Effect of Strain Rate on the Deformation Characteristic of AlN Ceramics under Scratching


Abstract
:1. Introduction
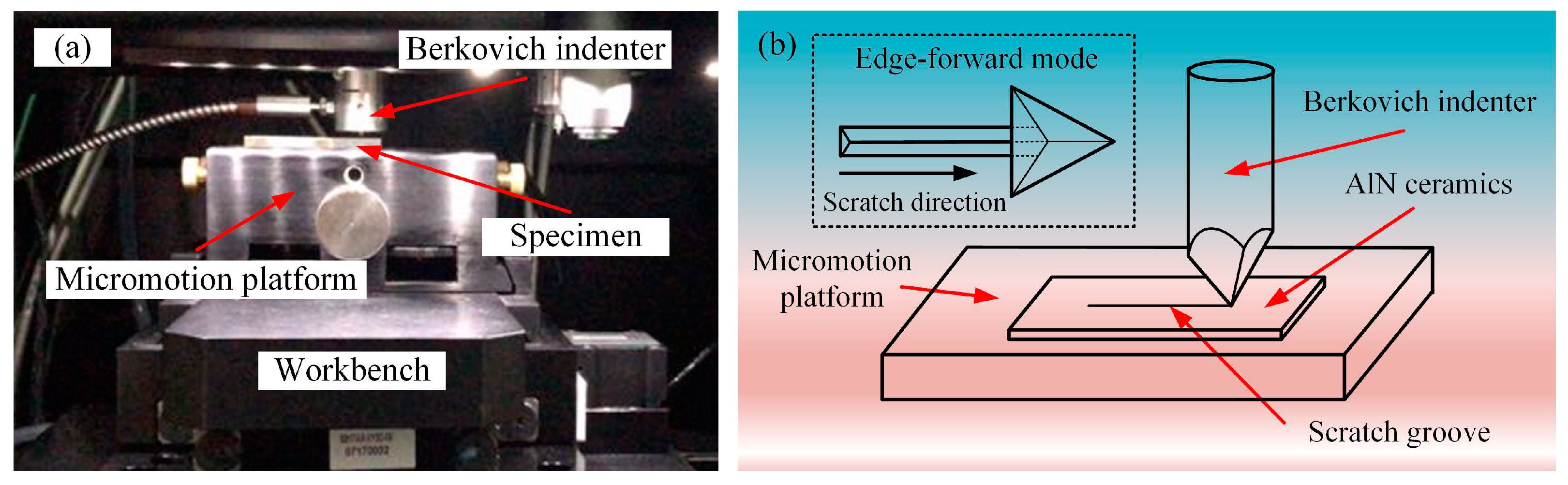
2. Materials and Methods
3. Results
