1. Introduction
A major concern of sustainability is the consumption of nonrenewable resources, and their replacement by renewable ones. Lignocellulosic materials (LCM) are interesting renewable raw materials for industry, due to their availability, widespread occurrence, carbon-neutral character, and low cost.
Eucalyptus globulus shows favorable features as a feedstock for industry, including its productivity, high cellulose content, and hemicelluloses largely dominated by acetylated glucuronoxylan [
1,
2], with minor amounts of other components [
3].
The industrial utilization of LCM can be accomplished using the biorefinery approach, which entails the selective separation of the polymeric components of LCM (cellulose, hemicelluloses and lignin) through “fractionation” treatments, and the further transformation of the resulting fractions into commercial products, taking into account the principles of green chemistry and circular economy [
4].
The fractionation of woods in the scope of biorefineries can be achieved by diverse methods, depending on the fraction (or fractions) targeted. In particular, hemicelluloses can be selectively separated from cellulose and lignin by performing a mild acidic treatment in aqueous media. Under selected conditions, hemicelluloses can be converted into soluble saccharides (or saccharide-decomposition products), whereas cellulose and lignin are scarcely altered and remain in solid phase. The solids from autohydrolysis can be processed (for example, by delignification, enzymatic hydrolysis or acidic processing under harsh conditions) to yield a wide scope of products, including sugar solutions suitable as fermentation media, furans, cellulose pulp, and organic acids.
The acidic conditions promoting the hemicellulose depolymerization in aqueous media can be achieved by external addition of an acidic catalyst (typically, a mineral acid in prehydrolysis treatments), or just by aqueous processing (autohydrolysis treatments). In the latter case, the breakdown of the glycosidic bonds in hemicelluloses is catalyzed by hydronium ions, which come at the beginning of the reaction from water autoionization and uronic substituents in hemicelluloses. In further reaction stages, the acetic acid progressively released in situ from the acetyl groups becomes the major source of hydronium ions (autocatalytic reaction). As a consequence, the comparatively high acetyl group content of Eucalyptus globulus wood is an advantage for this type of reactions.
Besides the ability of autohydrolysis for causing an extensive and selective separation of hemicelluloses from the rest of the polymeric wood components, other advantages (including its “green” character, the limited problems derived from equipment corrosion, and the fact that no neutralization or sludge management stages are necessary) contribute to the interest of this technology for wood fractionation [
5].
When autohydrolysis is performed under suitable operational conditions, the acetylated glucuronoxylan in
E. globulus wood is mainly converted into xylooligosaccharides (XOs), which in turn can be converted into xylose and/or xylose-decomposition products. The kinetic modeling of single-stage
E. globulus wood autohydrolysis has been considered in literature, including the hydrolysis of xylan under isothermal and non-isothermal conditions [
5,
6] and the generation of acetic acid from acetyl groups [
7].
