Mechanical Characteristics of Soda Residue Soil Incorporating Different Admixture: Reuse of Soda Residue

 ,
, 



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
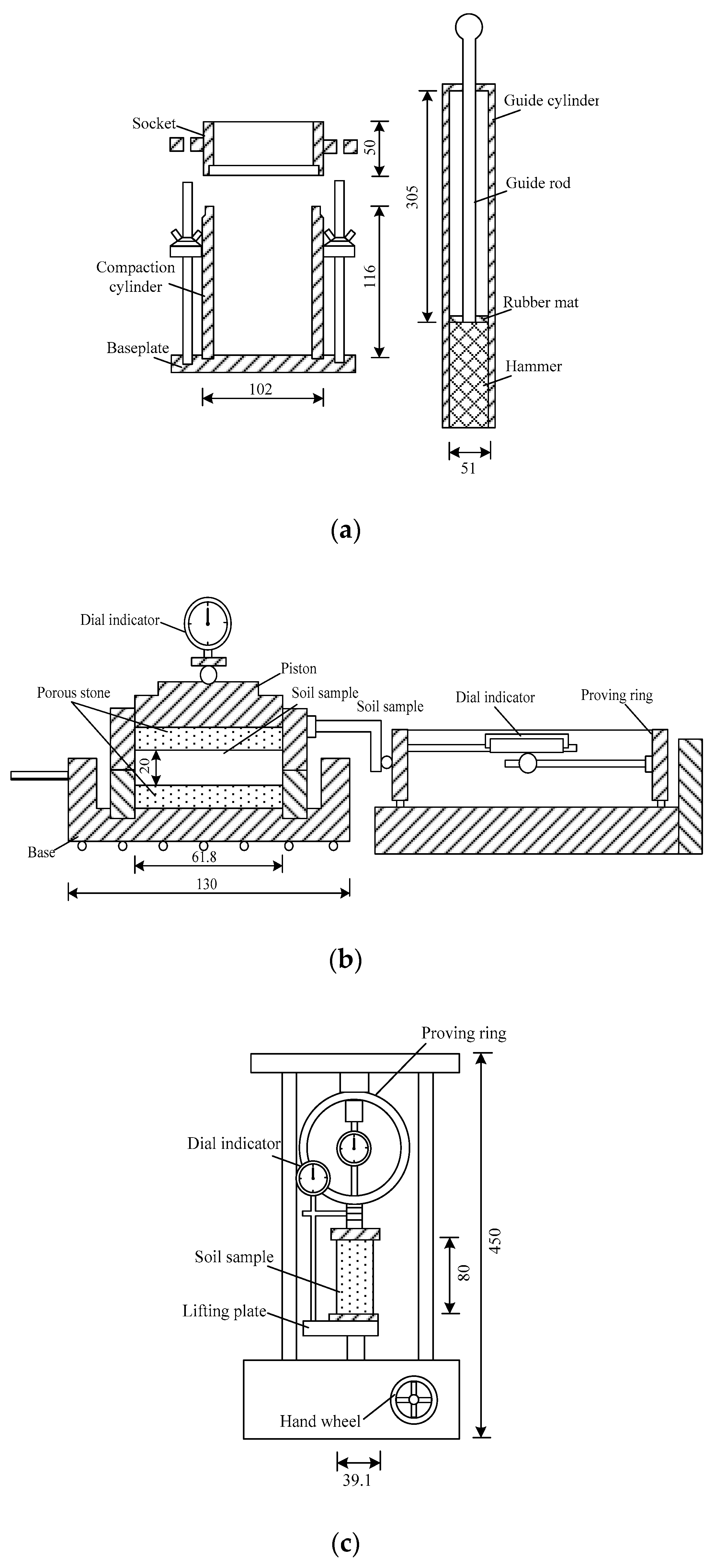
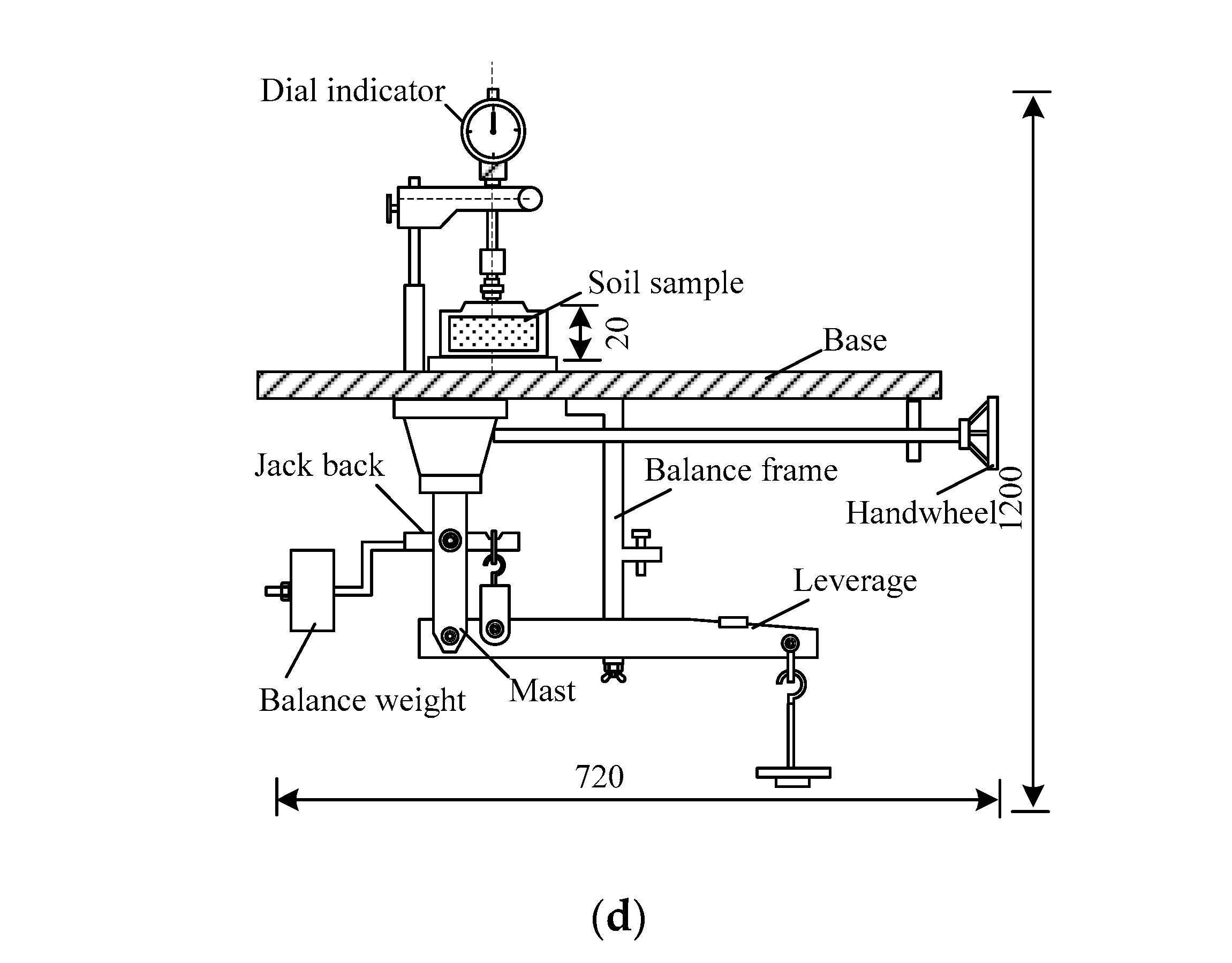
