
The Application of Industry 4.0 Technological Constituents for Sustainable Manufacturing: A Content-Centric Review


 ,
,  and
and
Abstract
:1. Introduction
- How are Industry 4.0 enabling technologies used in sustainable manufacturing?
- How do Industry 4.0 enabling technologies help manufacturers’ sustainable performance?
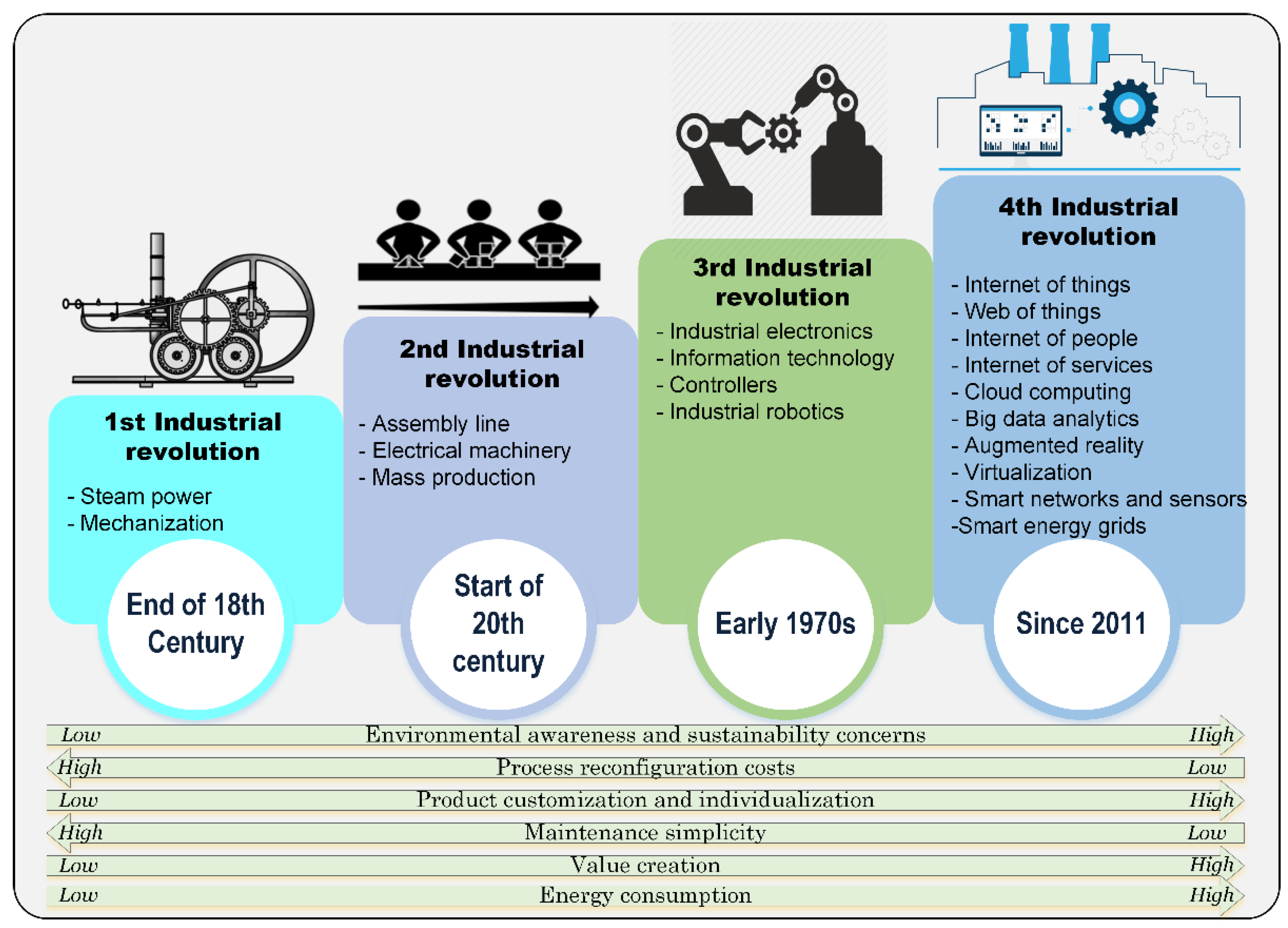
2. Background of the Industry 4.0 Concept
2.1. Overview of Industry 4.0
2.2. Industry 4.0 Technological Trends
2.3. Application Areas
3. Sustainable Manufacturing
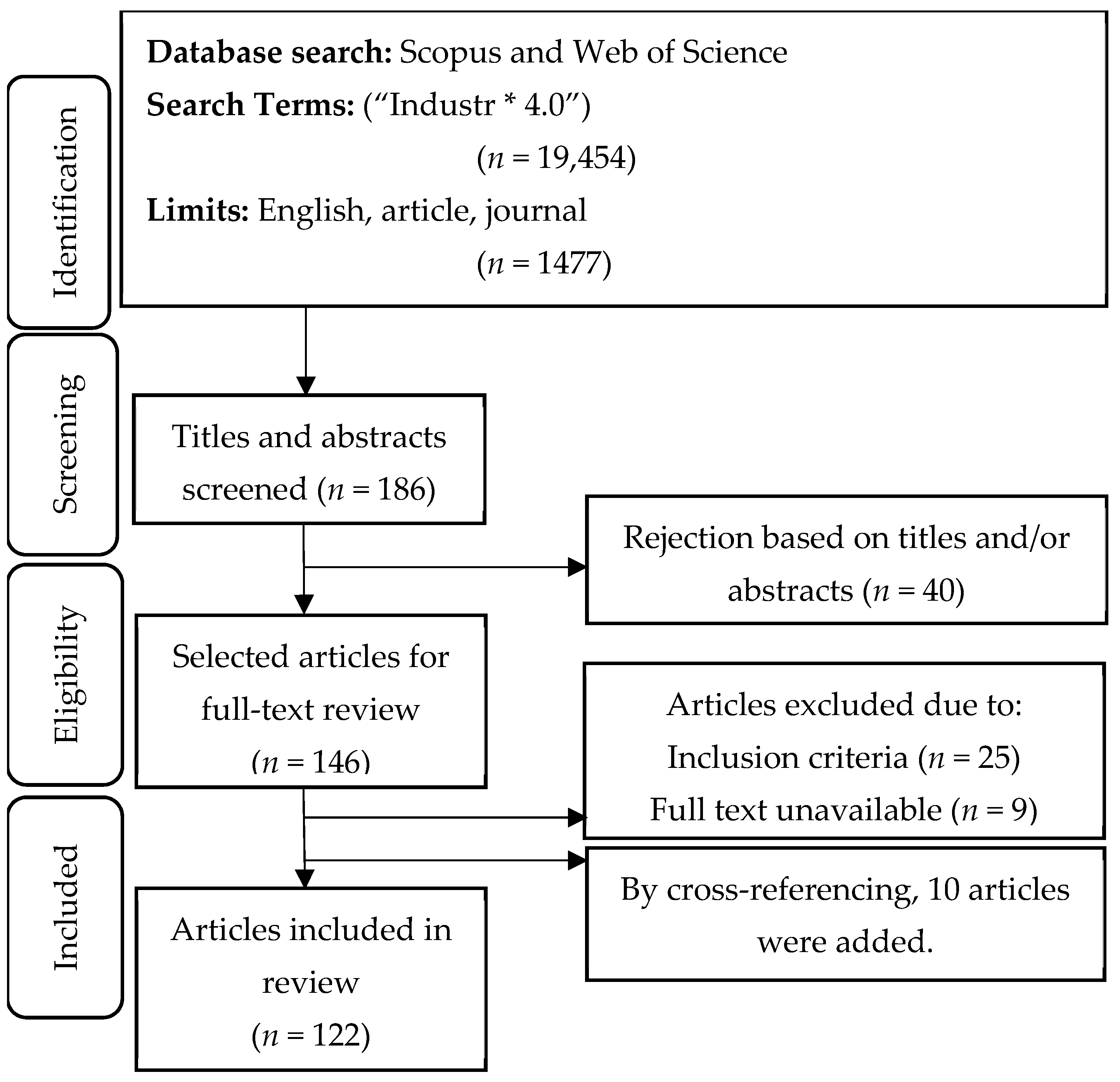
4. Methodology
4.1. Literature Selection Strategy
4.2. Sample Description
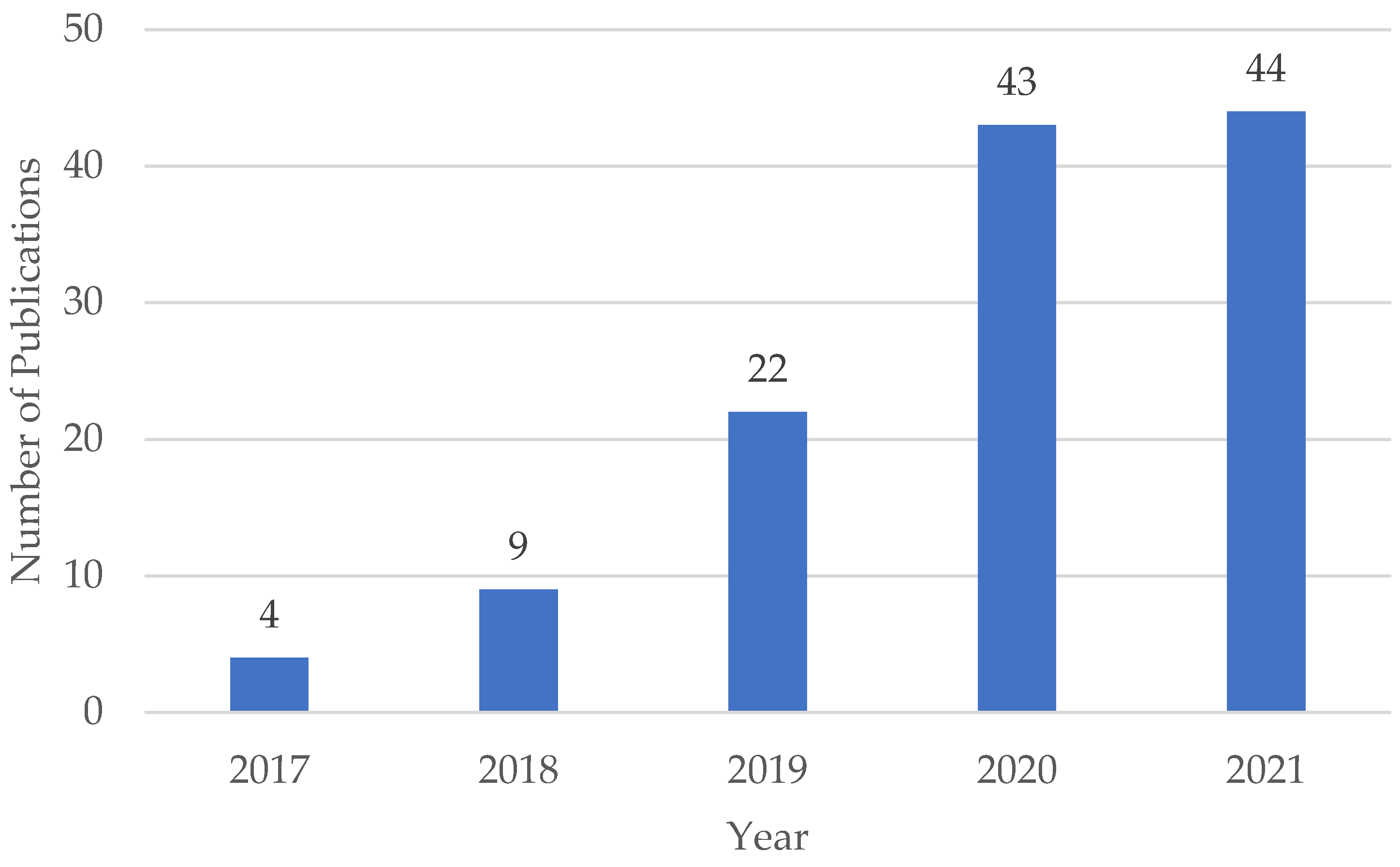
4.2.1. Yearwise Publication Analysis
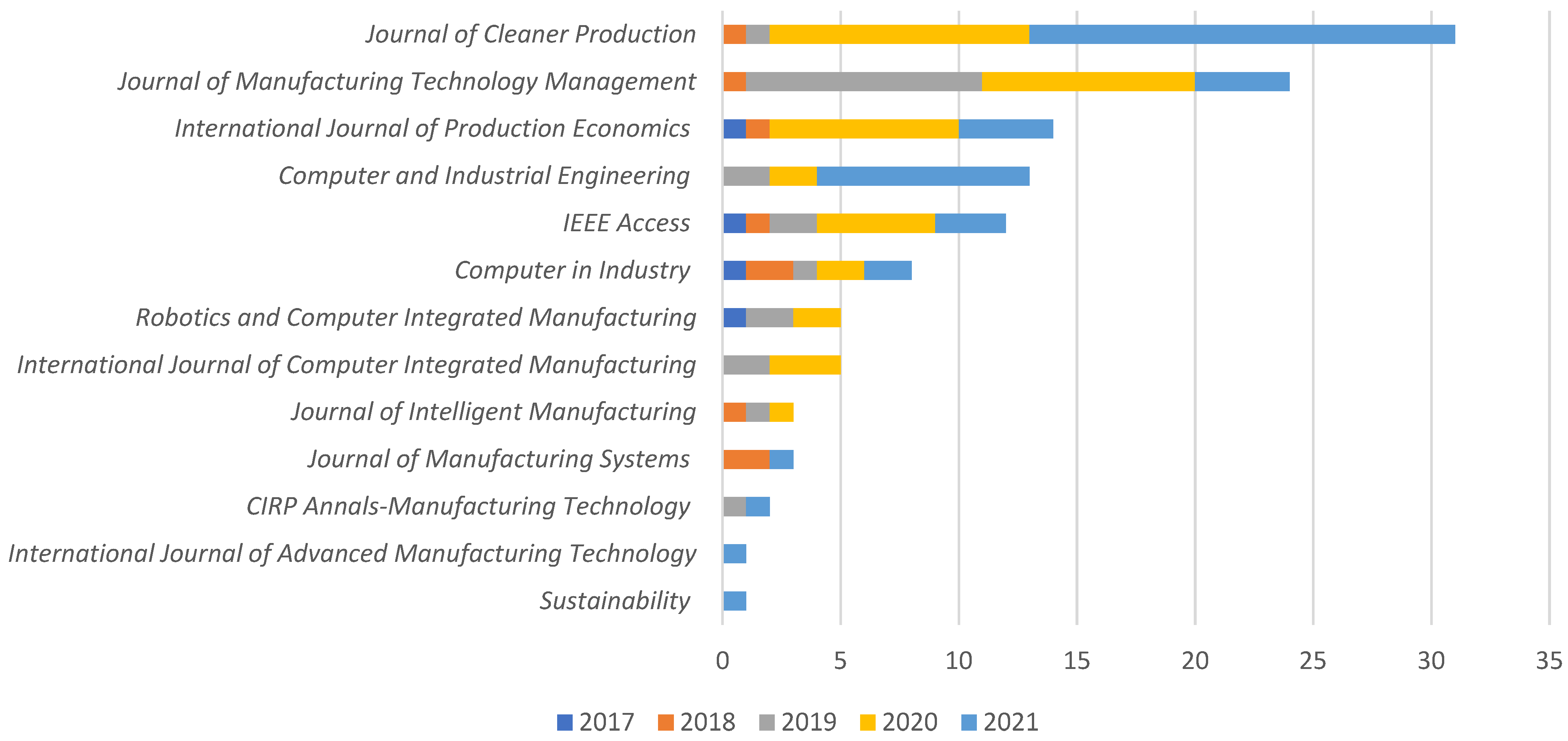
4.2.2. Journal Contributions
5. Uses of Industry 4.0 Enabling Technology in Sustainable Manufacturing
5.1. Economic Performance
5.1.1. Product Pricing
5.1.2. Financial Capabilities
5.1.3. Quality
5.1.4. Efficient Production Processes
5.2. Social Performance
5.2.1. Human Rights
5.2.2. Labor Practices and Decent Work
5.2.3. Product Stewardship
5.2.4. Business–Social Interaction
5.3. Environmental Performance
5.3.1. Environmental Competence
5.3.2. Green Product Design
5.3.3. Regular Environmental Audits
5.3.4. Presence of Training Facilities
6. Sustainable Manufacturing Challenges
7. Conclusions and Future Research
- The contribution of these innovative technologies to sustainability is intertwined. Future study will necessitate the development of the interpretive structural model to identify the inter-relationships of sustainable uses of Industry 4.0-related technology.
- The social performance of sustainability is less studied in this innovative technology literature. Thus, future studies should look into the role of these innovative technologies in the social performance of manufacturing firms.
- The challenges and determinants of using these innovative technologies to promote sustainable development have received less attention in the literature, and further study is required to address the gap.
- Future evaluations may incorporate conference papers and book chapters.
- Authors may screen the articles separately, and issues were addressed by consensus among all the authors since the article inclusion and exclusion for this review were dependent on subjective judgment.
- Publications were chosen from two databases (Scopus and Web of Science), and we may have overlooked some literature due to their enormous populations.
Author Contributions
Funding
Institutional Review Board Statement
Conflicts of Interest
References
- Simmert, B.; Ebel, P.A.; Peters, C.; Bittner, E.A.C.; Leimeister, J.M. Conquering the Challenge of Continuous Business Model Improvement: Design of a Repeatable Process. Bus. Inf. Syst. Eng. 2019, 61, 451–468. [Google Scholar] [CrossRef]
- Mullet, V.; Sondi, P.; Ramat, E. A Review of Cybersecurity Guidelines for Manufacturing Factories in Industry 4.0. IEEE Access 2021, 9, 23235–23263. [Google Scholar] [CrossRef]
- Gilchrist, A. Introducing Industry 4.0; Apress: Berkeley, CA, USA, 2016; Volume 33, pp. 195–215. [Google Scholar] [CrossRef]
- Ooi, K.-B.; Lee, V.-H.; Tan, G.W.-H.; Hew, T.-S.; Hew, J.-J. Cloud computing in manufacturing: The next industrial revolution in Malaysia? Expert Syst. Appl. 2018, 93, 376–394. [Google Scholar] [CrossRef]
- Peruzzini, M.; Grandi, F.; Pellicciari, M. Benchmarking of Tools for User Experience Analysis in Industry 4.0. Procedia Manuf. 2017, 11, 806–813. [Google Scholar] [CrossRef]
- Tupa, J.; Simota, J.; Steiner, F. Aspects of Risk Management Implementation for Industry 4.0. Procedia Manuf. 2017, 11, 1223–1230. [Google Scholar] [CrossRef]
- Bai, C.; Dallasega, P.; Orzes, G.; Sarkis, J. Industry 4.0 technologies assessment: A sustainability perspective. Int. J. Prod. Econ. 2020, 229, 107776. [Google Scholar] [CrossRef]
- Yadav, G.; Kumar, A.; Luthra, S.; Garza-Reyes, J.A.; Kumar, V.; Batista, L. A Framework to Achieve Sustainability in Man-ufacturing Organisations of Developing Economies Using Industry 4.0 Technologies’ Enablers. Comput. Ind. 2020, 122, 103280. [Google Scholar] [CrossRef]
- Fatorachian, H.; Kazemi, H. A critical investigation of Industry 4.0 in manufacturing: Theoretical operationalisation framework. Prod. Plan. Control 2018, 29, 633–644. [Google Scholar] [CrossRef]
- Kolberg, D.; Knobloch, J.; Zühlke, D. Towards a lean automation interface for workstations. Int. J. Prod. Res. 2017, 55, 2845–2856. [Google Scholar] [CrossRef]
- Piccarozzi, M.; Aquilani, B.; Gatti, C. Industry 4.0 in Management Studies: A Systematic Literature Review. Sustainability 2018, 10, 3821. [Google Scholar] [CrossRef] [Green Version]