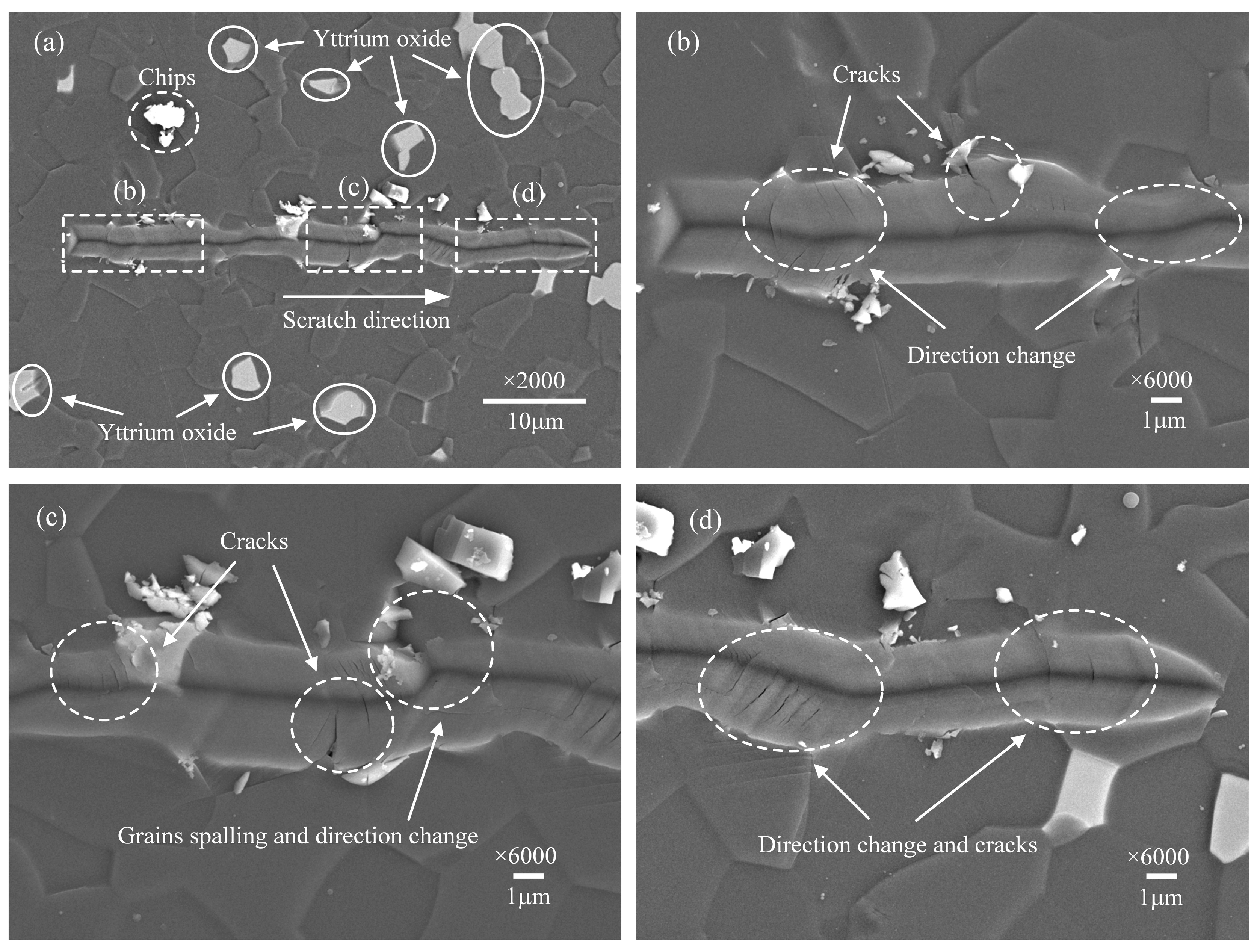
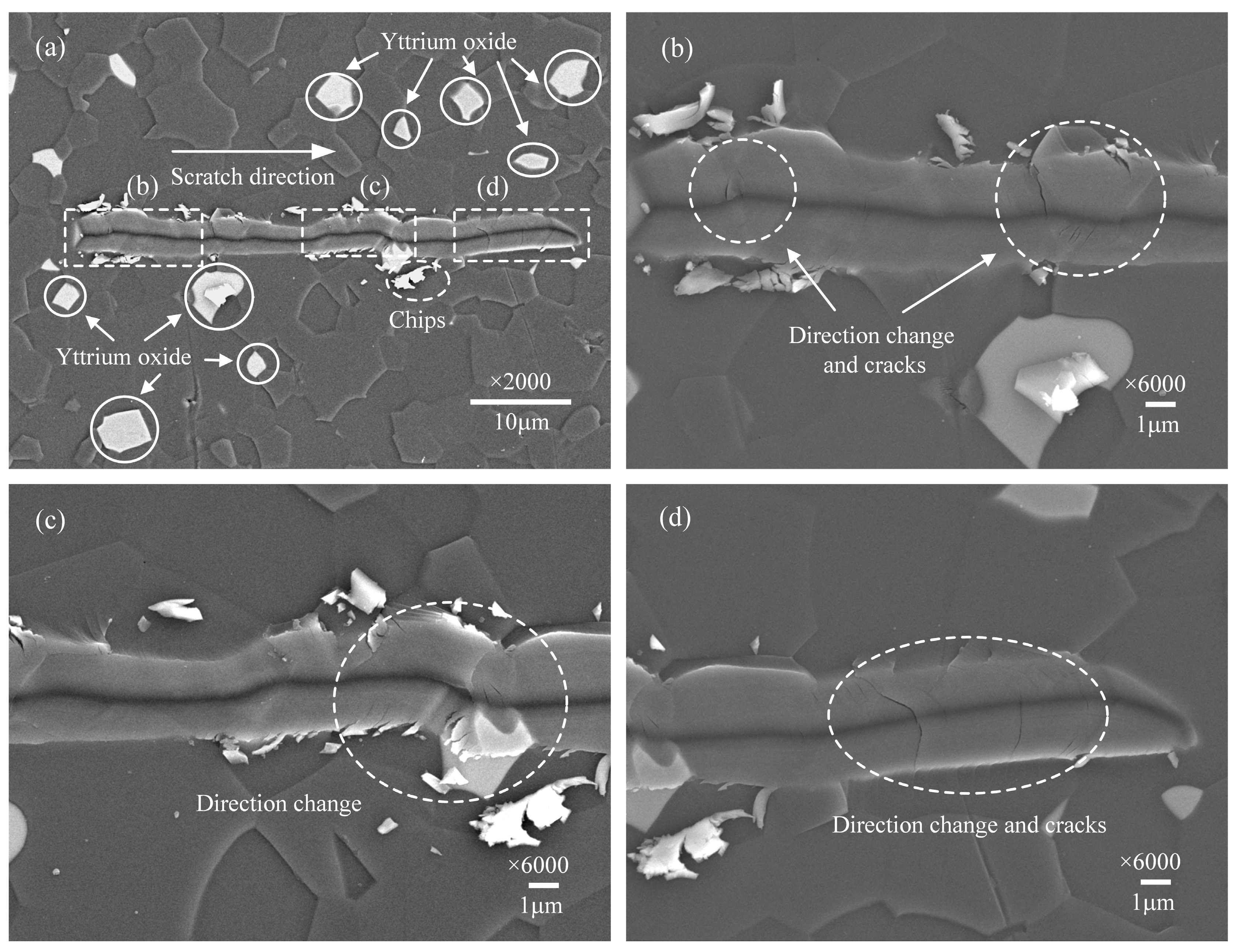
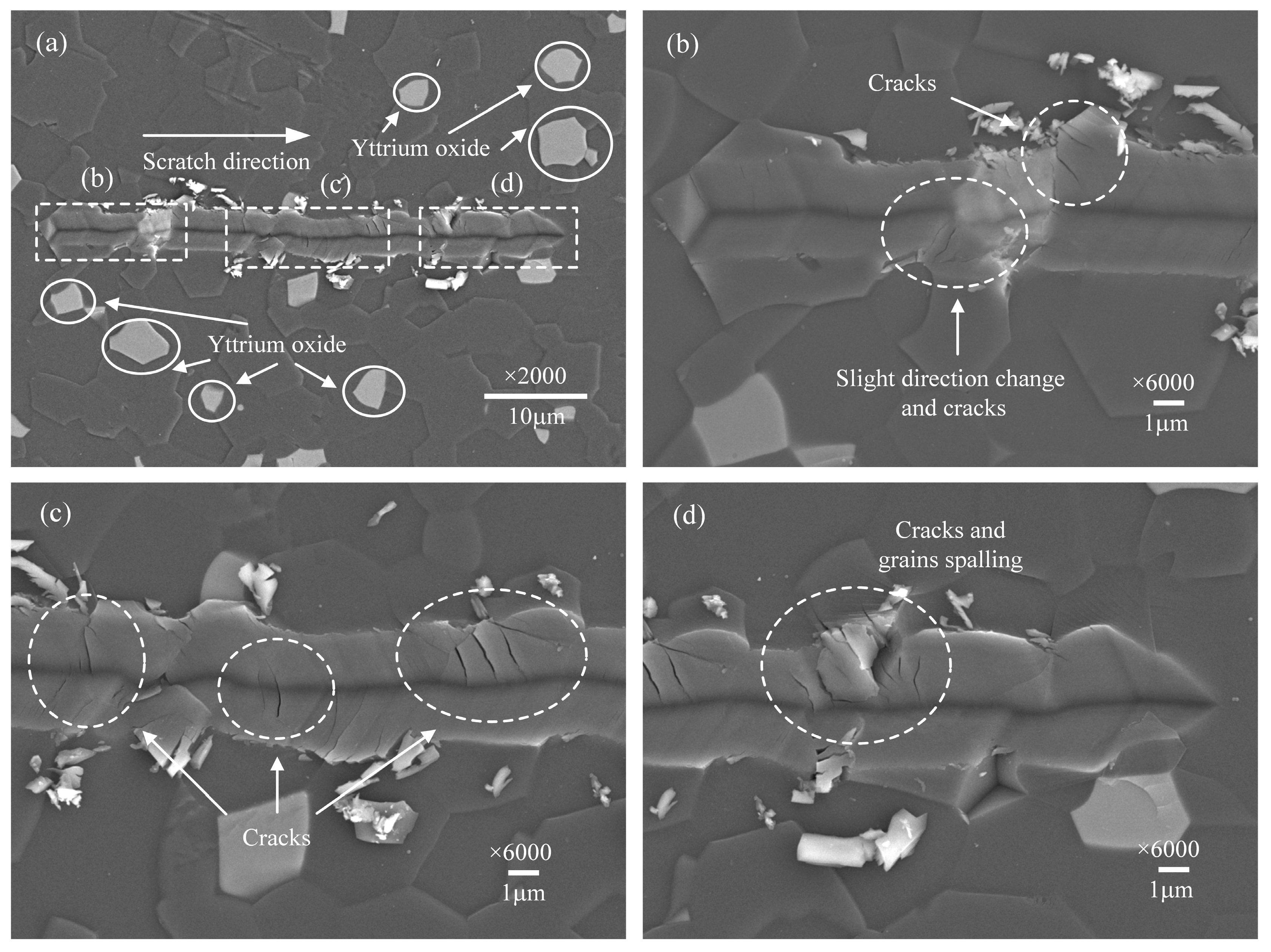
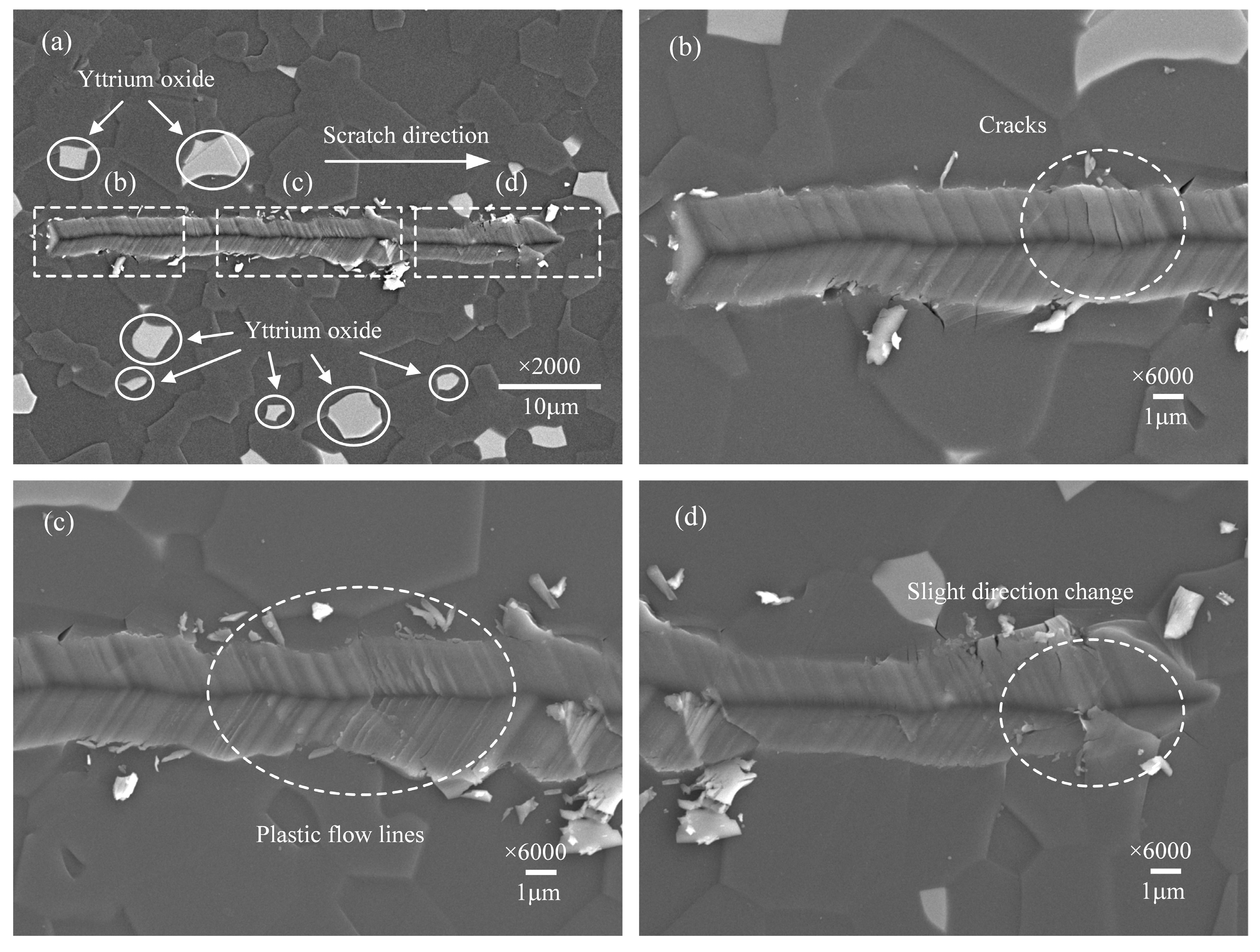
3.1. Surface Morphologies of the Scratch Grooves
