
Optimizing and Characterizing Geopolymers from Ternary Blend of Philippine Coal Fly Ash, Coal Bottom Ash and Rice Hull Ash

 ,
, 

Abstract
:1. Introduction
2. Materials and Methodology
2.1. Sources of Raw Materials
2.2. Characterization of Raw Materials
2.3. Dissolution Tests
2.4. Pre-Treatment of Raw Materials and the Preparation of Geopolymer Specimens
2.5. Multiple Response Surface Optimization via Desirability Functions
2.6. Evaluation of Embodied Energy and Embodied CO2 of the Optimized Geopolymer Mix
3. Results and Discussion
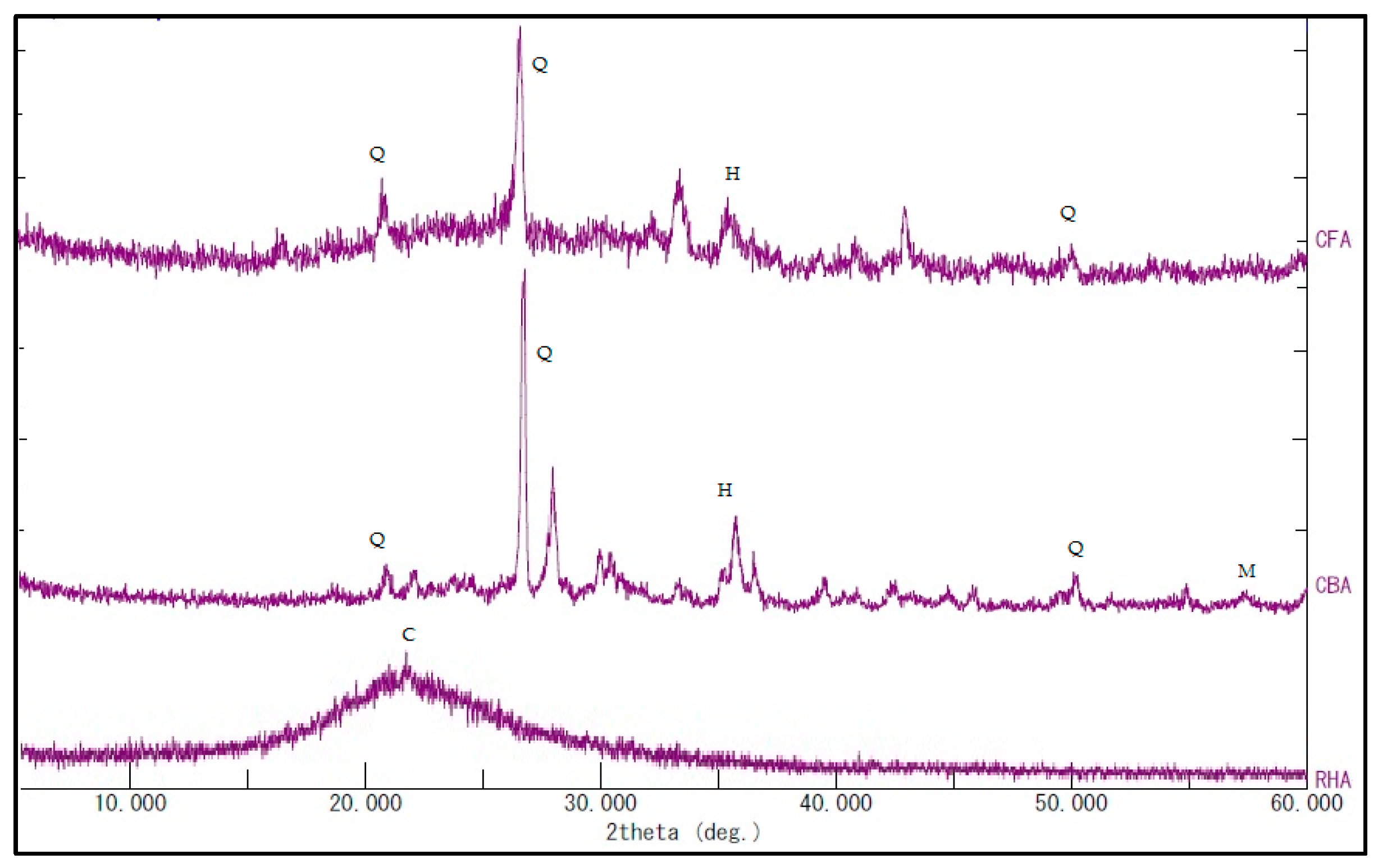
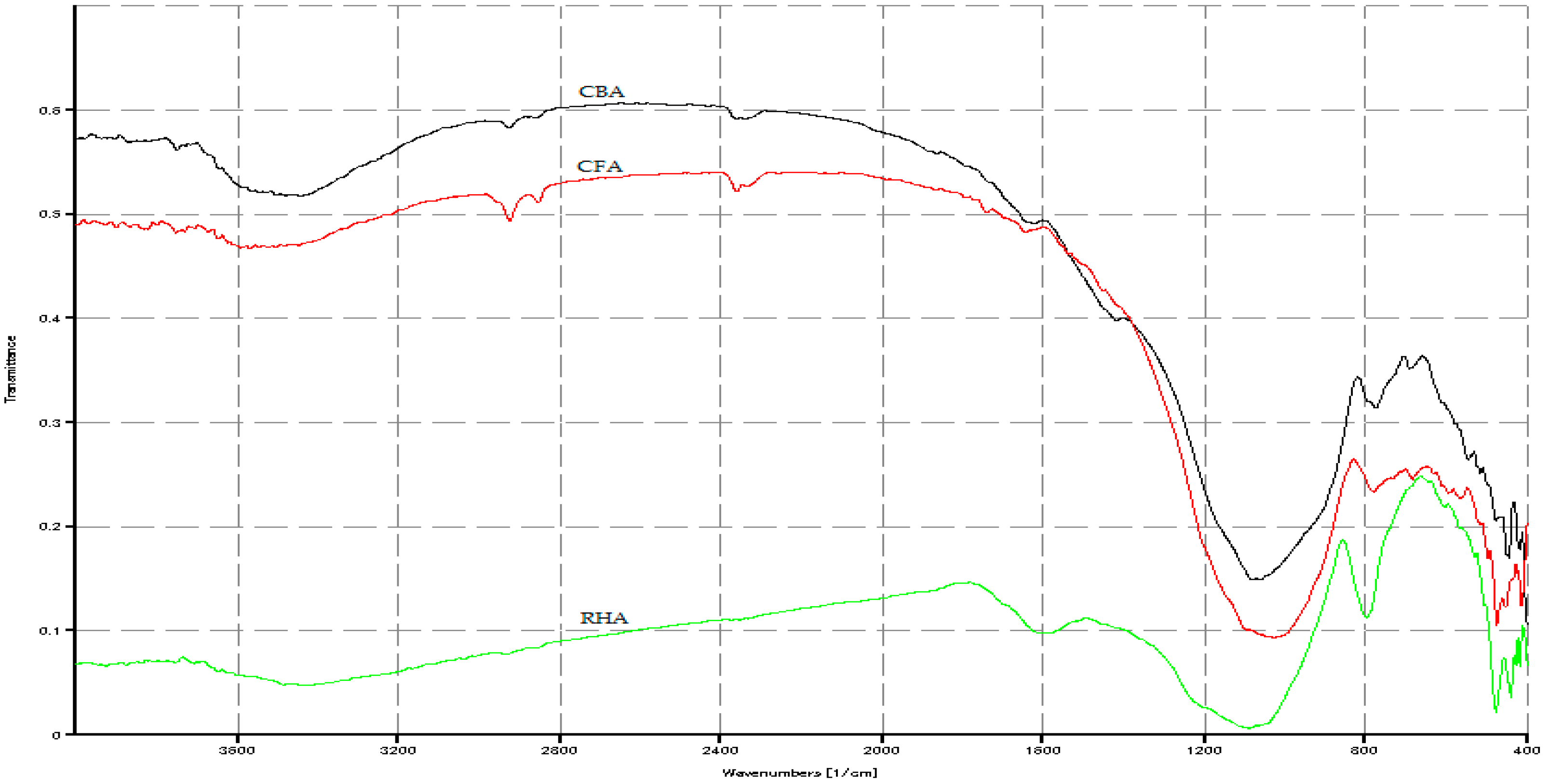
3.1. Characterization of Raw Materials
3.2. Optimal Mix Formulation for Ternary-Blended Geopolymer
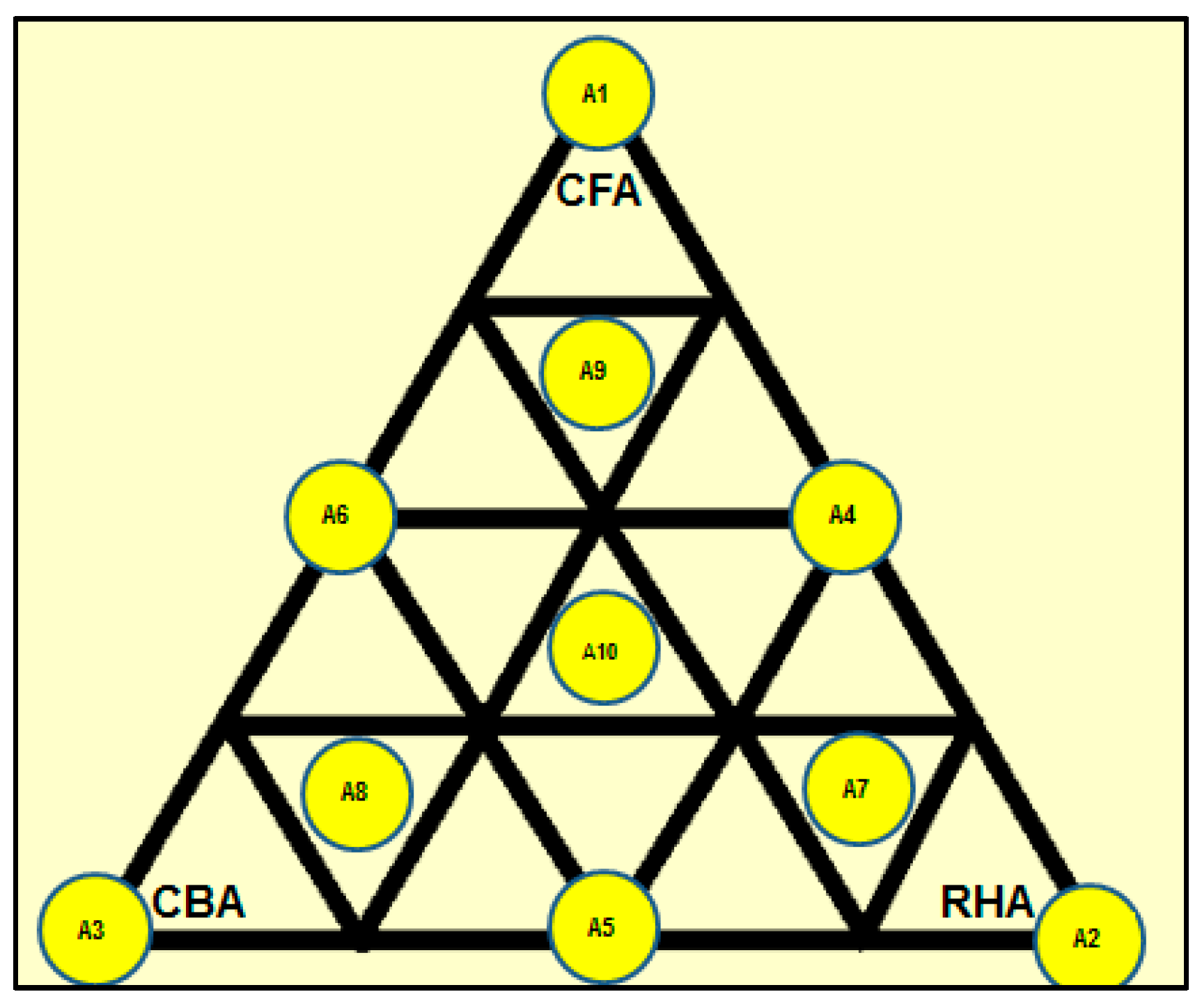
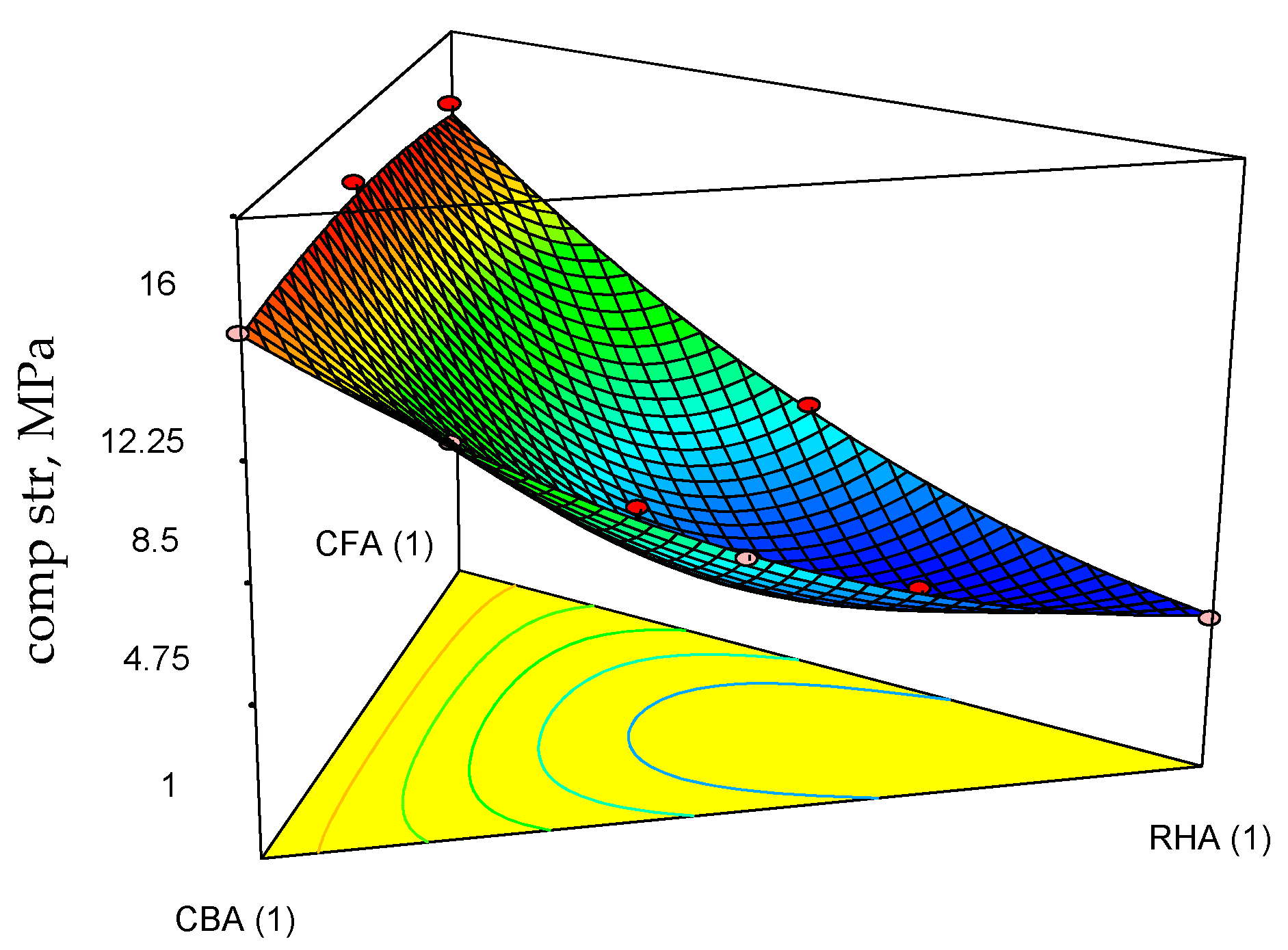
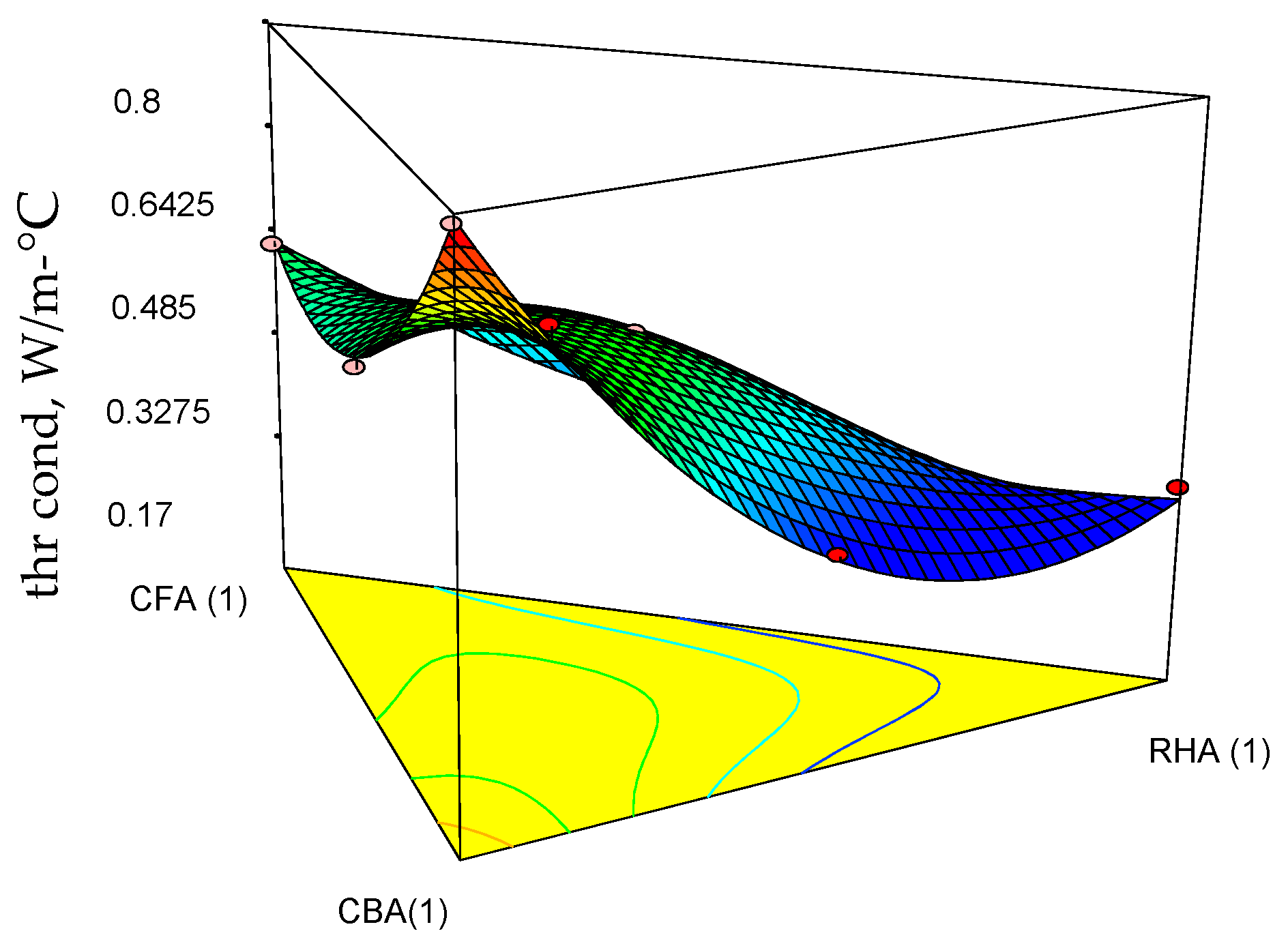
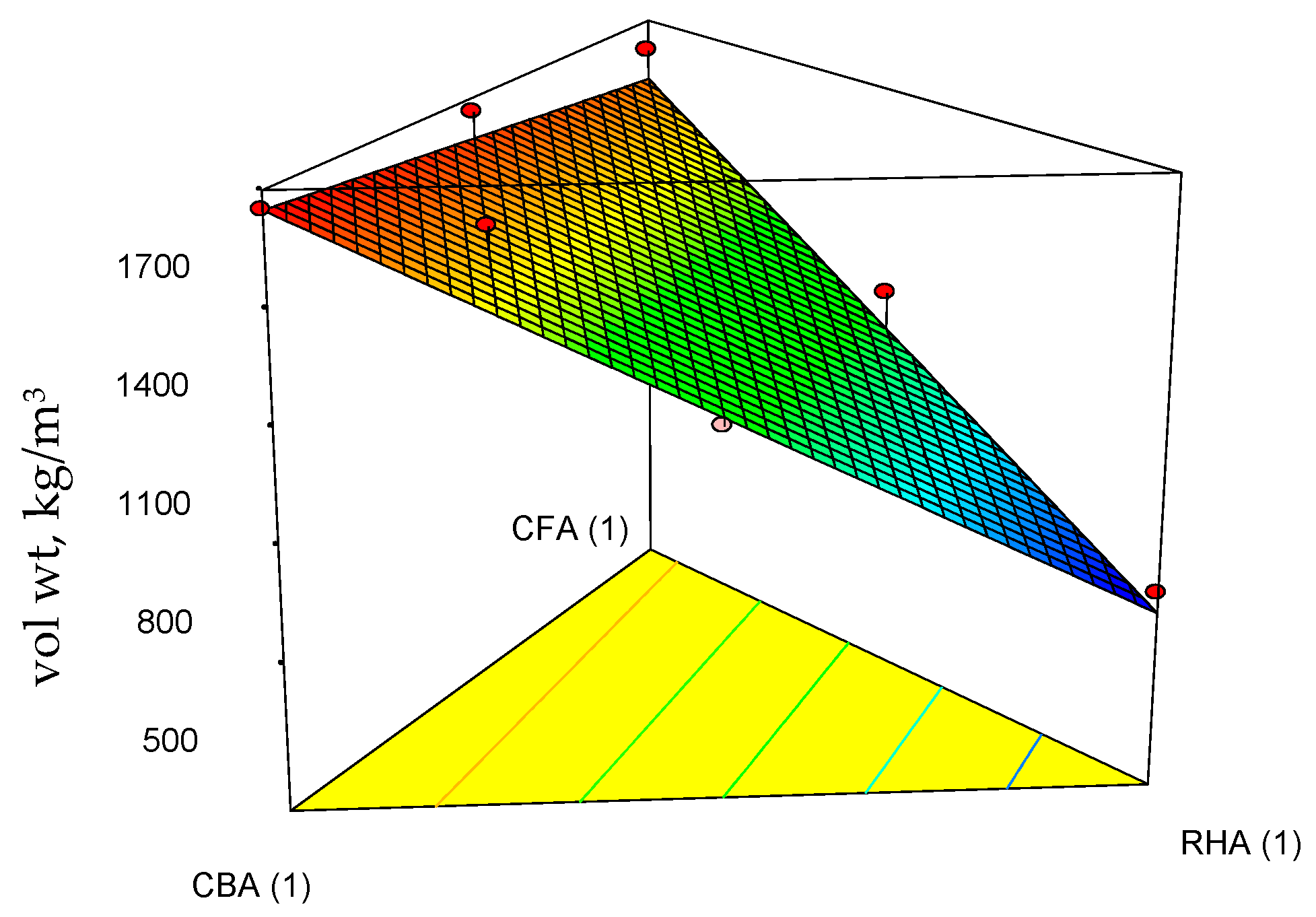
3.2.1. Mixture Design
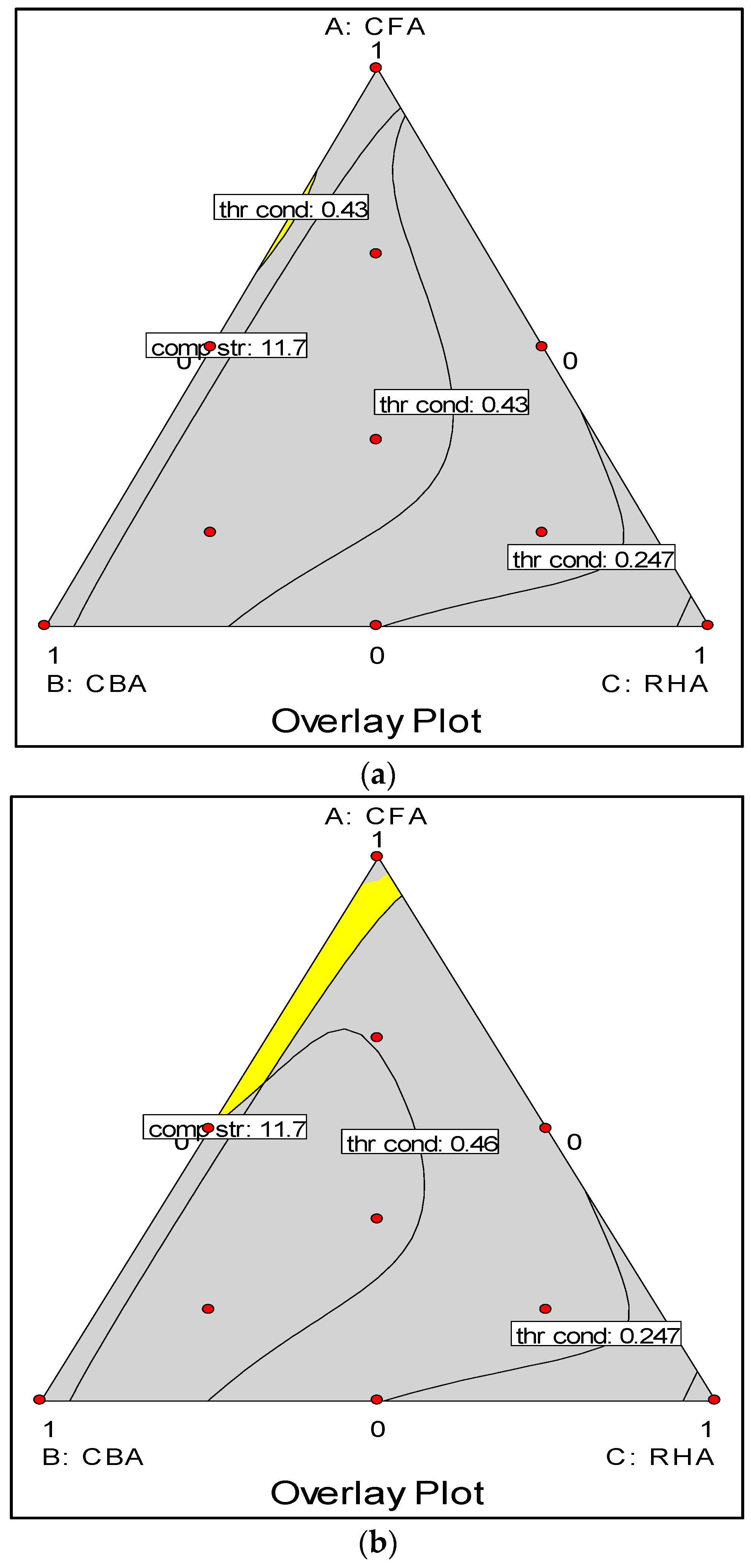
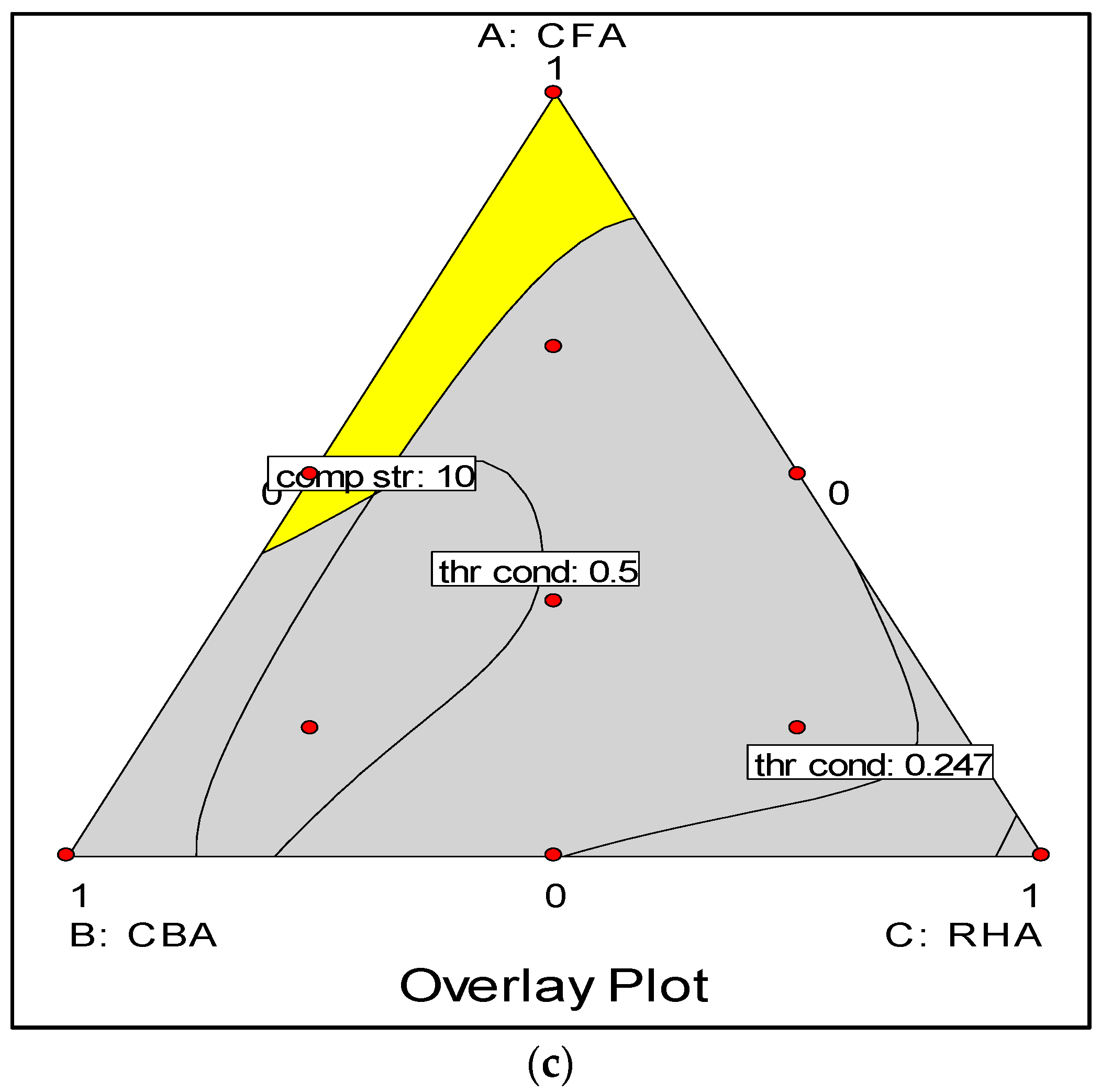
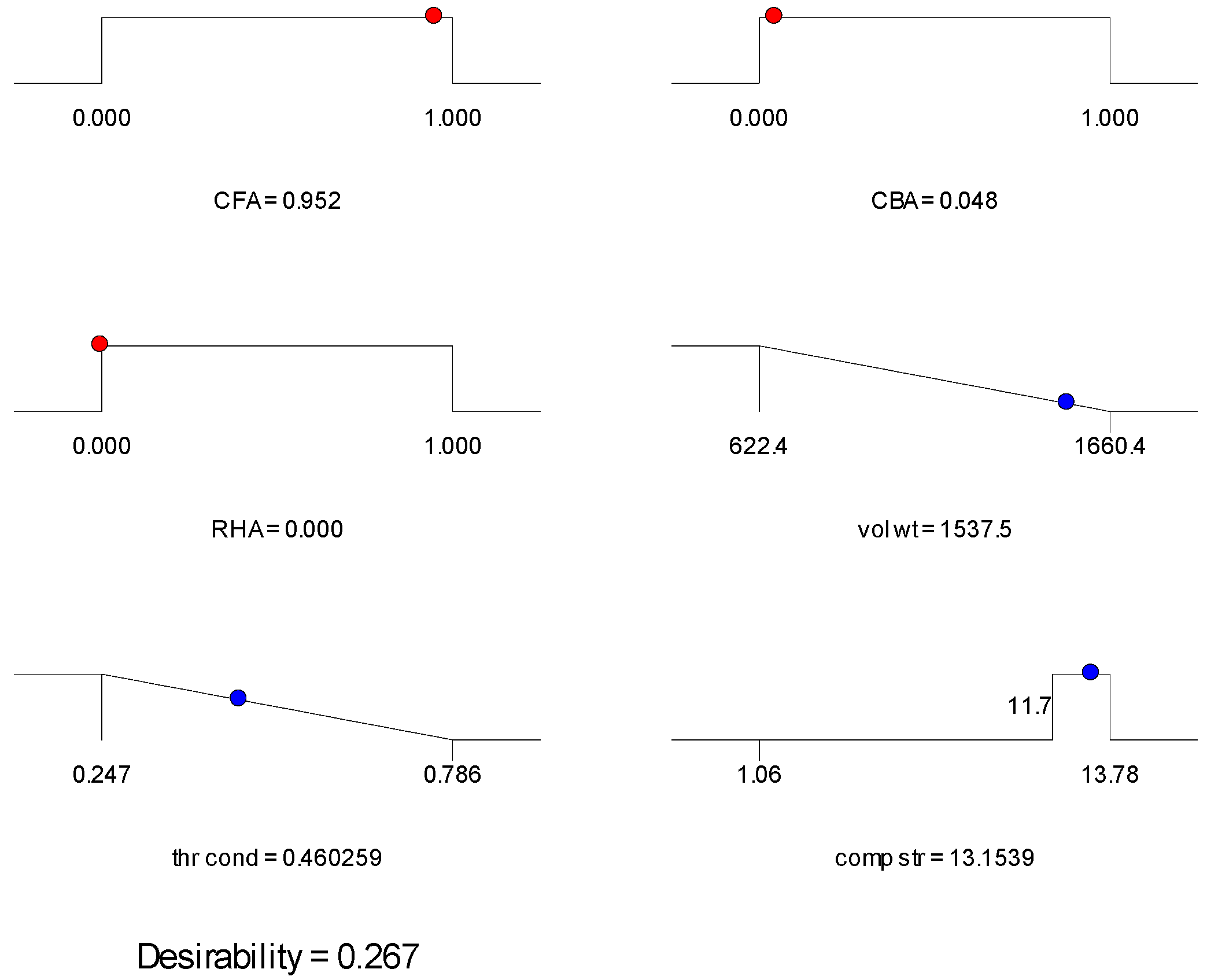
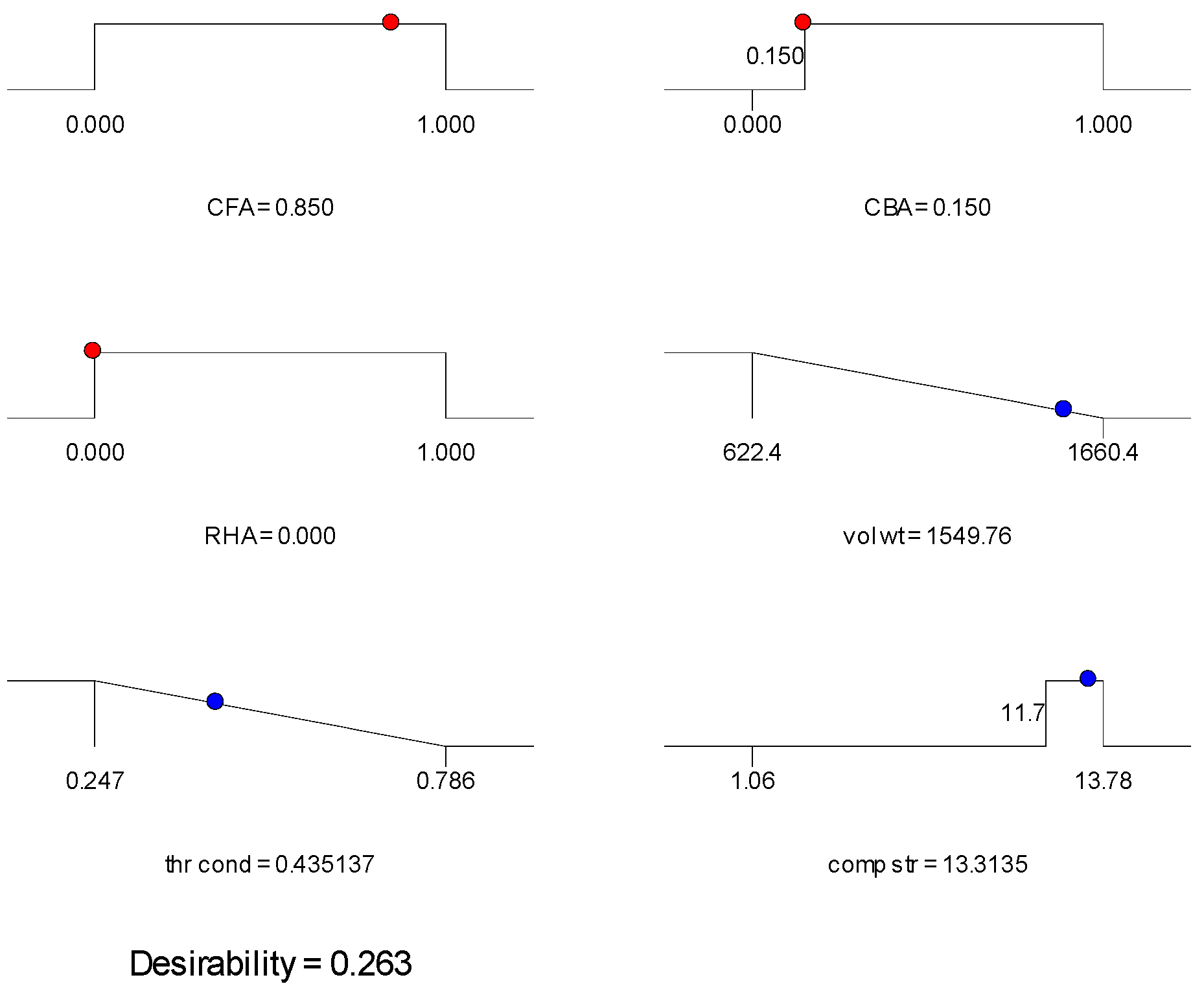
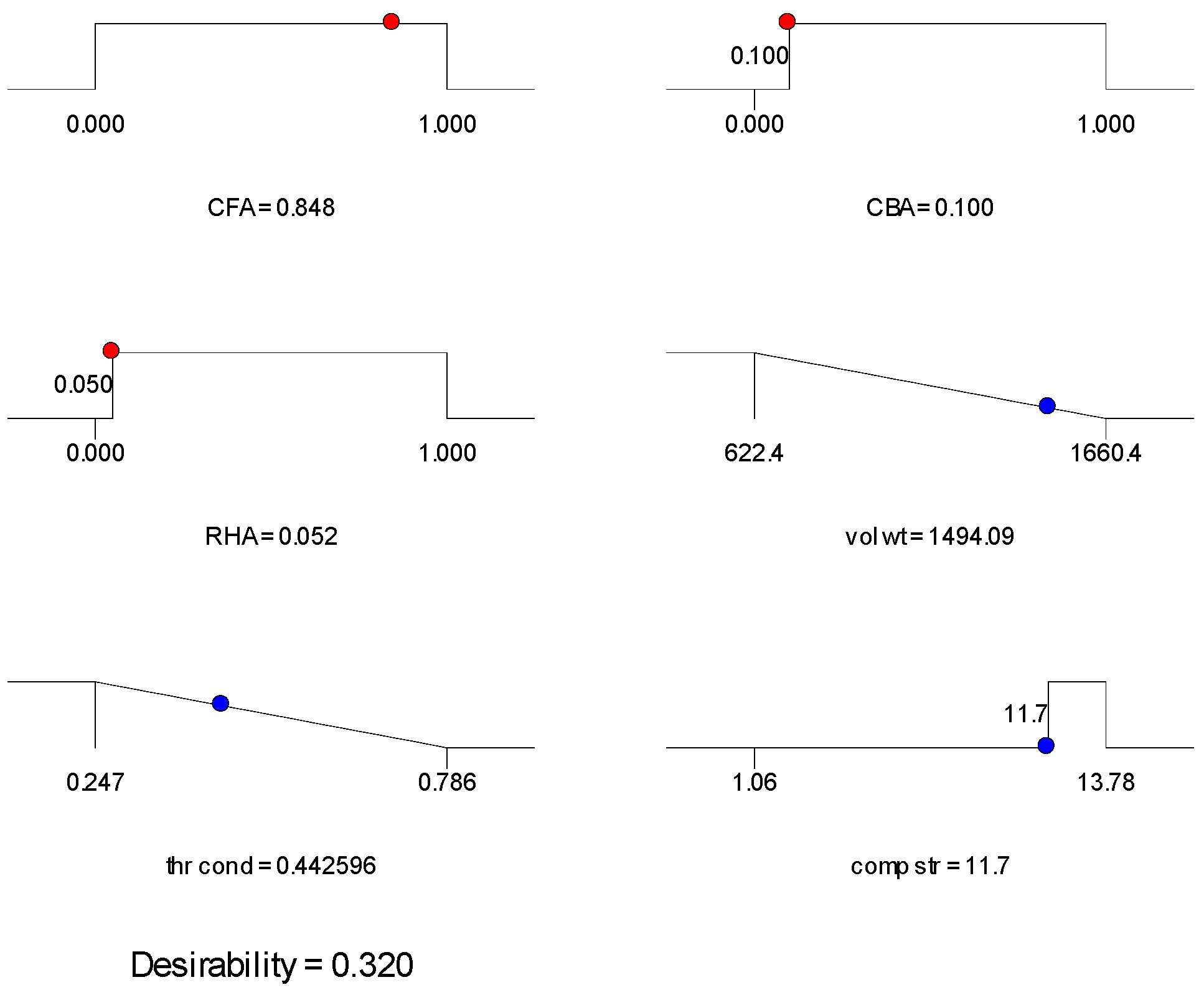