- Lukac, D. The fourth ICT-based industrial revolution “Industry 4.0”—HMI and the case of CAE/CAD innovation with EPLAN P8. In Proceedings of the 23rd Telecommunications Forum Telfor (TELFOR), SAVA Center, Belgrade, Serbia, 24–25 November 2015; pp. 835–838. [Google Scholar] [CrossRef]
- Mourtzis, D.; Vlachou, E. A cloud-based cyber-physical system for adaptive shop-floor scheduling and condition-based maintenance. J. Manuf. Syst. 2018, 47, 179–198. [Google Scholar] [CrossRef]
- Koot, M.; Mes, M.R.; Iacob, M.E. A systematic literature review of supply chain decision making supported by the Internet of Things and Big Data Analytics. Comput. Ind. Eng. 2021, 154, 107076. [Google Scholar] [CrossRef]
- Schniederjans, D.G.; Curado, C.; Khalajhedayati, M. Supply chain digitisation trends: An integration of knowledge management. Int. J. Prod. Econ. 2020, 220, 107439. [Google Scholar] [CrossRef]
- Spieske, A.; Birkel, H. Improving supply chain resilience through industry 4.0: A systematic literature review under the impressions of the COVID-19 pandemic. Comput. Ind. Eng. 2021, 158, 107452. [Google Scholar] [CrossRef]
- Chiarello, F.; Trivelli, L.; Bonaccorsi, A.; Fantoni, G. Extracting and mapping industry 4.0 technologies using wikipedia. Comput. Ind. 2018, 100, 244–257. [Google Scholar] [CrossRef]
- Bigliardi, B.; Bottani, E.; Casella, G. Enabling technologies, application areas and impact of industry 4.0: A bibliographic analysis. Procedia Manuf. 2020, 42, 322–326. [Google Scholar] [CrossRef]
- Chen, Y.-T.; Sun, E.W.; Chang, M.-F.; Lin, Y.-B. Pragmatic real-time logistics management with traffic IoT infrastructure: Big data predictive analytics of freight travel time for Logistics 4.0. Int. J. Prod. Econ. 2021, 238, 108157. [Google Scholar] [CrossRef]
- Barreto, L.; Amaral, A.; Pereira, T. Industry 4.0 implications in logistics: An overview. Procedia Manuf. 2017, 13, 1245–1252. [Google Scholar] [CrossRef]
- Hofmann, E.; Rüsch, M. Industry 4.0 and the current status as well as future prospects on logistics. Comput. Ind. 2017, 89, 23–34. [Google Scholar] [CrossRef]
- Miranda, J.; Ponce, P.; Molina, A.; Wright, P. Sensing, smart and sustainable technologies for Agri-Food 4.0. Comput. Ind. 2019, 108, 21–36. [Google Scholar] [CrossRef]
- Zhao, G.; Liu, S.; Lopez, C.; Lu, H.; Elgueta, S.; Chen, H.; Boshkoska, B.M. Blockchain technology in agri-food value chain management: A synthesis of applications, challenges and future research directions. Comput. Ind. 2019, 109, 83–99. [Google Scholar] [CrossRef]
- Khanfar, A.; Iranmanesh, M.; Ghobakhloo, M.; Senali, M.; Fathi, M. Applications of Blockchain Technology in Sustainable Manufacturing and Supply Chain Management: A Systematic Review. Sustainability 2021, 13, 7870. [Google Scholar] [CrossRef]
- Wankhede, V.A.; Vinodh, S. Analysis of Industry 4.0 Challenges using Best Worst Method: A case study. Comput. Ind. Eng. 2021, 159, 107487. [Google Scholar] [CrossRef]
- Delic, M.; Eyers, D.R. The effect of additive manufacturing adoption on supply chain flexibility and performance: An empirical analysis from the automotive industry. Int. J. Prod. Econ. 2020, 228, 107689. [Google Scholar] [CrossRef]
- Reddy, K.R.K.; Gunasekaran, A.; Kalpana, P.; Sreedharan, V.R.; Kumar, S.A. Developing a blockchain framework for the automotive supply chain: A systematic review. Comput. Ind. Eng. 2021, 157, 107334. [Google Scholar] [CrossRef]
- Beltrami, M.; Orzes, G.; Sarkis, J.; Sartor, M. Industry 4.0 and sustainability: Towards conceptualization and theory. J. Clean. Prod. 2021, 312, 127733. [Google Scholar] [CrossRef]
- Khan, I.S.; Ahmad, M.O.; Majava, J. Industry 4.0 and sustainable development: A systematic mapping of triple bottom line, Circular Economy and Sustainable Business Models perspectives. J. Clean. Prod. 2021, 297, 126655. [Google Scholar] [CrossRef]
- Büyüközkan, G.; Göçer, F. Digital Supply Chain: Literature review and a proposed framework for future research. Comput. Ind. 2018, 97, 157–177. [Google Scholar] [CrossRef]
- Vieira, A.A.; Dias, L.M.; Santos, M.Y.; Pereira, G.A.; Oliveira, J.A. Simulation of an automotive supply chain using big data. Comput. Ind. Eng. 2019, 137, 106033. [Google Scholar] [CrossRef]
- Kuo, T.-C.; Hsu, N.-Y.; Li, T.Y.; Chao, C.-J. Industry 4.0 enabling manufacturing competitiveness: Delivery performance improvement based on theory of constraints. J. Manuf. Syst. 2021, 60, 152–161. [Google Scholar] [CrossRef]
- Garay-Rondero, C.L.; Martinez-Flores, J.L.; Smith, N.R.; Caballero Morales, S.O.; Aldrette-Malacara, A. Digital supply chain model in Industry 4.0. J. Manuf. Technol. Manag. 2020, 31, 887–933. [Google Scholar] [CrossRef]
