
Evaluation of Printability of PVA-Based Tablets from Powder and Assessment of Critical Rheological Parameters




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Thermal Analysis
Differential Scanning Calorimetry (DSC)
Simultaneous Thermal Analyzer (STA)
2.2.2. XRD-Measurements
2.2.3. Melt Rheology
2.2.4. HME of PVA/Sorbitol Mixtures
2.2.5. Preparation of Powder Mixtures
2.2.6. 3D Printing Using Direct Powder Extrusion Tool of M3dimaker
2.2.7. Confocal Raman Microspectroscopy
2.2.8. Drug Content Analysis by HPLC
2.2.9. In Vitro Dissolution
3. Results and Discussion
3.1. Results of Thermal Analysis
3.1.1. Physical Characterization Using DSC
3.1.2. Results of Thermal Stability Using STA
3.2. Physical State Examination—XRD
3.3. 3D Printing
3.3.1. PVA without Plasticizer
3.3.2. PVA with 15% Sorbitol
3.4. Measurement of Rheological Properties of the Mixtures in Molten State
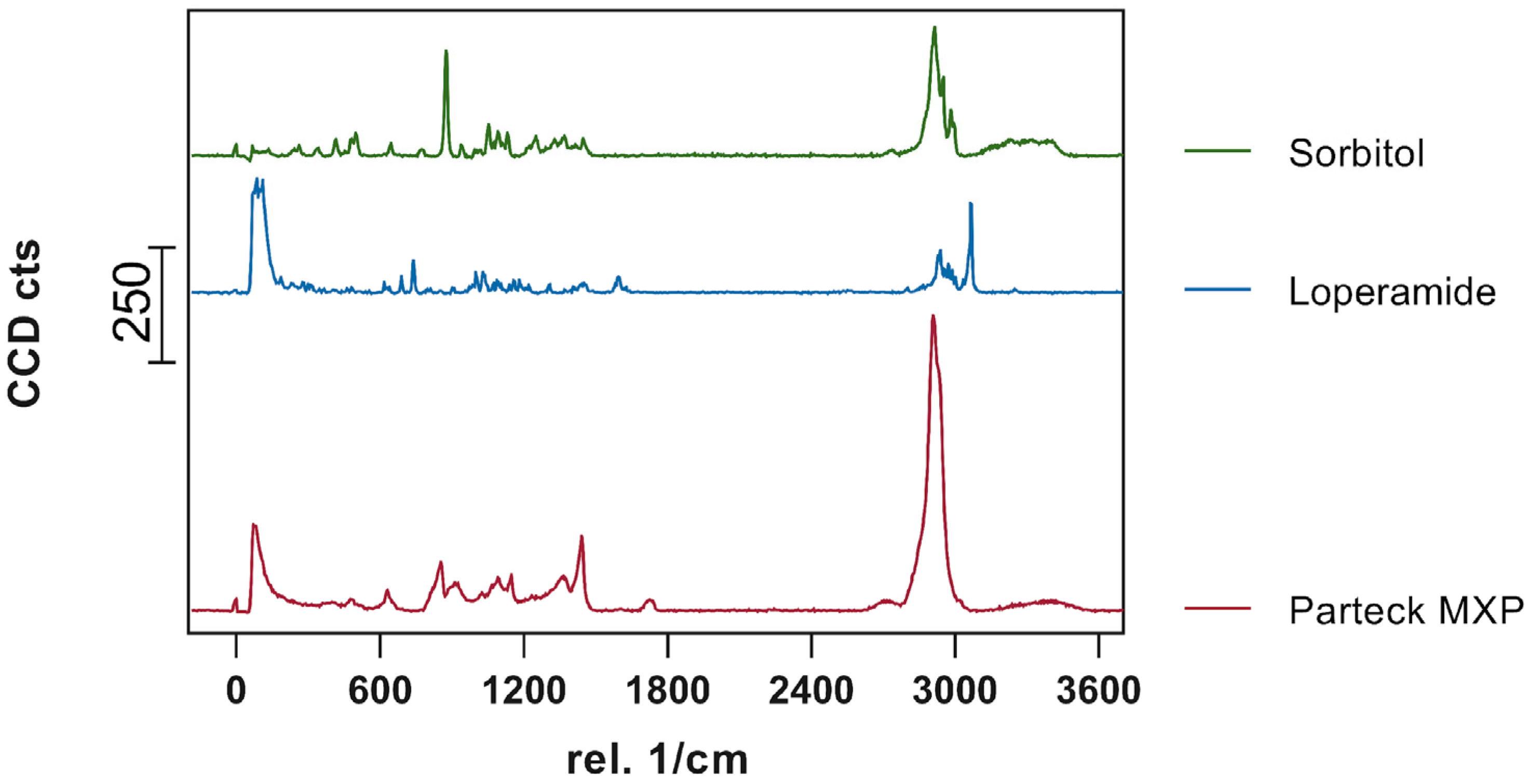
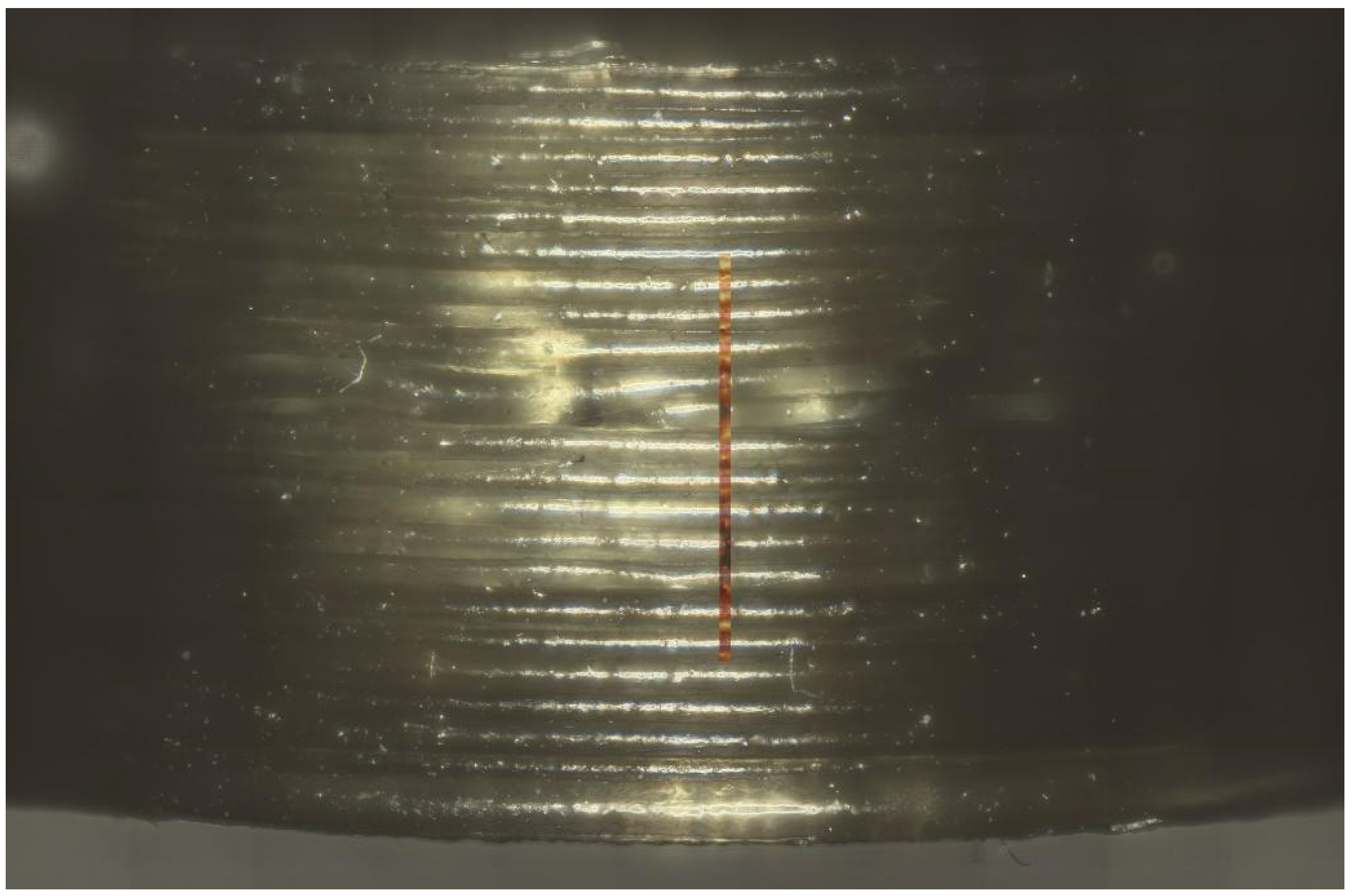
3.5. Confocal Raman Microspectroscopy
3.6. Drug Content
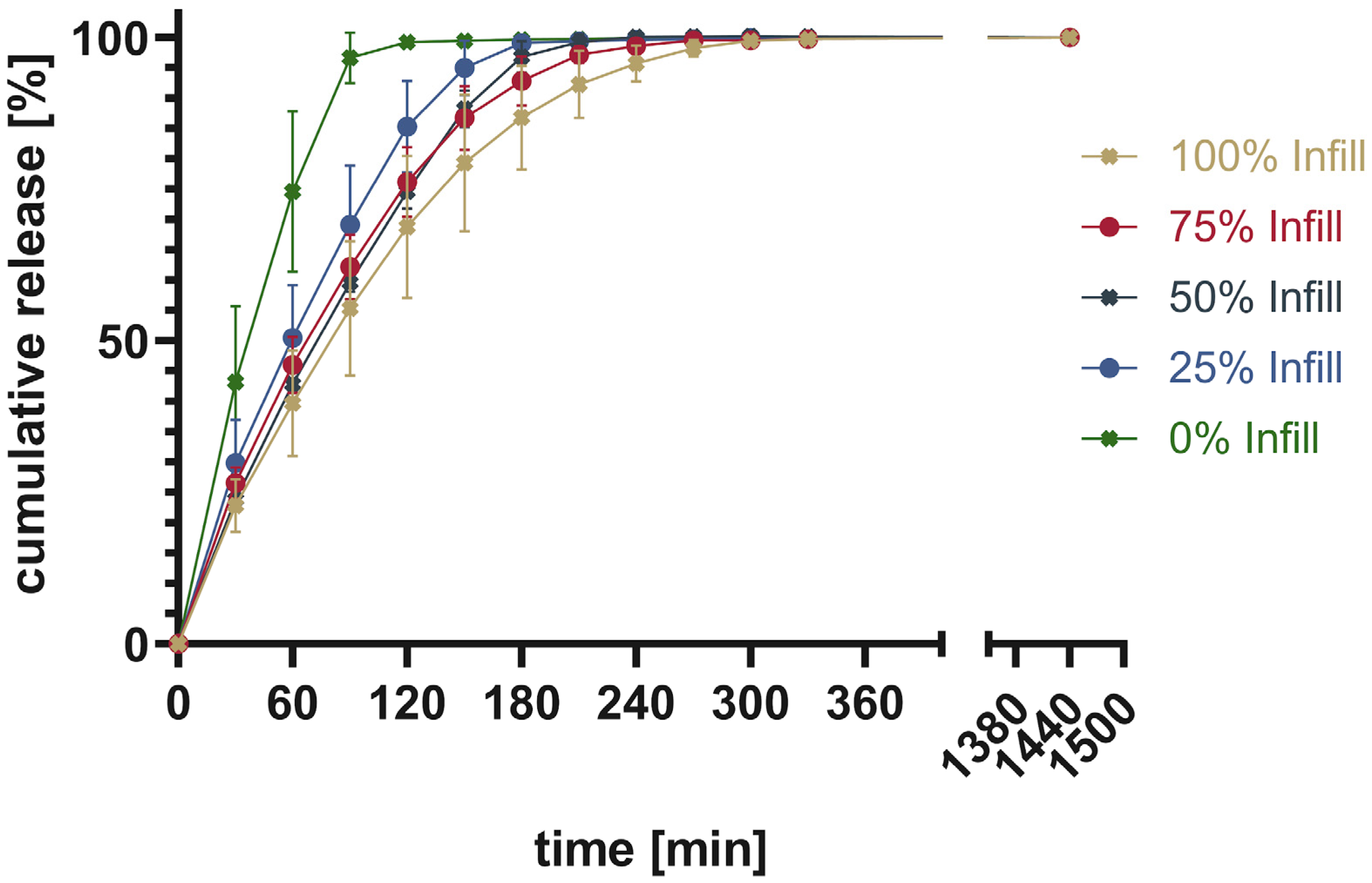
