
Assessment of Mini-Tablets Coating Uniformity as a Function of Fluid Bed Coater Inlet Conditions


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Placebo Cores Preparation
2.2.2. Coating Procedure
2.2.3. Analysis of Coating Uniformity
2.2.4. Color Analysis of Mini-Tablets
3. Results and Discussion
3.1. Placebo Mini-Tablets Development
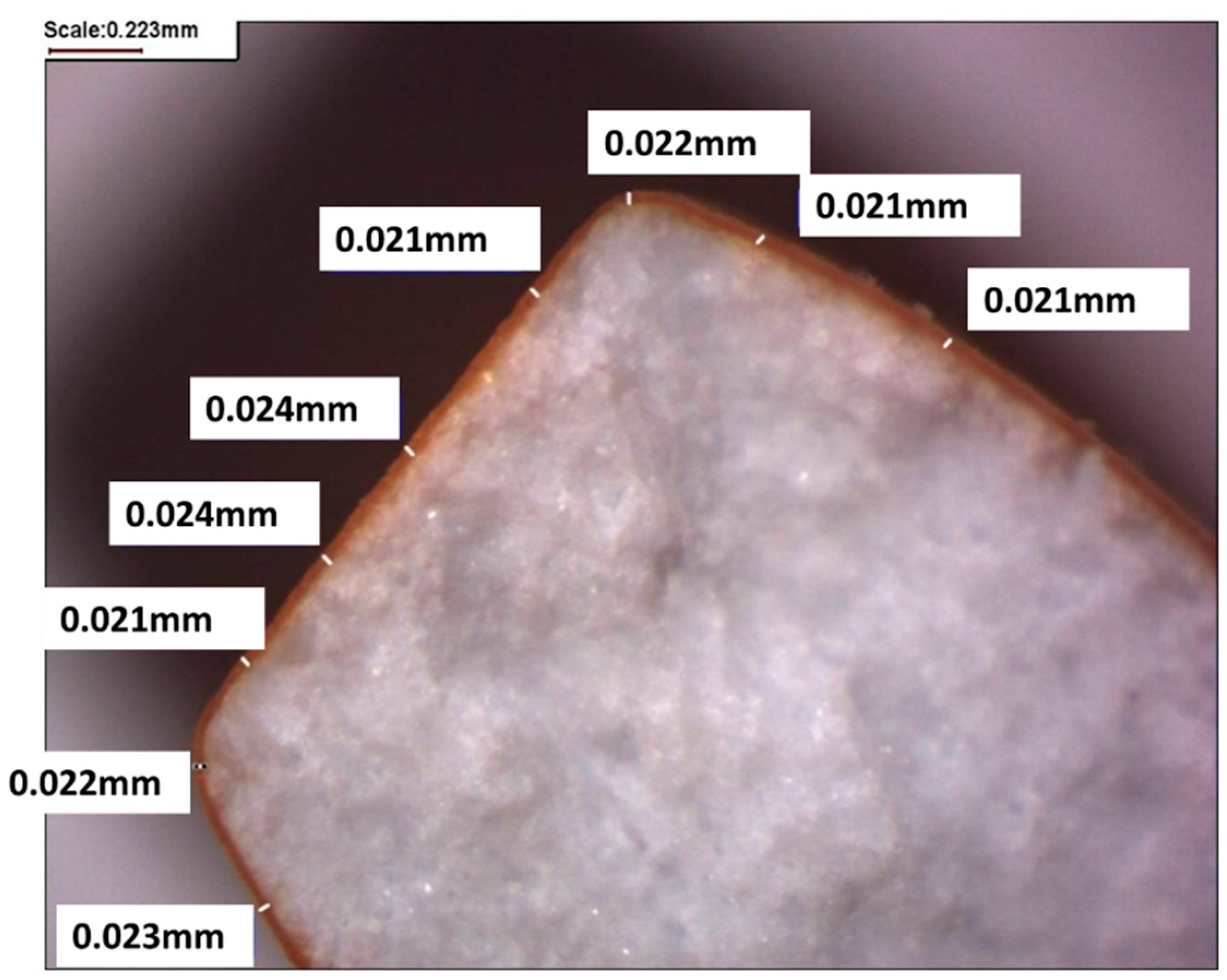
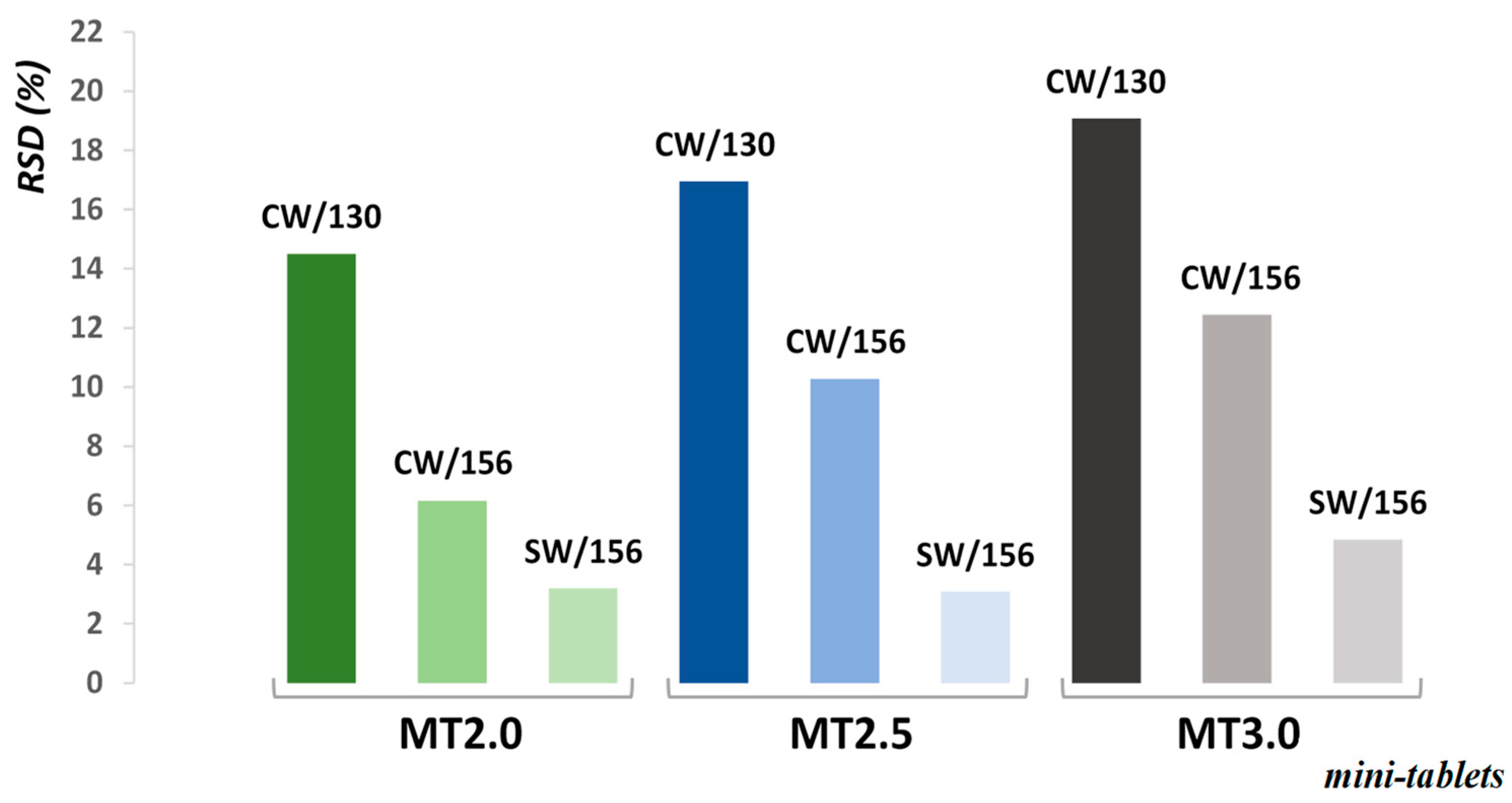
3.2. Film Thickness Uniformity
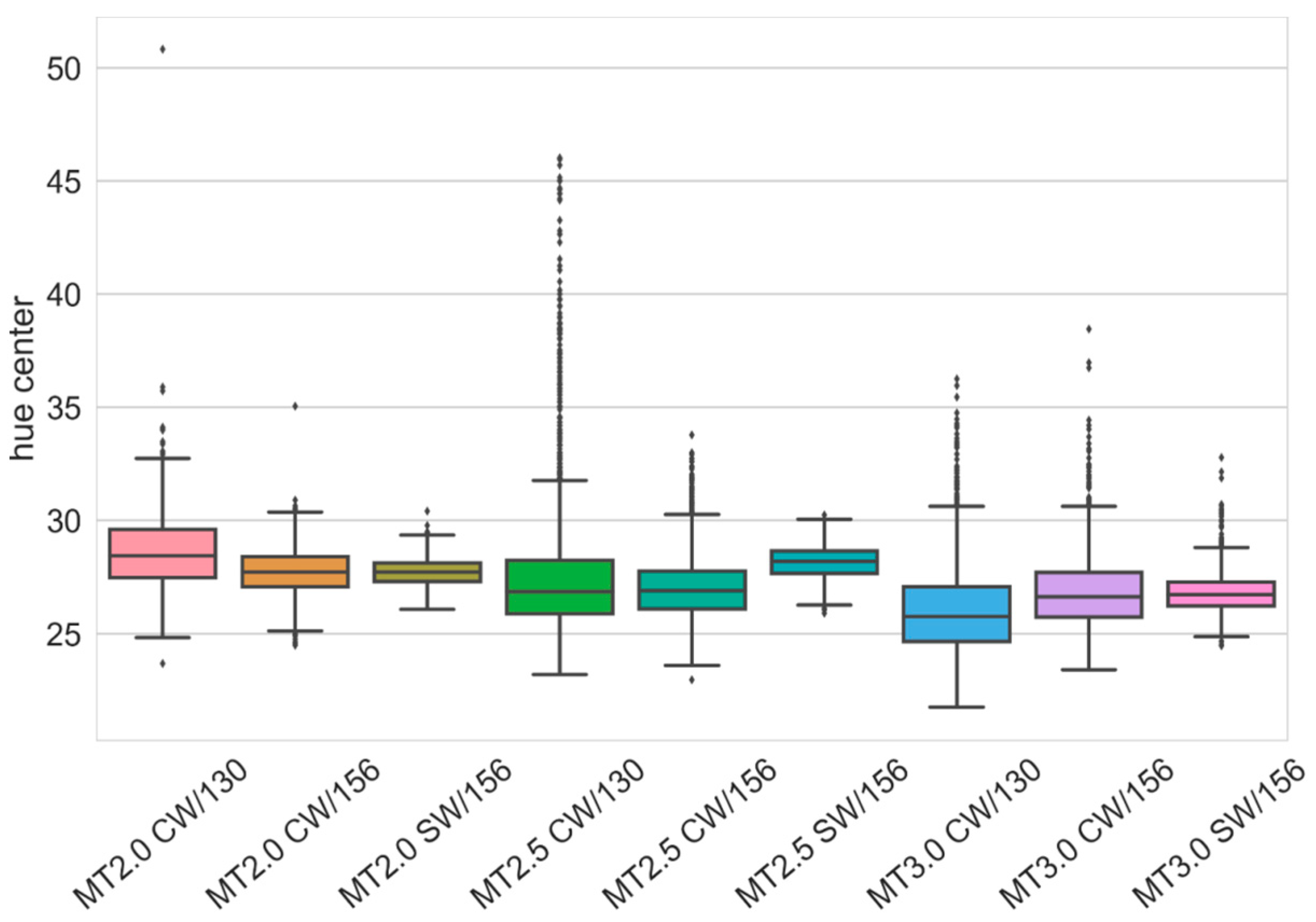
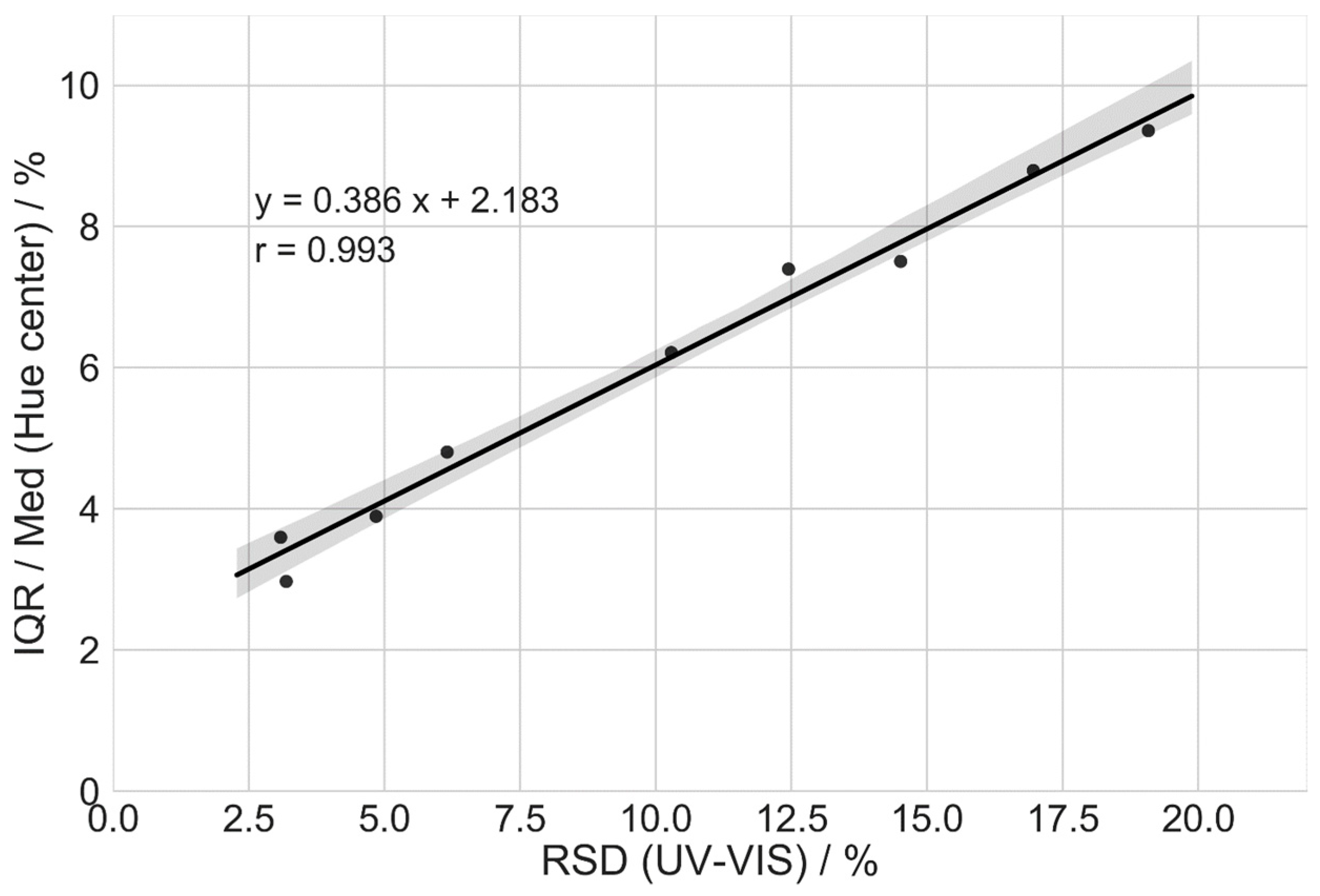
3.3. Coated Mini-Tablets Color Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Joshi, S.; Petereit, H.-U. Film coatings for taste masking and moisture protection. Int. J. Pharm. 2013, 457, 395–406. [Google Scholar] [CrossRef]
- Albanez, R.; Nitz, M.; Taranto, O.P. Enteric coating process of diclofenac sodium pellets in a fluid bed coater with a wurster insert: Influence of process variables on coating performance and release profile. Adv. Powder Technol. 2013, 24, 659–666. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, J.; Qian, Y.; Yang, M.; Qiu, Y.; Huang, W.; Shan, L.; Gao, C. Novel ethylcellulose-coated pellets for controlled release of metoprolol succinate without lag phase: Characterization, optimization and in vivo evaluation. Drug Dev. Ind. Pharm. 2015, 41, 1120–1129. [Google Scholar] [CrossRef] [PubMed]
- Sonar, G.; Rawat, S. Optimization of pantoprazole enteric pellets coating process by QbD: Effect of coating process variables on the intermediate quality of the product and scale up. Int. J. Pharm. Pharm. Sci. 2015, 7, 80–87. [Google Scholar]