2.2.1. Laboratory Test Methods
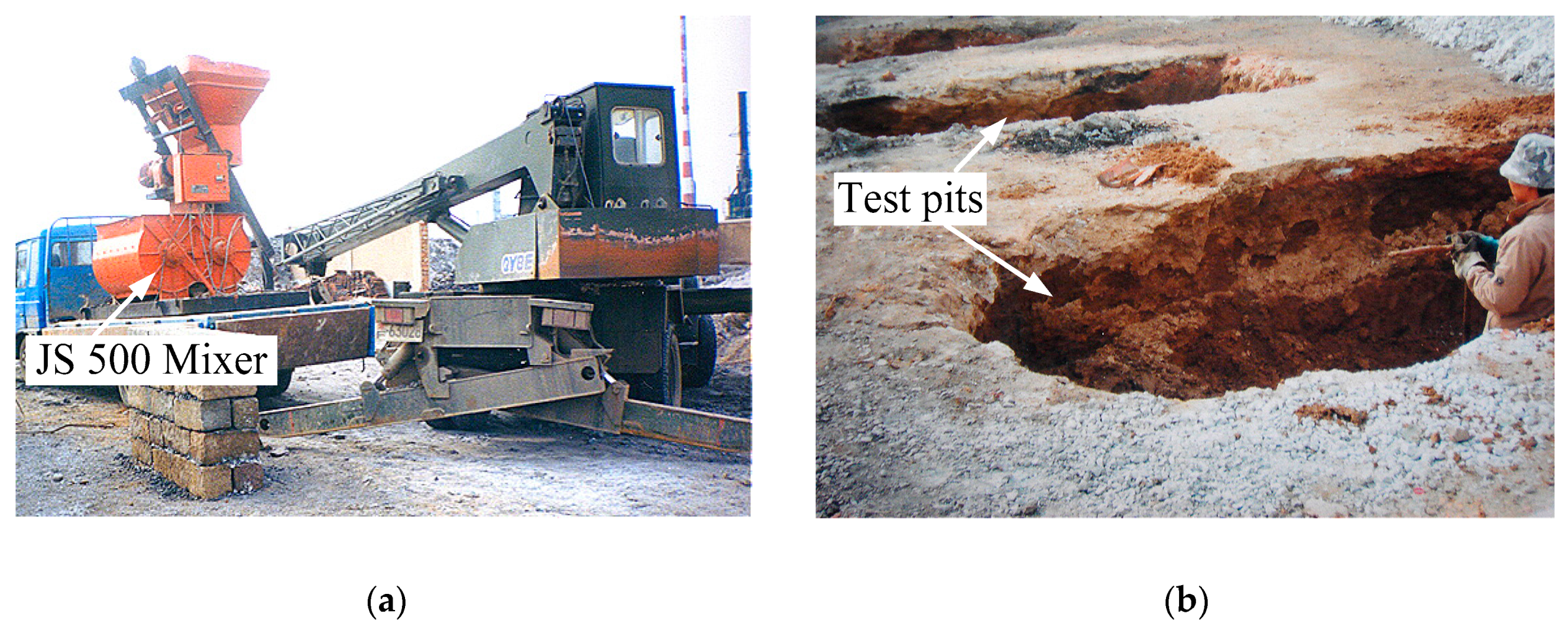
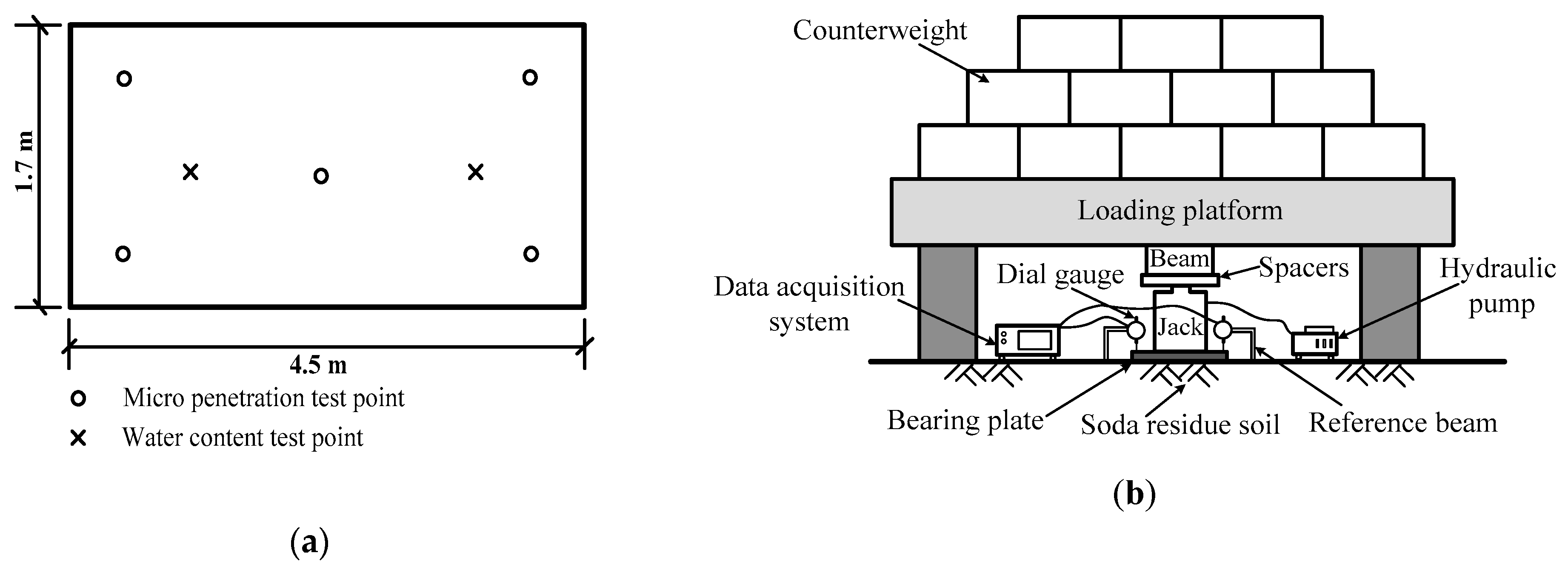
2.2.2. Field Test Methods
3. Laboratory Test Results and Analysis
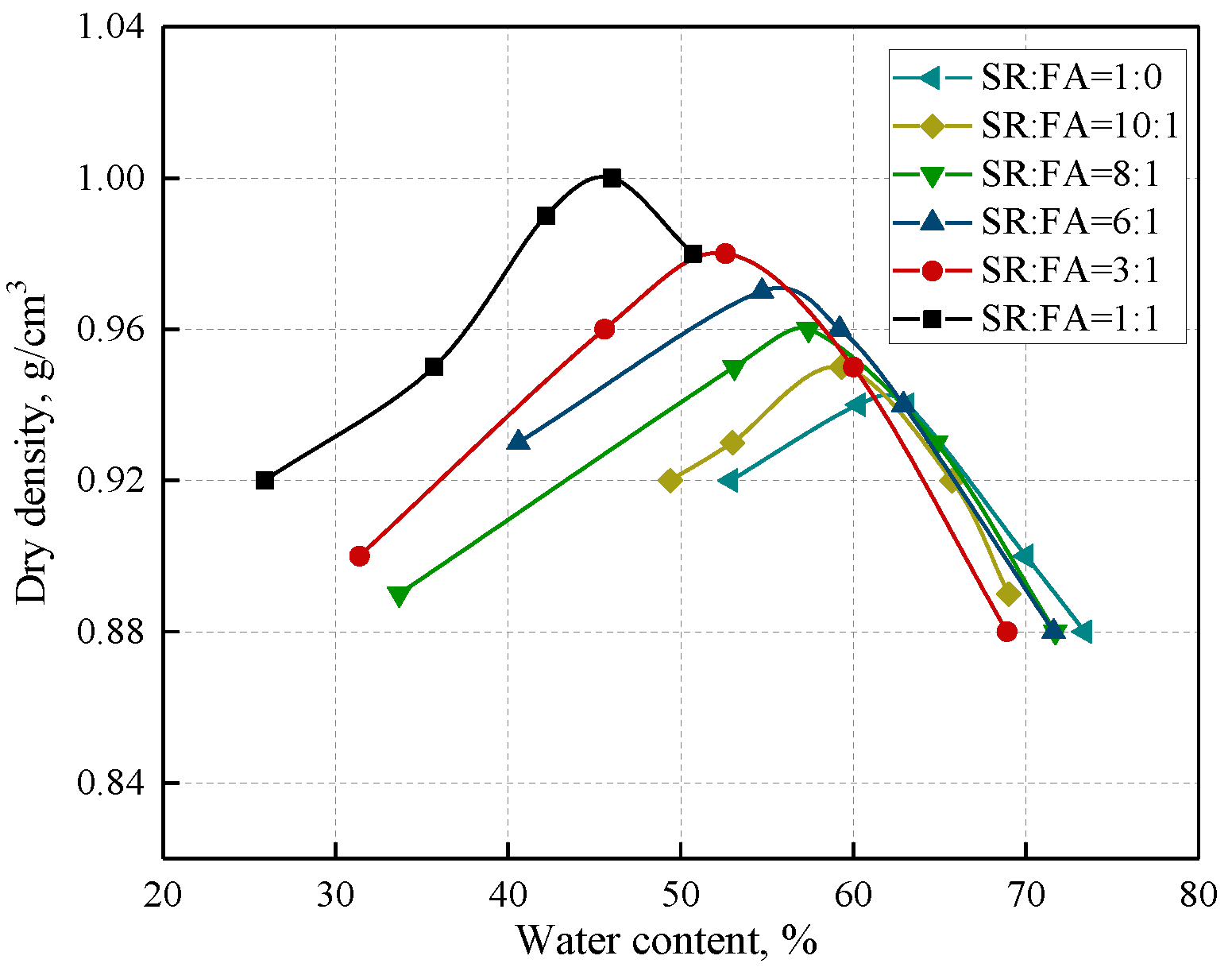
3.1. Compaction Test Analysis
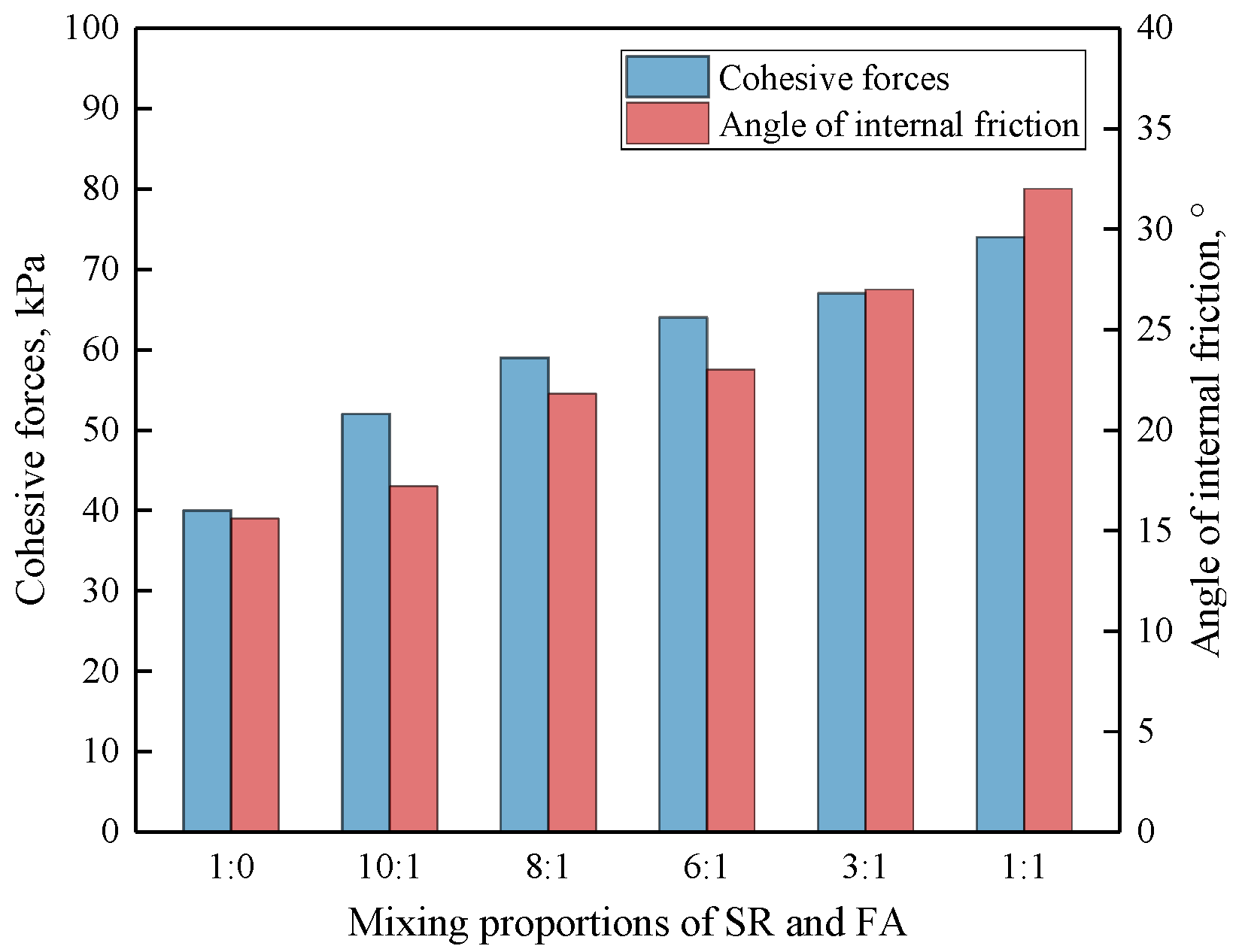