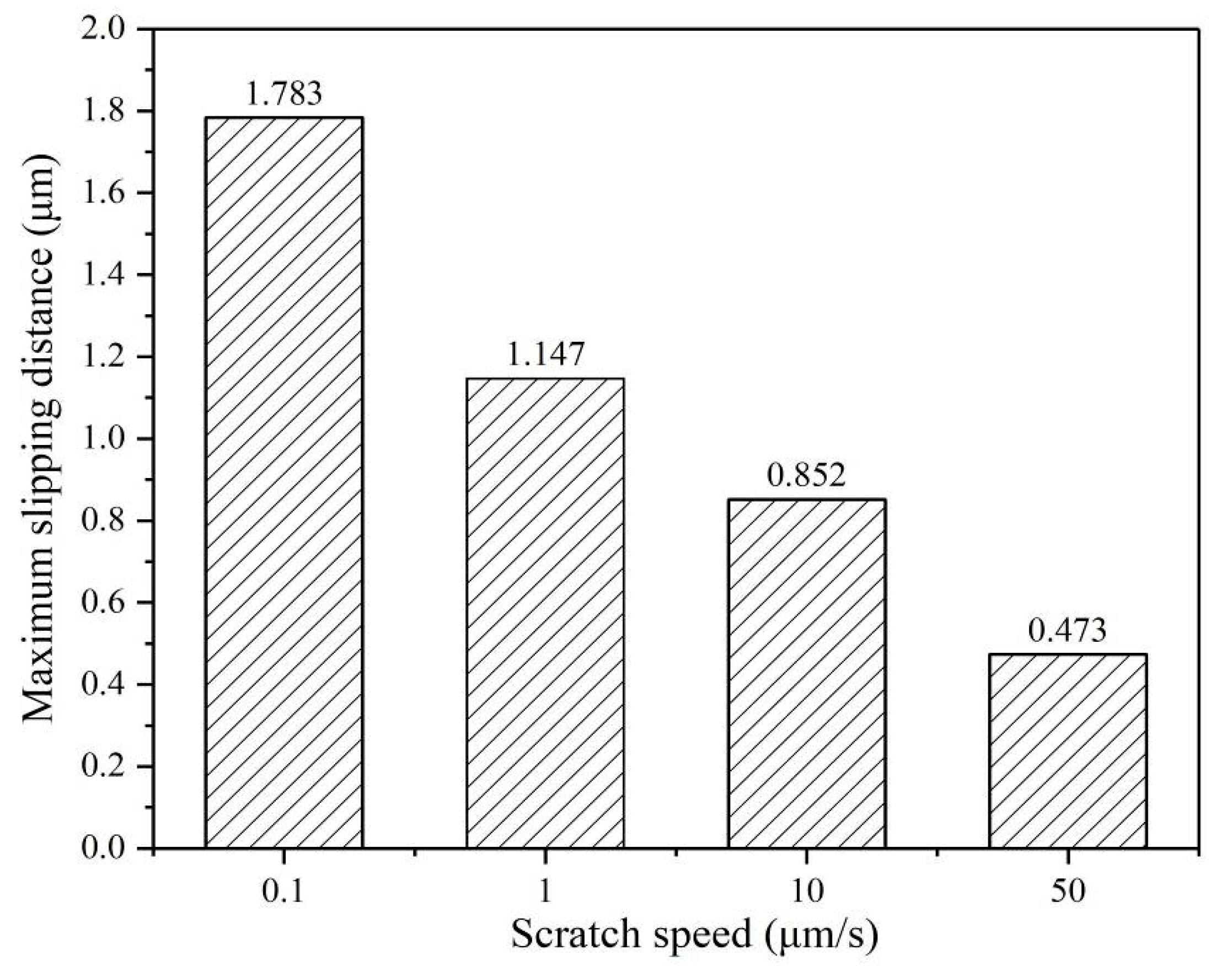
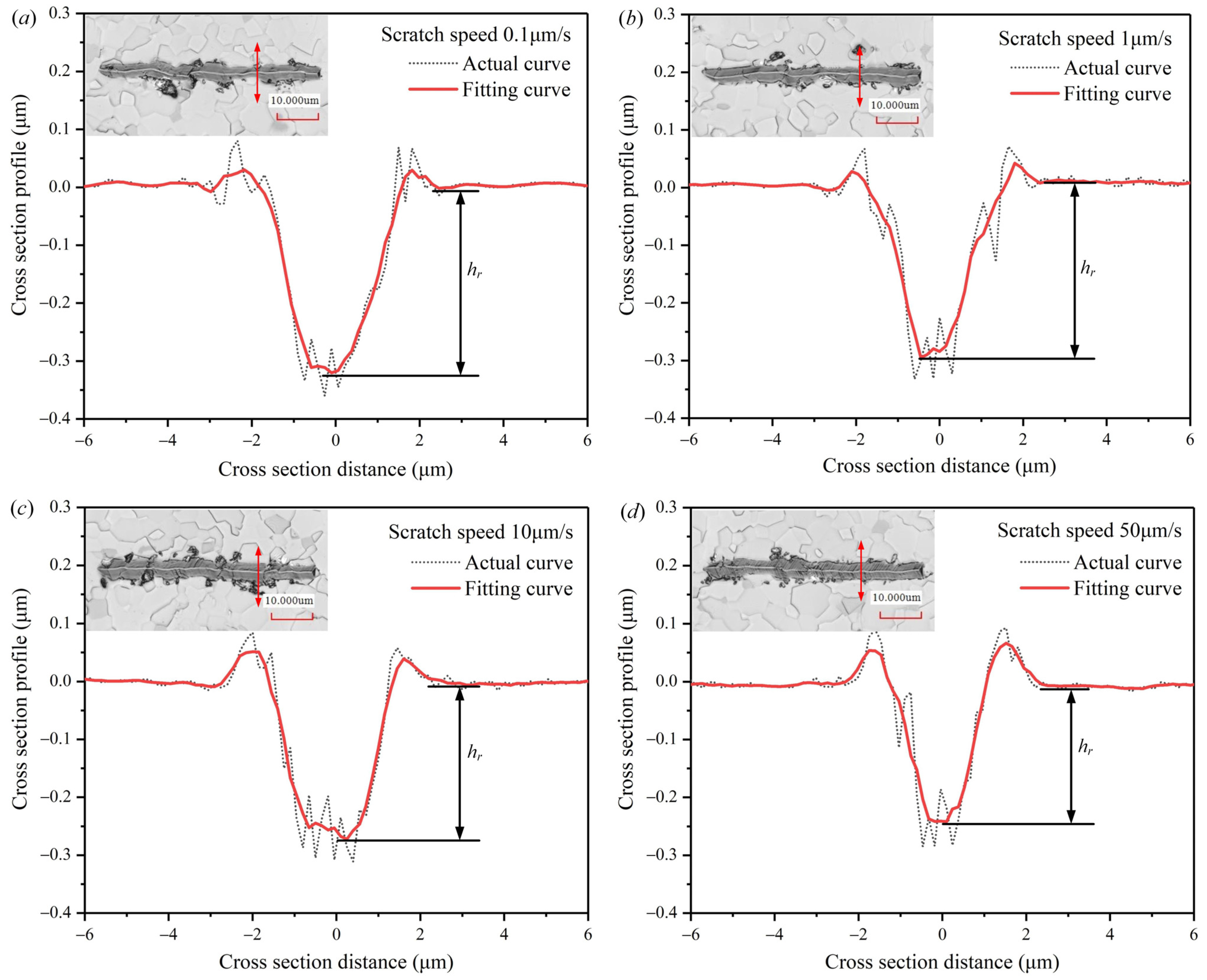
3.2. The Maximum Slipping Distance and Penetration Depth of Indenter under Different Scratch Speeds
4. Discussion