- Behzadi, S.S.; Toegel, S.; Viernstein, H. Innovations in coating technology. Recent Pat. Drug Deliv. Formul. 2008, 2, 209–230. [Google Scholar] [CrossRef] [PubMed]
- Yang, W.C. Handbook of Fluidization and Fluid-Particle Systems; Marcel Dekker: New York, NY, USA, 2003; ISBN 082470259X. [Google Scholar]
- Wurster, D.E.; Lindlof, J.A. Particle Coating Apparatus. U.S. Patent 3,241,520, 22 March 1966. [Google Scholar]
- Felton, L.A.; McGinity, J.W. Aqueous Polymeric Coatings for Pharmaceutical Dosage Forms; CRC Press: Boca Raton, FL, USA, 2008; ISBN 9780849387883. [Google Scholar]
- Savic, S.; Gregorka, M.; Dreu, R.; Srcic, S.; Sibanc, R.; Lustrik, M.; Zun, I. A Process Device for Coating Particles. WIPO Patent Application WO/2010/065000, 10 June 2010. [Google Scholar]
- Dreu, R.; Lustrik, M.; Perpar, M.; Zun, I.; Srcic, S. Fluid-bed coater modifications and study of their influence on the coating process of pellets. Drug Dev. Ind. Pharm. 2012, 38, 501–511. [Google Scholar] [CrossRef]
- Luštrik, M.; Šibanc, R.; Srčič, S.; Perpar, M.; Žun, I.; Dreu, R. Characteristics of pellet fl ow in a Wurster coater draft tube utilizing piezoelectric probe. Powder Technol. 2013, 235, 640–651. [Google Scholar] [CrossRef]
- Luštrik, M.; Dreu, R.; Šibanc, R.; Srčič, S. Comparative study of the uniformity of coating thickness of pellets coated with a conventional Wurster chamber and a swirl generator-equipped Wurster chamber. Pharm. Dev. Technol. 2012, 17, 268–276. [Google Scholar] [CrossRef]
- Klingmann, V.; Spomer, N.; Lerch, C.; Stoltenberg, I.; Frömke, C.; Bosse, H.M.; Breitkreutz, J.; Meissner, T. Favorable Acceptance of Mini-Tablets Compared with Syrup: A Randomized Controlled Trial in Infants and Preschool Children. J. Pediatr. 2013, 163, 1728–1732. [Google Scholar] [CrossRef]