3.2. Direct Shear Test Analysis
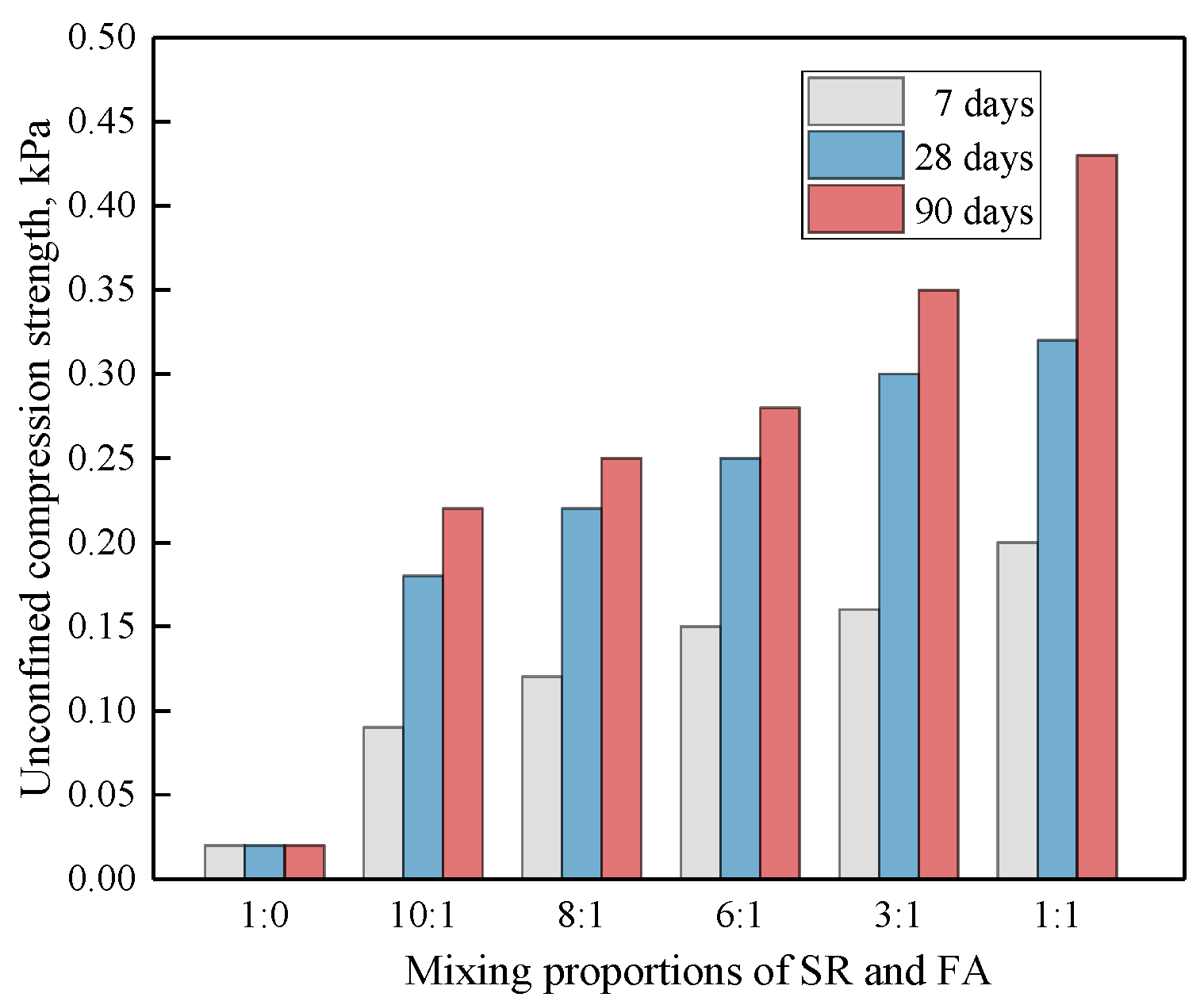
3.3. Unconfined Compression Strength Test Analysis
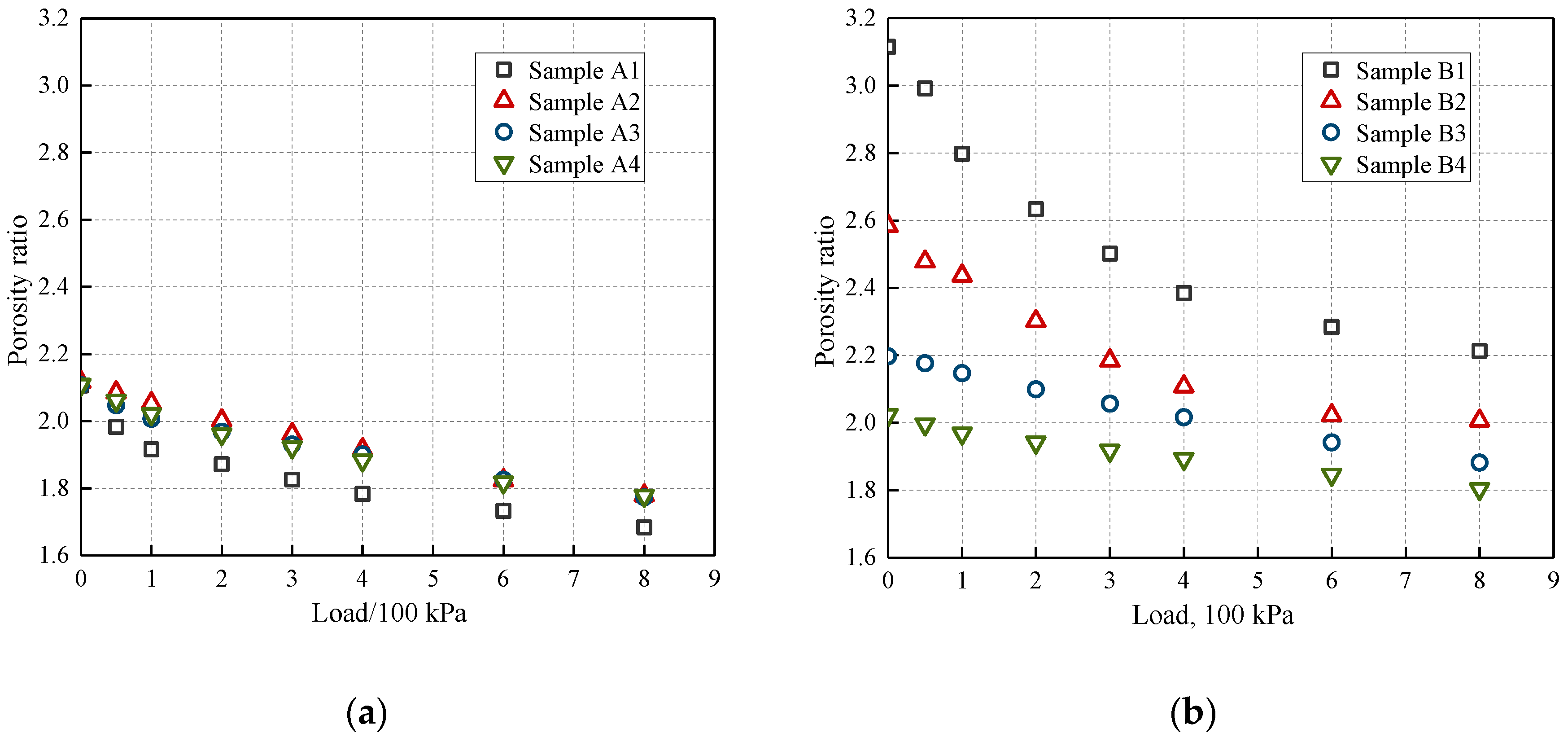
3.4. Confined Compression Test Analysis
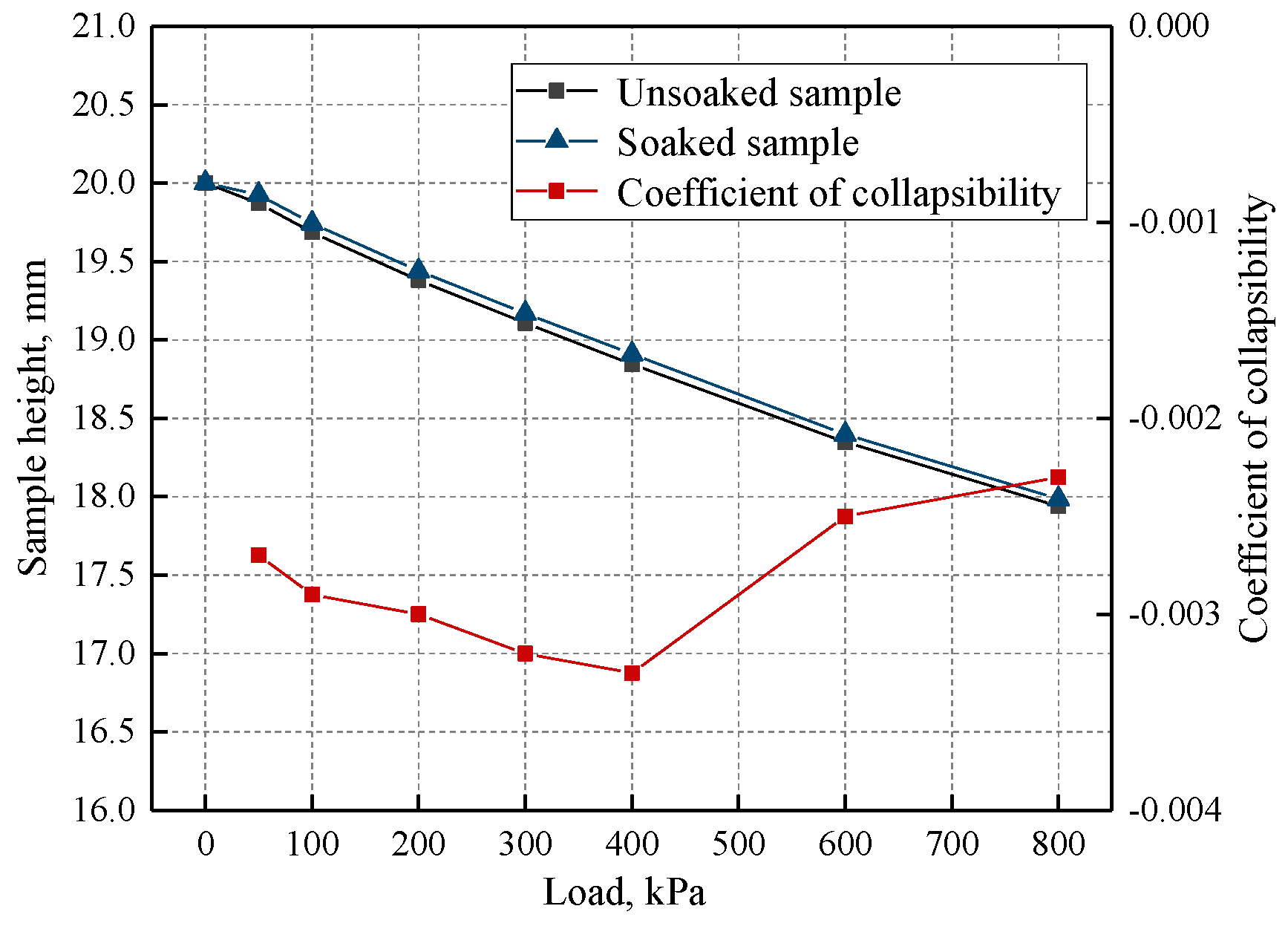