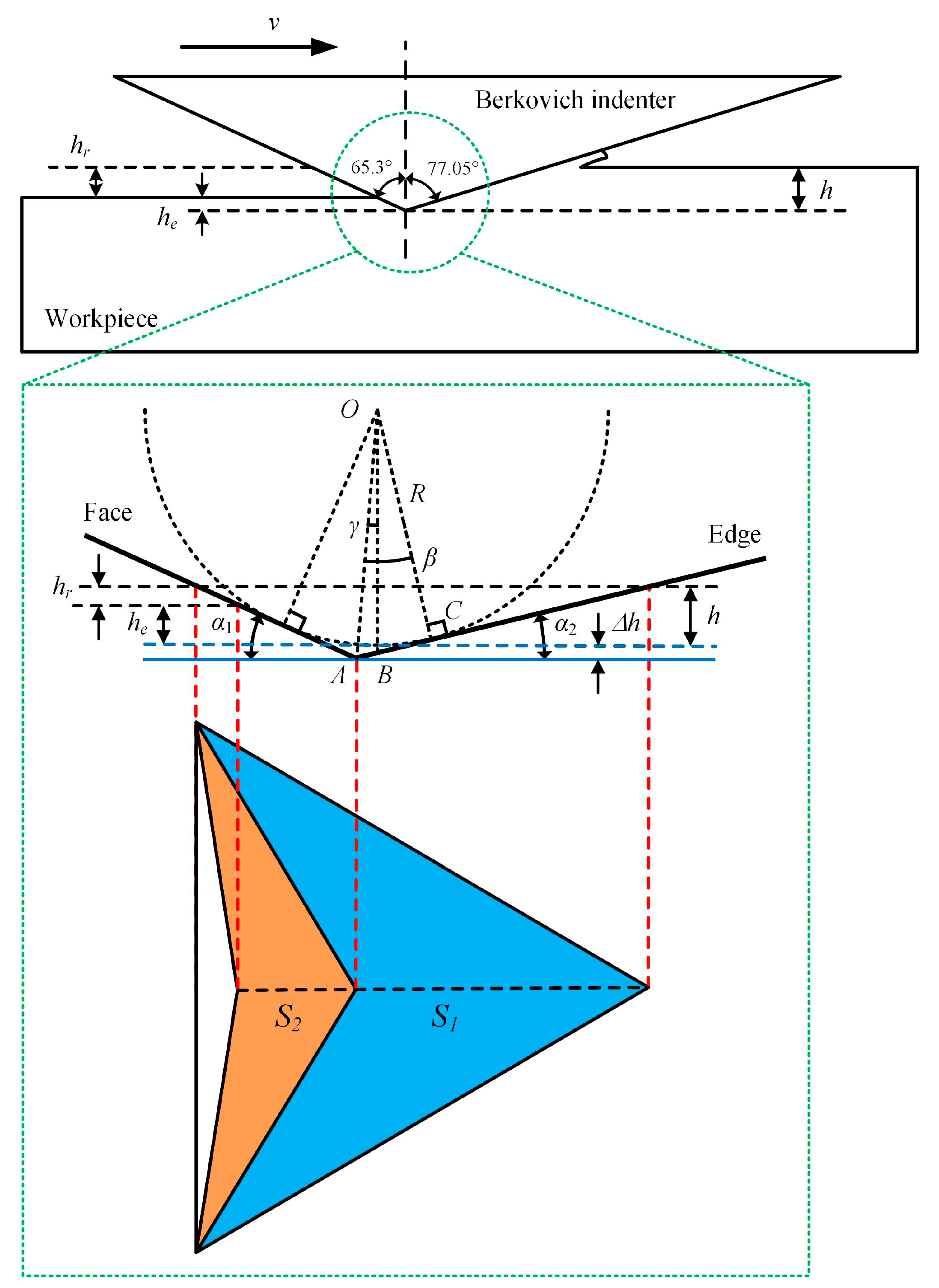
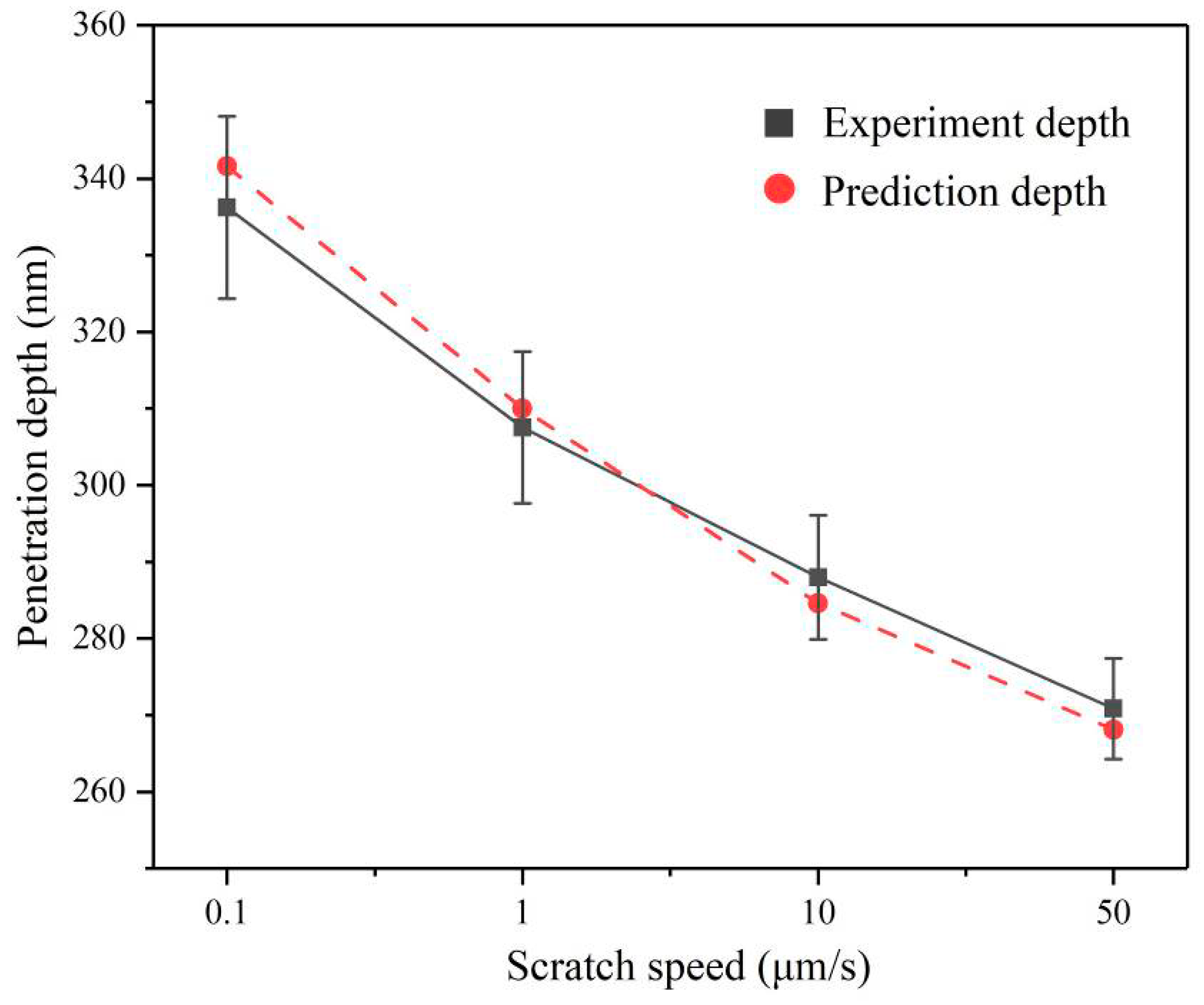
4.1. The Penetration Depth Prediction Model Considered with Strain Rate
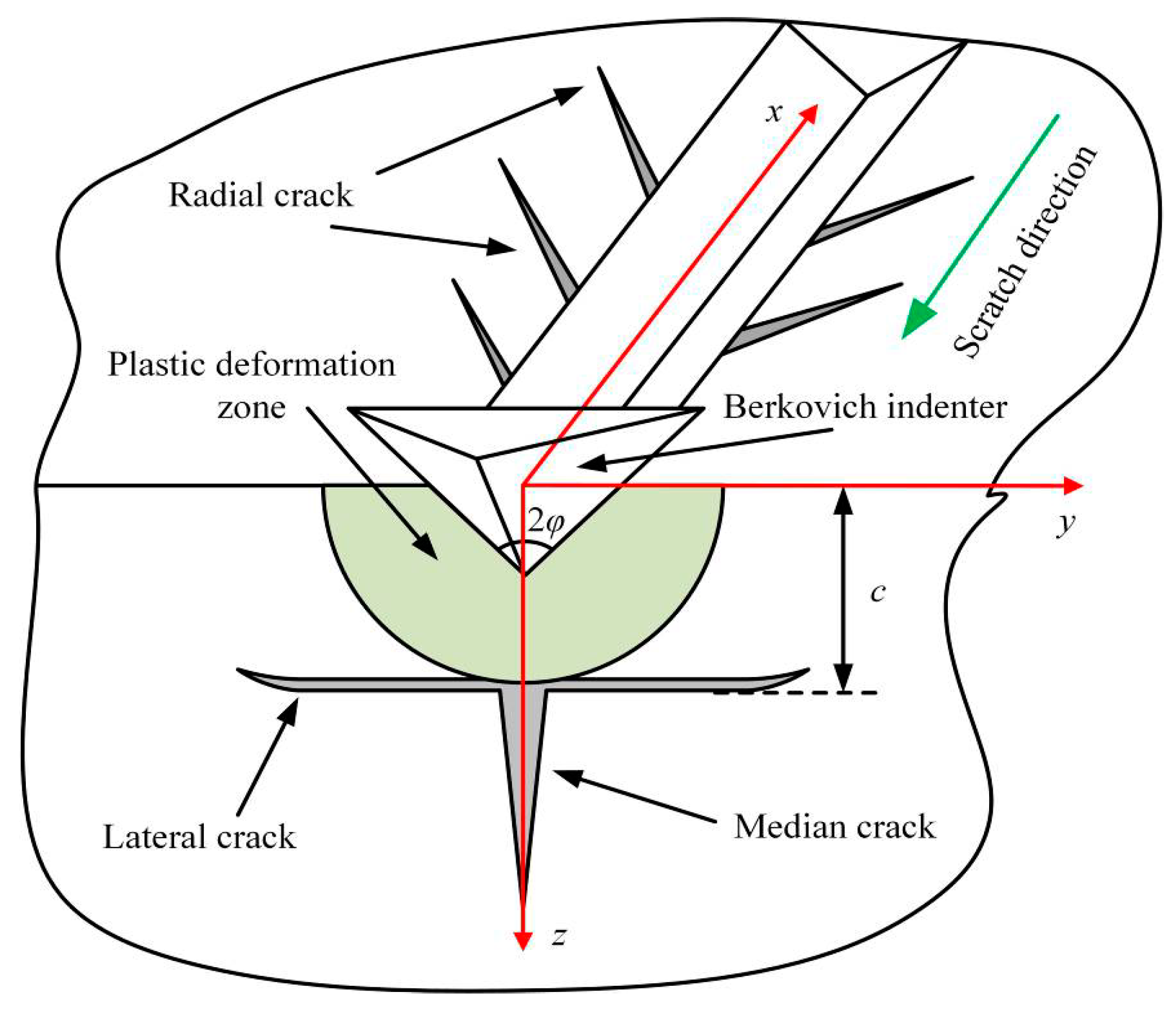