- Kluk, A.; Sznitowska, M.; Brandt, A.; Sznurkowska, K.; Plata-Nazar, K.; Mysliwiec, M.; Kaminska, B.; Kotlowska, H. Can preschool-aged children swallow several minitablets at a time? Results from a clinical pilot study. Int. J. Pharm. 2015, 485, 1–6. [Google Scholar] [CrossRef]
- Mitra, B.; Chang, J.; Wu, S.; Wolfe, C.N.; Ternik, R.L.; Gunter, T.Z.; Victor, M.C. Feasibility of mini-tablets as a flexible drug delivery tool. Int. J. Pharm. 2017, 525, 149–159. [Google Scholar] [CrossRef] [PubMed]
- Liu, F.; Ghaffur, A.; Bains, J.; Hamdy, S. Acceptability of oral solid medicines in older adults with and without dysphagia: A nested pilot validation questionnaire based observational study. Int. J. Pharm. 2016, 512, 374–381. [Google Scholar] [CrossRef] [Green Version]
- Ishida, M.; Abe, K.; Hashizume, M.; Kawamura, M. A novel approach to sustained pseudoephedrine release: Differentially coated mini-tablets in HPMC capsules. Int. J. Pharm. 2008, 359, 46–52. [Google Scholar] [CrossRef] [PubMed]
- Szczepanska, M.; Sznitowska, M. Comparison of the coating process and in vitro dissolution of 3 mm gastro-resistant minitablets and 5 mm gastro-resistant tablets with pantoprazole. Pharmazie 2019. [Google Scholar] [CrossRef]
- Czajkowska, M.; Kotlowska, H.; Madanecka, A.; Maja, S.; Doniza, D.; Sosnowicz, A.; Sznitowska, M. Prolonged-release minitablets with carbamazepine—Preliminary observations in vitro. J. Pharm. Pharmacol. 2017, 69, 471–479. [Google Scholar] [CrossRef]
- Knop, K.; Kleinebudde, P. PAT-tools for process control in pharmaceutical film coating applications. Int. J. Pharm. 2013, 457, 527–536. [Google Scholar] [CrossRef] [PubMed]