The hydrolysis of
E. globulus xylan into soluble products has been interpreted in literature [
5,
6] using a mechanism based on the following hypotheses:
The reactions taking place in the reaction medium are irreversible and present a first-order, pseudohomogeneous kinetics
The kinetic coefficients involved in the mechanism follow the Arrhenius equation
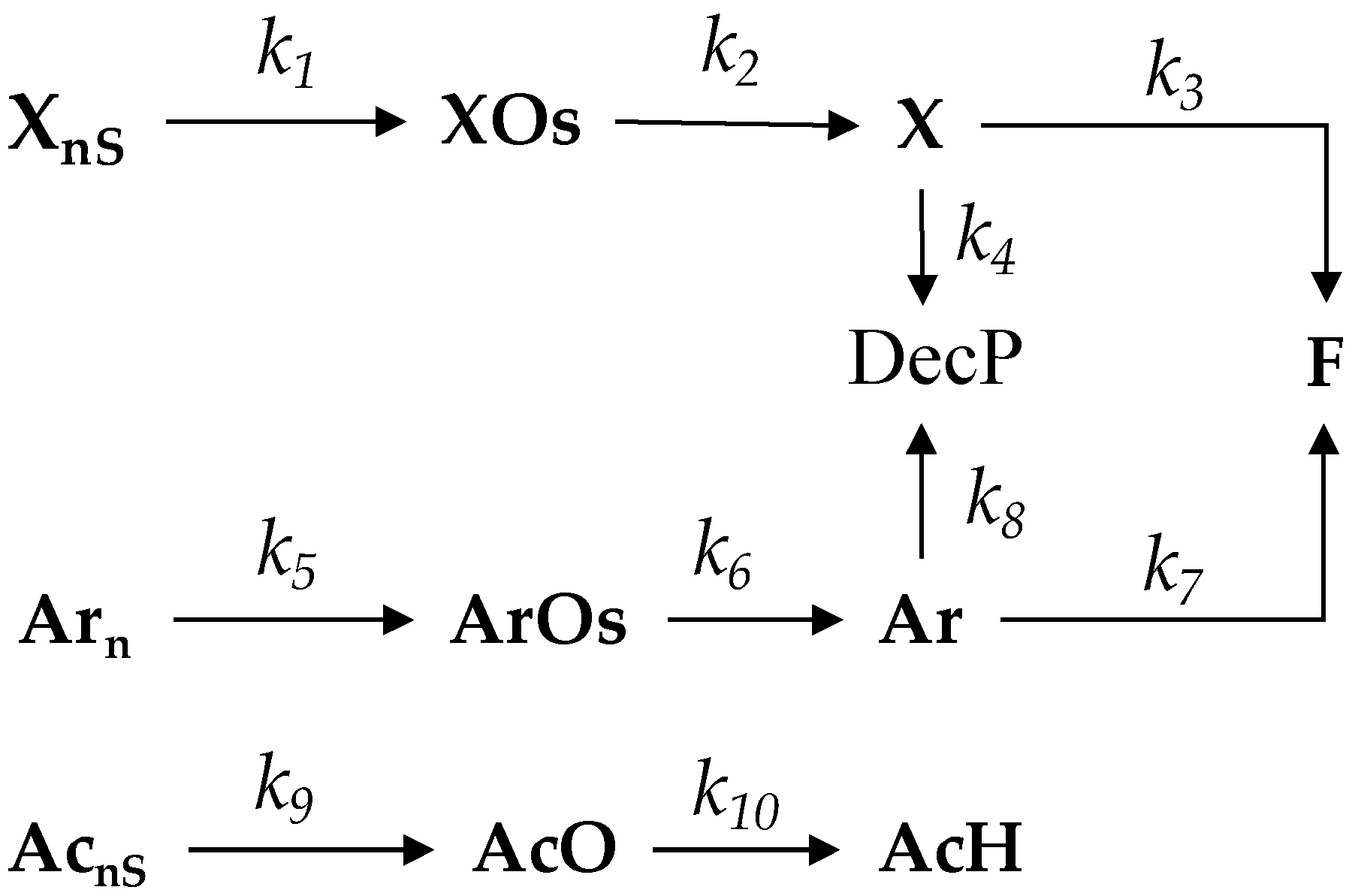
Eucalyptus wood xylan (Xn) is made up of two fractions, one being unreactive under the operational conditions, and the other (susceptible xylan, XnS) can be hydrolyzed to yield high-molecular weight oligosaccharides (XOH)
The relative proportion of hydrolyzable xylan is measured by the “susceptible fraction” αXnS (g susceptible xylan/g xylan)
XOH are split into low molecular weight oligosaccharides (XOL)
XOL are hydrolyzed into xylose (X), which is dehydrated into furfural (F)
This mechanism can be summarized as follows:
Although xylan can be hydrolyzed at high yield by autohydrolysis treatments, the volumetric concentrations of the soluble saccharides and furfural in liquid phase are limited, owing to both the xylan content of wood and the concentration of solids in the reaction media (typically, 10–12.5 g oven-dried wood/100 g water). As a consequence, the volumetric concentration range is below the desired threshold for a number of applications. Increased concentrations of the target products can be achieved by concentration (for example, by evaporation or membrane technologies) or by coupling reaction stages [
8]. This latter strategy entails a number of issues, related to the higher concentrations of catalyst (acetic acid derived from acetyl groups) and to the increased conversion of susceptible substrates by hydrolysis, dehydration and/or condensation reactions.