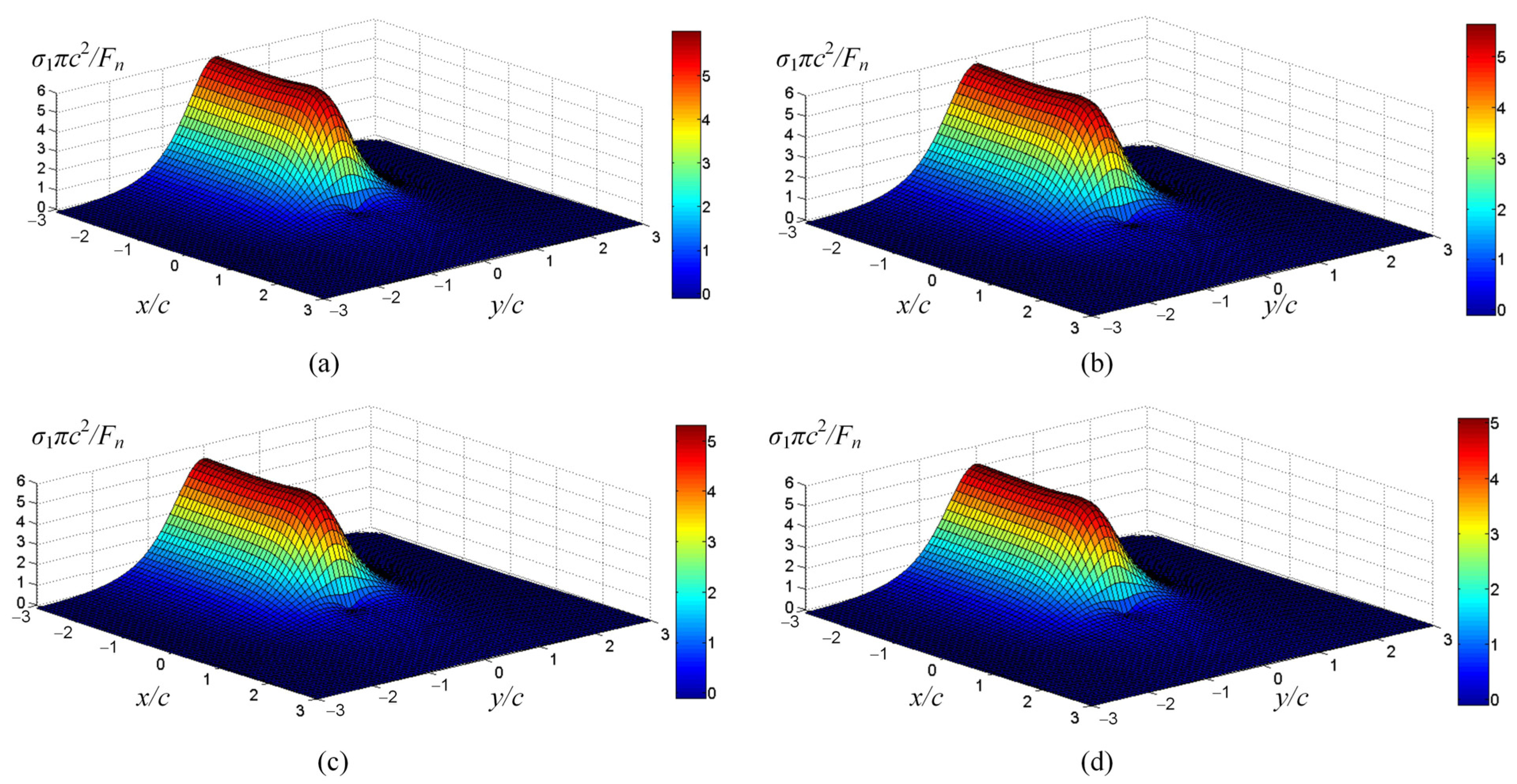
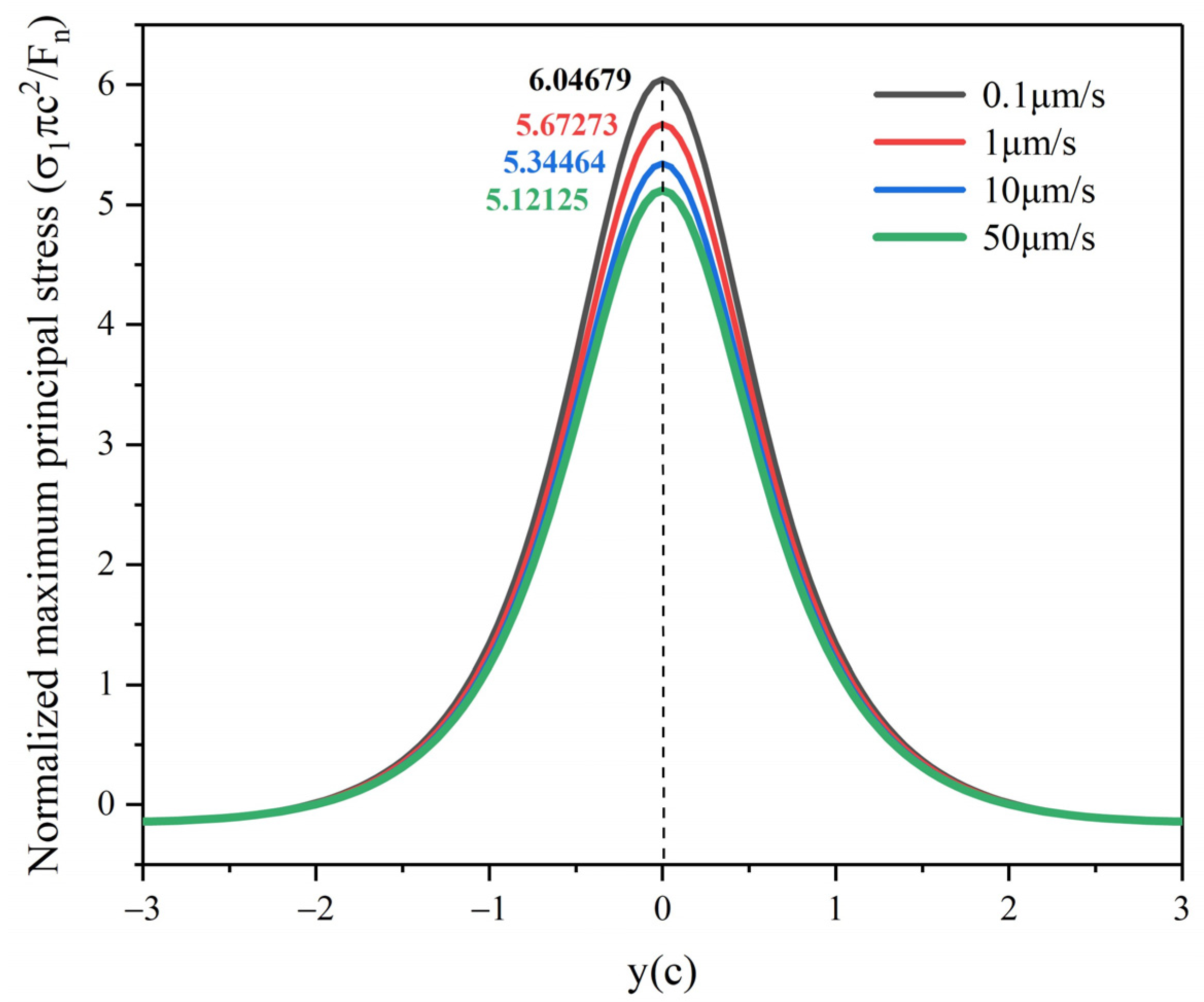
4.2. A Strain Rate Dependent Scratch Stress Field Model
5. Conclusions
- (1)
- During the scratching process on AlN ceramics, the scratch groove was tortuous, and a large amount of cracks occur at the slippage of the Berkovich indenter, indicating that the deformation characteristics include plastic flowing and brittle fracture.