3.7. In Vitro Dissolution Testing of Printed Tablets
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- West, T.G.B.; Thomas, J. 3D Printing: A Case of ZipDose® Technology—World’s First 3D Printing Platform to Obtain FDA Approval for a Pharmaceutical Product; Wiley: Hoboken, NJ, USA, 2019. [Google Scholar] [CrossRef]
- Li, Q.; Guan, X.; Cui, M.; Zhu, Z.; Chen, K.; Wen, H.; Jia, D.; Hou, J.; Xu, W.; Yang, X.; et al. Preparation and investigation of novel gastro-floating tablets with 3D extrusion-based printing. Int. J. Pharm. 2018, 535, 325–332. [Google Scholar] [CrossRef] [PubMed]
- Khaled, S.A.; Burley, J.C.; Alexander, M.R.; Yang, J.; Roberts, C.J. 3D printing of tablets containing multiple drugs with defined release profiles. Int. J. Pharm. 2015, 494, 643–650. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Y.; Deng, F.; Wang, B.; Wu, Y.; Luo, Q.; Zuo, X.; Liu, X.; Cao, L.; Li, M.; Lu, H.; et al. Melt extrusion deposition (MED) 3D printing technology—A paradigm shift in design and development of modified release drug products. Int. J. Pharm. 2021, 602, 120639. [Google Scholar] [CrossRef] [PubMed]