- Xu, L.; Mak, S.; Brintrup, A. Will bots take over the supply chain? Revisiting agent-based supply chain automation. Int. J. Prod. Econ. 2021, 241, 108279. [Google Scholar] [CrossRef]
- PRISMA Systematic Reviews and Meta-Analyses. Available online: http://www.prisma-statement.org/ (accessed on 23 April 2021).
- Tranfield, D.; Denyer, D.; Smart, P. Towards a Methodology for Developing Evidence-Informed Management Knowledge by Means of Systematic Review. Br. J. Manag. 2003, 14, 207–222. [Google Scholar] [CrossRef]
- Klingenberg, C.O.; Borges, M.A.V.; Antunes, J.A.V., Jr. Industry 4.0 as a data-driven paradigm: A systematic literature review on technologies. J. Manuf. Technol. Manag. 2019, 29, 910–936. [Google Scholar] [CrossRef]
- Kwary, D.A. A corpus and a concordancer of academic journal articles. Data Brief 2017, 16, 94–100. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Song, M.; Cui, L. Driving Force for China’s Economic Development under Industry 4.0 and Circular Economy: Technological Innovation or Structural Change? J. Clean. Prod. 2020, 271, 122680. [Google Scholar] [CrossRef]
- Bag, S.; Gupta, S.; Kumar, S. Industry 4.0 adoption and 10R advance manufacturing capabilities for sustainable development. Int. J. Prod. Econ. 2021, 231, 107844. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Fathi, M. Industry 4.0 and opportunities for energy sustainability. J. Clean. Prod. 2021, 295, 126427. [Google Scholar] [CrossRef]
- Mastos, T.D.; Nizamis, A.; Vafeiadis, T.; Alexopoulos, N.; Ntinas, C.; Gkortzis, D.; Papadopoulos, A.; Ioannidis, D.; Tzovaras, D. Industry 4.0 sustainable supply chains: An application of an IoT enabled scrap metal management solution. J. Clean. Prod. 2020, 269, 122377. [Google Scholar] [CrossRef]
- Singh, G.; Aggarwal, V.; Singh, S. Critical review on ecological, economical and technological aspects of minimum quantity lubrication towards sustainable machining. J. Clean. Prod. 2020, 271, 122185. [Google Scholar] [CrossRef]
- Beltagui, A.; Kunz, N.; Gold, S. The role of 3D printing and open design on adoption of socially sustainable supply chain innovation. Int. J. Prod. Econ. 2020, 221, 107462. [Google Scholar] [CrossRef]
- Abdul-Hamid, A.-Q.; Ali, M.H.; Osman, L.H.; Tseng, M.-L. The drivers of industry 4.0 in a circular economy: The palm oil industry in Malaysia. J. Clean. Prod. 2021, 324, 129216. [Google Scholar] [CrossRef]
- Ma, S.; Zhang, Y.; Liu, Y.; Yang, H.; Lv, J.; Ren, S. Data-driven sustainable intelligent manufacturing based on demand response for energy-intensive industries. J. Clean. Prod. 2020, 274, 123155. [Google Scholar] [CrossRef]
- Mohamed, N.; Al-Jaroodi, J.; Lazarova-Molnar, S. Leveraging the Capabilities of Industry 4.0 for Improving Energy Efficiency in Smart Factories. IEEE Access 2019, 7, 18008–18020. [Google Scholar] [CrossRef]
- Garrido-Hidalgo, C.; Hortelano, D.; Roda-Sanchez, L.; Olivares, T.; Ruiz, M.C.; Lopez, V. IoT heterogeneous mesh network deployment for human-in-the-loop challenges towards a social and sustainable Industry 4.0. IEEE Access 2018, 6, 28417–28437. [Google Scholar] [CrossRef]
- Narula, S.; Puppala, H.; Kumar, A.; Frederico, G.F.; Dwivedy, M.; Prakash, S.; Talwar, V. Applicability of industry 4.0 technologies in the adoption of global reporting initiative standards for achieving sustainability. J. Clean. Prod. 2021, 305, 127141. [Google Scholar] [CrossRef]
- Orji, I.J.; Ojadi, F. Investigating the COVID-19 Pandemic’s Impact on Sustainable Supplier Selection in the Nigerian Manufacturing Sector. Comput. Ind. Eng. 2021, 160, 107588. [Google Scholar] [CrossRef]
- Gunduz, M.A.; Demir, S.; Paksoy, T. Matching functions of supply chain management with smart and sustainable Tools: A novel hybrid BWM-QFD based method. Comput. Ind. Eng. 2021, 162, 107676. [Google Scholar] [CrossRef]
- Sun, L.; Hua, G.; Cheng, T.C.E.; Wang, Y. How to price 3D-printed products? Pricing strategy for 3D printing platforms. Int. J. Prod. Econ. 2020, 226, 107600. [Google Scholar] [CrossRef]
- Gružauskas, V.; Baskutis, S.; Navickas, V. Minimizing the trade-off between sustainability and cost effective performance by using autonomous vehicles. J. Clean. Prod. 2018, 184, 709–717. [Google Scholar] [CrossRef]
- Khanzode, A.G.; Sarma, P.R.S.; Mangla, S.K.; Yuan, H. Modeling the Industry 4.0 adoption for sustainable production in Micro, Small & Medium Enterprises. J. Clean. Prod. 2021, 279, 123489. [Google Scholar] [CrossRef]
- Aoun, A.; Ilinca, A.; Ghandour, M.; Ibrahim, H. A review of Industry 4.0 characteristics and challenges, with potential improvements using blockchain technology. Comput. Ind. Eng. 2021, 162, 107746. [Google Scholar] [CrossRef]
- Bosman, L.; Hartman, N.; Sutherland, J. How manufacturing firm characteristics can influence decision making for investing in Industry 4.0 technologies. J. Manuf. Technol. Manag. 2020, 31, 1117–1141. [Google Scholar] [CrossRef]