- Andersson, M.; Holmquist, B.; Lindquist, J.; Nilsson, O.; Wahlund, K.G. Analysis of film coating thickness and surface area of pharmaceutical pellets using fluorescence microscopy and image analysis. J. Pharm. Biomed. Anal. 2000, 22, 325–339. [Google Scholar] [CrossRef]
- Szczepańska, M.; Scanu, N.; Sznitowska, M. The effect of size of enteric-coated minitablets and type of the dispersing gel on the in vitro release of diclofenac. Acta Pol. Pharm. Drug Res. 2020, 77, 619–628. [Google Scholar] [CrossRef]
- Nikowitz, K.; Folttmann, F.; Wirges, M.; Knop, K.; Pintye-Hódi, K.; Regdon, G.; Kleinebudde, P. Development of a Raman method to follow the evolution of coating thickness of pellets. Drug Dev. Ind. Pharm. 2014, 40, 1005–1010. [Google Scholar] [CrossRef]
- El Hagrasy, A.S.; Chang, S.-Y.; Desai, D.; Kiang, S. Raman spectroscopy for the determination of coating uniformity of tablets: Assessment of product quality and coating pan mixing efficiency during scale-up. J. Pharm. Innov. 2006, 1, 37–42. [Google Scholar] [CrossRef]
- Lee, M.J.; Seo, D.Y.; Lee, H.E.; Wang, I.C.; Kim, W.S.; Jeong, M.Y.; Choi, G.J. In line NIR quantification of film thickness on pharmaceutical pellets during a fluid bed coating process. Int. J. Pharm. 2011, 403, 66–72. [Google Scholar] [CrossRef] [PubMed]
- Römer, M.; Heinämäki, J.; Strachan, C.; Sandler, N.; Yliruusi, J. Prediction of Tablet Film-coating Thickness Using a Rotating Plate Coating System and NIR Spectroscopy. AAPS PharmSciTech 2008, 9, 1047–1053. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Haaser, M.; Gordon, K.C.; Strachan, C.J.; Rades, T. Terahertz pulsed imaging as an advanced characterisation tool for film coatings—A review. Int. J. Pharm. 2013, 457, 510–520. [Google Scholar] [CrossRef] [PubMed]