- Kempin, W. Entwicklung und Charakterisierung 3D-Gedruckter, Wirkstoffhaltiger Darreichungsformen am Beispiel von Tabletten und Implantaten. Ph.D. Thesis, Universität Greifswald, Greifswald, Germany, 2018. [Google Scholar]
- Goyanes, A.; Fina, F.; Martorana, A.; Sedough, D.; Gaisford, S.; Basit, A.W. Development of modified release 3D printed tablets (printlets) with pharmaceutical excipients using additive manufacturing. Int. J. Pharm. 2017, 527, 21–30. [Google Scholar] [CrossRef] [PubMed]
- Goyanes, A.; Scarpa, M.; Kamlow, M.; Gaisford, S.; Basit, A.W.; Orlu, M. Patient acceptability of 3D printed medicines. Int. J. Pharm. 2017, 530, 71–78. [Google Scholar] [CrossRef] [PubMed]
- Goyanes, A.; Wang, J.; Buanz, A.; Martinez-Pacheco, R.; Telford, R.; Gaisford, S.; Basit, A.W. 3D Printing of Medicines: Engineering Novel Oral Devices with Unique Design and Drug Release Characteristics. Mol. Pharm. 2015, 12, 4077–4084. [Google Scholar] [CrossRef] [PubMed]