3.5. Collapsibility Test Analysis
4. Field Test Results and Analysis
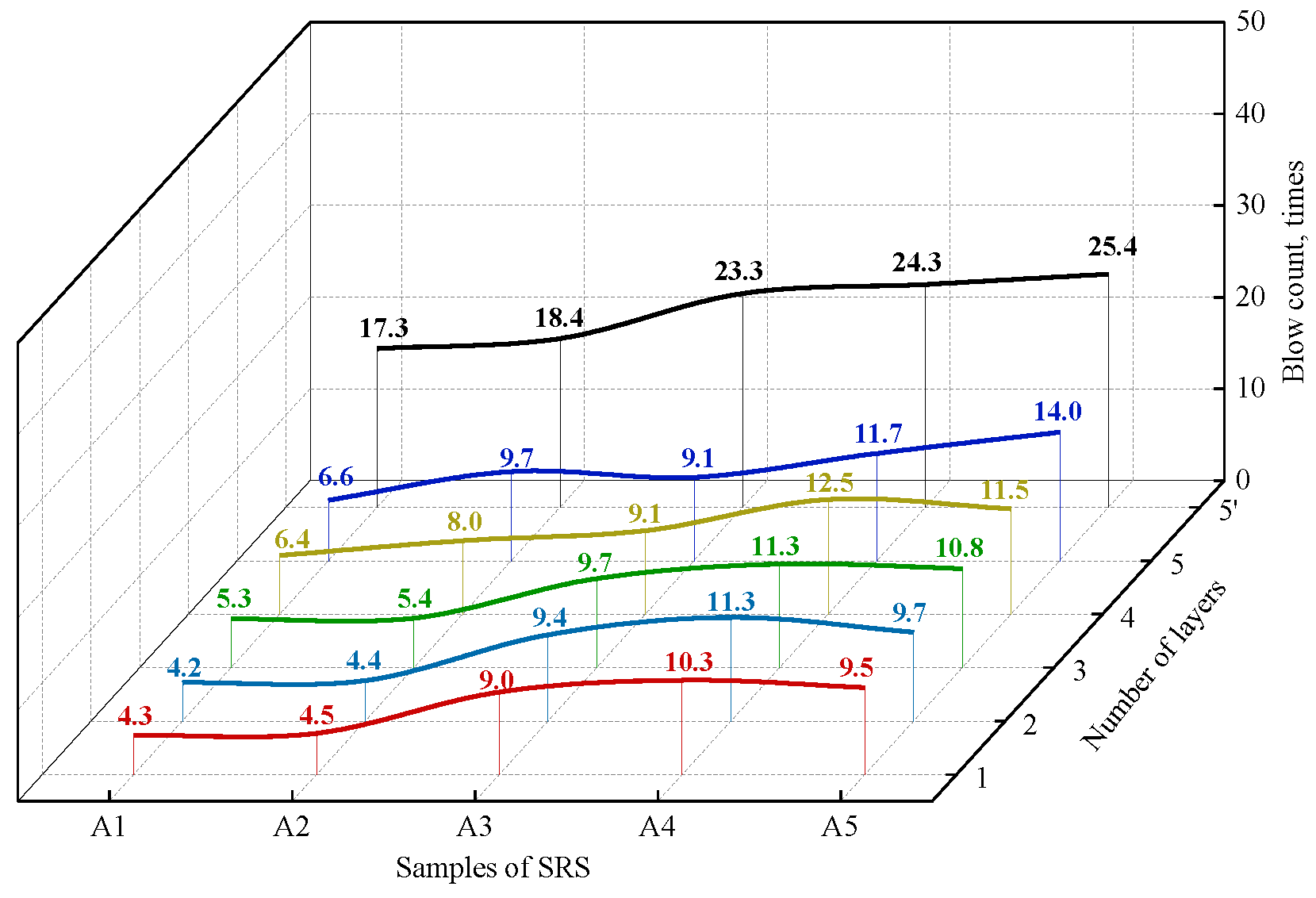
4.1. Micro Penetration Test Analysis
4.2. Compaction Coefficient Test Analysis
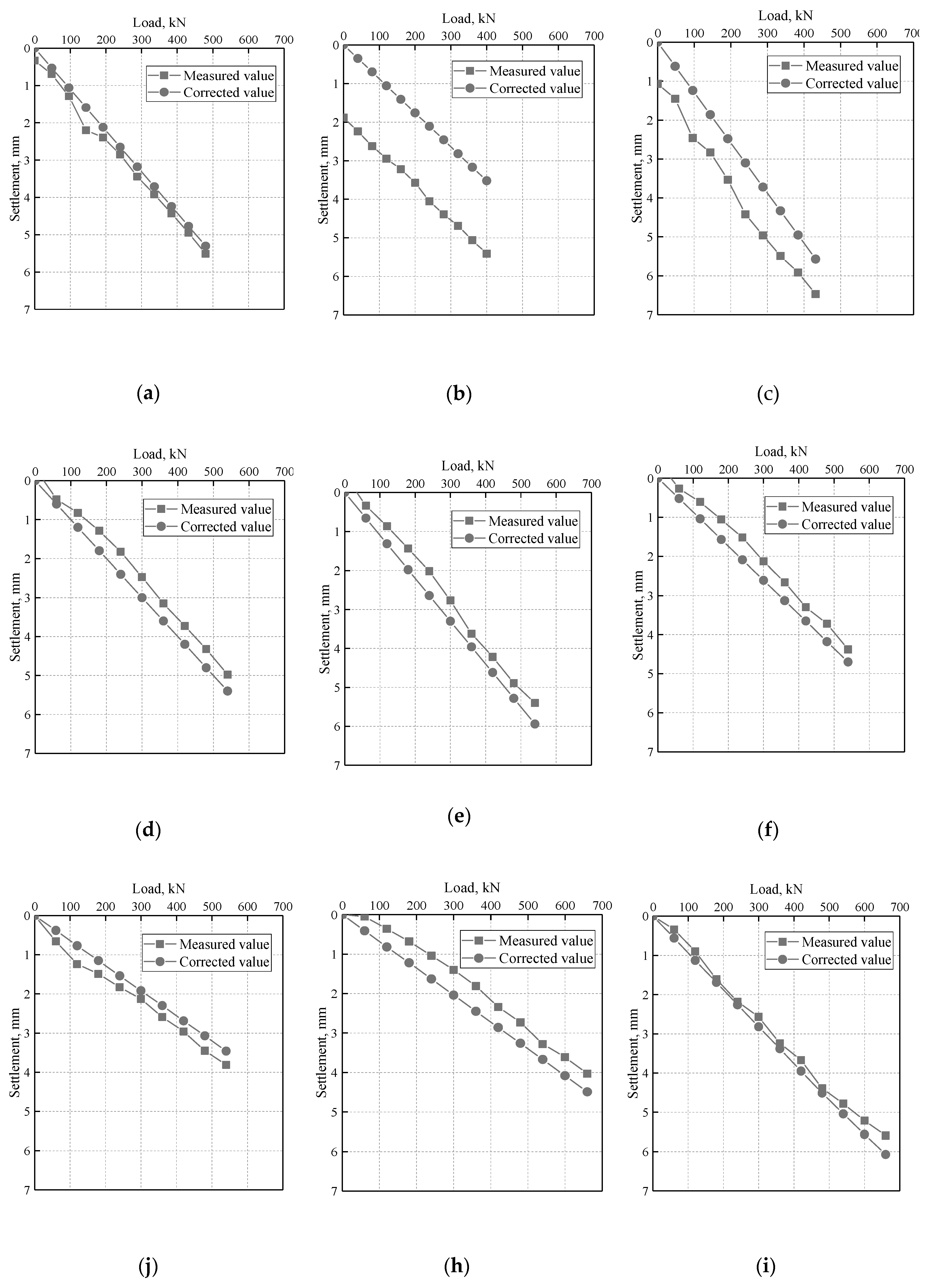
4.3. Plate Loading Test Analysis
5. Conclusions
- (1)
- The main chemical composition of SR is insoluble salts, and cohesive forces, angle of internal friction, and unconfined compression strength of SR are 40 kPa, 15.6°, and 0.02 kPa, respectively. The mechanical properties of SR need to be improved.