- Brock, D.; Zeitler, J.A.; Funke, A.; Knop, K.; Kleinebudde, P. A comparison of quality control methods for active coating processes. Int. J. Pharm. 2012, 439, 289–295. [Google Scholar] [CrossRef]
- Czajkowska, M.; Sznitowska, M.; Kleinebudde, P. Determination of coating thickness of minitablets and pellets by dynamic image analysis. Int. J. Pharm. 2015, 495. [Google Scholar] [CrossRef]
- Li, C.; Zeitler, J.A.; Dong, Y.; Shen, Y.-C. Non-Destructive Evaluation of Polymer Coating Structures on Pharmaceutical Pellets Using Full-Field Optical Coherence Tomography. J. Pharm. Sci. 2014, 103, 161–166. [Google Scholar] [CrossRef] [Green Version]
- Markl, D.; Hannesschläger, G.; Sacher, S.; Leitner, M.; Buchsbaum, A.; Pescod, R.; Baele, T.; Khinast, J.G. In-Line Monitoring of a Pharmaceutical Pan Coating Process by Optical Coherence Tomography. J. Pharm. Sci. 2015, 104, 2531–2540. [Google Scholar] [CrossRef]
- Gaber, D.M.; Nafee, N.; Abdallah, O.Y. Mini-tablets versus pellets as promising multiparticulate modified release delivery systems for highly soluble drugs. Int. J. Pharm. 2015, 488, 86–94. [Google Scholar] [CrossRef]
- Aleksovski, A.; Dreu, R.; Gašperlin, M.; Planinšek, O. Mini-tablets: A contemporary system for oral drug delivery in targeted patient groups. Expert Opin. Drug Deliv. 2015, 12, 65–84. [Google Scholar] [CrossRef]
- Podrekar, G.; Kitak, D.; Mehle, A.; Lavrič, Z.; Likar, B.; Tomaževič, D.; Dreu, R. In-Line Film Coating Thickness Estimation of Minitablets in a Fluid-Bed Coating Equipment. AAPS PharmSciTech 2018, 19, 3440–3453. [Google Scholar] [CrossRef]