- Chai, X.; Chai, H.; Wang, X.; Yang, J.; Li, J.; Zhao, Y.; Cai, W.; Tao, T.; Xiang, X. Fused Deposition Modeling (FDM) 3D Printed Tablets for Intragastric Floating Delivery of Domperidone. Sci. Rep. 2017, 7, 2829. [Google Scholar] [CrossRef]
- Fu, J.; Yin, H.; Yu, X.; Xie, C.; Jiang, H.; Jin, Y.; Sheng, F. Combination of 3D printing technologies and compressed tablets for preparation of riboflavin floating tablet-in-device (TiD) systems. Int. J. Pharm. 2018, 549, 370–379. [Google Scholar] [CrossRef] [PubMed]
- Prasad, L.K.; Smyth, H. 3D Printing technologies for drug delivery: A review. Drug Dev. Ind. Pharm. 2016, 42, 1019–1031. [Google Scholar] [CrossRef]
- Goyanes, A.; Buanz, A.B.; Basit, A.W.; Gaisford, S. Fused-filament 3D printing (3DP) for fabrication of tablets. Int. J. Pharm. 2014, 476, 88–92. [Google Scholar] [CrossRef]
- Zhang, J.; Feng, X.; Patil, H.; Tiwari, R.V.; Repka, M.A. Coupling 3D printing with hot-melt extrusion to produce controlled-release tablets. Int. J. Pharm. 2017, 519, 186–197. [Google Scholar] [CrossRef] [PubMed]
- Goyanes, A.; Allahham, N.; Trenfield, S.J.; Stoyanov, E.; Gaisford, S.; Basit, A.W. Direct powder extrusion 3D printing: Fabrication of drug products using a novel single-step process. Int. J. Pharm. 2019, 567, 118471. [Google Scholar] [CrossRef] [PubMed]
- Korte, C.; Quodbach, J. Formulation development and process analysis of drug-loaded filaments manufactured via hot-melt extrusion for 3D-printing of medicines. Pharm. Dev. Technol. 2018, 23, 1117–1127. [Google Scholar] [CrossRef] [PubMed]
- Chavda, H.V.; Patel, C.N.; Anand, I.S. Biopharmaceutics classification system. Syst. Rev. Pharm. 2010, 1, 62. [Google Scholar] [CrossRef]
- Wei, C.; Solanki, N.G.; Vasoya, J.M.; Shah, A.V.; Serajuddin, A.T.M. Development of 3D Printed Tablets by Fused Deposition Modeling Using Polyvinyl Alcohol as Polymeric Matrix for Rapid Drug Release. J. Pharm. Sci. 2020, 109, 1558–1572. [Google Scholar] [CrossRef] [PubMed]
- Zaki, N.M.; Artursson, P.; Bergstrom, C.A. A modified physiological BCS for prediction of intestinal absorption in drug discovery. Mol. Pharm. 2010, 7, 1478–1487. [Google Scholar] [CrossRef] [PubMed]
- Pubchem—Loperamide. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Loperamide (accessed on 30 March 2024).