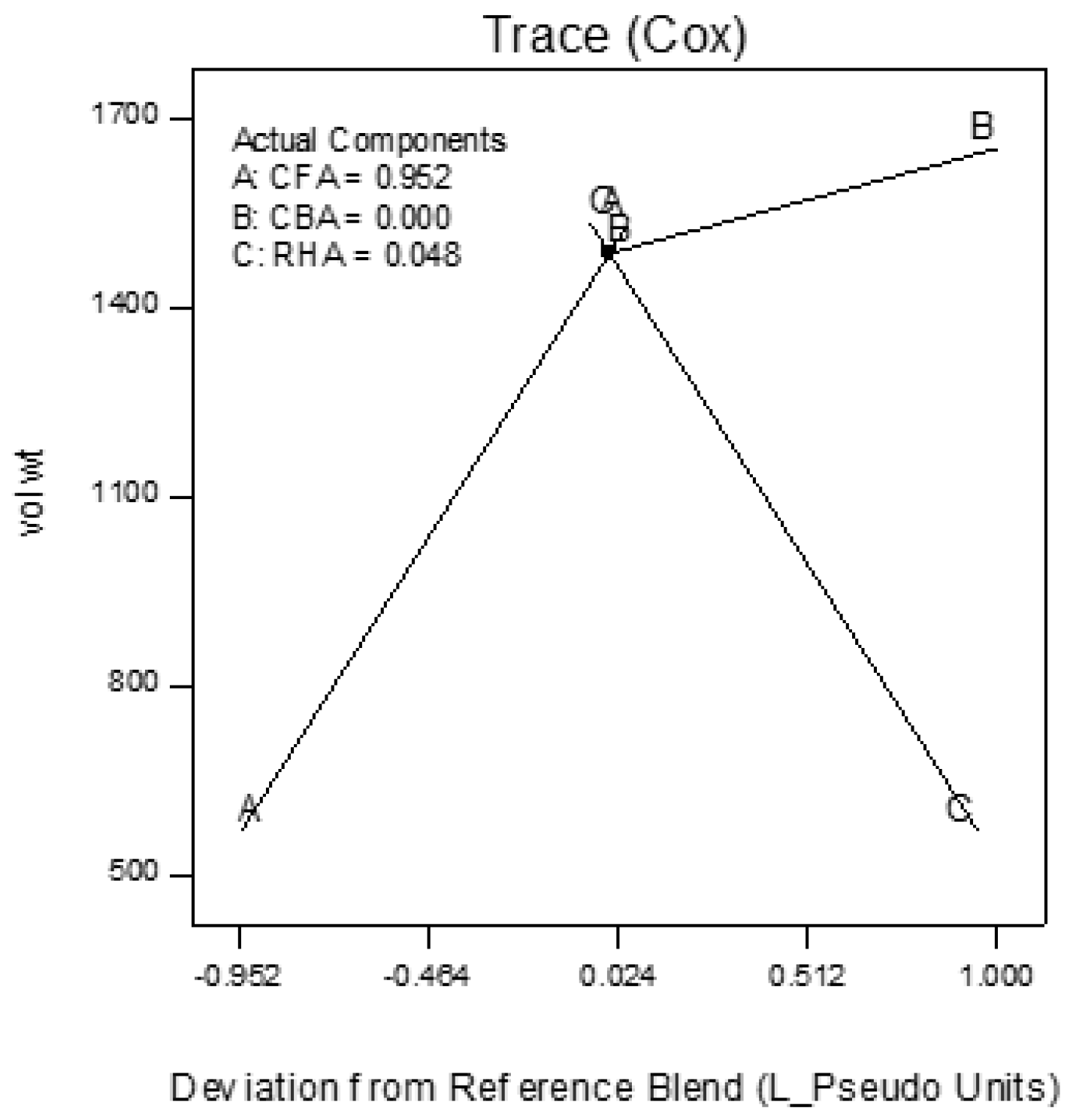
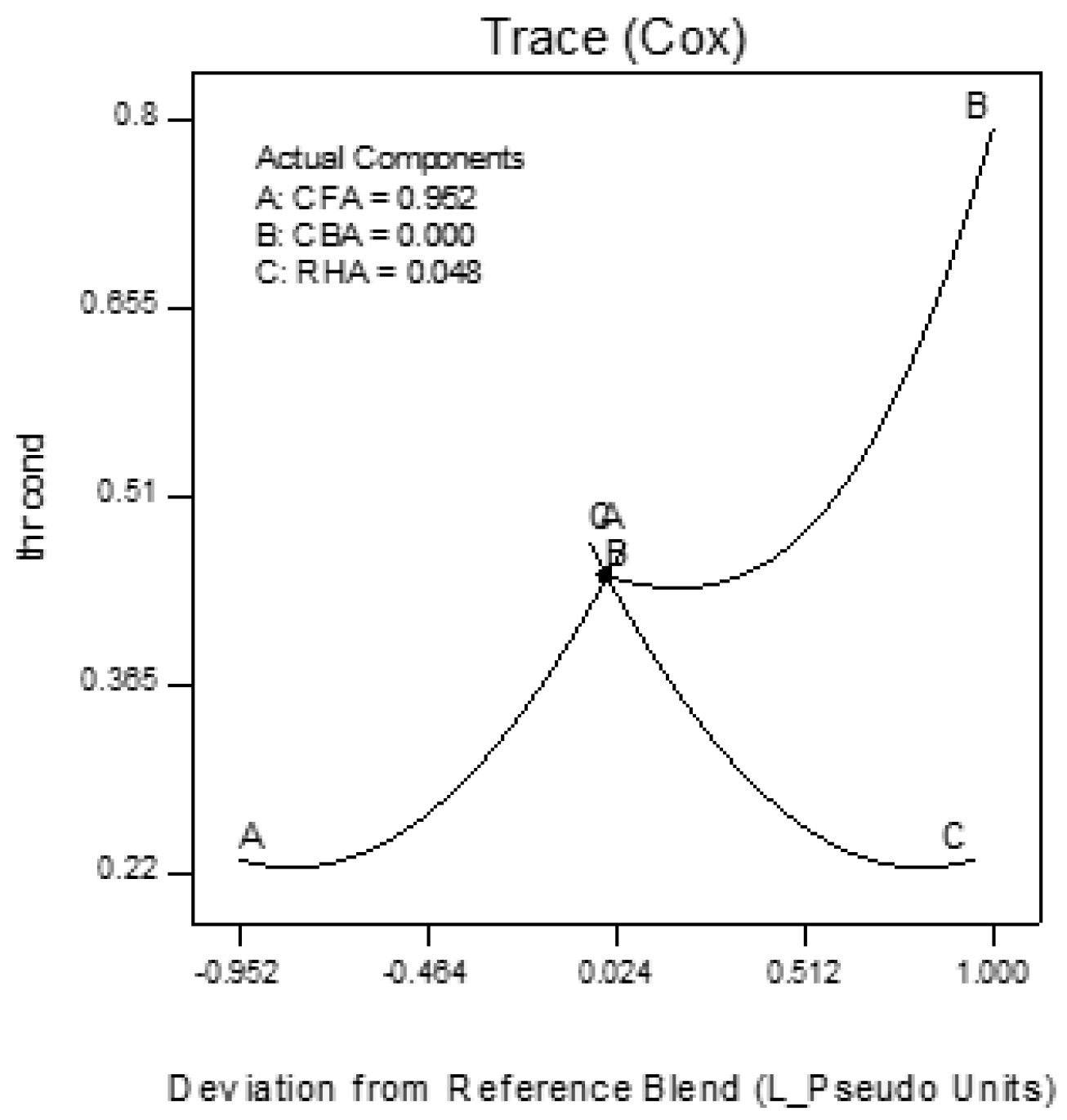
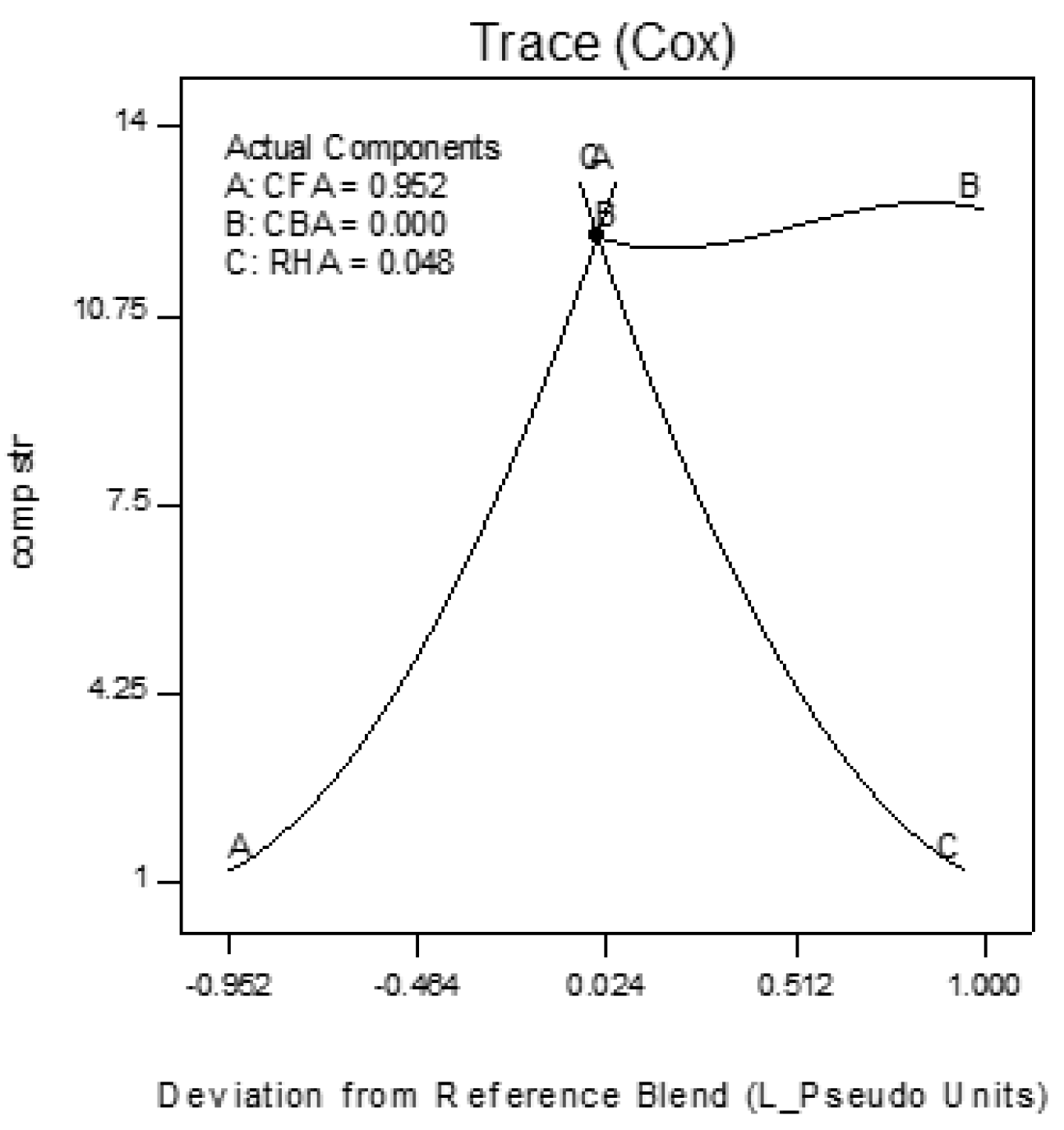
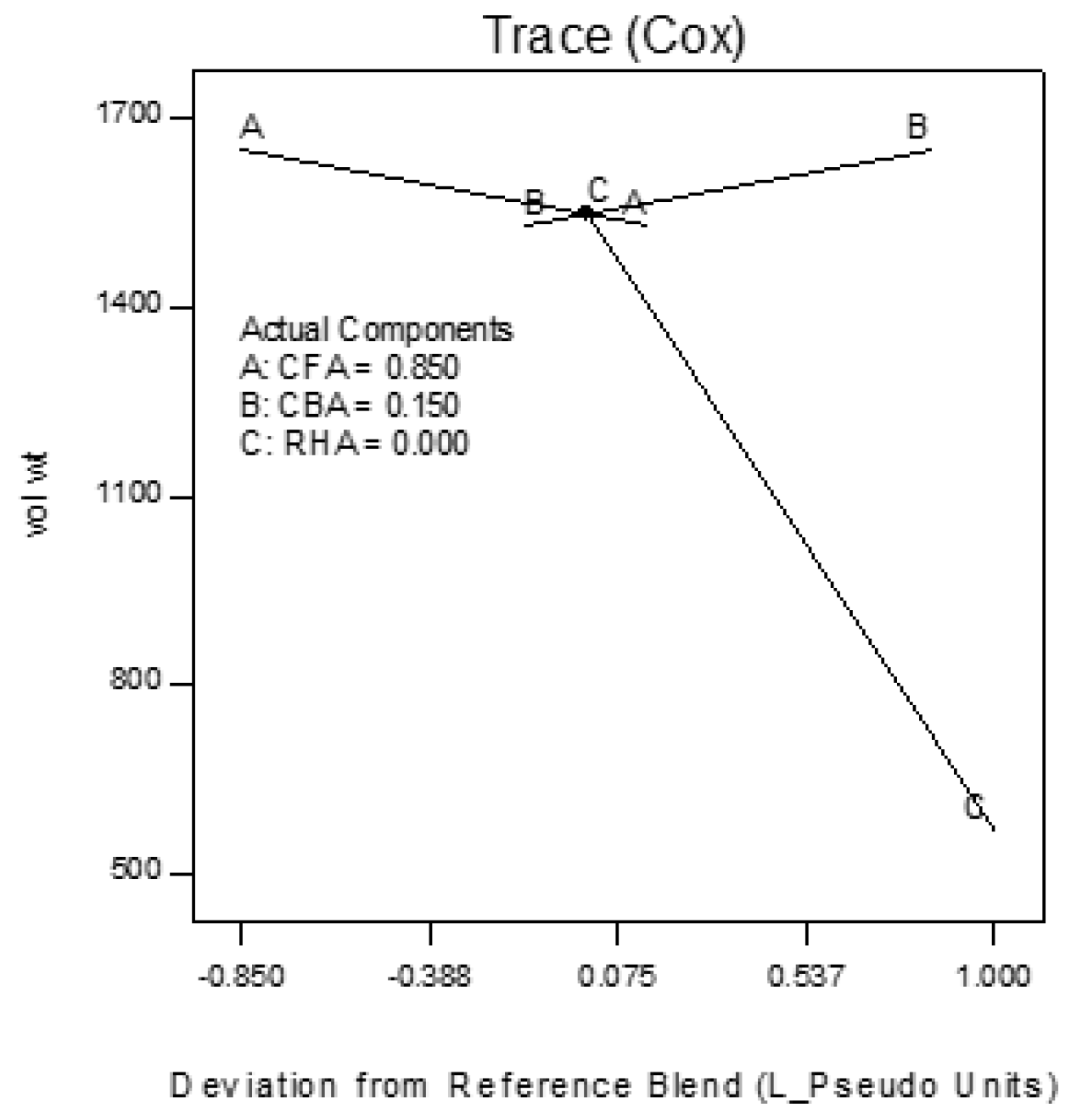
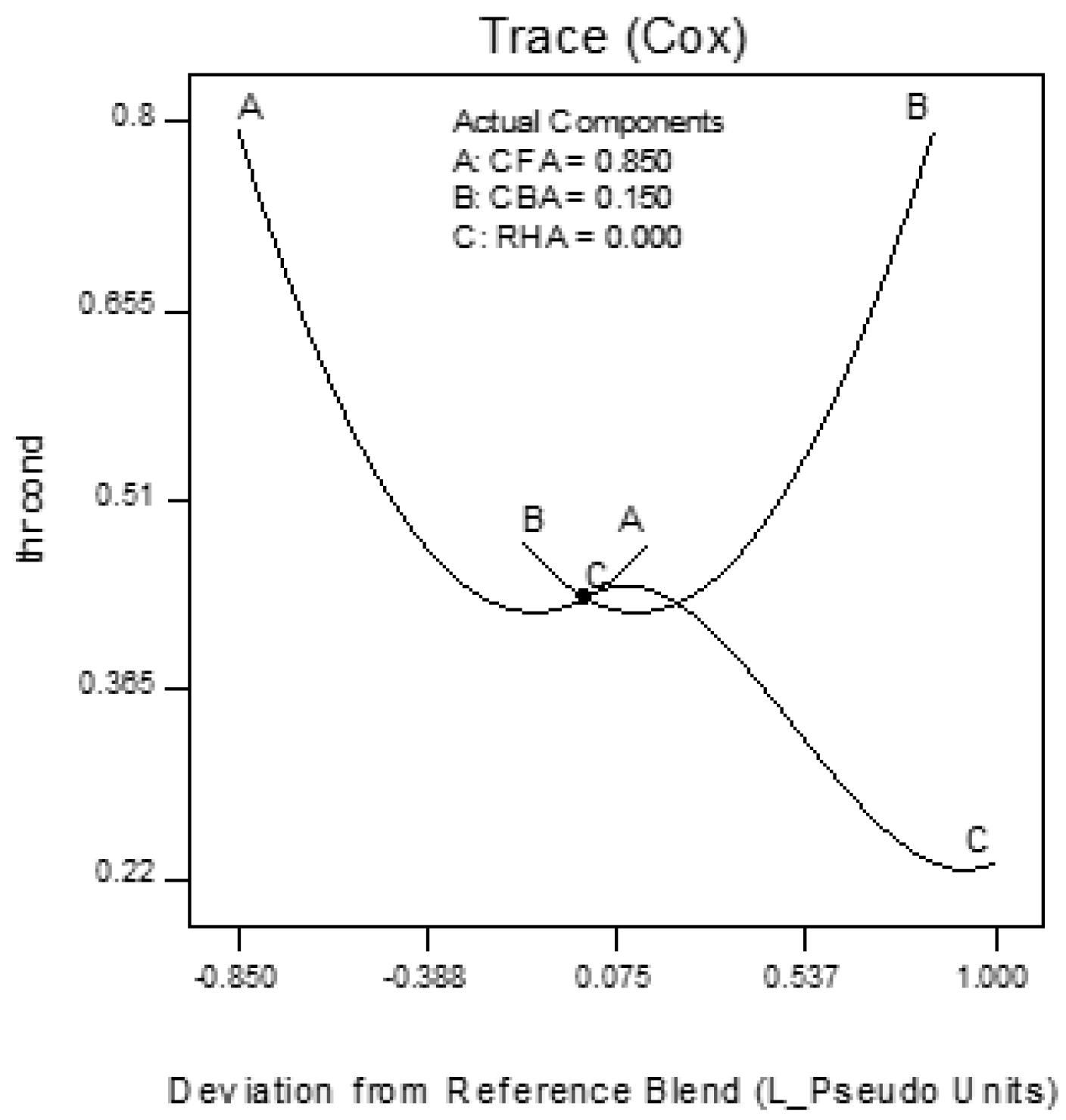
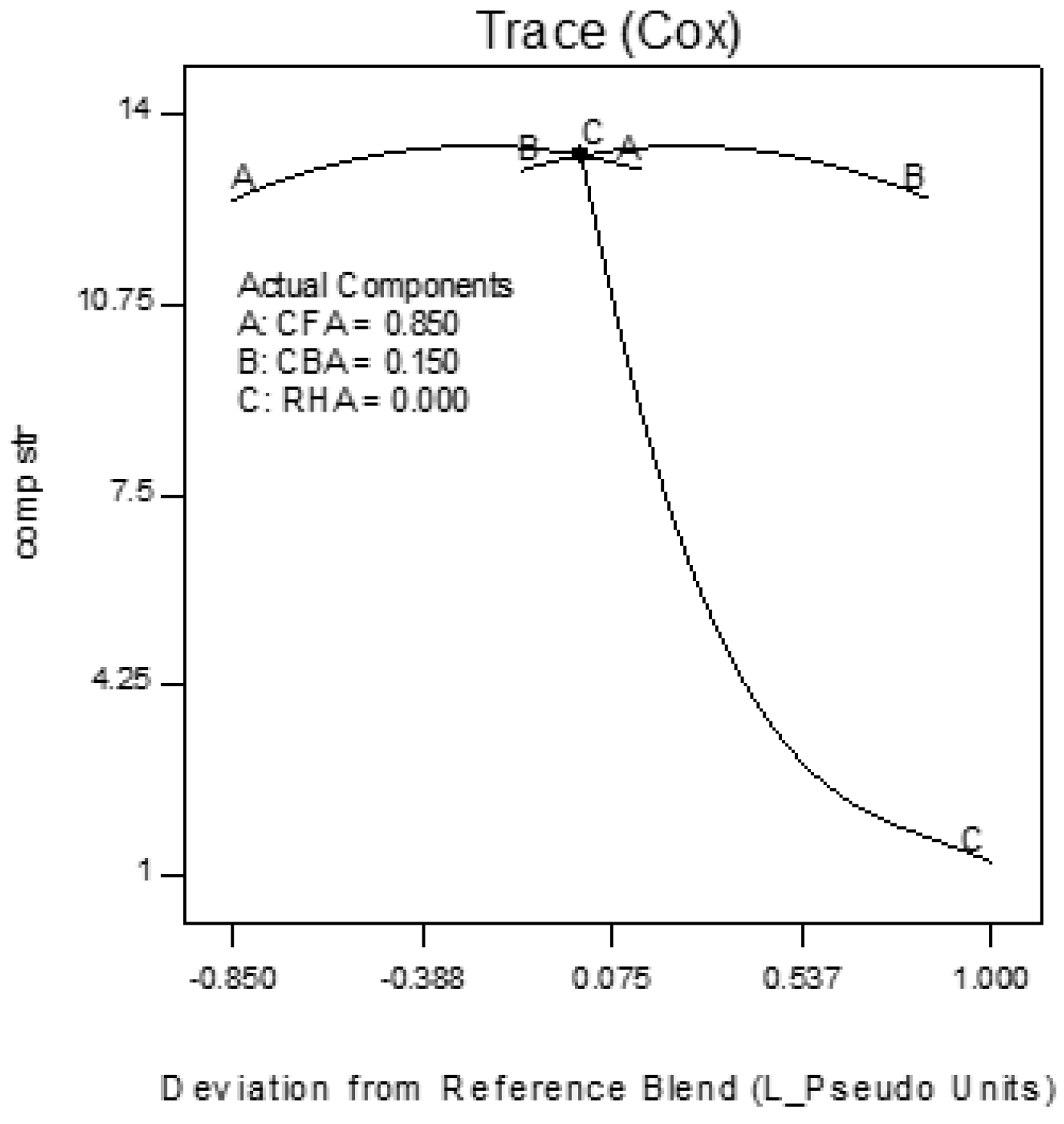
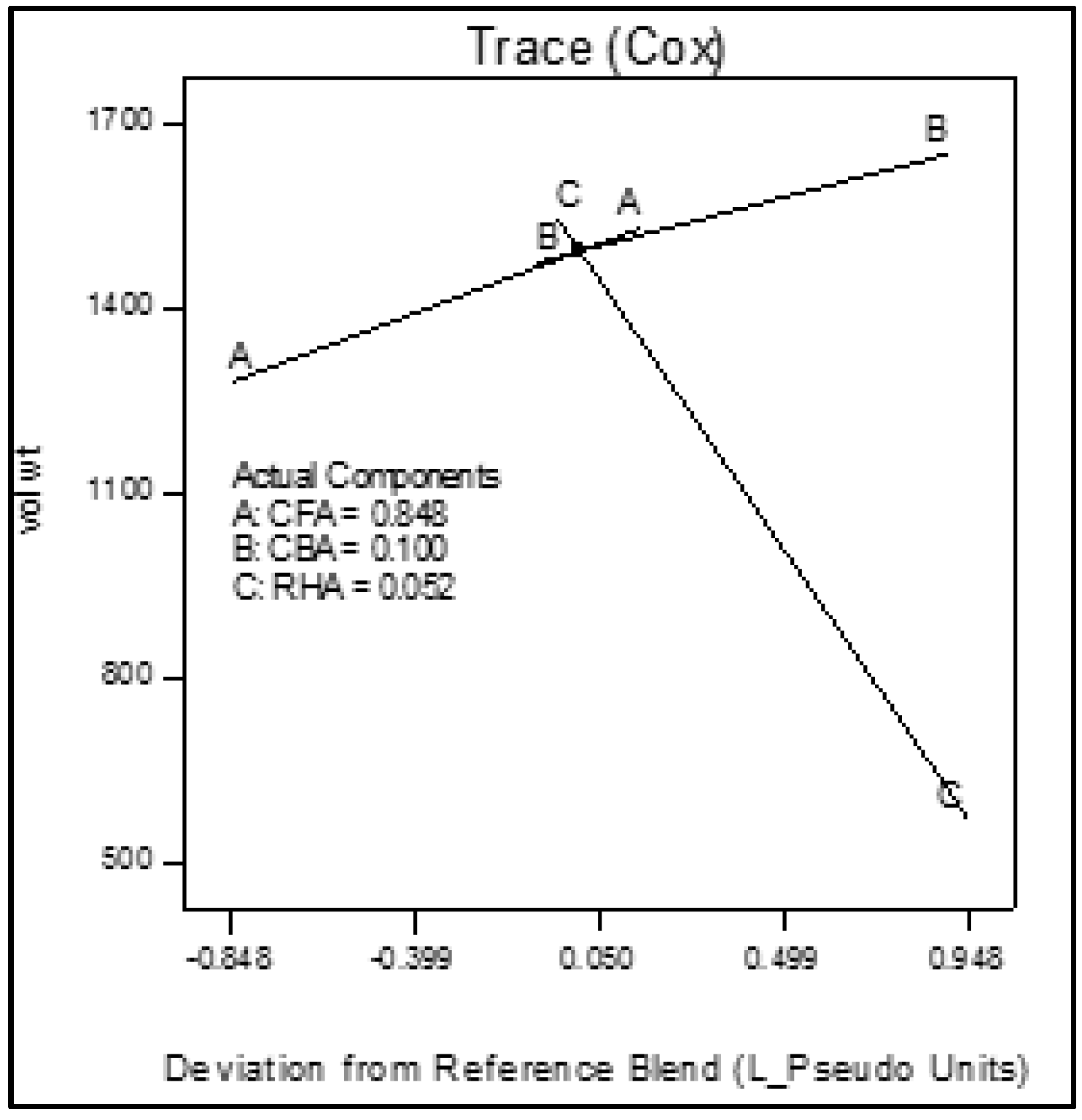
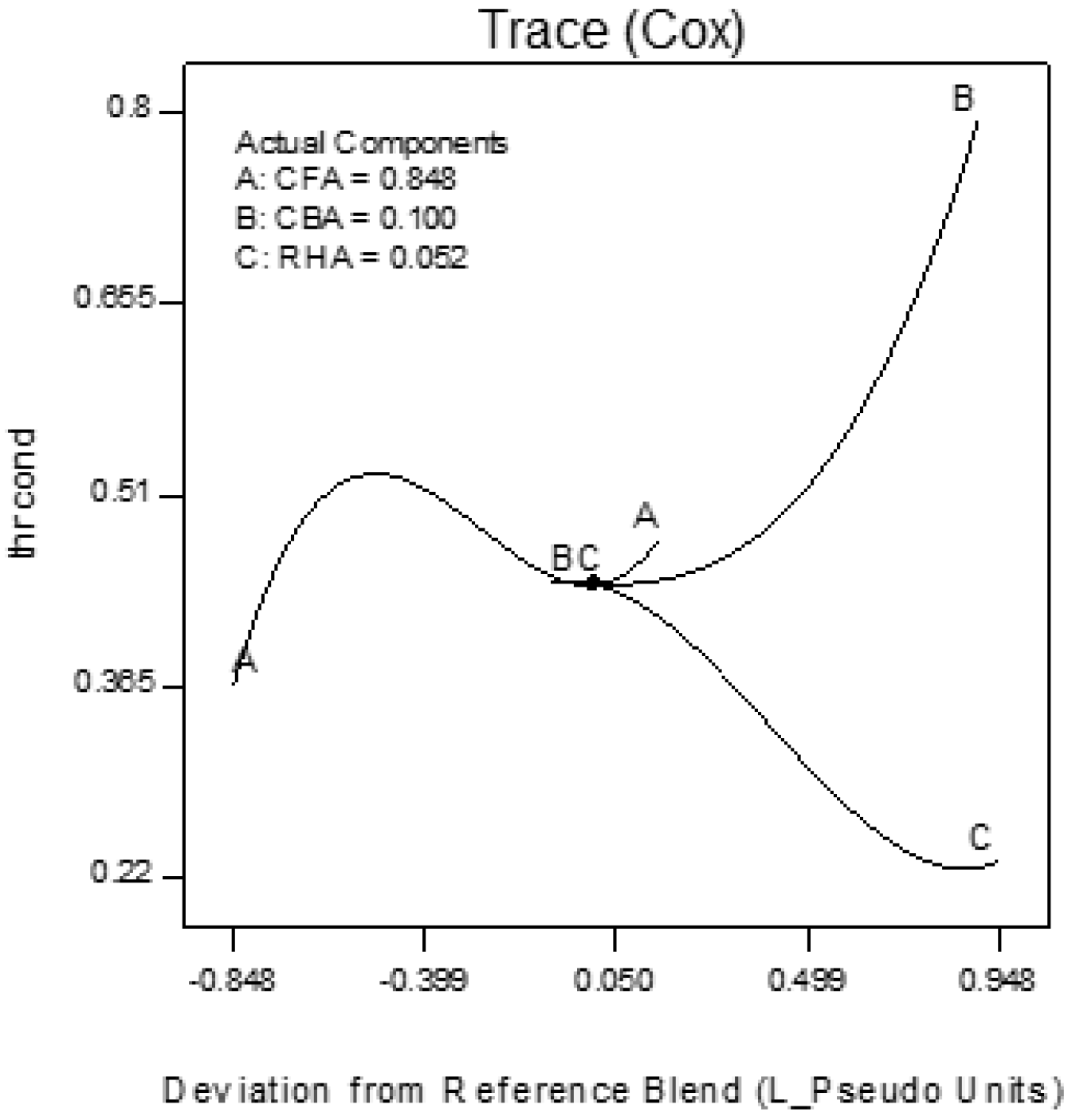
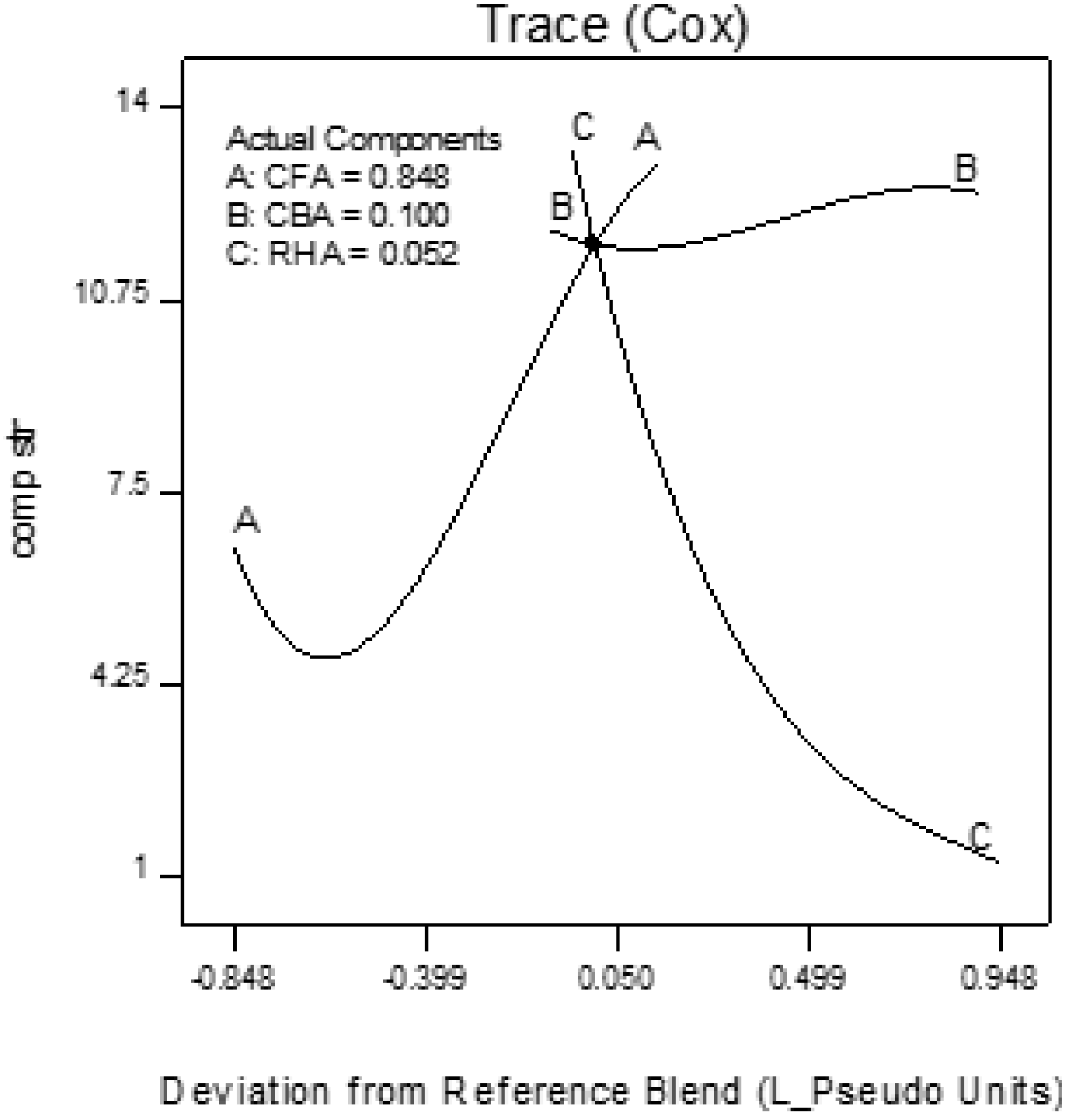
3.2.2. Multi-Response Surface Optimization
3.3. Characterization of Geopolymers Formed
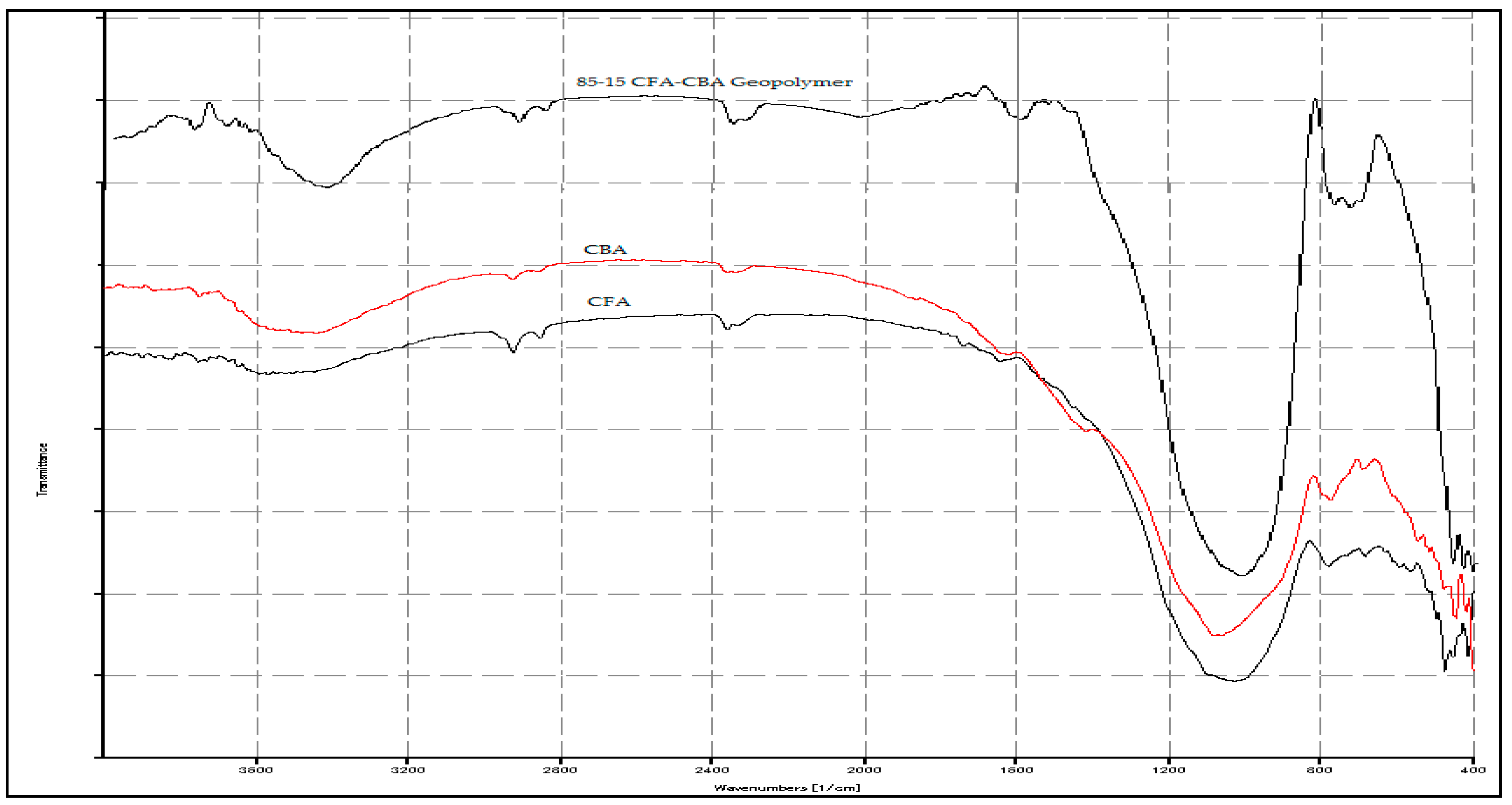
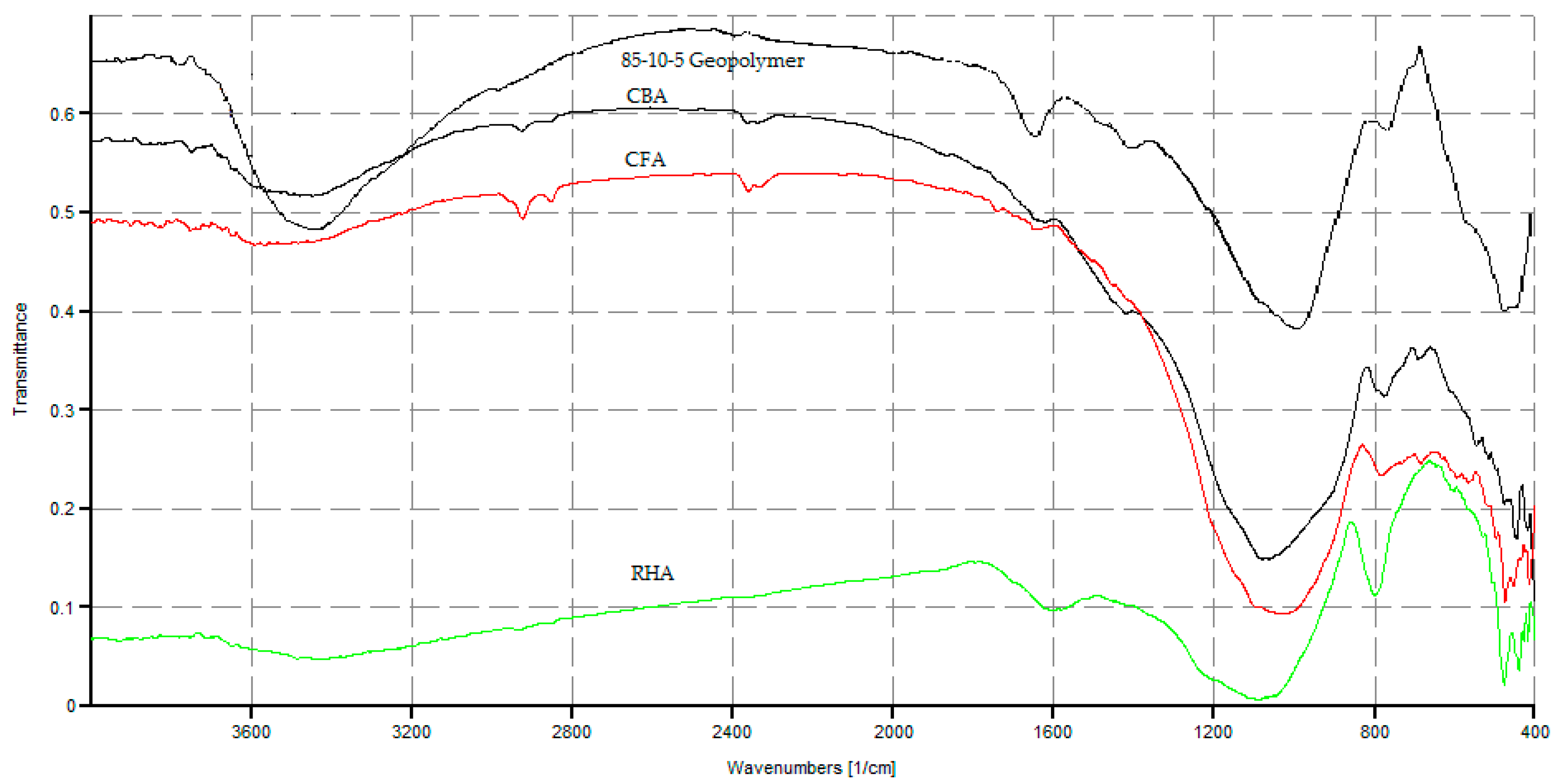