- (2)
- Higher strain rates would result in shallower penetration depth, less cracks, and indenter fewer slipping. At a scratch speed of 50 μm/s, many distinct plastic streamlines appeared in the scratch groove, indicating that higher strain rates were beneficial to the plastic flow of AlN ceramics.
- (3)
- A model for predicting the penetration depth of the Berkovich indenter under edge-forward mode was established, which takes into account the strain rate effect and the elastic recovery of material. The penetration depth model was consistent with the experimental results, and the error was less than 5%.
- (4)
- Based on the Boussinesq stress field, Cerruti stress field, and the Sliding bubble stress field, a strain rate dependent scratch stress field model was established. The model analysis showed that enhancing the scratch speed may significantly reduce the maximum principal stress in the stress field under the indenter, which was the fundamental reason for reducing the cracks and indenter slipping.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kurokawa, Y.; Utsumi, K.; Takamizawa, H. Development and Microstructural Characterization of High Thermal Conductivity Aluminum Nitride Ceramics. J. Am. Ceram. Soc. 1988, 71, 588–594. [Google Scholar] [CrossRef]
- Khor, K.A.; Cheng, K.H.; Yu, L.G.; Boey, F. Thermal conductivity and dielectric constant of spark plasma sintered aluminum nitride. Mater. Sci. Eng. A 2003, 347, 300–305. [Google Scholar] [CrossRef]
- Yim, W.M.; Paff, R.J. Thermal expansion of AlN, sapphire, and silicon. J. Appl. Phys. 1974, 45, 1456–1457. [Google Scholar] [CrossRef]
- Kuramoto, N.; Takada, K. Applications of aluminum nitride (AlN) ceramics. Key Eng. Mater. 2003, 247, 467–472. [Google Scholar] [CrossRef]
- Huang, D.; Liu, Z.; Harris, J.; Diao, X.; Liu, G. High thermal conductive AlN substrate for heat dissipation in high-power LEDs. Ceram. Int. 2019, 45, 1412–1415. [Google Scholar] [CrossRef]
- Katahira, K.; Ohmori, H.; Uehara, Y.; Azuma, M. ELID grinding characteristics and surface modifying effects of aluminum nitride (AlN) ceramics. Int. J. Mach. Tools Manuf. 2005, 45, 891–896. [Google Scholar] [CrossRef]
- Zhou, Z.Z.; Yuan, J.L.; Lv, B.H. Study on the finishing process for the aluminum nitride substrates. Adv. Mater. Res. 2009, 69–70, 282–286. [Google Scholar] [CrossRef]
- Suzuki, S.; Yoshihara, N.; Yan, J.W.; Kuriyagawa, T. High-Efficiency Mirror Grinding of AlN by Ultra-Precision Plane Honing. Key Eng. Mater. 2007, 329, 291–296. [Google Scholar] [CrossRef]
- Branicio, P.S.; Kalia, R.K.; Nakano, A.; Vashishta, P. Shock-induced structural phase transition, plasticity, and brittle cracks in aluminum nitride ceramic. Phys. Rev. Lett. 2006, 96, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Tsai, M.Y.; Lin, C.H.; Chuang, K.F.; Chang, Y.H.; Wu, C.T.; Hu, S.C. Failure and stress analysis of through-aluminum-nitride-via substrates during thermal reliability tests for high power LED applications. Microelectron. Reliab. 2016, 67, 120–128. [Google Scholar] [CrossRef]
- Huang, H.; Li, X.; Mu, D.; Lawn, B.R. Science and art of ductile grinding of brittle solids. Int. J. Mach. Tools Manuf. 2020, 161, 103675. [Google Scholar] [CrossRef]
- Malkin, S.; Hwang, T.W. Grinding Mechanisms for Ceramics. CIRP Ann. Manuf. Technol. 1996, 45, 569–580. [Google Scholar] [CrossRef]
- Cheng, W.; Finnie, I. A mechanism for sub-surface median crack initiation in glass during indenting and scribing. J. Mater. Sci. 1990, 25, 575–579. [Google Scholar] [CrossRef]
- Yang, X.; Qiu, Z.; Wang, Y. Stress interaction and crack propagation behavior of glass ceramics under multi-scratches. J. Non-Cryst. Solids 2019, 523, 119600. [Google Scholar] [CrossRef]
- Swab, J.J.; Thies, S.R.; Wright, J.C.; Schoenstein, J.A.; Patel, P.J. Influence of Surface Scratches on the Flexure Strength of Soda-Lime Silicate and Borosilicate Glass. Exp. Mech. 2013, 53, 91–96. [Google Scholar] [CrossRef]
- Cai, L.; Guo, X.; Gao, S.; Li, Z.; Kang, R. Material removal mechanism and deformation characteristics of AlN ceramics under nanoscratching. Ceram. Int. 2019, 45, 20545–20554. [Google Scholar] [CrossRef]
- Rodríguez-Barrero, S.; Fernández-Larrinoa, J.; Azkona, I.; López De Lacalle, L.N.; Polvorosa, R. Enhanced Performance of Nanostructured Coatings for Drilling by Droplet Elimination. Mater. Manuf. Process. 2016, 31, 593–602. [Google Scholar] [CrossRef]
- Martínez, S.; Lamikiz, A.; Ukar, E.; Calleja, A.; Arrizubieta, J.A.; Lopez de Lacalle, L.N. Analysis of the regimes in the scanner-based laser hardening process. Opt. Lasers Eng. 2017, 90, 72–80. [Google Scholar] [CrossRef]
- Swan, S.; Abdullah, M.S.B.; Kim, D.; Nguyen, D.; Kwon, P. Tool wear of advanced coated tools in drilling of CFRP. J. Manuf. Sci. Eng. Trans. ASME 2018, 140, 1–10. [Google Scholar] [CrossRef]
- Gonczy, S.T.; Randall, N. An ASTM standard for quantitative scratch adhesion testing of thin, hard ceramic coatings. Int. J. Appl. Ceram. Technol. 2005, 2, 422–428. [Google Scholar] [CrossRef]
- Gong, M.; Chen, J.; Deng, X.; Wu, S. Sliding wear behavior of TiAlN and AlCrN coatings on a unique cemented carbide substrate. Int. J. Refract. Met. Hard Mater. 2017, 69, 209–214. [Google Scholar] [CrossRef]
- Krzemień, L.; Kot, M.; Lukomski, M. Stress Assessment in Artistic Materials Using a Micro-Scratching Technique. Exp. Tech. 2018, 42, 473–479. [Google Scholar] [CrossRef] [Green Version]
- Ravichandran, G.; Subhash, G. A micromechanical model for high strain rate behavior of ceramics. Int. J. Solids Struct. 1995, 32, 2627–2646. [Google Scholar] [CrossRef]
- Kimberley, J.; Ramesh, K.T.; Daphalapurkar, N.P. A scaling law for the dynamic strength of brittle solids. Acta Mater. 2013, 61, 3509–3521. [Google Scholar] [CrossRef]
- Tian, L.; Fu, Y.; Xu, J.; Li, H.; Ding, W. The influence of speed on material removal mechanism in high speed grinding with single grit. Int. J. Mach. Tools Manuf. 2015, 89, 192–201. [Google Scholar] [CrossRef]