- Pflieger, T.; Venkatesh, R.; Dachtler, M.; Eggenreich, K.; Laufer, S.; Lunter, D. Novel Approach to Pharmaceutical 3D-Printing Omitting the Need for Filament-Investigation of Materials, Process, and Product Characteristics. Pharmaceutics 2022, 14, 2488. [Google Scholar] [CrossRef]
- Shadambikar, G.; Kipping, T.; Di-Gallo, N.; Elia, A.G.; Knuttel, A.N.; Treffer, D.; Repka, M.A. Vacuum Compression Molding as a Screening Tool to Investigate Carrier Suitability for Hot-Melt Extrusion Formulations. Pharmaceutics 2020, 12, 1019. [Google Scholar] [CrossRef]
- Bochmann, E.S.; Neumann, D.; Gryczke, A.; Wagner, K.G. Micro-scale prediction method for API-solubility in polymeric matrices and process model for forming amorphous solid dispersion by hot-melt extrusion. Eur. J. Pharm. Biopharm. 2016, 107, 40–48. [Google Scholar] [CrossRef]
- Boetker, J.; Water, J.J.; Aho, J.; Arnfast, L.; Bohr, A.; Rantanen, J. Modifying release characteristics from 3D printed drug-eluting products. Eur. J. Pharm. Sci. 2016, 90, 47–52. [Google Scholar] [CrossRef]
- Rauwendaal, C. Polymer Extrusion; Carl Hanser Verlag GmbH Co KG.: Munich, Germany, 2014. [Google Scholar]
- Treffer, D.; Troiss, A.; Khinast, J. A novel tool to standardize rheology testing of molten polymers for pharmaceutical applications. Int. J. Pharm. 2015, 495, 474–481. [Google Scholar] [CrossRef] [PubMed]
- Jaluria, Y. Heat and Mass Transfer in the Extrusion of Non-Newtonian Materials. In Transport Phenomena in Materials Processing; Advances in Heat Transfer; The State University of New Jersey: New Brunswick, NJ, USA, 1996; pp. 145–230. [Google Scholar]
- European Medicines Agency (USA) Q 2 (R1) Validation of Analytical Procedures: Text and Methodology. Available online: https://www.ema.europa.eu/en/ich-q2r2-validation-analytical-procedures-scientific-guideline (accessed on 30 March 2024).
- Food and Drug Administration, USA. Dissolution Testing and Acceptance Criteria for Immediate-Release Solid Oral Dosage Form Drug Products Containing High Solubility Drug Substances—Guidance for Industry; Food and Drug Administration: Silver Spring, MD, USA, 2018.
- Tian, H.; Liu, D.; Yao, Y.; Ma, S.; Zhang, X.; Xiang, A. Effect of Sorbitol Plasticizer on the Structure and Properties of Melt Processed Polyvinyl Alcohol Films. J. Food Sci. 2017, 82, 2926–2932. [Google Scholar] [CrossRef] [PubMed]
- Mohsin, M.; Hossin, A.; Haik, Y. Thermomechanical properties of poly(vinyl alcohol) plasticized with varying ratios of sorbitol. Mater. Sci. Eng. A 2011, 528, 925–930. [Google Scholar] [CrossRef]
- Bates, S.; Zografi, G.; Engers, D.; Morris, K.; Crowley, K.; Newman, A. Analysis of amorphous and nanocrystalline solids from their X-ray diffraction patterns. Pharm. Res. 2006, 23, 2333–2349. [Google Scholar] [CrossRef] [PubMed]
- LaFountaine, J.S.; McGinity, J.W.; Williams, R.O., 3rd. Challenges and Strategies in Thermal Processing of Amorphous Solid Dispersions: A Review. AAPS PharmSciTech 2016, 17, 43–55. [Google Scholar] [CrossRef] [PubMed]