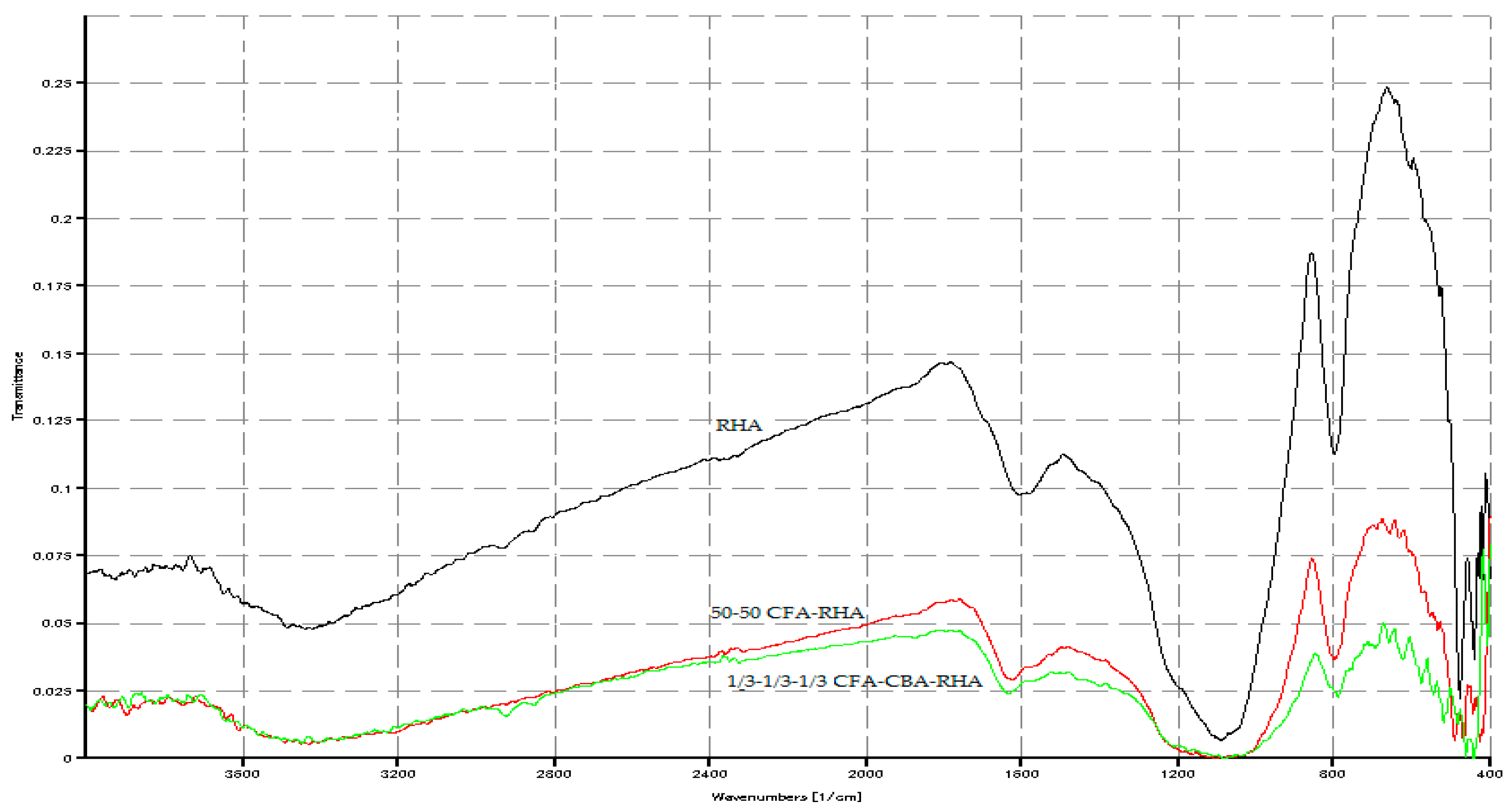
3.3.1. FTIR of Geopolymers Formed
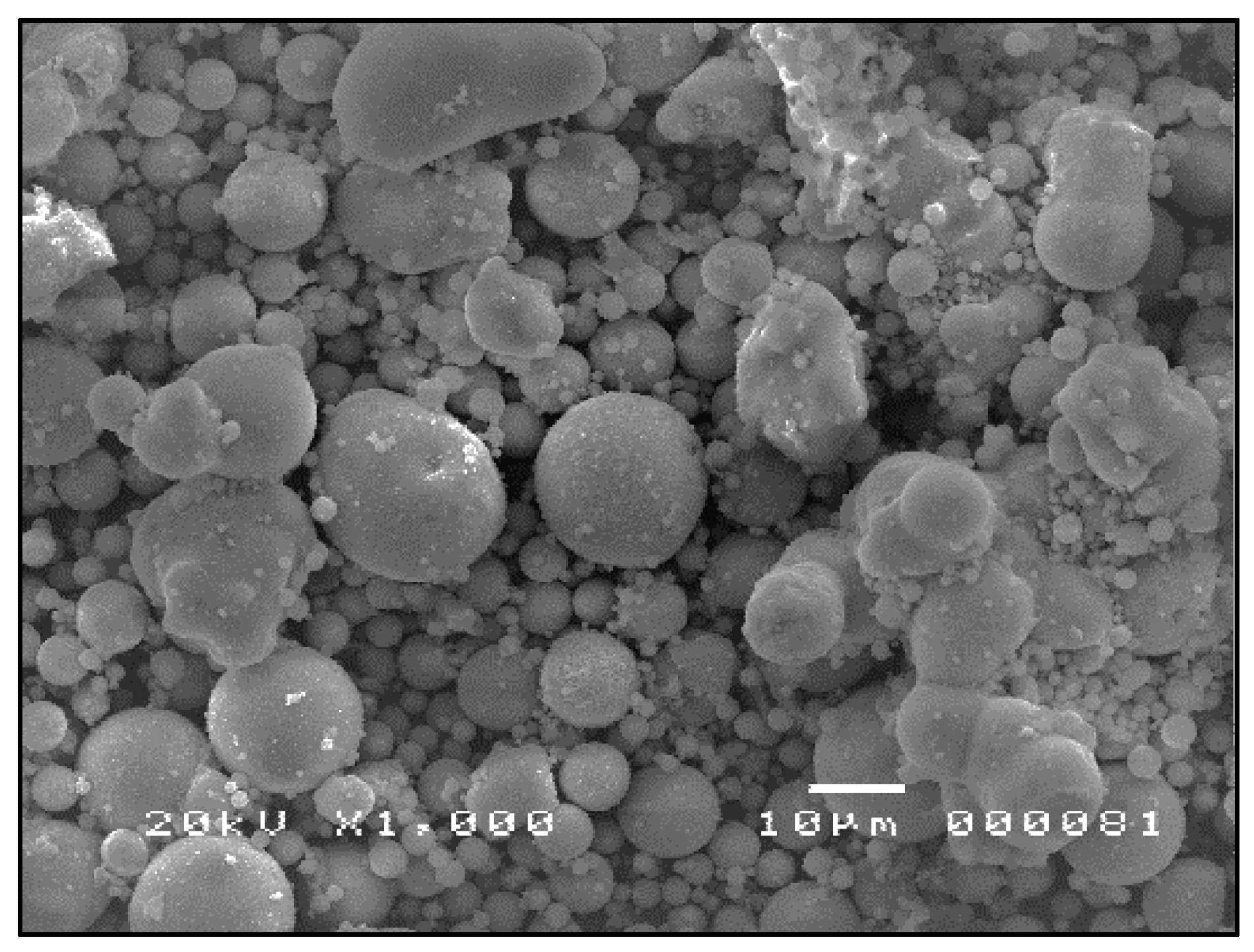
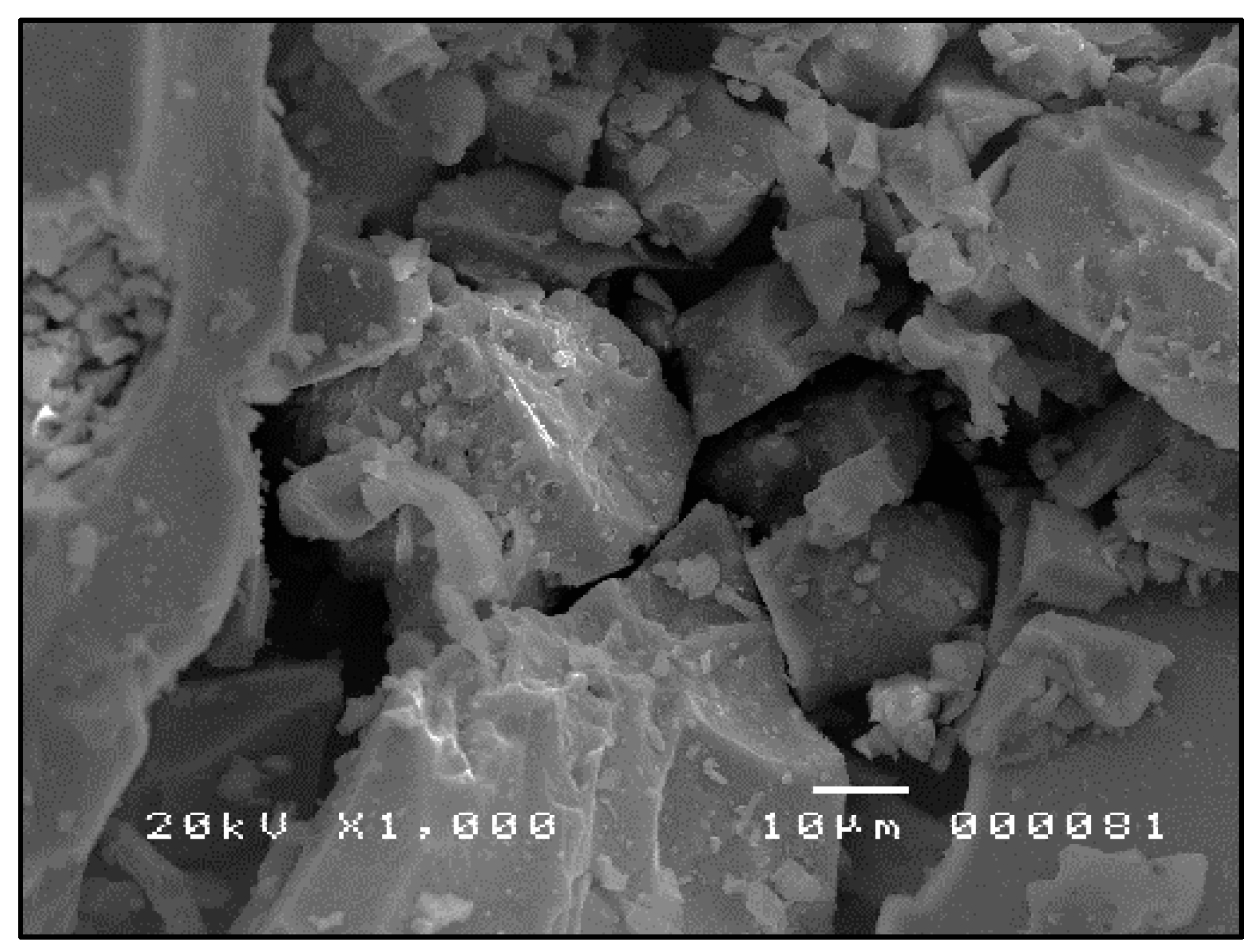
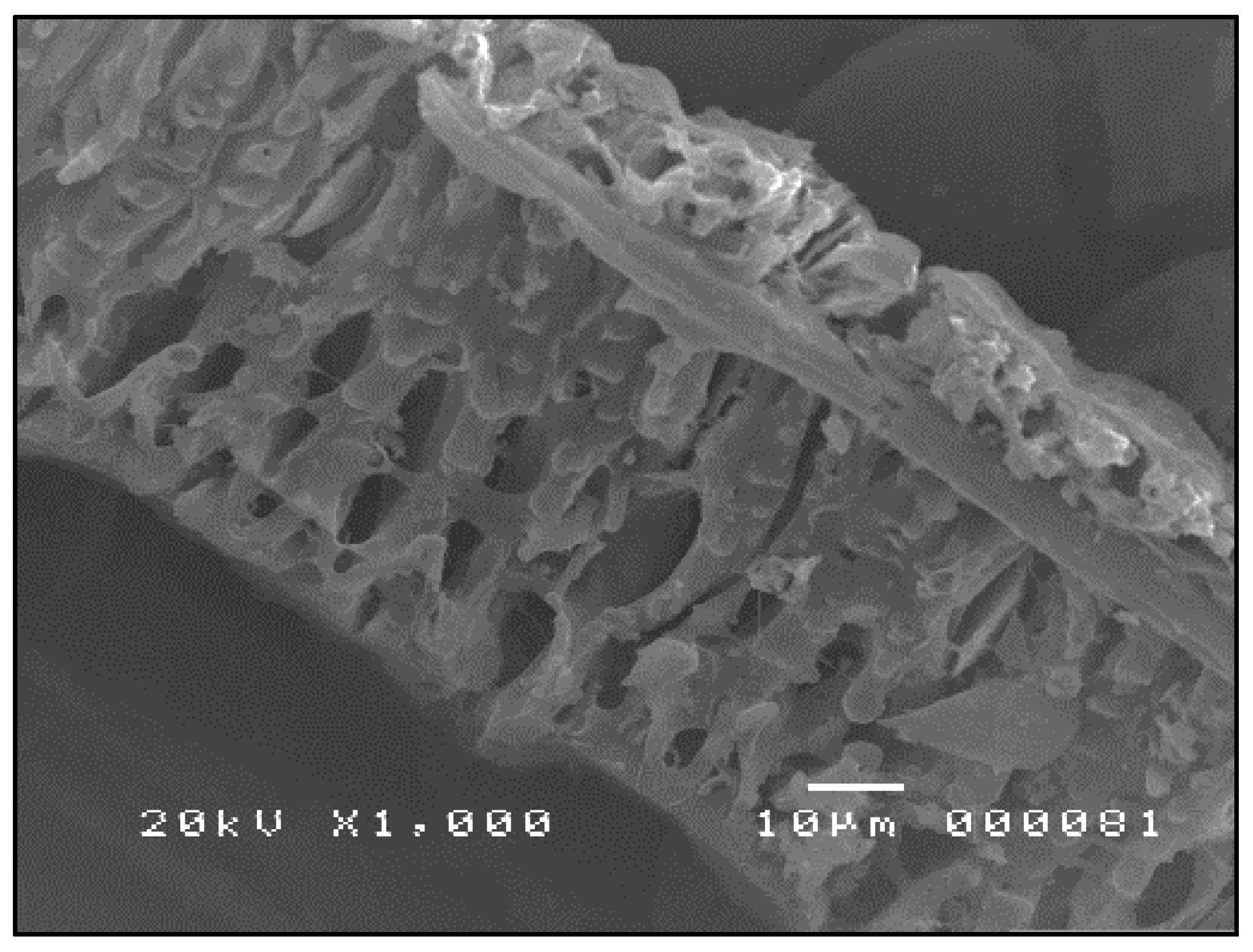
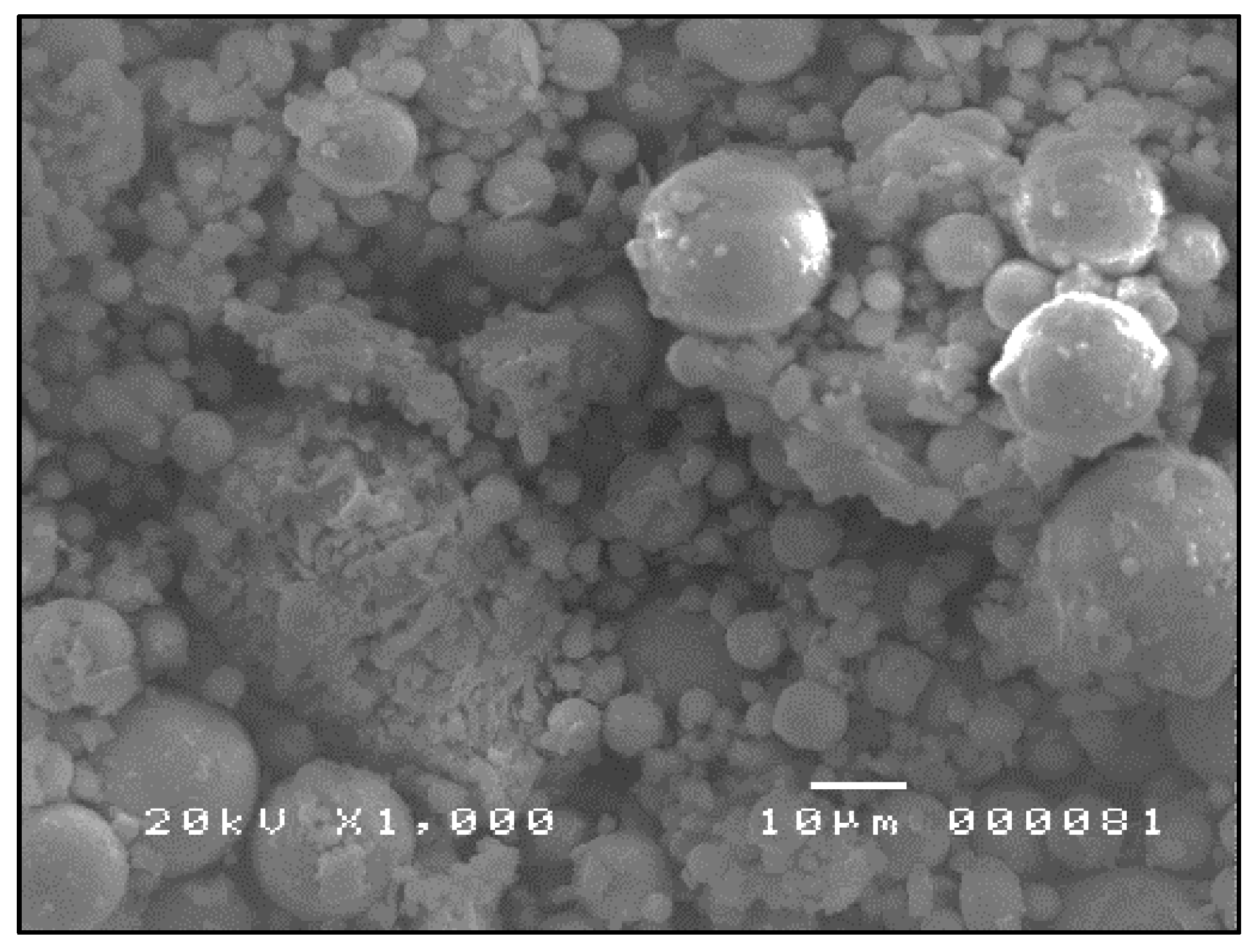
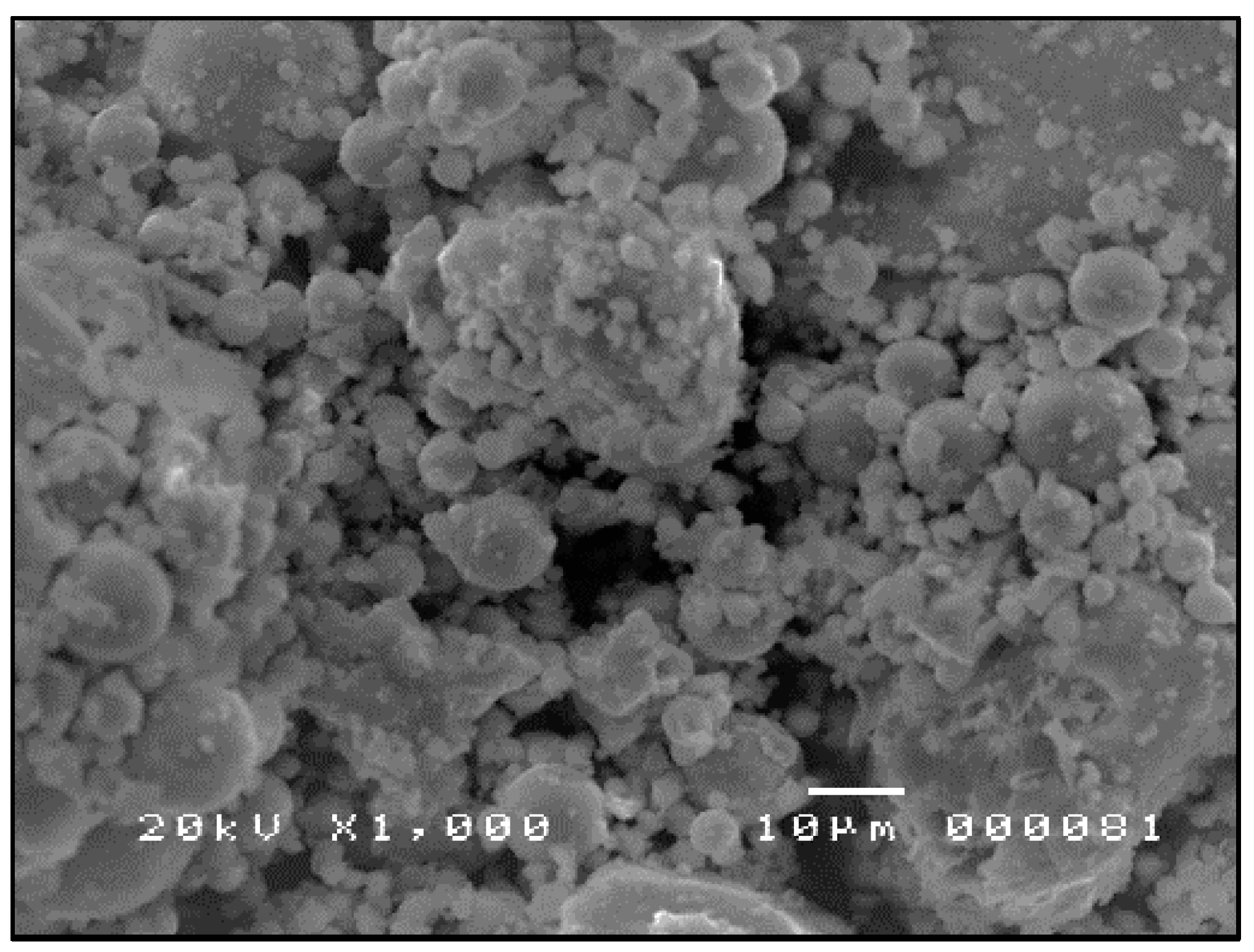
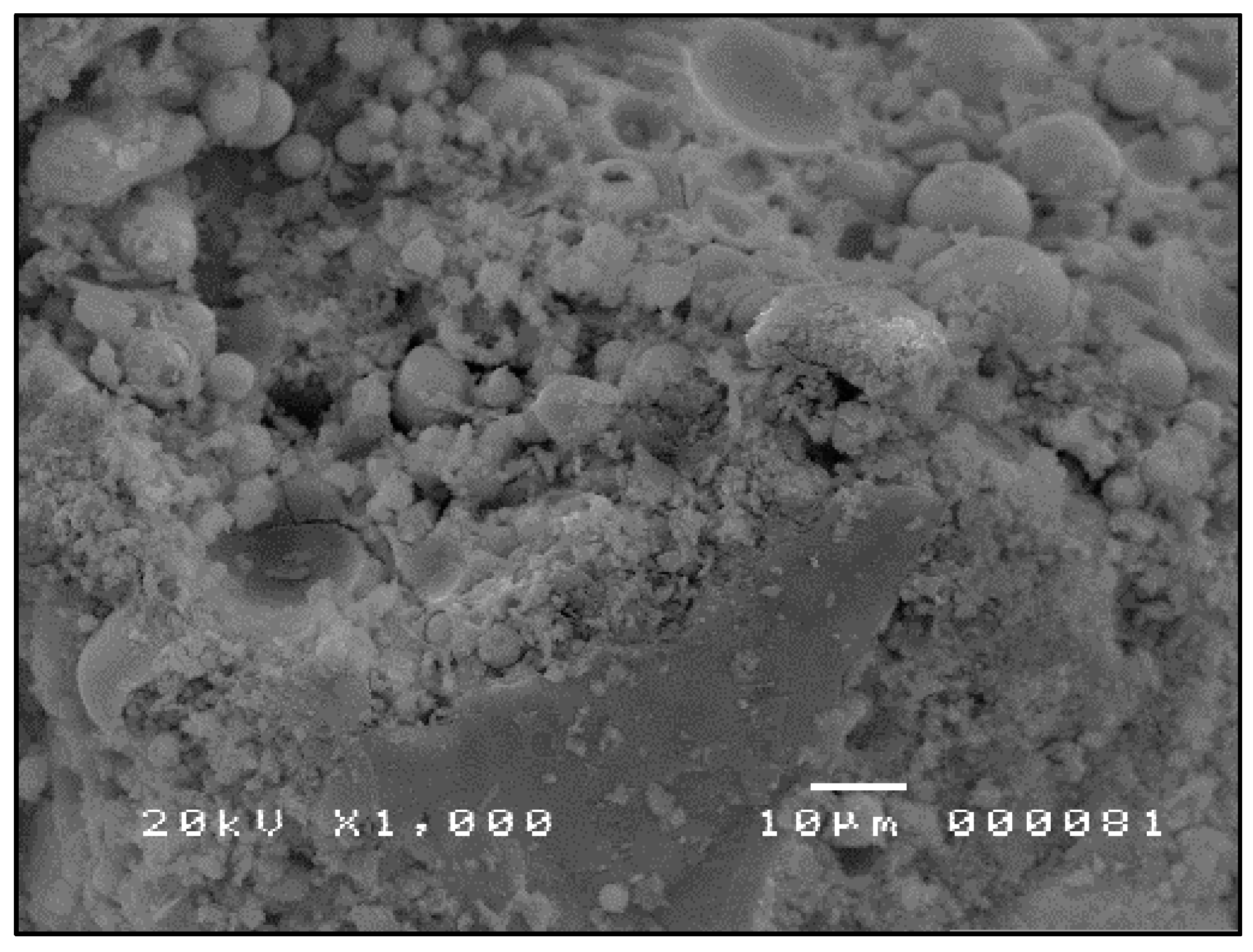
3.3.2. SEM Analysis of the Geopolymers Formed
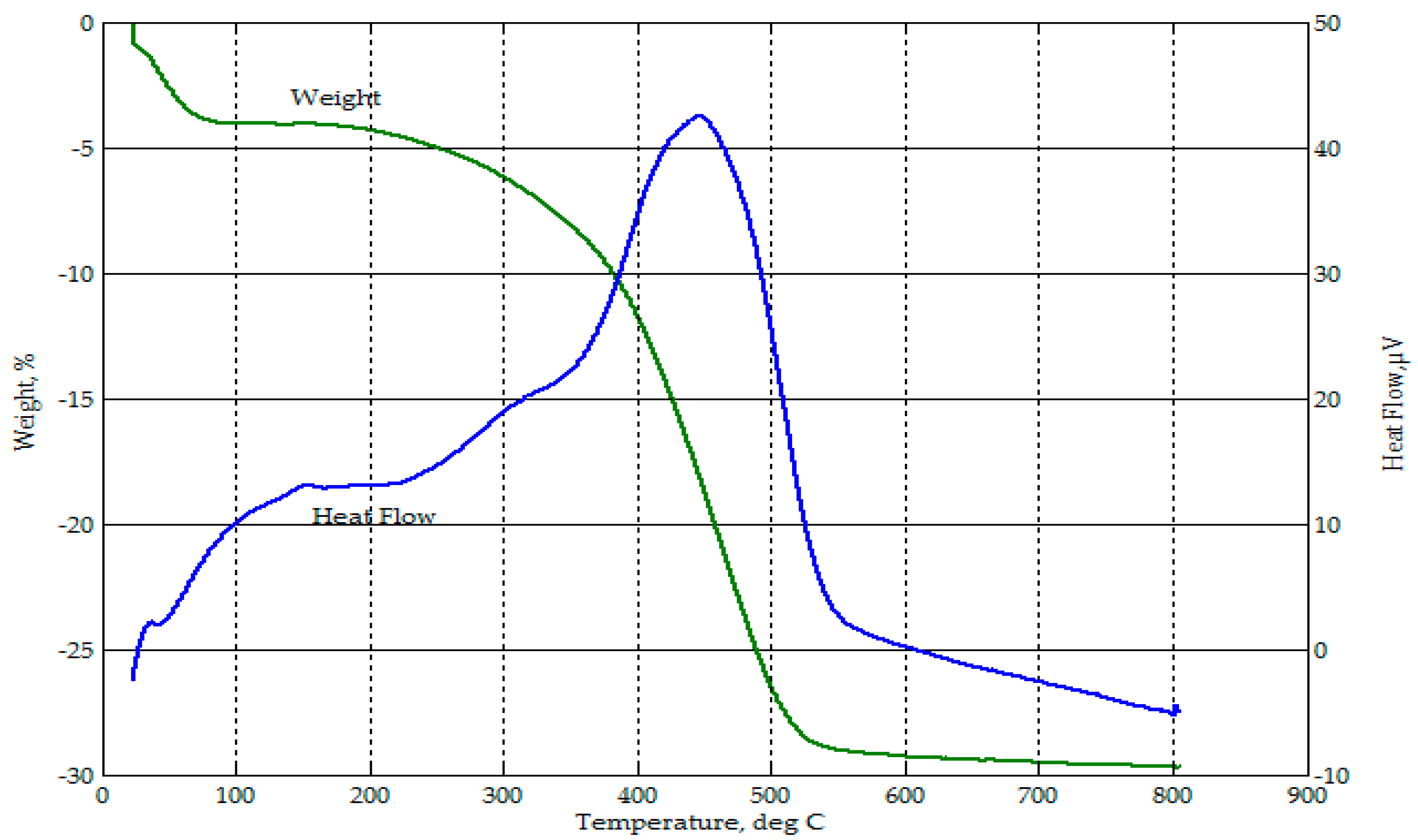
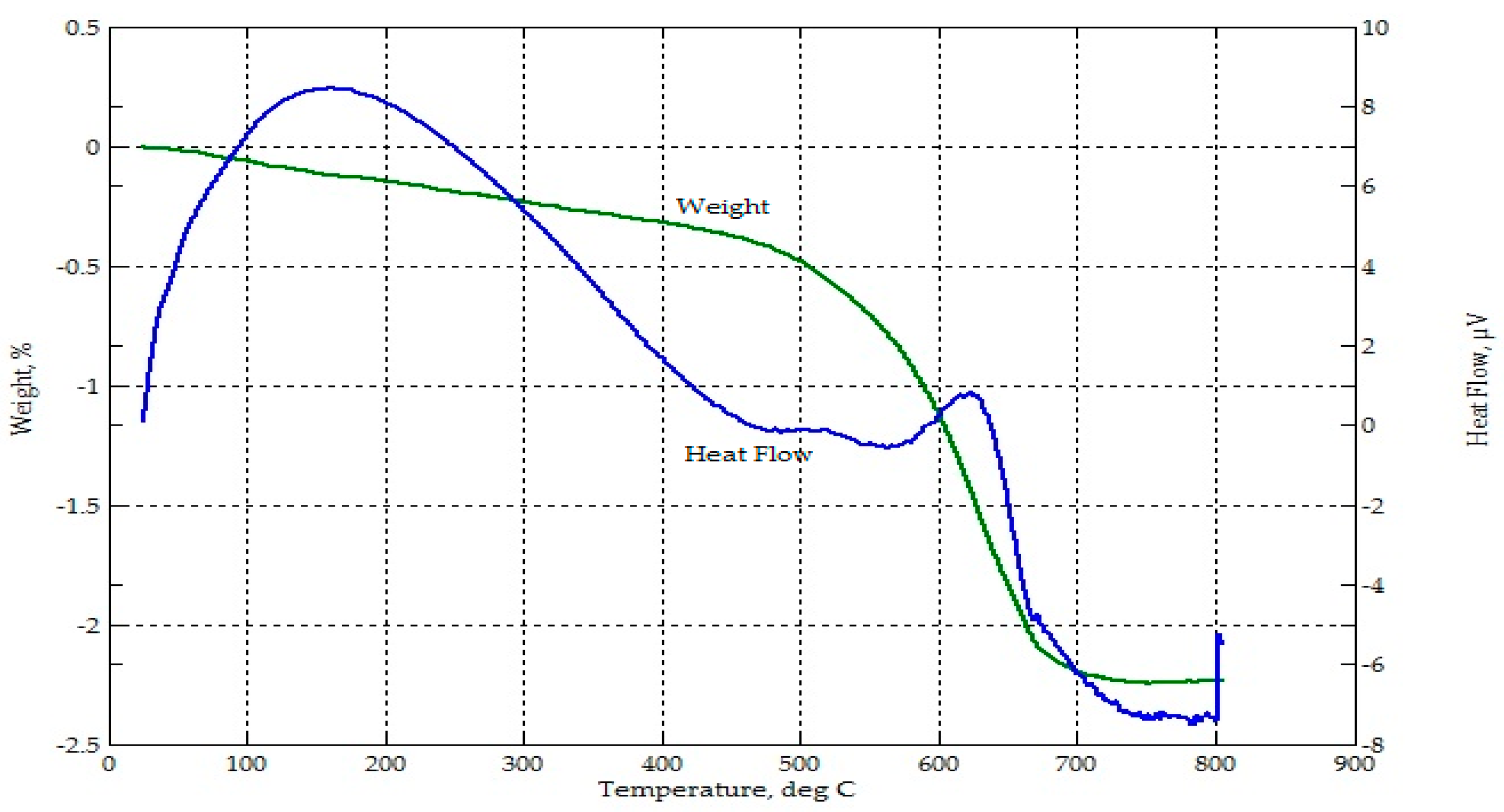
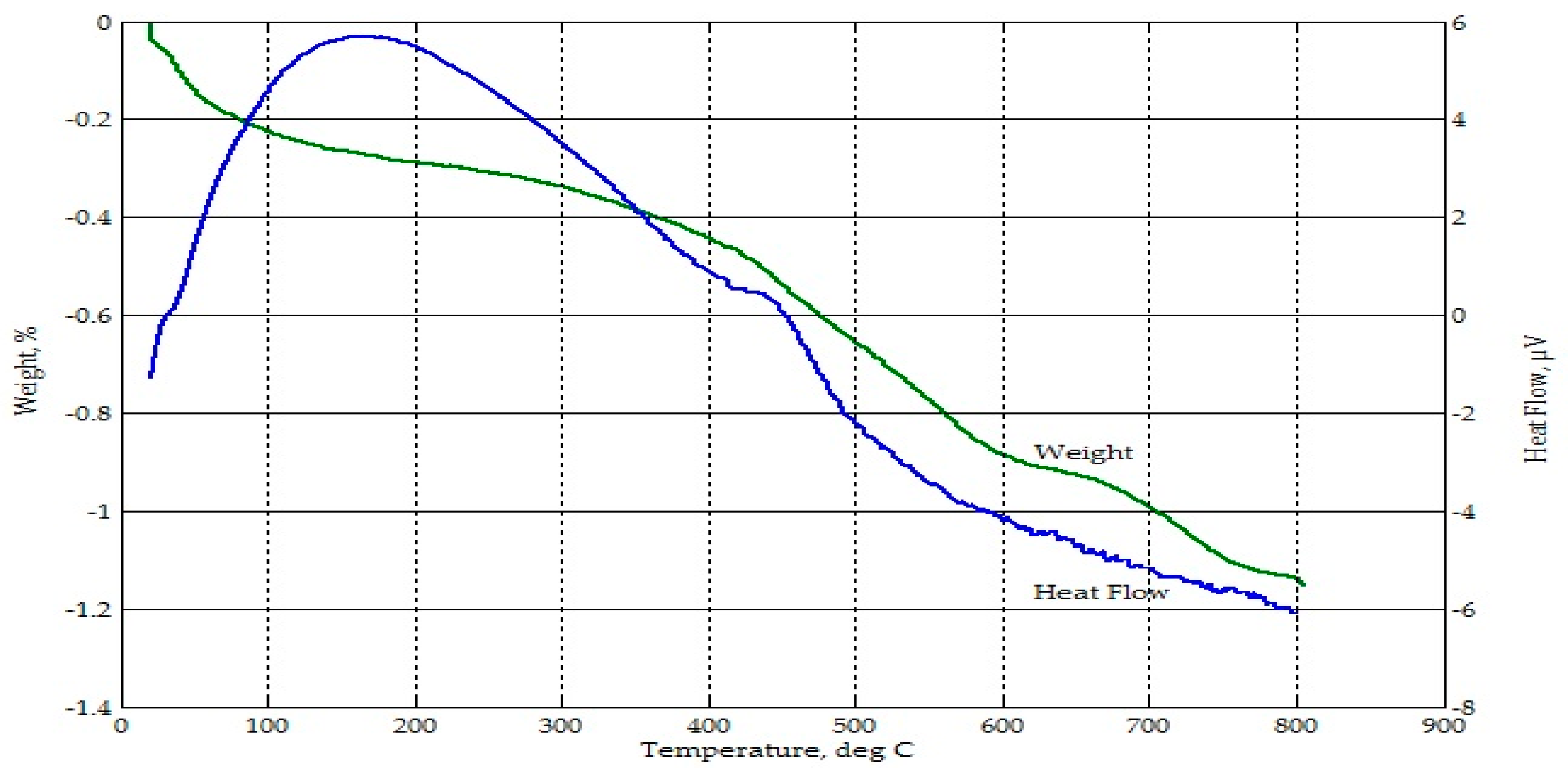
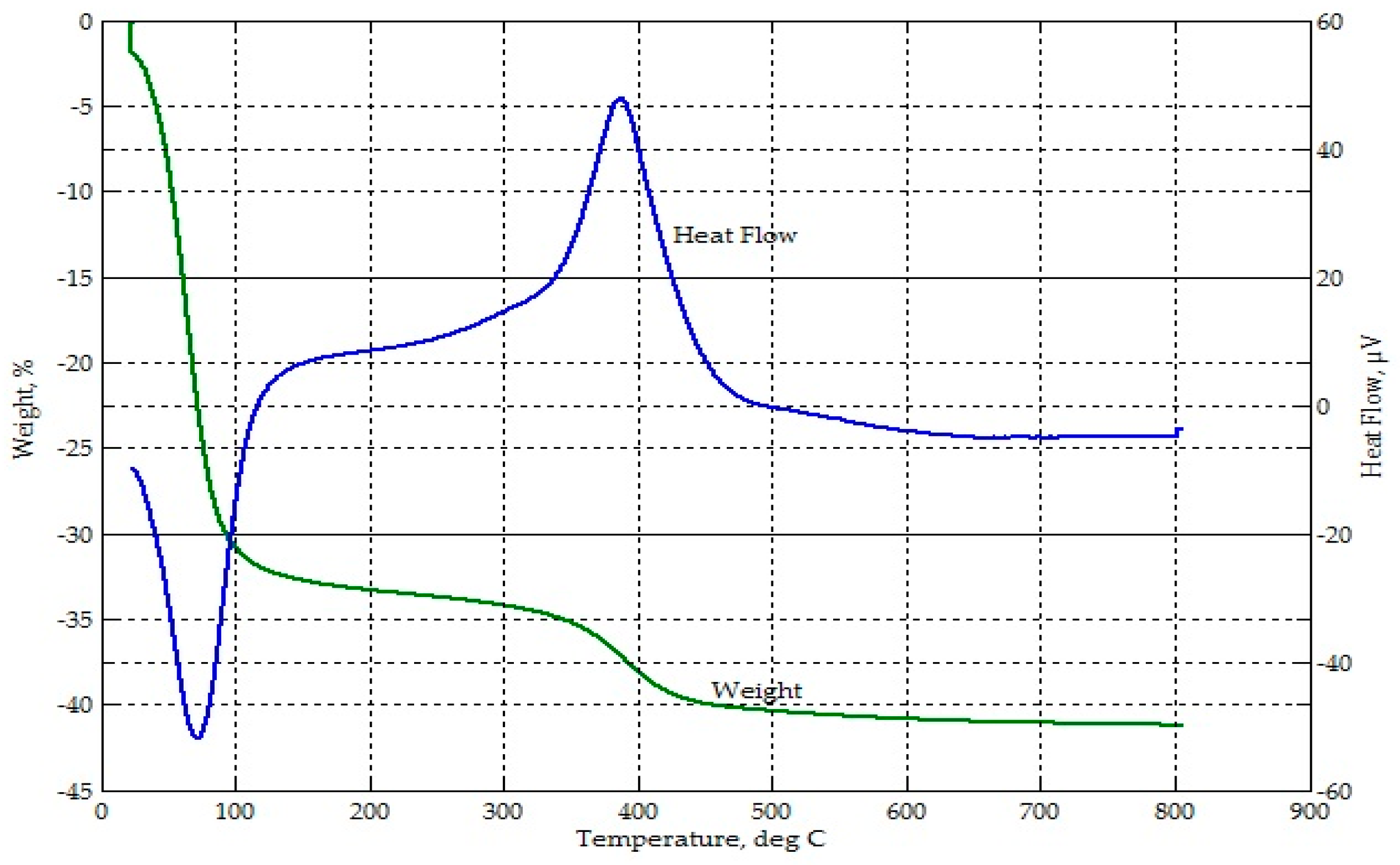
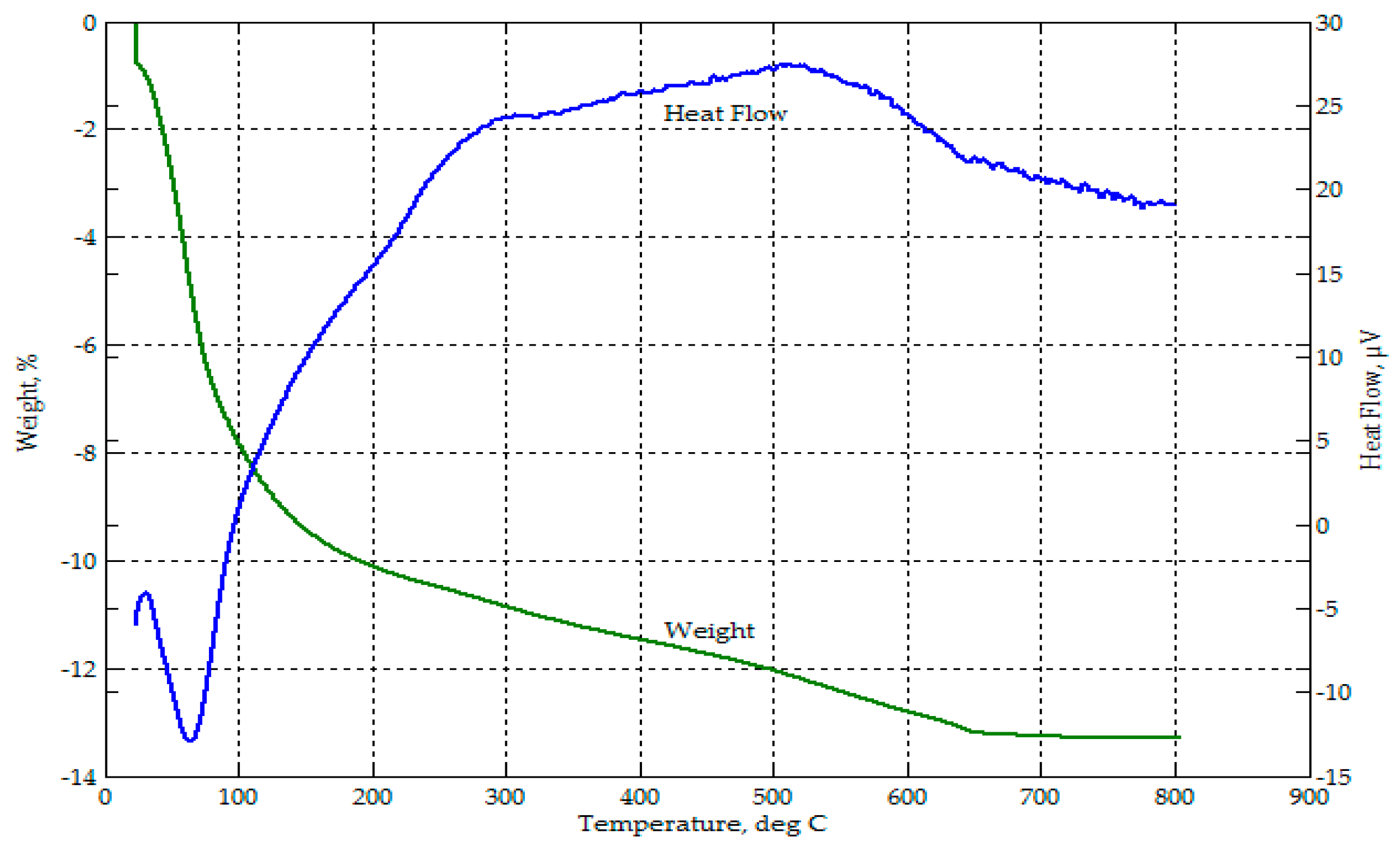