- (2)
- The addition of FA contributed to the strength development of SR, incorporating about 50% FA makes the admixture possess the highest cohesive forces, angle of internal friction, and unconfined compression strength, which account for 74 kPa, 32°, and 0.43 kPa, respectively. The SRS optimum water content range is 46–63%, and the corresponding dry density is 0.94–1.00 g/cm3. The SRS has good water stability and will not collapse.
- (3)
- The addition of sand and rubble in SRS has a significant effect on subgrade bearing capacity, but a slight effect on the modulus of deformation. The subgrade bearing capacity and deformation modulus can be improved by adding lime. The subgrade bearing capacity and deformation modulus of SRS in field tests are more than 210 kPa and 34.48 MPa, respectively.
Author Contributions
Funding
Conflicts of Interest
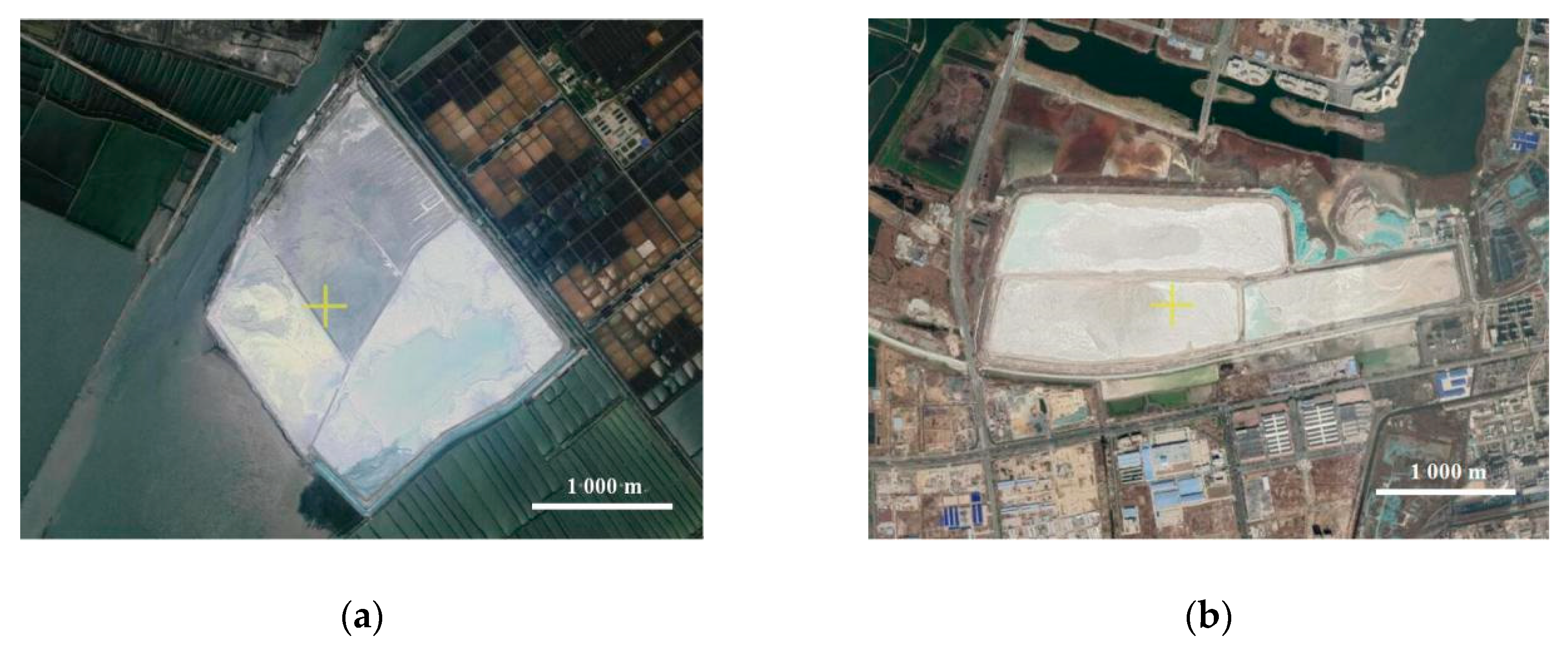
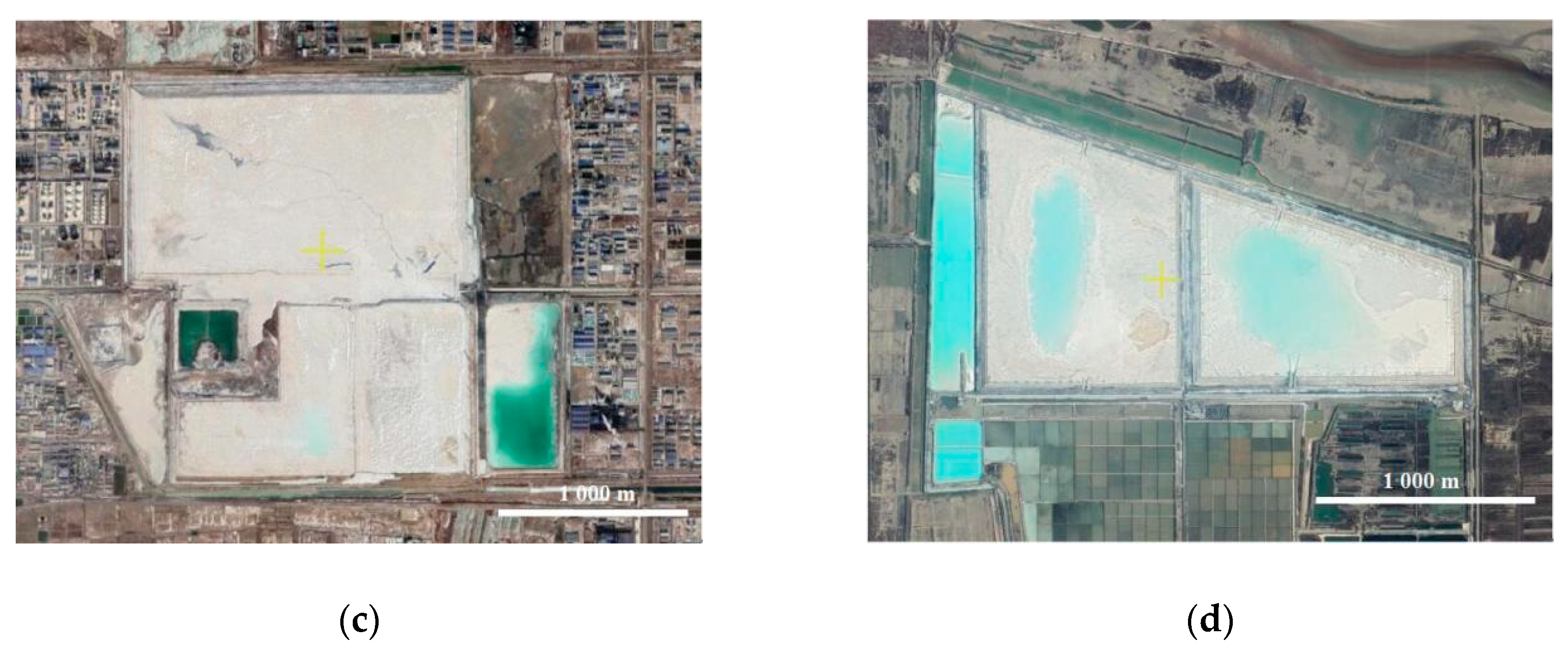
Appendix A. Remote Sensing Maps of Stacked Waste Soda Residues in China


References
- Zhao, X.H.; Liu, C.Y.; Wang, L.; Zuo, L.M.; Zhu, Q.; Ma, W. Physical and mechanical properties and micro characteristics of fly ash-based geopolymers incorporating soda residue. Cem. Concr. Comp. 2019, 98, 125–136. [Google Scholar] [CrossRef]
- Liu, R.Z.; Li, J.L.; Wang, Y.W.; Liu, D.W. Flotation separation of pyrite from arsenopyrite using sodium carbonate and sodium humate as depressants. Colloid. Surface. A 2020, 595, 124669. [Google Scholar] [CrossRef]
- Erabi, M.; Goshadrou, A. Bioconversion of Glycyrrhiza glabra residue to ethanol by sodium carbonate pretreatment and separate hydrolysis and fermentation using Mucor hiemalis. Ind. Crop. Prod. 2020, 152, 112537. [Google Scholar] [CrossRef]
- Ucal, G.O.; Mahyar, M.; Tokyay, M. Hydration of alinite cement produced from soda waste sludge. Construct. Build. Mater. 2018, 164, 178–184. [Google Scholar] [CrossRef]
- Zha, F.S.; Pan, D.D.; Xu, L.; Kang, B.; Yang, C.B.; Chu, C.F. Investigations on engineering properties of solidified/stabilized pb-contaminated soil based on alkaline residue. Adv. Civ. Eng. 2018, 8595419, 1–8. [Google Scholar] [CrossRef]
- Yan, C.; Song, X.K.; Zhu, P.; Sun, H.Y.; Li, Y.P.; Zhang, J.F. Experimental study on strength characteristics of soda residue with high water content. Chin. J. Geotech. Eng. 2007, 29, 1683–1688. [Google Scholar]
- Gomes, H.I.; Mayes, W.M.; Rogerson, M.; Stewart, D.I.; Burke, I.T. Alkaline residues and the environment: A review of impacts, management practices and opportunities. J. Clean. Prod. 2015, 112, 3571–3582. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.M.; Wang, L.J.; Mohd Zain, M.F.; Lai, F.C. Development of soda residue concrete expansion agent. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2003, 18, 79–82. [Google Scholar]
- Matthews, D.A.; Eddler, S.W. Decreases in pollutant loading from residual soda ash production waste. Water Air Soil Poll. 2003, 146, 55–73. [Google Scholar] [CrossRef]
- Zhao, X.H.; Liu, C.Y.; Zuo, L.M.; Zhu, Q.; Ma, W.; Liu, Y. Preparation and characterization of press-formed fly ash cement incorporating soda residue. Mater. Lett. 2019, 259, 126852. [Google Scholar] [CrossRef]
- Yang, J.J.; Xie, W.; Zhang, L.; He, C.S.; Bao, G.D. Study on experimental preparation of cement mortar incorporating fly ash-soda residue. Bull. Chin. Ceram. Soc. 2010, 29, 1211–1216. [Google Scholar]
- Kuznetsova, T.V.; Shatov, A.A.; Dryamina, M.A.; Badertdinov, R.N. Use of wastes from soda production to produce nonshrinking oil-well cement. Russ. J. Appl. Chem. 2005, 78, 698–701. [Google Scholar] [CrossRef]
- Zhang, G.; Li, X.; Li, Y.; Wu, T.; Sun, D.; Lu, F. Removal of anionic dyes from aqueous solution by leaching solutions of white mud. Desalination 2011, 274, 255–261. [Google Scholar] [CrossRef]
- Zhao, X.H.; Liu, C.Y.; Zuo, L.M.; Wang, L.; Zhu, Q.; Liu, Y.C.; Zhou, B.Y. Synthesis and characterization of fly ash geopolymer paste for goaf backfill: Reuse of soda residue. J. Clean. Prod. 2020, 260, 121045. [Google Scholar] [CrossRef]
- Zhao, X.H.; Liu, C.Y.; Zuo, L.M.; Wang, L.; Zhu, Q.; Wang, M.K. Investigation into the effect of calcium on the existence form of geopolymerized gel product of fly ash based geopolymers. Cement Concrete Comp. 2018, 103, 279–292. [Google Scholar] [CrossRef]
- Yuan, X.M.; Zhang, H.; Liu, X.M.; Xiong, F. Influence of alkaline residue site on carst groundwater. Admin. Tech. Environ. Monit. 2010, 22, 36–39. [Google Scholar]
- Yu, S.J.; Bi, W.Y. Research on the impact of CI- to environment when industrial soda residue is appiled in highway project. Energy Environ. Prot. 2007, 21, 47–50. [Google Scholar] [CrossRef]