- Kayser, K.; Monschke, M.; Wagner, K.G. ASD Formation Prior to Material Characterization as Key Parameter for Accurate Measurements and Subsequent Process Simulation for Hot-Melt Extrusion. AAPS PharmSciTech 2022, 23, 176. [Google Scholar] [CrossRef] [PubMed]
- Okwuosa, T.C.; Stefaniak, D.; Arafat, B.; Isreb, A.; Wan, K.W.; Alhnan, M.A. A Lower Temperature FDM 3D Printing for the Manufacture of Patient-Specific Immediate Release Tablets. Pharm. Res. 2016, 33, 2704–2712. [Google Scholar] [CrossRef] [PubMed]
- Gioumouxouzis, C.I.; Baklavaridis, A.; Katsamenis, O.L.; Markopoulou, C.K.; Bouropoulos, N.; Tzetzis, D.; Fatouros, D.G. A 3D printed bilayer oral solid dosage form combining metformin for prolonged and glimepiride for immediate drug delivery. Eur. J. Pharm. Sci. 2018, 120, 40–52. [Google Scholar] [CrossRef]
- Matijasic, G.; Gretic, M.; Kezeric, K.; Petanjek, J.; Vukelic, E. Preparation of Filaments and the 3D Printing of Dronedarone HCl Tablets for Treating Cardiac Arrhythmias. AAPS PharmSciTech 2019, 20, 310. [Google Scholar] [CrossRef]
- Goyanes, A.; Buanz, A.B.; Hatton, G.B.; Gaisford, S.; Basit, A.W. 3D printing of modified-release aminosalicylate (4-ASA and 5-ASA) tablets. Eur. J. Pharm. Biopharm. 2015, 89, 157–162. [Google Scholar] [CrossRef]
- Alzahrani, A.; Narala, S.; Adel Ali Youssef, A.; Nyavanandi, D.; Bandari, S.; Mandati, P.; Almotairy, A.; Almutairi, M.; Repka, M. Fabrication of a shell-core fixed-dose combination tablet using fused deposition modeling 3D printing. Eur. J. Pharm. Biopharm. 2022, 177, 211–223. [Google Scholar] [CrossRef] [PubMed]
- Kempin, W.; Domsta, V.; Grathoff, G.; Brecht, I.; Semmling, B.; Tillmann, S.; Weitschies, W.; Seidlitz, A. Immediate Release 3D-Printed Tablets Produced Via Fused Deposition Modeling of a Thermo-Sensitive Drug. Pharm. Res. 2018, 35, 124. [Google Scholar] [CrossRef] [PubMed]
- Dores, F.; Kuźmińska, M.; Soares, C.; Bohus, M.; Shervington, L.A.; Habashy, R.; Pereira, B.C.; Peak, M.; Isreb, A.; Alhnan, M.A. Temperature and solvent facilitated extrusion based 3D printing for pharmaceuticals. Eur. J. Pharm. Sci. 2020, 152, 105430. [Google Scholar] [CrossRef] [PubMed]
- Long, M.; Chen, Y. Developing Solid Oral Dosage Forms. In Dissolution Testing of Solid Products; Academic Press: Cambridge, MA, USA, 2009. [Google Scholar] [CrossRef]
- Duan, P.; Lamm, M.S.; Yang, F.; Xu, W.; Skomski, D.; Su, Y.; Schmidt-Rohr, K. Quantifying Molecular Mixing and Heterogeneity in Pharmaceutical Dispersions at Sub-100 nm Resolution by Spin Diffusion NMR. Mol. Pharm. 2020, 17, 3567–3580. [Google Scholar] [CrossRef] [PubMed]
- Krause, S.; Iskandar, M. Phase Separation in Styrene-Alpha-Methyl Styrene Block Copolymers. Abstr. Pap. Am. Chem. Soc. 1977, 173, 130. [Google Scholar]
- Dedroog, S.; Pas, T.; Vergauwen, B.; Huygens, C.; Van den Mooter, G. Solid-state analysis of amorphous solid dispersions: Why DSC and XRPD may not be regarded as stand-alone techniques. J. Pharm. Biomed. Anal. 2020, 178, 112937. [Google Scholar] [CrossRef] [PubMed]
- Baird, J.A.; Taylor, L.S. Evaluation of amorphous solid dispersion properties using thermal analysis techniques. Adv. Drug Deliv. Rev. 2012, 64, 396–421. [Google Scholar] [CrossRef] [PubMed]
