.R.; Anuar, H.; Aimi, M.N.N.; Fitrie, M.I.A.; Nazri, W.B.W.; Sapuan, S.M.; El-Shekeil, Y.A.; Wahit, M.U. Mechanical, thermal and morphological properties of durian skin fiber reinforced PLA biocomposites. Mater. Des. 2014, 59, 279–286. [Google Scholar] [CrossRef]
- Graupner, N. Application of lignin as natural adhesion promoter in cotton fiber-reinforced poly(lactic acid) (PLA) composites. J. Mater. Sci. 2008, 43, 5222–5229. [Google Scholar] [CrossRef]
- Qin, L.; Qiu, J.; Liu, M.; Ding, S.; Shao, L.; Lü, S.; Zhang, G.; Zhao, Y.; Fu, X. Mechanical and thermal properties of poly(lactic acid) composites with rice straw fiber modified by poly(butyl acrylate). Chem. Eng. J. 2011, 166, 772–778. [Google Scholar] [CrossRef]
- Lee, S.-H.; Wang, S. Biodegradable polymers/bamboo fiber biocomposite with bio-based coupling agent. Compos. Part A 2006, 37, 80–91. [Google Scholar] [CrossRef]
- Wang, K.H.; Wu, T.-M.; Shih, Y.-F.; Huang, C.-M. Water bamboo husk reinforced poly(lactic acid) green composites. Polym. Eng. Sci. 2008, 48, 1833–1839. [Google Scholar] [CrossRef]
- Mamun, A.A.; Bledzki, A.K. Micro fiber reinforced PLA and PP composites: Enzyme modification, mechanical and thermal properties. Compos. Sci. Technol. 2013, 78, 10–17. [Google Scholar] [CrossRef]
- Mohamed, A.A.; Finkenstadt, V.L.; Rayas-Duarte, P.; Palmquist, D.E.; Gordon, S.H. Thermal properties of extruded and injection-molded poly(lactic acid)-based cuphea and lesquerella bio-composites. J. Appl. Polym. Sci. 2009, 111, 114–124. [Google Scholar] [CrossRef]
- Mohamed, A.A.; Finkenstadt, V.L.; Palmquist, D.E.; Rayas-Duarte, P. Thermal properties of extruded injection-molded poly(lactic acid) and milkweed composites: Degradation kinetics and enthalpic relaxation. J. Appl. Polym. Sci. 2009, 111, 175–184. [Google Scholar] [CrossRef]
- Botta, L.; Fiore, V.; Scalici, T.; Valenza, A.; Scaffaro, R. New polylactic acid composites reinforced with artichoke fibers. Materials 2015, 8, 7770–7779. [Google Scholar] [CrossRef] [Green Version]
- Sutivisedsak, N.; Cheng, H.N.; Burks, C.S.; Johnson, J.A.; Siegel, J.P.; Civerolo, E.L.; Biswas, A. Use of nutshells as fillers in polymer composites. J. Polym. Environ. 2012, 20, 305–314. [Google Scholar] [CrossRef]
- Lezak, E.; Kulinski, Z.; Masirek, R.; Piorkowska, E.; Pracella, M.; Gadzinowska, K. Mechanical and thermal properties of green polylactide composites with natural fillers. Macromol. Biosci. 2008, 8, 1190–1200. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Wang, C.; Zhuang, X.; Hu, Y.; Chu, F. Renewable resource-based composites of acorn powder and polylactide bio-plastic: Preparation and properties evaluation. J. Polym. Environ. 2011, 19, 301–311. [Google Scholar] [CrossRef]
- Almgren, K.M.; Gamstedt, E.K.; Berthold, F.; Lindstrom, M. Moisture uptake and hygroexpansion of wood fiber composite materials with polylactide and polypropylene matrix materials. Polym. Compos. 2009, 30, 1809–1816. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. The effect of silane treated- and untreated-talc on the mechanical and physico-mechanical properties of poly(lactic acid)/newspaper fibers/talc hybrid composites. Compos. Part B 2007, 38, 367–379. [Google Scholar] [CrossRef]
- Almgren, K.M.; Åkerholm, M.; Gamstedt, E.K.; Salmen, L.; Lindström, M. Effects of moisture on dynamic mechanical properties of wood fiber composites studied by dynamic FT-IR spectroscopy. J. Reinf. Plast. Comp. 2008, 27, 1709–1721. [Google Scholar] [CrossRef]
- Wang, Y.; Qi, R.; Xiong, C.; Huang, M. Effects of coupling agent and interfacial modifiers on mechanical properties of poly(lactic acid) and wood flour biocomposites. Iran. Polym. J. 2011, 20, 281–294. [Google Scholar]
- Way, C.; Dean, K.; Wu, D.Y.; Palombo, E. Biodegradation of sequentially surface treated lignocellulose reinforced polylactic acid composites: Carbon dioxide evolution and morphology. Polym. Degrad. Stab. 2012, 97, 430–438. [Google Scholar] [CrossRef]