- Ohenoja, K.; Pesonen, J.; Yliniemi, J.; Illikainen, M. Utilization of fly ashes from fluidized bed combustion: A review. Sustainability 2020, 12, 2988. [Google Scholar] [CrossRef] [Green Version]
- Czop, M.; Lazniewska-Piekarczyk, B. Evaluation of the leachability of contaminations of fly ash and bottom ash from the combustion of solid municipal waste before and after stabilization process. Sustainability 2020, 11, 5384. [Google Scholar] [CrossRef] [Green Version]
- Ilyukhin, V.V.; Nevsky, N.N.; Bickbau, M.J. Crystal structure of alinite. Nature 1977, 269, 397–398. [Google Scholar] [CrossRef]
- Vaidyanathan, D.; Kapur, P.C.; Singh, B.N. Production and properties of alinite cements from steel plant wastes. Cement. Concrete. Res. 1990, 20, 15–24. [Google Scholar]
- Hou, G.H. Design and research of the mineral composition of white alinite cement. J. Build. Mater. 2002, 5, 80–83. [Google Scholar]
- Kesim, A.G.; Tokyay, M.; Yaman, I.O.; Ozturk, A. Properties of alinite cement produced by using soda sludge. Adv. Cem. Res. 2013, 25, 104–111. [Google Scholar] [CrossRef]
- Sumajouw, D.M.J.; Hardjito, D.; Wallah, S.E.; Rangan, B.V. Fly ash-based geopolymer concrete: Study of slender reinforced columns. J. Mater. Sci. 2007, 42, 3124–3130. [Google Scholar] [CrossRef]
- Moreno, N.; Querol, X.; Andres, J.M.; Stanton, K.; Towler, M.; Nugteren, H.; Janssen-Jurkovicova, M.; Jones, R. Physico-chemical characteristics of European pulverized coal combustion fly ashes. Fuel 2005, 84, 1351–1363. [Google Scholar] [CrossRef]
- Nuccetelli, C.; Pontikes, Y.; Leonardi, F.; Trevisi, R. New perspectives and issues arising from the introduction of (NORM) residues in building materials: A critical assessment on the radiological behaviour. Constr. Build. Mater. 2015, 82, 323–331. [Google Scholar] [CrossRef]
- Cherian, C.; Siddiqua, S. Pulp and paper mill fly ash: A review. Sustainability 2019, 11, 4394. [Google Scholar] [CrossRef] [Green Version]
- Park, S.M.; Khalid, H.R.; Seo, J.H.; Yoon, H.N.; Son, H.M.; Kim, S.H.; Lee, N.K.; Lee, H.K.; Jang, J.G. Pressure-induced geopolymerization in alkali-activated fly ash. Sustainability 2018, 10, 3538. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.L.; Wang, Y.S.; Fang, G.H.; Alrefaei, Y.; Dong, B.Q.; Xing, F. A preliminary study on capsule-based self-healing grouting materials for grouted splice sleeve connection. Construct. Build. Mater. 2018, 170, 418–423. [Google Scholar] [CrossRef]
- Sun, J.Y.; Gu, X. Engineering properties of the new non-clinker incorporating soda residue solidified soil. J. Build. Mater. 2014, 17, 1031–1035. [Google Scholar]
- Yan, S.W.; Hou, J.F.; Liu, R. Research on geotechnical properties and environmental effect of mixture of soda waste and fly ash. Rock Soil Mech. 2006, 27, 2305–2308. [Google Scholar]
- Ji, G.D.; Yang, C.H.; Liu, W.; Zuo, J.J.; Lei, G.W. An experimental study on the engineering properties of backfilled alkali wastes reinforced by fly ash. Rock Soil Mech. 2015, 36, 2169–2176. [Google Scholar]
- Otsuki, A.; Gonçalves, P.P.; Stieghorst, C.; Révay, Z. Non-destructive characterization of mechanically processed waste printed circuit boards: X-ray fluorescence spectroscopy and prompt gamma activation analysis. J. Compos. Sci. 2019, 3, 54. [Google Scholar] [CrossRef] [Green Version]
- Otsuki, A.; Gonçalves, P.P.; Leroy, E. Selective milling and elemental assay of printed circuit board particles for their recycling purpose. Metals 2019, 9, 899. [Google Scholar] [CrossRef] [Green Version]
- Otsuki, A.; Mensbruge, L.D.L.; King, A.; Serranti, S.; Fiore, L.; Bonofazi, G. Non-destructive characterization of mechanically processed waste printed circuit boards-particle liberation analysis. Waste Manag. 2020, 102, 510–519. [Google Scholar] [CrossRef]
- Han, F.Q.; Zhang, M.Y.; Zhou, Y.Z. Laboratory research on strength and deformation of soda residue soil. J. Qingdao Univ. Tech. 2004, 25, 20–22. [Google Scholar]
- Li, Y.Y.; Yan, S.W.; Zhang, J.Y.; Yin, X.T. Engineering properties and microstructural features of the soda residue. Chin. J. Geotech. Eng. 1999, 21, 100–103. [Google Scholar]
- Liu, C.Y.; Hu, L.; Zhu, Q.; Zhao, X.H.; Liu, Y.C.; Ma, W. Experimental study on performance of fly ash reinforced soda residue padding pad. J. Hebei Univ. Tech. 2018, 47, 87–93. [Google Scholar]
- Ahmadi, S.F.; Eskandari, M. Vibration analysis of a rigid circular disk embedded in a transversely isotropic solid. J. Eng. Mech. 2014, 140, 04014048. [Google Scholar] [CrossRef]
- Eskandari, M.; Samea, P.; Ahmadi, S.F. Axisymmetric time-harmonic response of a surface-stiffened transversely isotropic half-space. Meccanica 2017, 52, 183–196. [Google Scholar] [CrossRef]