3.3.3. Thermogravimetric Analysis of the Geopolymers Formed
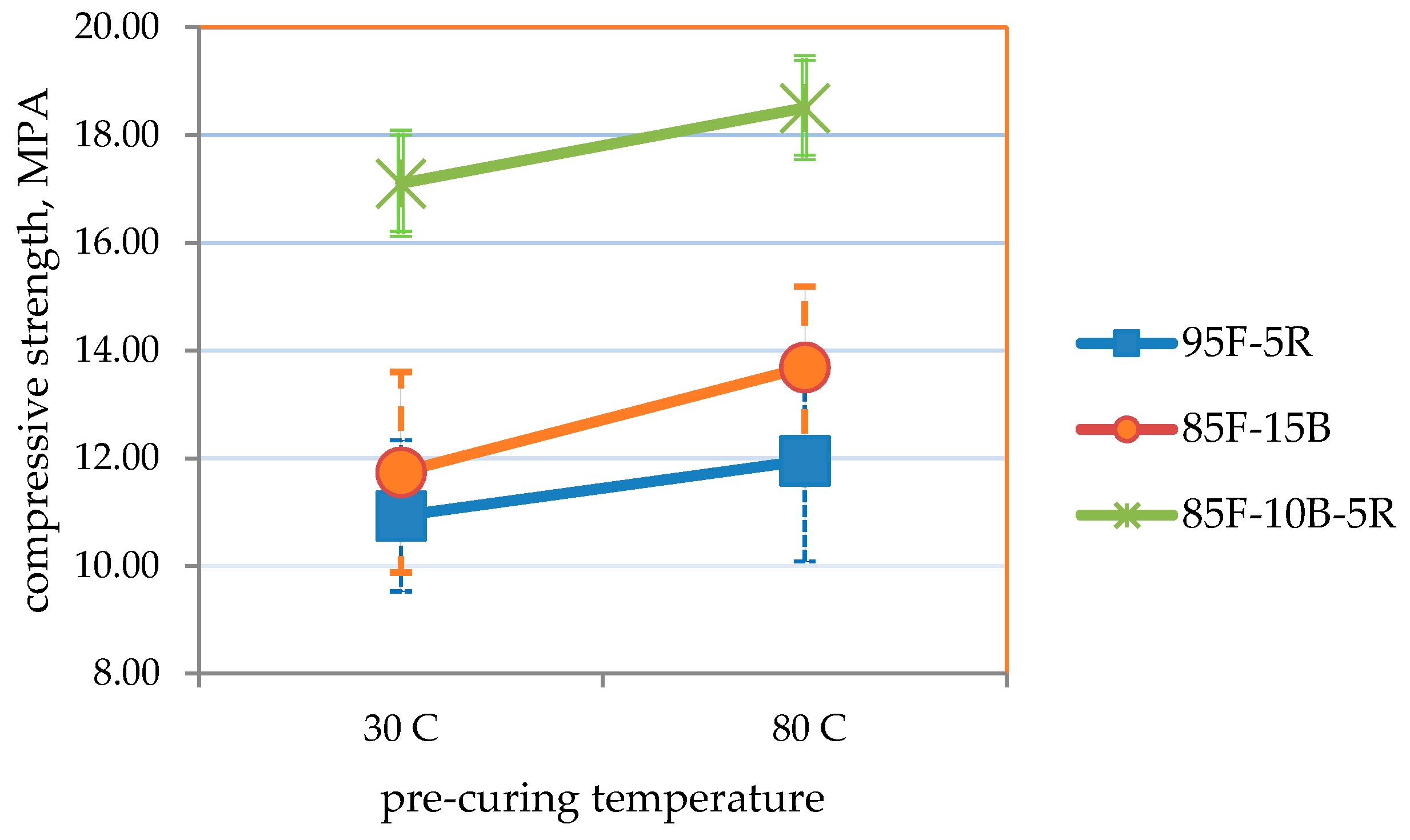
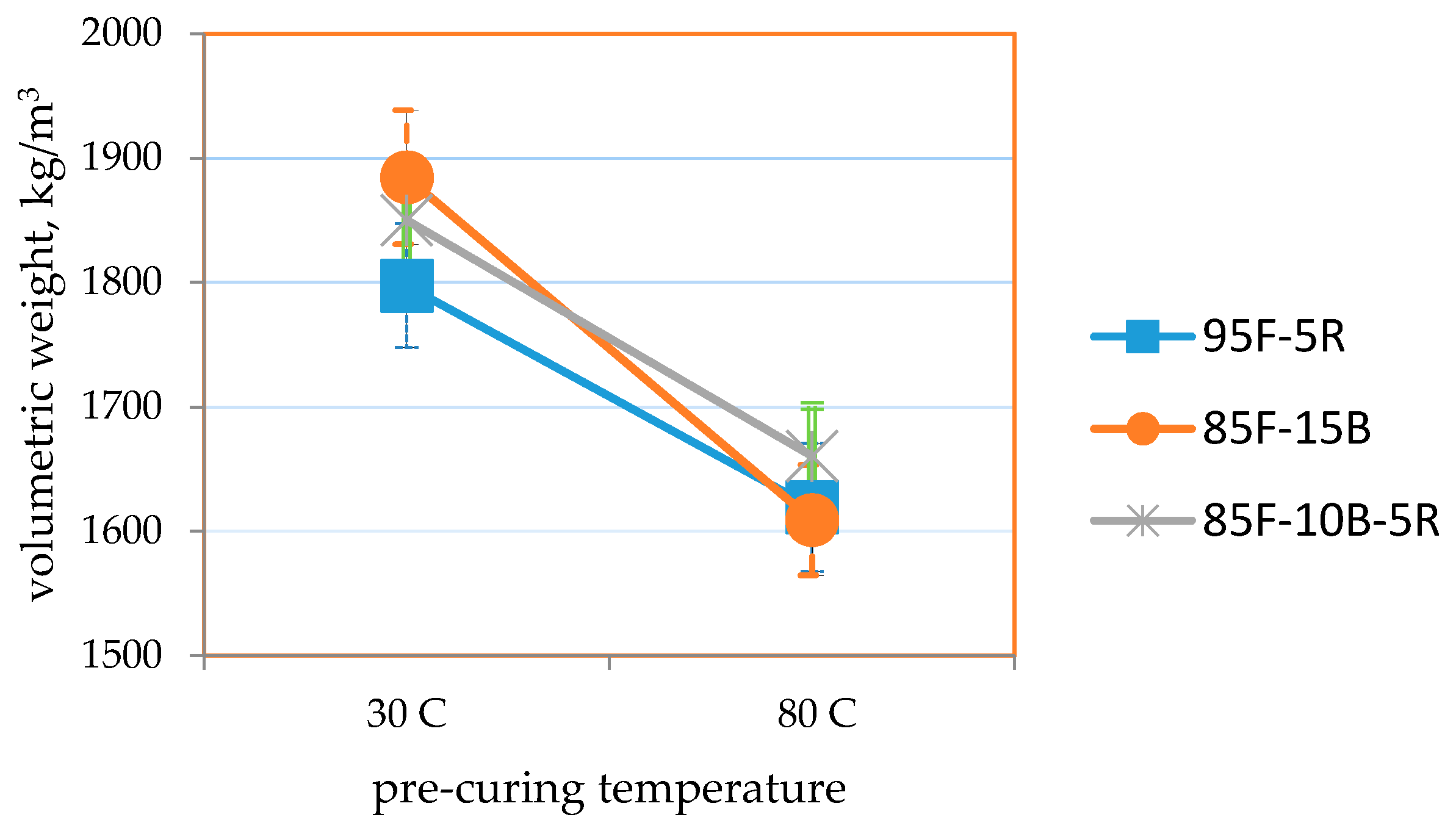
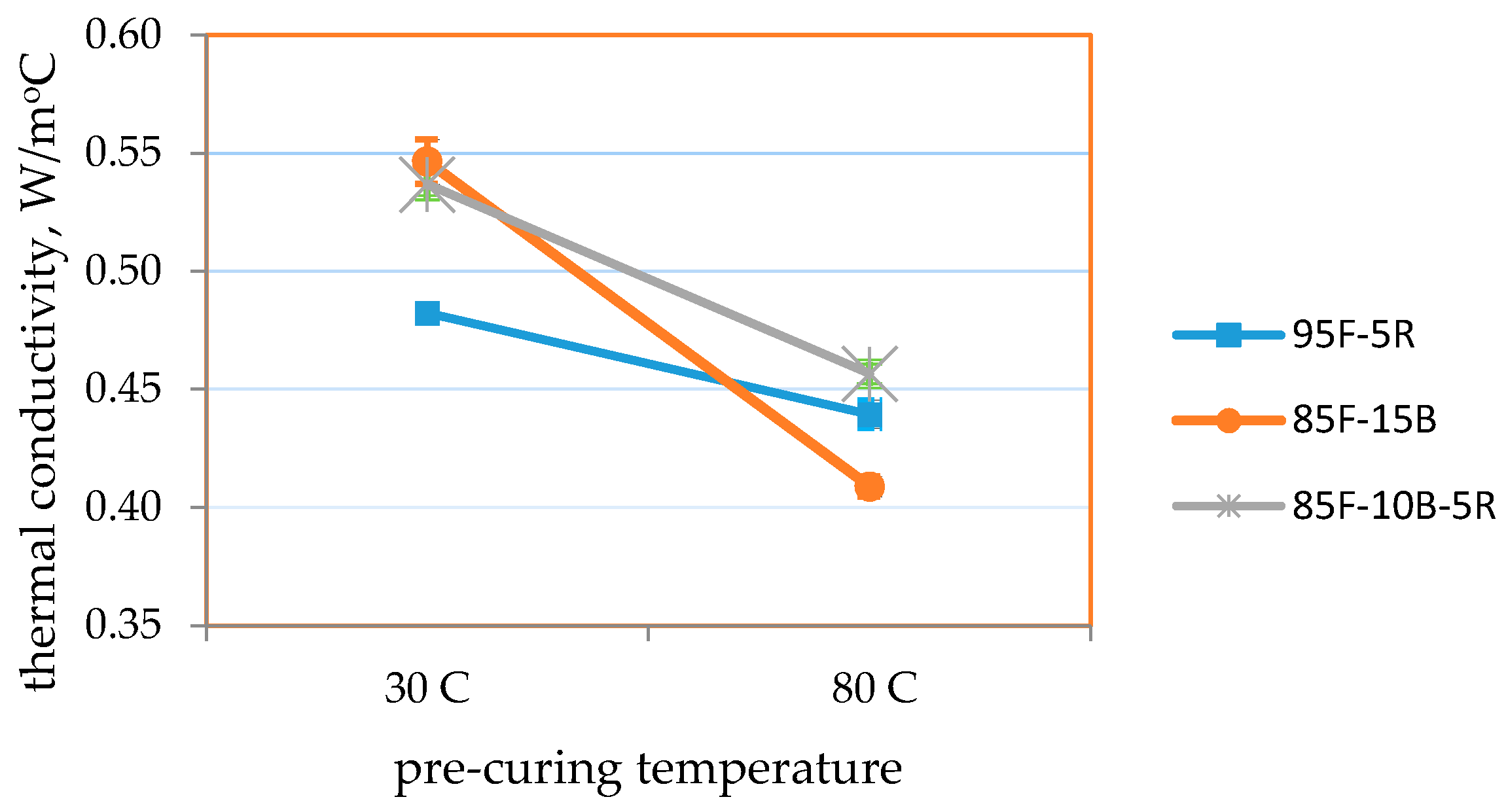
3.4. Effect of Pre-Curing Temperatures on Optimized Geopolymer Mix
3.5. Embodied Energy and Embodied CO2 of Optimized Geopolymer Mix
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| MMT | million metric tons |
| CFA | coal fly ash, also F as used in the equations |
| CBA | coal bottom ash, also B as used in the equations |
| RHA | rice hull ash, also R as used in the equations |
| XRF | X-ray fluorescence |
| XRD | X-ray diffraction |
| ICP | inductively-coupled plasma mass spectrometry |
| FTIR | Fourier transform infrared spectroscopy |
| SEM | scanning electron microscope |
| TGA-DTA | thermogravimetric analysis-differential thermal analysis |
| HVFA | high volume fly ash concrete |
| SCM | supplementary cementitious materials |
| OPC | ordinary Portland cement |
References
- SourceWatch. Available online: http://www.sourcewatch.org/index.php/Category:Proposed_coal_plants_in_the_Philippines (accessed on 2 April 2016).
- Gallardo, S.; Dungca, J.; Gallardo, R.; Kalaw, M. Sustainability Issues Due to Coal Ash from Coal Fired Power Plants Phase 1: Impact Assessment of Coal Ash Dumping in a Typical Power Generating Facility; Interdisciplinary Research Final Report; University Research Coordination Office, De La Salle University: Manila, Philippines, 2012. [Google Scholar]
- Philippines Coal Consumption by Year. Available online: http://www.indexmundi.com/energy.aspx?country=ph&product=coal&graph=consumption (accessed on 25 April 2016).