- Müller, J.M. Business Model Innovation in Small- and Medium-Sized Enterprises: Strategies for Industry 4.0 Providers and Users. J. Manuf. Technol. Manag. 2019, 30, 1127–1142. [Google Scholar] [CrossRef]
- Chan, H.K.; Griffin, J.; Lim, J.J.; Zeng, F.; Chiu, A.S. The impact of 3D Printing Technology on the supply chain: Manufacturing and legal perspectives. Int. J. Prod. Econ. 2018, 205, 156–162. [Google Scholar] [CrossRef]
- Sharma, M.; Kamble, S.; Mani, V.; Sehrawat, R.; Belhadi, A.; Sharma, V. Industry 4.0 adoption for sustainability in multi-tier manufacturing supply chain in emerging economies. J. Clean. Prod. 2021, 281, 125013. [Google Scholar] [CrossRef]
- Chavez, R.; Yu, W.; Jacobs, M.A.; Feng, M. Manufacturing capability and organizational performance: The role of entrepreneurial orientation. Int. J. Prod. Econ. 2017, 184, 33–46. [Google Scholar] [CrossRef]
- Li, Y.; Dai, J.; Cui, L. The impact of digital technologies on economic and environmental performance in the context of industry 4.0: A moderated mediation model. Int. J. Prod. Econ. 2020, 229, 107777. [Google Scholar] [CrossRef]
- Nosalska, K.; Piątek, Z.M.; Mazurek, G.; Rządca, R. Industry 4.0: Coherent definition framework with technological and organizational interdependencies. J. Manuf. Technol. Manag. 2019, 31, 837–862. [Google Scholar] [CrossRef]
- Ortt, R.; Stolwijk, C.; Punter, M. Implementing Industry 4.0: Assessing the current state. J. Manuf. Technol. Manag. 2020, 31, 825–836. [Google Scholar] [CrossRef]
- Chauhan, C.; Singh, A. A review of Industry 4.0 in supply chain management studies. J. Manuf. Technol. Manag. 2019, 31, 863–886. [Google Scholar] [CrossRef]
- Kerin, M.; Pham, D.T. A review of emerging industry 4.0 technologies in remanufacturing. J. Clean. Prod. 2019, 237, 117805. [Google Scholar] [CrossRef]
- Chauhan, C.; Singh, A.; Luthra, S. Barriers to industry 4.0 adoption and its performance implications: An empirical investigation of emerging economy. J. Clean. Prod. 2021, 285, 124809. [Google Scholar] [CrossRef]
- Chauhana, A.; Jakhar, S.K.; Chauhanc, C. The interplay of circular economy with industry 4.0 enabled smart city drivers of healthcare waste disposal. J. Clean. Prod. 2021, 279, 123854. [Google Scholar] [CrossRef]
- Pinzone, M.; Albè, F.; Orlandelli, D.; Barletta, I.; Berlin, C.; Johansson, B.; Taisch, M. A framework for operative and social sustainability functionalities in Human-Centric Cyber-Physical Production Systems. Comput. Ind. Eng. 2020, 139, 105132. [Google Scholar] [CrossRef]
- Fletcher, S.R.; Johnson, T.; Adlon, T.; Larreina, J.; Casla, P.; Parigot, L.; Alfaro, P.J.; Otero, M.D.M. Adaptive automation assembly: Identifying system requirements for technical efficiency and worker satisfaction. Comput. Ind. Eng. 2020, 139, 105772. [Google Scholar] [CrossRef]
- Birkel, H.; Müller, J.M. Potentials of industry 4.0 for supply chain management within the triple bottom line of Sustainability—A systematic literature review. J. Clean. Prod. 2021, 289, 125612. [Google Scholar] [CrossRef]
- Bag, S.; Yadav, G.; Dhamija, P.; Kataria, K.K. Key resources for industry 4.0 adoption and its effect on sustainable production and circular economy: An empirical study. J. Clean. Prod. 2021, 281, 125233. [Google Scholar] [CrossRef]
- Ghobakhloo, M. Industry 4.0, digitization, and opportunities for sustainability. J. Clean. Prod. 2020, 252, 119869. [Google Scholar] [CrossRef]
- Liu, X.L.; Wang, W.M.; Guo, H.; Barenji, A.V.; Li, Z.; Huang, G.Q. Industrial blockchain based framework for product lifecycle management in industry 4.0. Robot. Comput. Integr. Manuf. 2020, 63, 101897. [Google Scholar] [CrossRef]
- Fisher, O.; Watson, N.; Porcu, L.; Bacon, D.; Rigley, M.; Gomes, R.L. Cloud manufacturing as a sustainable process manufacturing route. J. Manuf. Syst. 2018, 47, 53–68. [Google Scholar] [CrossRef]
- Nascimento, D.L.M.; Alencastro, V.; Quelhas, O.L.G.; Caiado, R.G.G.; Garza-Reyes, J.A.; Lona, L.R.; Tortorella, G. Exploring Industry 4.0 technologies to enable circular economy practices in a manufacturing context: A business model proposa. J. Manuf. Technol. Manag. 2019, 30, 607–627. [Google Scholar] [CrossRef]
- Jagtap, S.; Garcia-Garcia, G.; Rahimifard, S. Optimisation of the resource efficiency of food manufacturing via the Internet of Things. Comput. Ind. 2021, 127, 103397. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Fathi, M.; Iranmanesh, M.; Maroufkhani, P.; Morales, M.E. Industry 4.0 ten years on: A bibliometric and systematic review of concepts, sustainability value drivers, and success determinants. J. Clean. Prod. 2021, 302, 127052. [Google Scholar] [CrossRef]