- Ahmadi, S.F.; Samea, P.; Eskandari, M. Axisymmetric response of a bi-material full-space reinforced by an interfacial thin film. Int. J. Solids. Struct. 2016, 90, 251–260. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Zhang, N.; Li, Q.; Chen, X.H. Dynamic response of bridge abutment to sand-rubber mixtures backfill under seismic loading conditions. J. Vibroeng. 2017, 19, 434–446. [Google Scholar]
- Wang, Q.; Li, J.J.; Yao, G.; Zhu, X.N.; Hu, S.G.; Qiu, J.; Chen, P.; Lyu, X.J. Characterization of the mechanical properties and microcosmic mechanism of Portland cement prepared with soda residue. Constr. Build. Mater. 2020, 241, 1–11. [Google Scholar] [CrossRef]
- Li, G.X. On soil skeleton and seepage force. Chin. J. Geotech. Eng. 2016, 38, 1522–1528. [Google Scholar]
- San José Martínez, F.; Martín, M.A.; Caniego, F.J.; Tuller, M.; Guber, A.; Pachepsky, Y.; García-Gutiérrez, C. Multifractal analysis of discretized X-ray CT images for the characterization of soil macropore structures. Geoderma 2010, 156, 32–42. [Google Scholar] [CrossRef] [Green Version]
- Kuang, Z.; Zhang, M.Y.; Bai, X.Y. Load-bearing characteristics of fibreglass uplift anchors in weathered rock. Proc. Inst. Civ. Eng-Geotech. En. 2020, 173, 49–57. [Google Scholar] [CrossRef]
- Chen, X.Y.; Zhang, M.Y.; Bai, X.Y. Axial resistance of bored piles socketed into soft rock. KSCE J. Civ. Eng. 2019, 23, 46–55. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Soda Residue | Percentage (wt %) | Fly Ash | Percentage (wt %) |
|---|---|---|---|
| CaCO3 | 51.22 | SiO2 | 51.64 |
| Mg(OH)2 | 12.78 | Al2O3 | 25.17 |
| NaCl | 10.87 | Fe2O3 | 13.24 |
| CaSO4 | 9.24 | CaO | 3.23 |
| Fe2O3 | 5.23 | MgO | 2.51 |
| CaCl2 | 4.45 | LOI * | 3.14 |
| CaO | 2.10 | Others | 1.07 |
| Acid insoluble | 4.11 | - | - |
| No. | Mixing Proportions * |
|---|---|
| A1 | SR:FA = 12: 1 |
| A2 | SR:FA = 10: 1 |
| A3 | SR:FA:L = 13:6:1 |
| A4 | SR:FA:S:L = 10:5:4:1 |
| A5 | SR:FA:R:L = 10:5:4:1 |
| No. | A1 | A2 | A3 | A4 | B1 | B2 | B3 | B4 |
|---|---|---|---|---|---|---|---|---|
| Water content/% | 43.2 | 54.1 | 65.2 | 69.9 | 65.2 | 65.2 | 65.2 | 65.2 |
| Coefficient of compaction/MPa | 0.90 | 0.90 | 0.90 | 0.90 | 0.70 | 0.80 | 0.90 | 0.95 |
| No. | A1 | A2 | A3 | A4 | B1 | B2 | B3 | B4 |
|---|---|---|---|---|---|---|---|---|
| Coefficient of compressibility/MPa−1 | 0.449 | 0.495 | 0.388 | 0.492 | 1.644 | 1.347 | 0.480 | 0.267 |
| Modulus of compressibility/MPa | 6.496 | 6.619 | 7.751 | 6.140 | 2.310 | 2.551 | 6.556 | 11.016 |
| Compressibility of Soil | Coefficient of Compressibility a1-2/MPa−1 |
|---|---|
| Low-compressibility soil | a1-2 < 0.1 |
| Medium-compressibility soil | 0.1 ≤ a1-2 < 0.5 |
| High-compressibility soil | a1-2 ≥ 0.5 |
| No. | Density /g·cm−3 | Water Content /% | Dry Density /g·cm−3 | Maximum Dry Density/g·cm−3 | Compaction Coefficient | Average * |
|---|---|---|---|---|---|---|
| A1 | 1.49 | 71.8 | 0.88 | 0.96 | 0.92 | 0.94 |
| 1.54 | 67.1 | 0.92 | 0.96 | 0.96 | ||
| A2 | 1.55 | 67.5 | 0.93 | 0.94 | 0.99 | 0.99 |
| 1.51 | 65.3 | 0.91 | 0.93 | 0.98 |
| No. | A1-1 | A1-2 | A1-3 | A2-1 | A2-2 | A2-3 | A3 | A4 | A5 |
|---|---|---|---|---|---|---|---|---|---|
| Subgrade bearing capacity/kPa | ≥210 | ≥220 | ≥270 | ≥330 | ≥330 | ||||
| Modulus of deformation/MPa | 34.48 | 44.68 | 73.24 | 68.93 | 50.40 | ||||
| Mechanical Indexes | A4 SRS | Clay | Sand Soil |
|---|---|---|---|
| Subgrade bearing capacity/kPa | >330 | 120~180 | 150~220 |
| Modulus of deformation/MPa | 68.93 | 10~22 | 16~35 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Yan, N.; Zhang, M.; Liu, J.; Bai, X.; Wang, Y. Mechanical Characteristics of Soda Residue Soil Incorporating Different Admixture: Reuse of Soda Residue. Sustainability 2020, 12, 5852. https://doi.org/10.3390/su12145852
Ma J, Yan N, Zhang M, Liu J, Bai X, Wang Y. Mechanical Characteristics of Soda Residue Soil Incorporating Different Admixture: Reuse of Soda Residue. Sustainability. 2020; 12(14):5852. https://doi.org/10.3390/su12145852
Chicago/Turabian StyleMa, Jiaxiao, Nan Yan, Mingyi Zhang, Junwei Liu, Xiaoyu Bai, and Yonghong Wang. 2020. "Mechanical Characteristics of Soda Residue Soil Incorporating Different Admixture: Reuse of Soda Residue" Sustainability 12, no. 14: 5852. https://doi.org/10.3390/su12145852
APA StyleMa, J., Yan, N., Zhang, M., Liu, J., Bai, X., & Wang, Y. (2020). Mechanical Characteristics of Soda Residue Soil Incorporating Different Admixture: Reuse of Soda Residue. Sustainability, 12(14), 5852. https://doi.org/10.3390/su12145852