- Shah, B.L.; Selke, S.E.; Walters, M.B.; Heiden, P.A. Effects of wood flour and chitosan on mechanical, chemical, and thermal properties of polylactide. Polym. Compos. 2008, 29, 655–663. [Google Scholar] [CrossRef]
- Gregorova, A.; Hrabalova, M.; Kovalcik, R.; Wimmer, R. Surface modification of spruce wood flour and effects on the dynamic fragility of PLA/wood composites. Polym. Eng. Sci. 2011, 51, 143–150. [Google Scholar] [CrossRef]
- Morreale, M.; Liga, A.; Mistretta, M.C.; Ascione, L.; Mantia, F.P.L. Mechanical, thermomechanical and reprocessing behavior of green composites from biodegradable polymer and wood flour. Materials 2015, 8, 7536–7548. [Google Scholar] [CrossRef]
- Pinilla, J.M.; López-Padilla, A.; Vicente, G.; Fornari, T.; Quintela, J.C.; Reglero, G. Recovery of betulinic acid from plane tree (Platanus acerifolia L.). J. Supercrit. Fluids 2014, 95, 541–545. [Google Scholar] [CrossRef]
- Yang, N.Y.; Yu, L.; Shang, E.X.; Duan, J.A. Chemical constituents with immunological activities from the barks of Platanus acerifolia. Chem. Nat. Compd. 2014, 50, 384–386. [Google Scholar] [CrossRef]
- Dou, Q.; Cai, J.; Shi, N. The Preparation Method of Biodegradable Biomass Composites. CN Patent ZL 201310106223.1, 18 February 2015. [Google Scholar]
- Wunderlich, B. Chapter IX irreversible melting. In Macromolecular Physics; Academic Press: New York, NY, USA, 1980; Volume 3, pp. 128–191. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PLA/PBAT/T-PF | Tensile Strength (MPa) | Tensile Strain at Break (%) | Tensile Modulus (MPa) | Flexural Modulus (MPa) | Izod Notched Impact Strength (KJ/m2) |
|---|---|---|---|---|---|
| 70/0/30 | 44.1 ± 2.9 | 2.08 ± 0.23 | 4320 ± 35 | 4189 ± 56 | 2.56 ± 0.16 |
| 60/10/30 | 43.4 ± 3.8 | 2.76 ± 0.35 | 4221 ± 43 | 4089 ± 32 | 3.11 ± 0.24 |
| 50/20/30 | 40.2 ± 3.1 | 3.54 ± 0.44 | 4108 ± 37 | 3989 ± 39 | 3.82 ± 0.33 |
| Samples | First Melting | Second Melting | Cooling | ||
|---|---|---|---|---|---|
| Tm (°C) | Xc (%) | Tm (°C) | Xc (%) | Tc (°C) | |
| Neat PLA | 165.9, 171.7 | 20.87 | 165.3, 170.2 | 15.24 | - |
| PLA/PF (90/10) | 165.0, 170.8 | 41.67 | 166.6, 170.8 | 40.19 | 112.7 |
| PLA/PF (80/20) | 165.8, 171.0 | 49.86 | 166.9, 170.5 | 47.84 | 122.3 |
| PLA/PF (70/30) | 163.0, 170.0 | 45.36 | 166.5, 170.2 | 44.23 | 118.5 |
| PLA/PF (60/40) | 165.9, 171.9 | 44.28 | 165.9, 171.2 | 43.86 | 112.3 |
| PLA/T-PF (90/10) | 166.2, 171.6 | 40.17 | 165.5, 170.8 | 40.01 | 109.2 |
| PLA/T-PF (80/20) | 165.1, 170.9 | 47.28 | 164.5, 170.5 | 45.36 | 112.3 |
| PLA/T-PF (70/30) | 164.3, 170.0 | 43.76 | 164.2, 170.0 | 42.94 | 111.5 |
| PLA/T-PF (60/40) | 164.2, 170.7 | 42.15 | 165.2, 169.7 | 40.73 | 107.5 |
| PLA/PBAT/T-PF (60/10/30) | 166.1, 171.5 | 35.69 | 163.3, 170.8 | 32.15 | 100.4 |
| PLA/PBAT/T-PF (50/20/30) | 163.1, 170.1 | 30.75 | 168.6 | 28.85 | 96.6 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dou, Q.; Cai, J. Investigation on Polylactide (PLA)/Poly(butylene adipate-co-terephthalate) (PBAT)/Bark Flour of Plane Tree (PF) Eco-Composites. Materials 2016, 9, 393. https://doi.org/10.3390/ma9050393
Dou Q, Cai J. Investigation on Polylactide (PLA)/Poly(butylene adipate-co-terephthalate) (PBAT)/Bark Flour of Plane Tree (PF) Eco-Composites. Materials. 2016; 9(5):393. https://doi.org/10.3390/ma9050393
Chicago/Turabian StyleDou, Qiang, and Jun Cai. 2016. "Investigation on Polylactide (PLA)/Poly(butylene adipate-co-terephthalate) (PBAT)/Bark Flour of Plane Tree (PF) Eco-Composites" Materials 9, no. 5: 393. https://doi.org/10.3390/ma9050393
APA StyleDou, Q., & Cai, J. (2016). Investigation on Polylactide (PLA)/Poly(butylene adipate-co-terephthalate) (PBAT)/Bark Flour of Plane Tree (PF) Eco-Composites. Materials, 9(5), 393. https://doi.org/10.3390/ma9050393