- Tomiyama, T.; Lutters, E.; Stark, R.; Abramovici, M. Development capabilities for smart products. CIRP Ann. 2019, 68, 727–750. [Google Scholar] [CrossRef]
- Siew, C.Y.; Chang, M.M.L.; Ong, S.K.; Nee, A.Y.C. Human-oriented maintenance and disassembly in sustainable manufacturing. Comput. Ind. Eng. 2020, 150, 106903. [Google Scholar] [CrossRef]
- Yevu, S.K.; Yu, A.T.W.; Darko, A. Digitalization of construction supply chain and procurement in the built environment: Emerging technologies and opportunities for sustainable processes. J. Clean. Prod. 2021, 322, 129093. [Google Scholar] [CrossRef]
- Kinoshita, Y.; Yamada, T.; Gupta, S.M.; Ishigaki, A.; Inoue, M. Decision support model of environmentally friendly and economical material strategy for life cycle cost and recyclable weight. Int. J. Prod. Econ. 2020, 224, 107545. [Google Scholar] [CrossRef]
- Kerin, M.; Pham, D.T. Smart remanufacturing: A review and research framework. J. Manuf. Technol. Manag. 2020, 31, 1205–1235. [Google Scholar] [CrossRef]
- Dornelles, J.D.A.; Ayala, N.F.; Frank, A.G. Smart Working in Industry 4.0: How digital technologies enhance manufacturing workers’ activities. Comput. Ind. Eng. 2021, 163, 107804. [Google Scholar] [CrossRef]
- Pourmehdi, M.; Paydar, M.M.; Ghadimi, P.; Azadnia, A.H. Analysis and evaluation of challenges in the integration of Industry 4.0 and sustainable steel reverse logistics network. Comput. Ind. Eng. 2021, 163, 107808. [Google Scholar] [CrossRef]
- You, Z.; Feng, L. Integration of Industry 4.0 Related Technologies in Construction Industry: A Framework of Cyber-Physical System. IEEE Access 2020, 8, 122908–122922. [Google Scholar] [CrossRef]
- Yan, J.; Meng, Y.; Lu, L.; Li, L. Industrial Big Data in an Industry 4.0 Environment: Challenges, Schemes, and Applications for Predictive Maintenance. IEEE Access 2017, 5, 23484–23491. [Google Scholar] [CrossRef]
- Zhou, S.-X. The Practical Applications of Industry 4.0 Technology to a New Plant for Both Manufacturing Technique and Manufacturing Process in New Product Introduction. IEEE Access 2021, 9, 149218–149226. [Google Scholar] [CrossRef]
- Peres, R.S.; Jia, X.; Lee, J.; Sun, K.; Colombo, A.W.; Barata, J. Industrial Artificial Intelligence in Industry 4.0—Systematic Review, Challenges and Outlook. IEEE Access 2020, 8, 220121–220139. [Google Scholar] [CrossRef]
- Selvarajoo, S.; Ghazilla, R.A.R.; Mamat, A. Industrial practices of collaborative manufacturing involving tool and die development: Malaysian perspective. J. Manuf. Technol. Manag. 2020, 32, 485–505. [Google Scholar] [CrossRef]
- Brecher, C.; Müller, A.; Dassen, Y.; Storms, S. Automation technology as a key component of the Industry 4.0 production development path. Int. J. Adv. Manuf. Technol. 2021, 117, 2287–2295. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Ramirez-Peña, M.; Sánchez Sotano, A.J.; Pérez-Fernandez, V.; Abad, F.J.; Batista, M. Achieving a sustainable shipbuilding supply chain under I4.0 perspective. J. Clean. Prod. 2020, 244, 118789. [Google Scholar] [CrossRef]
- Barata, J.; Rupino Cunha, P.; Coyle, S. Evolving manufacturing mobility in Industry 4.0: The case of process industries. J. Manuf. Technol. Manag. 2020, 31, 52–71. [Google Scholar] [CrossRef]
- Gupta, H.; Kumar, A.; Wasan, P. Industry 4.0, cleaner production and circular economy: An integrative framework for evaluating ethical and sustainable business performance of manufacturing organizations. J. Clean. Prod. 2021, 295, 126253. [Google Scholar] [CrossRef]
- Laskurain-Iturbe, I.; Arana-Landín, G.; Landeta-Manzano, B.; Uriarte-Gallastegi, N. Exploring the influence of industry 4.0 technologies on the circular economy. J. Clean. Prod. 2021, 321, 128944. [Google Scholar] [CrossRef]
- Beier, G.; Ullrich, A.; Niehoff, S.; Reißig, M.; Habich, M. Industry 4.0: How it is defined from a sociotechnical perspective and how much sustainability it Includes—A literature review. J. Clean. Prod. 2020, 259, 120856. [Google Scholar] [CrossRef]
- Fraga-Lamas, P.; Fernandez-Carames, T.M. A Review on Blockchain Technologies for an Advanced and Cyber-Resilient Automotive Industry. IEEE Access 2019, 7, 17578–17598. [Google Scholar] [CrossRef]
- Flores, E.; Xu, X.; Lu, Y. Human Capital 4.0: A workforce competence typology for Industry 4.0. J. Manuf. Technol. Manag. 2020, 31, 687–703. [Google Scholar] [CrossRef]
- Furstenau, L.B.; Sott, M.K.; Kipper, L.M.; Machado, E.L.; Lopez-Robles, J.R.; Dohan, M.S.; Cobo, M.J.; Zahid, A.; Abbasi, Q.H.; Imran, M.A. Link Between Sustainability and Industry 4.0: Trends, Challenges and New Perspectives. IEEE Access 2020, 8, 140079–140096. [Google Scholar] [CrossRef]