- Bodea, M.; Napoca, C. Film coating preparation of metoprolol tartrate mini-tablets and in vitro drug release studies. Clujul Med. 2010, 83, 457–464. [Google Scholar]
- Szczepanska, M.; Paduszynski, P.; Kotlowska, H.; Sznitowska, M. Optimization of the coating process of minitablets in two different lab-scale fluid bed systems. Drug Dev. Ind. Pharm. 2020, 46, 31–41. [Google Scholar] [CrossRef] [PubMed]
- Strickley, R.G. Pediatric Oral Formulations: An Updated Review of Commercially Available Pediatric Oral Formulations Since 2007. J. Pharm. Sci. 2019, 108, 1335–1365. [Google Scholar] [CrossRef] [PubMed]
- Lura, A.; Tardy, G.; Kleinebudde, P.; Breitkreutz, J. Tableting of mini-tablets in comparison with conventionally sized tablets: A comparison of tableting properties and tablet dimensions. Int. J. Pharm. X 2020, 2, 100061. [Google Scholar] [CrossRef]
- Oleari, C. Standard Colorimetry: Definitions, Algorithms and Software; Wiley & Sons: Chichester, UK, 2016; ISBN 9781118894453. [Google Scholar]
- Šibanc, R.; Luštrik, M.; Dreu, R. Analysis of pellet coating uniformity using a computer scanner. Int. J. Pharm. 2017, 533, 377–382. [Google Scholar] [CrossRef]
- Sabnis, R.W. Handbook of Biological Dyes and Stains; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010; ISBN 9780470586242. [Google Scholar]
- Oman Kadunc, N.; Šibanc, R.; Dreu, R.; Likar, B.; Tomaževič, D. In-line monitoring of pellet coating thickness growth by means of visual imaging. Int. J. Pharm. 2014, 470, 8–14. [Google Scholar] [CrossRef] [PubMed]