- Bikiaris, D.; Papageorgiou, G.Z.; Stergiou, A.; Pavlidou, E.; Karavas, E.; Kanaze, F.; Georgarakis, M. Physicochemical studies on solid dispersions of poorly water-soluble drugs. Thermochim. Acta 2005, 439, 58–67. [Google Scholar] [CrossRef]
- Fawcett, T.G.; Gates-Rector, S.; Gindhart, A.M.; Rost, M.; Kabekkodu, S.N.; Blanton, J.R.; Blanton, T.N. A practical guide to pharmaceutical analyses using X-ray powder diffraction. Powder Diffr. 2019, 34, 164–183. [Google Scholar] [CrossRef]
- Randall, C.S.R.; William, L.; Pierre, R. XRD: XRD in pharmaceutical analysis: A versatile tool for problem-solving. Am. Pharm. Rev. 2010, 13, 52. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Batch | Parteck MXP | Parteck MXP/Sorbitol 15% Extrudate | Loperamide | Aerosil | |
|---|---|---|---|---|---|
| 1 | PAR-LOP5%-AER1% | 94.0% | 5.0% | 1.0% | |
| 2 | PAR_LOP10%_AER1% | 89.0% | 10.0% | 1.0% | |
| 3 | PAR-SOR15%E_LOP5%_AER1% | 93.5% | 5.0% | 1.5% |
| Glass Transition First Heating | Onset [°C] | Endset [°C] | Glass Transition Second Heating | Onset [°C] | Endset [°C] |
|---|---|---|---|---|---|
| PAR | 49.64 | 52.99 | PAR | 61.11 | 72.76 |
| SOR | crystalline, Mp: 89.75 °C | SOR | −2.60 | 1.50 | |
| AER | N/A | AER | N/A | ||
| LOP | crystalline, Mp: 227.47 °C | LOP | 51.04 | 63.16 | |
| Batch 1 powder | 47.11 | 52.35 | Batch 1 powder | 62.09 | 73.44 |
| Batch 1 printed | 56.44 | 60.79 | Batch 1 printed | 58.67 | 74.56 |
| Batch 2 powder | 44.33 | 48.40 | Batch 2 powder | 58.43 | 75.10 |
| Batch 2 printed | 56.07 | 61.85 | Batch 2 printed | 54.53 | 71.96 |
| Batch 3 powder | N/A | Batch 3 powder | 31.21 | 54.07 | |
| Batch 3 printed | N/A | Batch 3 printed | 34.68 | 53.98 | |
| PAR_LOP5%_AER1% | PAR_LOP10%_AER1% | PAR-SOR15%E_LOP5%_AER1% | ||||
|---|---|---|---|---|---|---|
| Powdered | Printed | Powdered | Printed | Powdered | Printed | |
| Mean API content | 92.63% | 95.13% | 88.49% | 82.99% | 95.85% | 85.40% |
| Standard deviation | 2.74% | 12.88% | 1.50% | 1.30% | 5.65% | 0.92% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lenhart, J.; Pöstges, F.; Wagner, K.G.; Lunter, D.J. Evaluation of Printability of PVA-Based Tablets from Powder and Assessment of Critical Rheological Parameters. Pharmaceutics 2024, 16, 553. https://doi.org/10.3390/pharmaceutics16040553
Lenhart J, Pöstges F, Wagner KG, Lunter DJ. Evaluation of Printability of PVA-Based Tablets from Powder and Assessment of Critical Rheological Parameters. Pharmaceutics. 2024; 16(4):553. https://doi.org/10.3390/pharmaceutics16040553
Chicago/Turabian StyleLenhart, Jonas, Florian Pöstges, Karl G. Wagner, and Dominique J. Lunter. 2024. "Evaluation of Printability of PVA-Based Tablets from Powder and Assessment of Critical Rheological Parameters" Pharmaceutics 16, no. 4: 553. https://doi.org/10.3390/pharmaceutics16040553
APA StyleLenhart, J., Pöstges, F., Wagner, K. G., & Lunter, D. J. (2024). Evaluation of Printability of PVA-Based Tablets from Powder and Assessment of Critical Rheological Parameters. Pharmaceutics, 16(4), 553. https://doi.org/10.3390/pharmaceutics16040553