- Raj, A.; Dwivedi, G.; Sharma, A.; Lopes de Sousa, A.B.; Rajak, S. Barriers to the adoption of industry 4.0 technologies in the manufacturing sector: An inter-country comparative perspective. Int. J. Prod. Econ. 2020, 224, 107546. [Google Scholar] [CrossRef]
- Wan, C.; Zheng, H.; Guo, L.; Xu, X.; Zhong, R.Y.; Yan, F. Cloud manufacturing in China: A review. Int. J. Comput. Integr. Manuf. 2020, 33, 229–251. [Google Scholar] [CrossRef]
- Cimini, C.; Boffelli, A.; Lagorio, A.; Kalchschmidt, M.; Pinto, R. How do industry 4.0 technologies influence organisational change? An empirical analysis of Italian SMEs. J. Manuf. Technol. Manag. 2021, 32, 695–721. [Google Scholar] [CrossRef]
- Da Silva, V.L.; Kovaleski, J.L.; Pagani, R.N.; Silva, J.D.M.; Corsi, A. Implementation of Industry 4.0 concept in companies: Empirical evidences. Int. J. Comput. Integr. Manuf. 2020, 33, 325–342. [Google Scholar] [CrossRef]
- Clairand, J.-M.; Briceno-Leon, M.; Escriva-Escriva, G.; Pantaleo, A.M. Review of Energy Efficiency Technologies in the Food Industry: Trends, Barriers, and Opportunities. IEEE Access 2020, 8, 48015–48029. [Google Scholar] [CrossRef]
- Garcia-Ortega, B.; Lopez-Navarro, M.A.; Galan-Cubillo, J. Top Management Support in the Implementation of Industry 4.0 and Business Digitization: The Case of Companies in the Main European Stock Indices. IEEE Access 2021, 9, 139994–140007. [Google Scholar] [CrossRef]
- Bodkhe, U.; Tanwar, S.; Parekh, K.; Khanpara, P.; Tyagi, S.; Kumar, N.; Alazab, M. Blockchain for Industry 4.0: A Comprehensive Review. IEEE Access 2020, 8, 79764–79800. [Google Scholar] [CrossRef]
- Sanchez, M.; Exposito, E.; Aguilar, J. Industry 4.0: Survey from a system integration perspective. Int. J. Comput. Integr. Manuf. 2020, 33, 1017–1041. [Google Scholar] [CrossRef]
- ElMaraghy, H.; Monostori, L.; Schuh, G.; ElMaraghy, W. Evolution and future of manufacturing systems. CIRP Ann. 2021, 70, 635–658. [Google Scholar] [CrossRef]
- Cui, Y.; Kara, S.; Chan, K.C. Manufacturing big data ecosystem: A systematic literature review. Robot. Comput. Integr. Manuf. 2020, 62, 101861. [Google Scholar] [CrossRef]
- Chen, T.; Tsai, H.-R. Ubiquitous manufacturing: Current practices, challenges, and opportunities. Robot. Comput. Integr. Manuf. 2017, 45, 126–132. [Google Scholar] [CrossRef]
- Ghadge, A.; Kara, M.E.; Moradlou, H.; Goswami, M. The impact of Industry 4.0 implementation on supply chains. J. Manuf. Technol. Manag. 2020, 31, 669–686. [Google Scholar] [CrossRef]
- Stentoft, J.; Wickstrøm, K.A.; Haug, A.; Philipsen, K. Cost-driven motives to relocate manufacturing abroad among small- and medium-sized manufacturers: The Influence of Industry 4.0. J. Manuf. Technol. Manag. 2020, 32, 646–666. [Google Scholar] [CrossRef]
- Matt, D.T.; Molinaro, M.; Orzes, G.; Pedrini, G. The role of innovation ecosystems in Industry 4.0 adoption. J. Manuf. Technol. Manag. 2021, 32, 369–395. [Google Scholar] [CrossRef]
- Machado, C.G.; Winroth, M.; Almström, P.; Öberg, A.E.; Kurdve, M.; AlMashalah, S. Digital organisational readiness: Experiences from manufacturing companies. J. Manuf. Technol. Manag. 2021, 32, 167–182. [Google Scholar] [CrossRef]
- Yadav, G.; Luthra, S.; Jakhar, S.K.; Mangla, S.K.; Rai, D.P. A framework to overcome sustainable supply chain challenges through solution measures of industry 4.0 and circular economy: An automotive case. J. Clean. Prod. 2020, 254, 120112. [Google Scholar] [CrossRef]
- Veile, J.W.; Schmidt, M.C.; Müller, J.M.; Voigt, K.I. Relationship Follows Technology! How Industry 4.0 Reshapes Future Buyer-Supplier Relationships. J. Manuf. Technol. Manag. 2020, 32, 1245–1266. [Google Scholar] [CrossRef]
- Kumar, S.; Raut, R.D.; Nayal, K.; Kraus, S.; Yadav, V.S.; Narkhede, B.E. To identify industry 4.0 and circular economy adoption barriers in the agriculture supply chain by using ISM-ANP. J. Clean. Prod. 2021, 293, 126023. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.K.; Dwivedi, Y.K. Application of industry 4.0 technologies in SMEs for ethical and sustainable operations: Analysis of challenges. J. Clean. Prod. 2020, 275, 124063. [Google Scholar] [CrossRef] [PubMed]
- Ghobakhloo, M. The future of manufacturing industry: A strategic roadmap toward Industry 4.0. J. Manuf. Technol. Manag. 2018, 29, 910–936. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Wang, L.; Wang, X.V.; Xu, X.; Jiang, P. Cloud manufacturing: Key issues and future perspectives. Int. J. Comput. Integr. Manuf. 2019, 32, 858–874. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Iranmanesh, M. Digital transformation success under Industry 4.0: A strategic guideline for manufacturing SMEs. J. Manuf. Technol. Manag. 2021, 32, 1533–1556. [Google Scholar] [CrossRef]