- Cheng, X.X.; Turton, R. The Prediction of Variability Occurring in Fluidized Bed Coating Equipment. I. The Measurement of Particle Circulation Rates in a Bottom-Spray Fluidized Bed Coater. Pharm. Dev. Technol. 2000, 5, 311–322. [Google Scholar] [CrossRef]
- Heng, P.W.S.; Chan, L.W.; Tang, E.S.K. Use of swirling airflow to enhance coating performance of bottom spray fluid bed coaters. Int. J. Pharm. 2006, 327, 26–35. [Google Scholar] [CrossRef]
- Odeleye, A.O.O.; Chui, C.-Y.; Nguyen, L.; Castrejón-Pita, A.A.; Ye, H.; Cui, Z. On the use of 3D-printed flow distributors to control particle movement in a fluidized bed. Chem. Eng. Res. Des. 2018, 140, 194–204. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | MT2.0 | MT2.5 | MT3.0 |
|---|---|---|---|
| Diameter (mm) | 2.0 | 2.5 | 3.0 |
| Thickness (mm) ± RSD * | 2.02 (±0.85%) | 1.82 (±0.99%) | 2.21 (±0.54%) |
| Surface of a single unit (mm2) ± RSD * | 15.95 (±2.34%) | 18.84 (±2.45%) | 28.73 (±1.56%) |
| Mass (mg) ± RSD * | 7.97 (±1.34%) | 11.68 (±1.31%) | 19.96 (±0.75%) |
| Hardness (N) ± RSD * | 13.27 (±15.15%) | 22.12 (±12.32%) | 28.29 (±8.86%) |
| Friability (%) | 0.3 | 0.21 | 0.15 |
| Disintegration time (s) ± SD ** | 40 (±5 s) | 60 (±10 s) | 40 (±5 s) |
| Cores | MT2.0 | MT2.5 | MT3.0 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Distributor | CW | CW | SW | CW | CW | SW | CW | CW | SW |
| Inlet airflow rate (m3/h) | 130 | 156 | 156 | 130 | 156 | 156 | 130 | 156 | 156 |
| Film thickness (µm) | 18.7 | 19.9 | 18.4 | 18.9 | 21.9 | 17.9 | 18.8 | 18.2 | 18.3 |
| Cores | Distributor/Air Rate (m3/h) | Average Hardness (N) | RSD (%) |
|---|---|---|---|
| MT2.0 | CW/130 | 33.39 | 14.72 |
| CW/156 | 34.36 | 10.96 | |
| SW/156 | 33.70 | 9.00 | |
| MT2.5 | CW/130 | 43.58 | 14.72 |