- Power Engineering International. Available online: http://www.powerengineeringint.com/articles/2015/06/23-new-coal-fired-power-plants-for-philippines.html (accessed on 2 April 2016).
- Duxson, P.; Fernandez-Jimenez, A.; Provis, J.L.; Lukey, G.C.; Palomo, A.; van Deventer, J.S.J. Geopolymer technology: The current state of the art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- Rashad, A.M. A comprehensive overview about the influence of different admixtures and additives on the properties of alkali-activated fly ash. Mater. Des. 2014, 53, 1005–1025. [Google Scholar] [CrossRef]
- Davidovits, J. 30 Years of Successes and Failures in Geopolymer Applications. Market Trends and Potential Breakthroughs. In Proceedings of the Geopolymer 2002 Conference, Melbourne, Australia, 28–29 October 2002.
- Davidovits, J. Geopolymers: Man-made rock geosynthesis and the resulting development of very early high strength cement. J. Mater Educ. 1994, 16, 91–139. [Google Scholar] [CrossRef]
- Shi, C.; Jiménez, A.F.; Palomo, A. New cements for the 21st century: The pursuit of an alternative to Portland cement. Cem. Concr. Res. 2011, 41, 750–763. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Winnefeld, F.; Provis, J.L.; Ideker, J.H. Advances in alternative cementitious binders. Cem. Concr. Res. 2011, 1, 1232–1243. [Google Scholar] [CrossRef]
- Suhendro, B. Toward green concrete for better sustainable environment. Procedia Eng. 2014, 95, 305–320. [Google Scholar] [CrossRef]
- Van Deventer, J.S.J.; Provis, J.L.; Duxson, P. Technical and commercial progress in the adoption of geopolymer cement. Miner. Eng. 2012, 29, 89–104. [Google Scholar] [CrossRef]
- Dua, P.; Yan, C.; Zhou, W.; Luo, W.; Shen, C. An investigation of the microstructure and durability of a fluidized bed fly ash–metakaolin geopolymer after heat and acid exposure. Mater. Des. 2015, 74, 125–137. [Google Scholar]
- Saiprasad, V.; Allouche, E.N. Strain sensing of carbon fiber reinforced geopolymer concrete. Mater. Struct. 2011, 44, 1467–1475. [Google Scholar]
- Puertas, F.; Amat, T.; Fernández-Jiménez, A.; Vázquez, T. Mechanical and durable behaviour of alkaline cement mortars reinforced with polypropylene fibers. Cem. Concr. Res. 2003, 33, 2031–2036. [Google Scholar] [CrossRef]
- Rashad, A.M. Properties of alkali-activated fly ash concrete blended with slag. Iran. J. Mater. Sci. Eng. 2013, 10, 57–64. [Google Scholar]
- Yang, K.-H.; Song, J.-K.; Lee, K.-S.; Ashrour, A.F. Flow and compressive strength of alkali-activated mortars. ACI Mater. J. 2009, 1–2, 50–58. [Google Scholar]
- Kovalchuk, G.; Fernández-Jiménez, A.; Palomo, A. Alkali-activated fly ash: Effect of thermal curing conditions on mechanical and microstructural development—Part II. Fuel 2007, 86, 315–322. [Google Scholar] [CrossRef]
- Duxson, P.; Provis, J.L.; Lukey, G.C.; Mallicoat, S.W.; Kriven, W.M.; van Deventer, J.S.J. Understanding the relationship between geopolymer composition, microstructure and mechanical properties. Colloids Surf. A 2005, 269, 47–58. [Google Scholar] [CrossRef]
- Antunes Boca Santa, R.A.; Bernardin, A.M.; Riella, H.G.; Kuhnen, N.C. Geopolymer synthetized from bottom coal ash and calcined paper sludge. J. Clean. Prod. 2013. [Google Scholar] [CrossRef]
- Sathonsaowaphak, A.; Chindaprasirt, P.; Pimraksa, K. Workability and strength of lignite bottom ash geopolymer mortar. J. Hazard. Mater. 2009, 168, 44–50. [Google Scholar] [CrossRef] [PubMed]
- Slavik, R.; Bednarik, V.; Vondruska, M.; Nemec, A. Preparation of geopolymer from fluidized bed combustion bottom ash. J. Mater. Process. Technol. 2008, 200, 265–270. [Google Scholar] [CrossRef]
- Topçu, I.B.; Toprak, M.U.; Uygunoglu, T. Durability and microstructure characteristics of alkali activated coal bottom ash geopolymer cement. J. Clean. Prod. 2014, 81, 211–217. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Jaturapitakkul, C.; Chalee, W.; Rattanasak, U. Comparative study on the characteristics of fly ash and bottom ash geopolymers. Waste Manag. 2009, 29, 539–543. [Google Scholar] [CrossRef] [PubMed]
- Ul Haq, E.; Padmanabhan, S.K.; Licciulli, A. Synthesis and characteristics of fly ash and bottom ash based geopolymers—A comparative study. Ceram. Int. 2014, 40, 2965–2971. [Google Scholar] [CrossRef]
- Li, Q.; Xu, H.; Li, F.; Li, P.; Shen, L.; Zhai, J. Synthesis of geopolymer composites from blends of CFBC fly and bottom ashes. Fuel 2012, 97, 366–372. [Google Scholar] [CrossRef]
- Sumabat, A.K.R.; Mañalac, A.J.; Nguyen, H.T.; Kalaw, M.E.; Tan, R.R.; Promentilla, M.A.B. Optimizing geopolymer-based material for industrial application with analytic hierarchy process and multi-response surface analysis. Chem. Eng. Trans. 2015, 45, 1147–1152. [Google Scholar]
- Kusbiantoro, A.; Nuruddin, M.F.; Shafiq, N.; Qazi, S.A. The effect of microwave incinerated rice husk ash on the compressive and bond strength of fly ash based geopolymer concrete. Constr. Build. Mater. 2012, 36, 695–703. [Google Scholar] [CrossRef]
- Nazari, A.; Bagheri, A.; Riahi, S. Properties of geopolymer with seeded fly ash and rice husk bark ash. Mater. Sci. Eng. A 2011, 528, 7395–7401. [Google Scholar] [CrossRef]
- Mongaya, C. “No Coal Ash Dumping Outside Assigned Areas.” Inquirer News, 2012. Available online: http://newsinfo.inquirer.net/138965/’no-coal-ash-dumping-outside-assigned-areas’ (accessed on 25 April 2016).
- World Rice Statistics Online Query Facility. Available online: http://ricestat.irri.org:8080/wrsv3/entrypoint.htm (accessed on 25 April 2016).
- Kalaw, M.E.; Sumabat, A.K.; Nguyen, H.T.; Dungca, J.; Bacani, F.; Culaba, A.; Gallardo, S.; Promentilla, M.A. Using Definitive Screening Design to Assess Factor Significance on the Compressive Strength and Volumetric Weight of a Ternary Blend Geopolymer. In Proceedings of the DLSU Research Congress 2015, Manila, Philippines, 2–4 March 2015.
- Xu, H.; van Deventer, J.S.J. The geopolymerisation of alumino-silicate minerals. Int. J. Miner. Process. 2000, 59, 247–266. [Google Scholar] [CrossRef]
- Palomo, A.; Grutzeck, M.W.; Blanco, M.T. Alkali-Activated fly ashes, a cement for the future. Cem. Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Morsy, M.S.; Alsayed, S.H.; Al-Salloum, Y.; Almusallam, T. Effect of sodium silicate to sodium hydroxide ratios on strength and microstructure of fly ash geopolymer binder. Arab. J. Sci. Eng. 2014, 39, 4333–4339. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.M.; Palomo, A.; López-Hombrados, C. Engineering properties of alkali-activated fly ash concrete. ACI Mater. J. 2006, 103, 106–112. [Google Scholar]
- Chen-Tan, N.W.; van Riessen, A. Determining the reactivity of a fly ash for production of geopolymer. J. Am. Ceram. Soc. 2009, 92, 881–887. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments, 3rd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; International Student Version; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Multiple Responses: The Desirability Approach. Available online: http://www.itl.nist.gov/div898/handbook/pri/section5/pri5322.htm (accessed on 5 May 2016).
- Promentilla, M.A.B.; Nguyen, H.T.; Pham, T.K.; Hirofumi, H.; Bacani, F.T.; Gallardo, S.M. Optimizing ternary-blended geopolymers with multi-response surface analysis. Waste Biomass Valoriz. 2016. [Google Scholar] [CrossRef]
- Standard Specification for Loadbearing Concrete Masonry Units; ASTM C90-14; ASTM International: West Conshohocken, PA, USA, 2014.
- Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or (50-mm) Cube Specimens); ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2003.
- Hammond, G.P.; Jones, C.I. Inventory of (Embodied) Carbon & Energy Database (ICE); Version 2.0; University of Bath: Bath, UK, 2011. [Google Scholar]
- Treloar, G.; Fay, R.; Ilozor, B.; Love, P. Building materials selection: Greenhouse strategies for built facilities. Facilities 2001, 19, 139–149. [Google Scholar] [CrossRef]
- Ding, G. The Development of a Multi-Criteria Approach for the Measurement of Sustainable Performance for Built Projects and Facilities. Ph.D. Thesis, University of Technology, Sydney, Australia, 2004. [Google Scholar]
- McLellan, B.C.; Williams, R.P.; Lay, J.; van Riessen, A.; Corder, G.D. Costs and carbon emissions for geopolymer pastes in comparison to ordinary portland cement. J. Clean. Prod. 2011, 19, 1080–1090. [Google Scholar] [CrossRef] [Green Version]
- Davidovits, J.; Sawyer, J.L. Early High-Strength Mineral Polymer. U.S. Patent 4,509,985, 9 April 1985. [Google Scholar]
- Davidovits, J. Mineral Polymers and Methods of Making Them. U.S. Patent 4,349,386, 14 September 1982. [Google Scholar]
- Williams, R.P.; van Riessen, A. Determination of the reactive component of fly ashes for geopolymer production using XRF and XRD. Fuel 2010, 89, 3683–3692. [Google Scholar] [CrossRef]
- Fan, M.; Brown, R.C. Comparison of the loss-on-ignition and thermogravimetric analysis techniques in measuring unburned carbon in coal fly ash. Energy Fuels 2001, 15, 1414–1417. [Google Scholar] [CrossRef]
- Standard Specification for Lightweight Aggregates for Insulating Concrete; ASTM C332-09; ASTM International: West Conshohocken, PA, USA, 2010.
- Kim, B.; Prezzi, M.; Salgado, R. Geotechnical properties of fly and bottom ash mixtures for use in highway embankments. J. Geotech. Geoenviron. Eng. 2005, 131, 7, 914–924. [Google Scholar] [CrossRef]
- Environmental Protection Technologies (Technologies to Effectively Use Coal Ash). Available online: http://www.jcoal.or.jp/eng/cctinjapan/2_5C1.pdf (accessed on 2 May 2016).
- Balczár, I.; Korim, T.; Dobrádi, A. Correlation of strength to apparent porosity of geopolymers—Understanding through variations of setting time. Constr. Build. Mater. 2015, 93, 983–988. [Google Scholar] [CrossRef]
- Palmero, P.; Formia, A.; Antonaci, P.; Brini, S.; Tulliani, J. Geopolymer technology for application-oriented dense and lightened materials. Elaboration and characterization. Ceram. Int. 2015, 41, 12967–12979. [Google Scholar] [CrossRef]
- Holman, J.P. Heat Transfer, 10th ed.; McGraw Hill: New York, NY, USA, 2010; p. 662. [Google Scholar]
- Maskell, D.; Heath, A.; Walker, P. Comparing the Environmental Impact of Stabilisers for Unfired Earth Construction. Key Eng. Mater. 2014, 600, 132–143. [Google Scholar] [CrossRef]






































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix Ratio | CFA | CBA | RHA |
|---|---|---|---|
| A1 | 1 | 0 | 0 |
| A2 | 0 | 0 | 1 |
| A3 | 0 | 1 | 0 |
| A4 | 0.500 | 0 | 0.500 |
| A5 | 0 | 0.500 | 0.500 |
| A6 | 0.500 | 0.500 | 0 |
| A7 | 0.167 | 0.167 | 0.666 |
| A8 | 0.666 | 0.167 | 0.167 |
| A9 | 0.167 | 0.666 | 0.167 |
| A10 | 0.333 | 0.333 | 0.333 |
| Raw Material | Al2O3 | SiO2 | Cl | K2O | CaO | TiO2 | Cr2O3 | Fe2O3 | LOI | K2O/Al2O3 | K2O/SiO2 | SiO2/Al2O3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CFA | 21.8 | 66.5 | 1.49 | 5.30 | 0.40 | 2.52 | 2.18 | 0.074 | 0.014 | 5.20 | ||
| CBA | 18.4 | 57.0 | 0.76 | 11.1 | 1.14 | 0.08 | 10.5 | 1.07 | 5.24 | |||
| RHA | 70.1 | 1.10 | 0.19 | 28.6 | 0.01 |
| Raw Material | NaOH, mL | Initial Mass, g | Dissolved, g | % Dissolved |
|---|---|---|---|---|
| CFA | 50.0 | 2.51 | 0.770 | 30.7 |
| CBA | 50.0 | 2.54 | 0.359 | 14.1 |
| RHA | 50.0 | 2.09 | 0.502 | 24.0 |
| Raw Material | K | Si | Al | Fe | Zn | Sr |
|---|---|---|---|---|---|---|
| RHA | 690 | 2260 | 4.28 | 0.020 | 0.500 | 0.010 |
| CBA | 67.5 | 188 | 19.2 | 2.12 | 0.600 | 0.150 |
| CFA | 63.4 | 224 | 127 | 13.1 | 0.920 | 0.050 |
| Mix Ratio | CFA | CBA | RHA | vol wt | thr cond | comp str |
|---|---|---|---|---|---|---|
| A1 | 1 | 0 | 0 | 1610 | 0.469 | 13.4 |
| A2 | 0 | 0 | 1 | 622 | 0.247 | 1.06 |
| A3 | 0 | 1 | 0 | 1650 | 0.786 | 12.6 |
| A4 | 0.500 | 0 | 0.500 | 1150 | 0.277 | 5.23 |
| A5 | 0 | 0.500 | 0.500 | 1090 | 0.258 | 4.38 |
| A6 | 0.500 | 0.500 | 0 | 1660 | 0.444 | 13.8 |
| A7 | 0.167 | 0.167 | 0.666 | 844 | 0.262 | 1.38 |
| A8 | 0.666 | 0.167 | 0.167 | 1180 | 0.481 | 6.82 |
| A9 | 0.167 | 0.666 | 0.167 | 1520 | 0.580 | 7.48 |
| A10 | 0.333 | 0.333 | 0.333 | 1180 | 0.486 | 3.49 |
| Model | F-Ratio | p-Value | Mean | Std. Dev. | R-Squared |
|---|---|---|---|---|---|
| Equation (11) | 51.5 | 0.0041 | 6.96 | 0.810 | 0.990 |
| Equation (12) | 35.3 | 0.0071 | 0.43 | 0.036 | 0.986 |
| Equation (13) | 43.7 | 0.0001 | 1250 | 110 | 0.926 |
| Mix | Constraints | CFA | CBA | RHA | vol wt | thr cond | comp str | Desirability | Selected Mix |
|---|---|---|---|---|---|---|---|---|---|
| 1 | Min vol wt Min thr cond Comp str ≥ 11.7 | 0.952 | 0.000 | 0.048 | 1540 | 0.460 | 13.2 | 0.267 | 95-5 CFA-RHA |
| 2 | CBA ≥ 15% Min vol wt Min thr cond Comp str ≥ 11.7 | 0.850 | 0.150 | 0.000 | 1550 | 0.435 | 13.3 | 0.263 | 85-15 CFA-CBA |
| 3 | CBA ≥ 10% RHA ≥ 5% Comp str ≥ 11.7 | 0.848 | 0.100 | 0.052 | 1490 | 0.443 | 11.7 | 0.320 | 85-10-5 CFA-CBA-RHA |
| Sample | Wavenumber, cm−1 | Peak Ratio |
|---|---|---|
| 85-15-cfa-cba | 1030 | |
| CBA raw | 1079 | 2.60 |
| CFA raw | 1047 | 3.98 |
| Samples | Temperature | Volumetric Weight, kg/m3 | Thermal Conductivity, W/m-°C | Compressive Strength, MPa |
|---|---|---|---|---|
| 95-5-CFA-RHA | 30 °C | 1800 ± 50 | 0.482 ± 0.010 | 10.9 ± 1.4 |
| 80 °C | 1620 ± 52 | 0.439 ± 0.006 | 12.0 ± 1.9 | |
| 85-15-CFA-CBA | 30 °C | 1890 ± 54 | 0.547 ± 0.009 | 11.7 ± 1.9 |
| 80 °C | 1610 ± 45 | 0.409 ± 0.004 | 13.7 ± 1.5 | |
| 85-10-5-CFA-CBA-RHA | 30 °C | 1850 ± 36 | 0.537 ± 0.006 | 17.1 ± 0.9 |
| 80 °C | 1660 ± 40 | 0.457 ± 0.005 | 18.5 ± 0.9 |
| Material | Embodied Energy, MJ/kg | kg CO2/kg | Source/Reference [44,58] |
|---|---|---|---|
| CFA | 0.10 | 0.010 | Hammond and Jones, 2011 |
| CBA | 0.15 | 0.015 | Hammond and Jones, 2011 |
| RHA | 0.10 | 0.015 | Hammond and Jones, 2011 |
| Water | 0.01 | 0 | Hammond and Jones, 2011 |
| waterglass | 16 | 1.35 | Maskell et al., 2014 |
| Sodium hydroxide | 23 | 1.30 | Maskell et al., 2014 |
| Raw Materials | Distance Travelled, km | Liters Diesel Consumed | kg Per Truck | Embodied Energy *, MJ/kg | Embodied CO2 *, CO2/kg |
|---|---|---|---|---|---|
| CFA | 124 | 12.4 | 5000 | 0.0866 | 0.0158 |
| CBA | 124 | 12.4 | 5000 | 0.0866 | 0.0158 |
| RHA | 15.3 | 1.53 | 5000 | 0.0107 | 0.0019 |
| Mix Ratio | CFA * | CBA * | RHA * | NaOH * | WGS * | Water * | Embodied Energy, MJ/kg | Embodied CO2, kg CO2/kg |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.95 | 0 | 0.05 | 0.052 | 0.018 | 0.180 | 1.64 | 0.117 |
| 2 | 0.85 | 0.15 | 0 | 0.052 | 0.018 | 0.180 | 1.64 | 0.118 |
| 3 | 0.85 | 0.10 | 5 | 0.052 | 0.018 | 0.180 | 1.64 | 0.118 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalaw, M.E.; Culaba, A.; Hinode, H.; Kurniawan, W.; Gallardo, S.; Promentilla, M.A. Optimizing and Characterizing Geopolymers from Ternary Blend of Philippine Coal Fly Ash, Coal Bottom Ash and Rice Hull Ash. Materials 2016, 9, 580. https://doi.org/10.3390/ma9070580
Kalaw ME, Culaba A, Hinode H, Kurniawan W, Gallardo S, Promentilla MA. Optimizing and Characterizing Geopolymers from Ternary Blend of Philippine Coal Fly Ash, Coal Bottom Ash and Rice Hull Ash. Materials. 2016; 9(7):580. https://doi.org/10.3390/ma9070580
Chicago/Turabian StyleKalaw, Martin Ernesto, Alvin Culaba, Hirofumi Hinode, Winarto Kurniawan, Susan Gallardo, and Michael Angelo Promentilla. 2016. "Optimizing and Characterizing Geopolymers from Ternary Blend of Philippine Coal Fly Ash, Coal Bottom Ash and Rice Hull Ash" Materials 9, no. 7: 580. https://doi.org/10.3390/ma9070580
APA StyleKalaw, M. E., Culaba, A., Hinode, H., Kurniawan, W., Gallardo, S., & Promentilla, M. A. (2016). Optimizing and Characterizing Geopolymers from Ternary Blend of Philippine Coal Fly Ash, Coal Bottom Ash and Rice Hull Ash. Materials, 9(7), 580. https://doi.org/10.3390/ma9070580