- Pizzi, S.; Corbo, L.; Caputo, A. Fintech and SMEs sustainable business models: Reflections and considerations for a circular economy. J. Clean. Prod. 2021, 281, 125217. [Google Scholar] [CrossRef]
- Schönfuß, B.; McFarlane, D.; Hawkridge, G.; Salter, L.; Athanassopoulou, N.; de Silva, L. A catalogue of digital solution areas for prioritising the needs of manufacturing SMEs. Comput. Ind. 2021, 133, 103532. [Google Scholar] [CrossRef]
- Zheng, T.; Ardolino, M.; Bacchetti, A.; Perona, M.; Zanardini, M. The impacts of Industry 4.0: A descriptive survey in the Italian manufacturing sector. J. Manuf. Technol. Manag. 2019, 31, 1085–1115. [Google Scholar] [CrossRef]
- Leong, W.D.; Teng, S.Y.; How, B.S.; Ngan, S.L.; Rahman, A.A.; Tan, C.P.; Ponnambalam, S.G.; Lam, H.L. Enhancing the adaptability: Lean and green strategy towards the Industry Revolution 4.0. J. Clean. Prod. 2020, 273, 122870. [Google Scholar] [CrossRef]
- Blayone, T.J.B.; VanOostveen, R. Prepared for work in Industry 4.0? Modelling the target activity system and five dimensions of worker readiness. Int. J. Comput. Integr. Manuf. 2021, 34, 1–19. [Google Scholar] [CrossRef]
- Pirola, F.; Cimini, C.; Pinto, R. Digital readiness assessment of Italian SMEs: A case-study research. J. Manuf. Technol. Manag. 2019, 31, 1045–1083. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Iranmanesh, M.; Grybauskas, A.; Vilkas, M.; Petraitė, M. Industry 4.0, innovation, and sustainable development: A systematic review and a roadmap to sustainable innovation. Bus Strateg Environ. 2021, 30, 4237–4257. [Google Scholar] [CrossRef]
- Cadavid, J.P.U.; Lamouri, S.; Grabot, B.; Pellerin, R.; Fortin, A. Machine learning applied in production planning and control: A state-of-the-art in the era of industry 4.0. J. Intell. Manuf. 2020, 31, 1531–1558. [Google Scholar] [CrossRef]
- Čater, T.; Čater, B.; Černe, M.; Koman, M.; Redek, T. Industry 4.0 technologies usage: Motives and enablers. J. Manuf. Technol. Manag. 2021, 32, 323–345. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, X.; Zhu, X.; Cao, Q.; Tao, F. Cloud manufacturing paradigm with ubiquitous robotic system for product customization. Robot. Comput. Integr. Manuf. 2019, 60, 12–22. [Google Scholar] [CrossRef]
- Wang, K.-J.; Rizqi, D.A.; Nguyen, H.-P. Skill transfer support model based on deep learning. J. Intell. Manuf. 2021, 32, 1129–1146. [Google Scholar] [CrossRef]
- Masood, T.; Egger, J. Augmented reality in support of Industry 4.0—Implementation challenges and success factors. Robot. Comput. Integr. Manuf. 2019, 58, 181–195. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Fathi, M. Corporate survival in Industry 4.0 era: The enabling role of lean-digitized manufacturing. J. Manuf. Technol. Manag. 2019, 31, 1–30. [Google Scholar] [CrossRef]
- Veile, J.W.; Kiel, D.; Müller, J.M.; Voigt, K.-I. Lessons learned from Industry 4.0 implementation in the German manufacturing industry. J. Manuf. Technol. Manag. 2020, 31, 977–997. [Google Scholar] [CrossRef] [Green Version]
- Ng, T.C.; Ghobakhloo, M.; Iranmanesh, M.; Maroufkhani, P.; Asadi, S. Industry 4.0 applications for sustainable manufacturing: A systematic literature review and a roadmap to sustainable development. J Clean Prod. 2022, 334, 130133. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Economic | Description | Source |
|---|---|---|
| Profit | Industry 4.0 does not guarantee to make high profits every year but ensures overall profit making, which provides long-term profitability. | Sharma et al. [59] |
| Productivity | Industry 4.0 helps businesses to function more efficiently and effectively by utilizing smart and efficient tools. | Sun et al. [52], Müller [57], Chan et al. [58], Li et al. [61] |
| Minimized logistics cost | Transport expenses are reduced because of Industry 4.0 technology and sophisticated coordination between transport vehicles, material handling, and storage equipment. | Sun et al. [52] |
| Minimized cycle time | Industry 4.0 encourages cost-effective integrated production and logistics operations that minimize cycle time due to optimal utilization of each workstation. | Sun et al. [52], Chauhan et al. [67] |
| Minimized inventory costs | Smart warehouse management improves inventory levels by reducing product life cycles and responding intelligently to variable demand. | Chan et al. [58] |
| Minimized labor expenses | Labor expenses are reduced when labor-intensive activities are automated using Industry 4.0 technology. | Chan et al. [58] |
| Revenue sharing | Revenue-sharing contracts, an alternative profit-based model that emphasizes collaboration among stakeholders, particularly consumers, are enabled by Industry 4.0 | Nosalska et al. [62], Ortt et al. [63], Chauhan and Singh [64] |
| Social | Description | Source |
|---|---|---|