- Bandyopadhyay, P.; Dey, A.; Mandal, A.K.; Dey, N.; Roy, S.; Mukhopadhyay, A.K. Effect of scratching speed on deformation of soda-lime-silica glass. Appl. Phys. A Mater. Sci. Process. 2012, 107, 685–690. [Google Scholar] [CrossRef]
- Mukaiyama, K.; Ozaki, M.; Wada, T. Study on ductile-brittle transition of single crystal silicon by a scratching test using a single diamond tool. In Proceedings of the 2017 8th International Conference on Mechanical and Aerospace Engineering (ICMAE 2017), Prague, Czech Republic, 22–25 July 2017; pp. 40–44. [Google Scholar] [CrossRef]
- Feng, P.; Zhang, C.; Wu, Z.; Zhang, J. Effect of scratch velocity on deformation features of c-plane sapphire during nanoscratching. Stroj. Vestnik/J. Mech. Eng. 2013, 59, 367–374. [Google Scholar] [CrossRef]
- Yang, X.; Qiu, Z.; Lu, C.; Li, X.; Tang, J. Modelling the strain rate sensitivity on the subsurface damages of scratched glass ceramics. Ceram. Int. 2017, 43, 12930–12938. [Google Scholar] [CrossRef]
- Li, C.; Zhang, F.; Piao, Y. Strain-rate dependence of surface/subsurface deformation mechanisms during nanoscratching tests of GGG single crystal. Ceram. Int. 2019, 45, 15015–15024. [Google Scholar] [CrossRef]
- Huang, D.; Tian, Z.; Cui, W.; Gao, L.; Liu, Z.; Diao, X.; Liu, G. Effects of Y2O3 and yttrium aluminates as sintering additives on the thermal conductivity of AlN ceramic substrates. Ceram. Int. 2018, 44, 20556–20559. [Google Scholar] [CrossRef]
- Yu, Y.D.; Hundere, A.M.; Hoier, R.; Dunin-Borkowski, R.E.; Einarsrud, M.A. Microstructural characterization and microstructural effects on the thermal conductivity of AIN(Y2O3) ceramics. J. Eur. Ceram. Soc. 2002, 22, 247–252. [Google Scholar] [CrossRef]
- Geng, Y.; Yan, Y.; Xing, Y.; Zhao, X.; Hu, Z. Modelling and experimental study of machined depth in AFM-based milling of nanochannels. Int. J. Mach. Tools Manuf. 2013, 73, 87–96. [Google Scholar] [CrossRef]
- Zhang, F.; Meng, B.; Geng, Y.; Zhang, Y. Study on the machined depth when nanoscratching on 6H-SiC using Berkovich indenter: Modelling and experimental study. Appl. Surf. Sci. 2016, 368, 449–455. [Google Scholar] [CrossRef]
- Lee, J.M.; Lee, C.J.; Lee, K.H.; Kim, B.M. Effects of elastic-plastic properties of materials on residual indentation impressions in nano-indentation using sharp indenter. Trans. Nonferrous Met. Soc. China. 2012, 22, s585–s595. [Google Scholar] [CrossRef]
- Wasmer, K.; Parlinska-Wojtan, M.; Graça, S.; Michler, J. Sequence of deformation and cracking behaviours of Gallium-Arsenide during nano-scratching. Mater. Chem. Phys. 2013, 138, 38–48. [Google Scholar] [CrossRef]
- Geng, Y.; Yan, Y.; Xing, Y.; Zhang, Q.; Zhao, X.; Hu, Z. Effect of cantilever deformation and tip-sample contact area on AFM nanoscratching. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 2013, 31, 61802. [Google Scholar] [CrossRef]
- Pelletier, H.; Gauthier, C.; Schirrer, R. Friction effect on contact pressure during indentation and scratch into amorphous polymers. Mater. Lett. 2009, 63, 1671–1673. [Google Scholar] [CrossRef]
- Benabdallah, H.S.; Boness, R.J. Tribological behaviour and acoustic emissions of alumina, silicon nitride and SAE52100 under dry sliding. J. Mater. Sci. 1999, 34, 4995–5004. [Google Scholar] [CrossRef]
- Gauthier, C.; Lafaye, S.; Schirrer, R. Elastic recovery of a scratch in a polymeric surface: Experiments and analysis. Tribol. Int. 2001, 34, 469–479. [Google Scholar] [CrossRef]
- Bhushan, B. Solid surface characterization. In Principles and Applications of Tribology, 2nd ed.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2013; pp. 83–179. [Google Scholar] [CrossRef]
- Ahn, Y.; Farris, T.N.; Chandrasekar, S. Sliding microindentation fracture of brittle materials: Role of elastic stress fields. Mech. Mater. 1998, 29, 143–152. [Google Scholar] [CrossRef]
- Jing, X.; Maiti, S.; Subhash, G. A new analytical model for estimation of scratch-induced damage in brittle solids. J. Am. Ceram. Soc. 2007, 90, 885–892. [Google Scholar] [CrossRef]
- Williams, J.A. Analytical models of scratch hardness. Tribol. Int. 1996, 29, 675–694. [Google Scholar] [CrossRef]
- Golovin, Y.I.; Tyurin, A.I.; Khlebnikov, V.V. Effect of the conditions of dynamic nanoindentation on the strain-rate sensitivity of hardness for solids with different structures. Tech. Phys. 2005, 50, 479–483. [Google Scholar] [CrossRef]
- Vandeperre, L.J.; Ur-Rehman, N.; Brown, P. Strain rate dependence of hardness of AlN doped SiC. Adv. Appl. Ceram. 2010, 109, 493–497. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Poisson’s ratio ν | 0.2 |
| Elastic Modulus E (GPa) | 366.4 ± 5 |
| Hardness H (GPa) | 15.21 ± 0.5 |
| Parameters | Values | |||
|---|---|---|---|---|
| Scratch speed ν (μm/s) | 0.1 | 1 | 10 | 50 |
| Residual depth hr (μm) | 0.335 | 0.295 | 0.264 | 0.235 |
| Groove width L (μm) | 4.252 | 3.976 | 3.453 | 3.124 |
| Friction coefficient | 0.3087 | 0.3058 | 0.3041 | 0.2935 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, S.; Li, H.; Kang, R.; Zhang, Y.; Dong, Z. Effect of Strain Rate on the Deformation Characteristic of AlN Ceramics under Scratching. Micromachines 2021, 12, 77. https://doi.org/10.3390/mi12010077
Gao S, Li H, Kang R, Zhang Y, Dong Z. Effect of Strain Rate on the Deformation Characteristic of AlN Ceramics under Scratching. Micromachines. 2021; 12(1):77. https://doi.org/10.3390/mi12010077
Chicago/Turabian StyleGao, Shang, Honggang Li, Renke Kang, Yu Zhang, and Zhigang Dong. 2021. "Effect of Strain Rate on the Deformation Characteristic of AlN Ceramics under Scratching" Micromachines 12, no. 1: 77. https://doi.org/10.3390/mi12010077
APA StyleGao, S., Li, H., Kang, R., Zhang, Y., & Dong, Z. (2021). Effect of Strain Rate on the Deformation Characteristic of AlN Ceramics under Scratching. Micromachines, 12(1), 77. https://doi.org/10.3390/mi12010077