| CW/156 | 42.68 | 10.20 | |
| SW/156 | 40.61 | 7.00 | |
| MT3.0 | CW/130 | 51.04 | 17.67 |
| CW/156 | 53.77 | 9.27 | |
| SW/156 | 51.57 | 8.10 |
| Cores | Distributor/Airflow Rate (m3/h) | Coating Thickness RSD UV-VIS (%) | Center Hue RSD (%) | IQR/Median Hue Center (%) |
|---|---|---|---|---|
| MT2.0 | CW/130 | 14.51 | 6.64 | 7.51 |
| CW/156 | 6.15 | 3.68 | 4.81 | |
| SW/156 | 3.19 | 2.18 | 2.97 | |
| MT2.5 | CW/130 | 16.95 | 10.66 | 8.79 |
| CW/156 | 10.28 | 5.07 | 6.22 | |
| SW/156 | 3.08 | 2.52 | 3.60 | |
| MT3.0 | CW/130 | 19.08 | 8.02 | 9.36 |
| CW/156 | 12.45 | 6.21 | 7.40 | |
| SW/156 | 4.84 | 3.21 | 3.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Turk, M.; Šibanc, R.; Dreu, R.; Frankiewicz, M.; Sznitowska, M. Assessment of Mini-Tablets Coating Uniformity as a Function of Fluid Bed Coater Inlet Conditions. Pharmaceutics 2021, 13, 746. https://doi.org/10.3390/pharmaceutics13050746
Turk M, Šibanc R, Dreu R, Frankiewicz M, Sznitowska M. Assessment of Mini-Tablets Coating Uniformity as a Function of Fluid Bed Coater Inlet Conditions. Pharmaceutics. 2021; 13(5):746. https://doi.org/10.3390/pharmaceutics13050746
Chicago/Turabian StyleTurk, Magdalena, Rok Šibanc, Rok Dreu, Maja Frankiewicz, and Małgorzata Sznitowska. 2021. "Assessment of Mini-Tablets Coating Uniformity as a Function of Fluid Bed Coater Inlet Conditions" Pharmaceutics 13, no. 5: 746. https://doi.org/10.3390/pharmaceutics13050746
APA StyleTurk, M., Šibanc, R., Dreu, R., Frankiewicz, M., & Sznitowska, M. (2021). Assessment of Mini-Tablets Coating Uniformity as a Function of Fluid Bed Coater Inlet Conditions. Pharmaceutics, 13(5), 746. https://doi.org/10.3390/pharmaceutics13050746