| Improved ergonomics and safety | Improved ergonomics can benefit from assessing and identifying potential changes, as well as offering a safer working environment. | Bai et al. [7] |
| Noninvasive interactions | Provide employees with a digital environment in which they may engage with machines with minimum involvement. | Bai et al. [7] |
| Collaboration | The Industry 4.0 initiative promotes cross-disciplinary collaboration in process/product development and with customers. | Reddy et al. [27] |
| Community development | Industry 4.0 aids in the development of a collaborative community because factories and equipment are synced and connected as a whole unit | Reddy et al. [27] |
| Human rights | Manufacturers are able to monitor their supplier’ actions to ensure that human rights and justice are respected. | Reddy et al. [27] |
| Environment | Description | Source |
|---|---|---|
| Possibility for implementing green initiatives | Through the execution of green initiatives, the use of Industry 4.0 technology may help to build competitive advantages and decrease competitive pressures. | Bag et al. [40] |
| Minimized production waste | It entails manufacturing processes that reuse products/materials. | Bag et al. [40], Kinoshita et al. [81] |
| Minimized emissions | Industry 4.0 contributes to the development of a collaborative community by reducing the consumption of hazardous chemicals and consequently their emissions. | Ghobakholoo [72], Sharma et al. [59] |
| Smart product design | Smart and sustainable design coordination and smart planning and execution all contribute to higher production quality. | Kinoshita et al. [81] |
| Minimized environmental accidents and effects | Industry 4.0 entails eco-friendly activities that reduce the likelihood and frequency of natural disasters. | Sharma et al. [59] |
| Economic | Description | Source |
|---|---|---|
| High implementation cost | Industry 4.0 is projected to raise overall implementation costs due to extra expenditures in technological equipment and employee training. | Ma et al. [46], Cimini et al. [102], Da Silva et al. [103] |
| Social | Description | Source |
| Manage employee anxiety | The deployment of Industry 4.0 will require the contemporary manufacturers to manage their workers’ worries and insecurities. | Raj et al. [100] |
| Disruptions in employment | Employees are concerned that the transition to Industry 4.0 may result in loss of their jobs. | Wan et al. [101] |
| Development of social infrastructure | To prepare for Industry 4.0, the organization needs to invest in and build an infrastructure for staff training and skills development. | Garcia-Ortega et al. [105] |
| Compliance of regulatory standards with social requirements | Significant data are gathered from both internal and external clients. While processing this information, firms will be expected to respect social norms. | Mullet et al. [2], Sanchez et al. [107], ElMaraghy et al. [108], Cui et al. [109] |
| Environment | Description | Source |
| Lack of supplier’s flexibility to make the transition to sustainability | If suppliers become too stiff, the introduction of Industry 4.0 may be hampered. | Da Silva et al. [103], Sharma et al. [59] |
| Lack of awareness among supply chain stakeholders | Manufacturers may be unwilling to adapt and adjust their practices if stakeholders do not see the benefits of Industry 4.0. | Sharma et al. [59] |
| Market uncertainty about the availability of green suppliers | Uncertainty regarding the availability of sustainable products might hinder demand development, causing the market to be delayed for potential customers | Veile et al. [116] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ng, T.C.; Lau, S.Y.; Ghobakhloo, M.; Fathi, M.; Liang, M.S. The Application of Industry 4.0 Technological Constituents for Sustainable Manufacturing: A Content-Centric Review. Sustainability 2022, 14, 4327. https://doi.org/10.3390/su14074327
Ng TC, Lau SY, Ghobakhloo M, Fathi M, Liang MS. The Application of Industry 4.0 Technological Constituents for Sustainable Manufacturing: A Content-Centric Review. Sustainability. 2022; 14(7):4327. https://doi.org/10.3390/su14074327
Chicago/Turabian StyleNg, Tan Ching, Sie Yee Lau, Morteza Ghobakhloo, Masood Fathi, and Meng Suan Liang. 2022. "The Application of Industry 4.0 Technological Constituents for Sustainable Manufacturing: A Content-Centric Review" Sustainability 14, no. 7: 4327. https://doi.org/10.3390/su14074327
APA StyleNg, T. C., Lau, S. Y., Ghobakhloo, M., Fathi, M., & Liang, M. S. (2022). The Application of Industry 4.0 Technological Constituents for Sustainable Manufacturing: A Content-Centric Review. Sustainability, 14(7), 4327. https://doi.org/10.3390/su14074327