To our knowledge, no studies have been reported on the kinetic modeling of multistage autohydrolysis. The closest precedents for our study are the articles reported for the single stage autohydrolysis of
Eucalyptus globulus wood [
5,
6]. Other studies dealing with wood autohydrolysis have been reported for
Acacia dealbata (a hardwood with hemicelluloses mainly made up of xylan) [
9] and
Pinus pinaster (a softwood with hemicelluloses mainly made up of glucomannan and xylan) [
10]. Additional kinetic studies of single-stage autohydrolysis have been reported for a number or non-wood materials, including corncobs [
11], vine shoots [
12],
Arundo donax [
13], barley husks [
14], bamboo [
15],
Cytisus scoparius [
16], rye straw [
17], and almond shells [
18].
This work deals with the kinetic modeling of
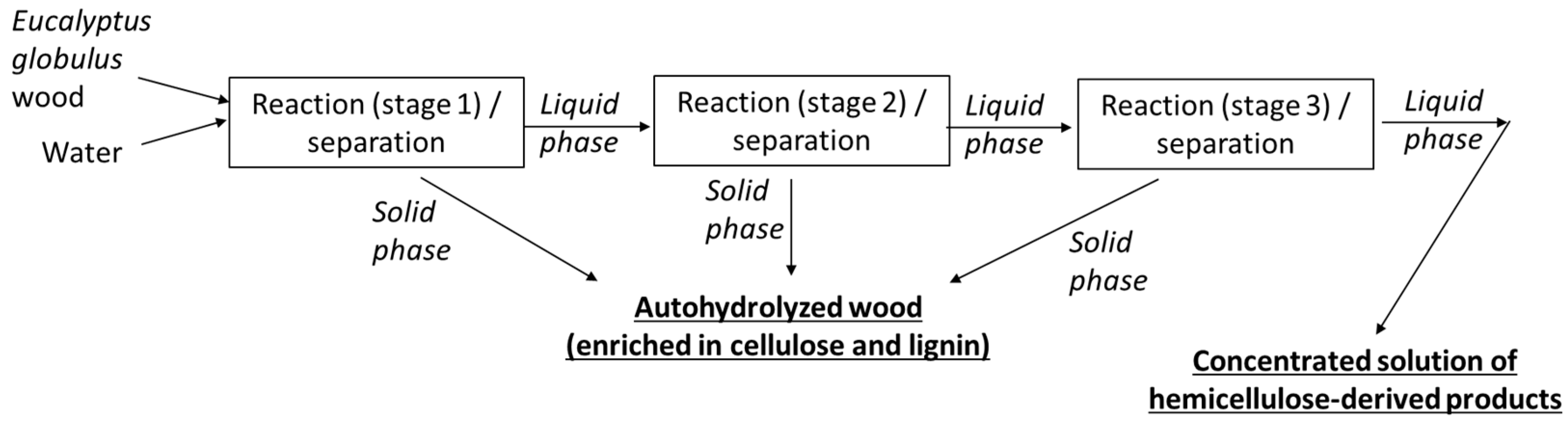
E. globulus wood processing by multistage autohydrolysis. Wood was processed in three crossflow stages (as indicated in
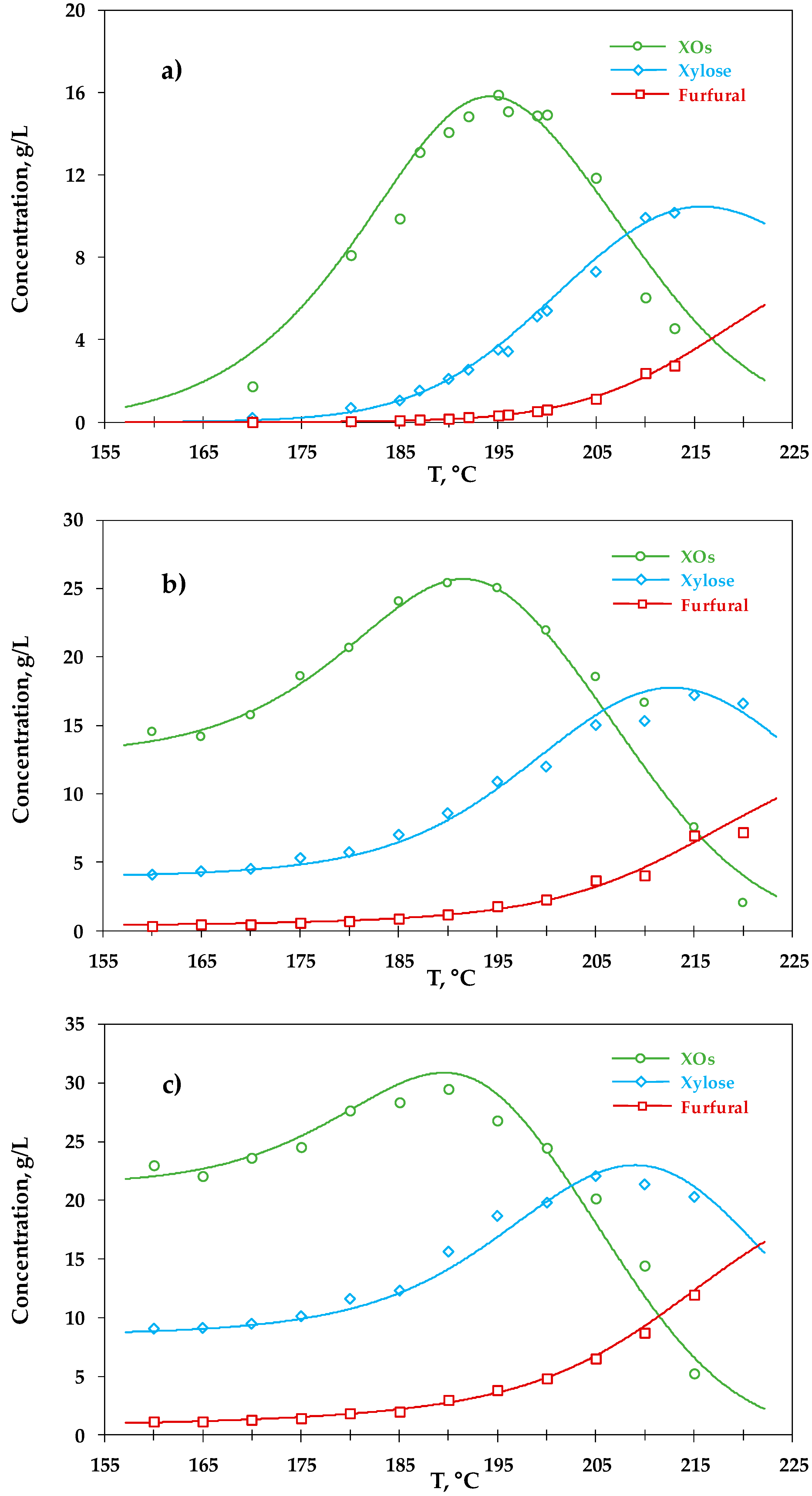
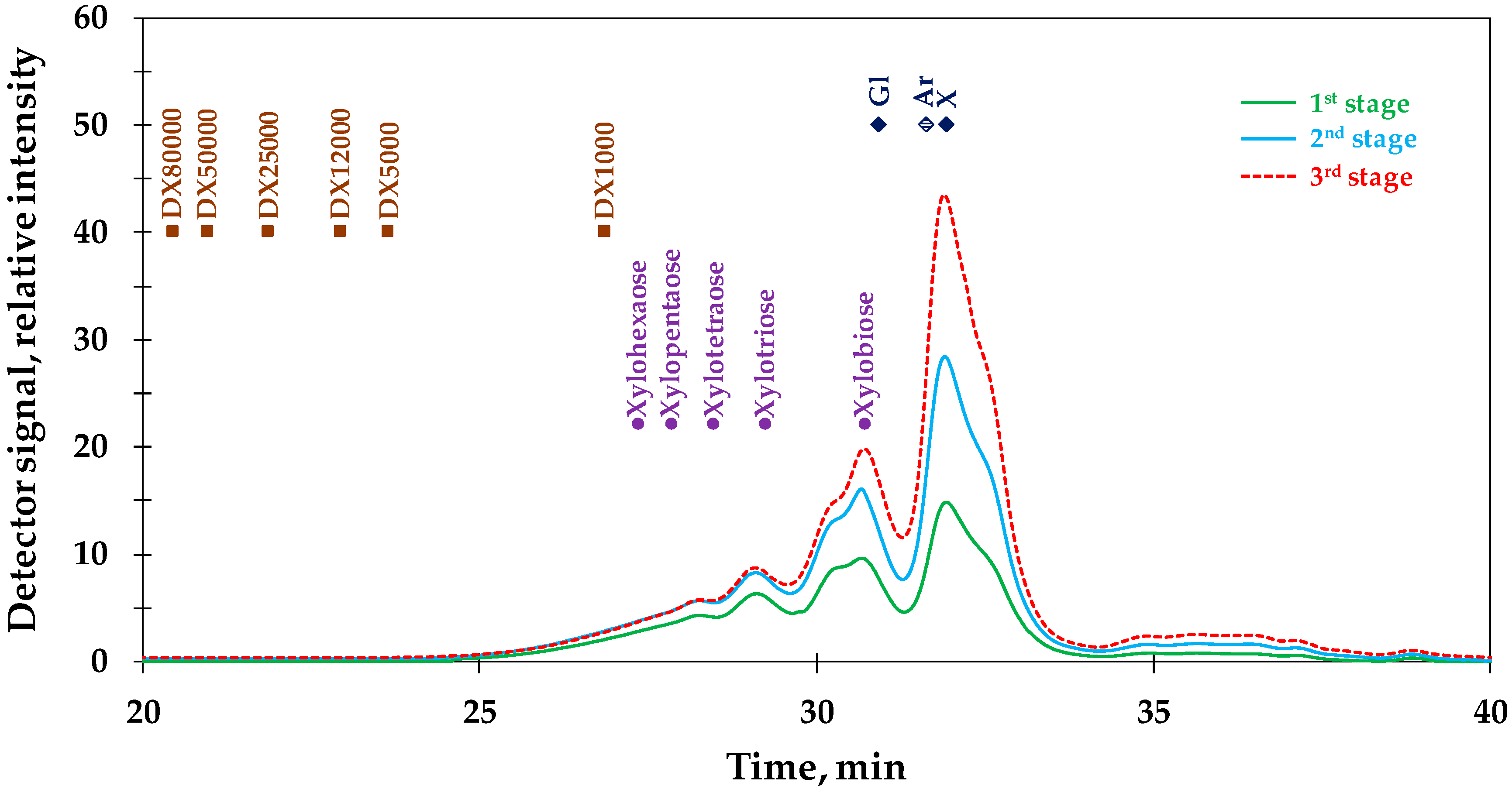
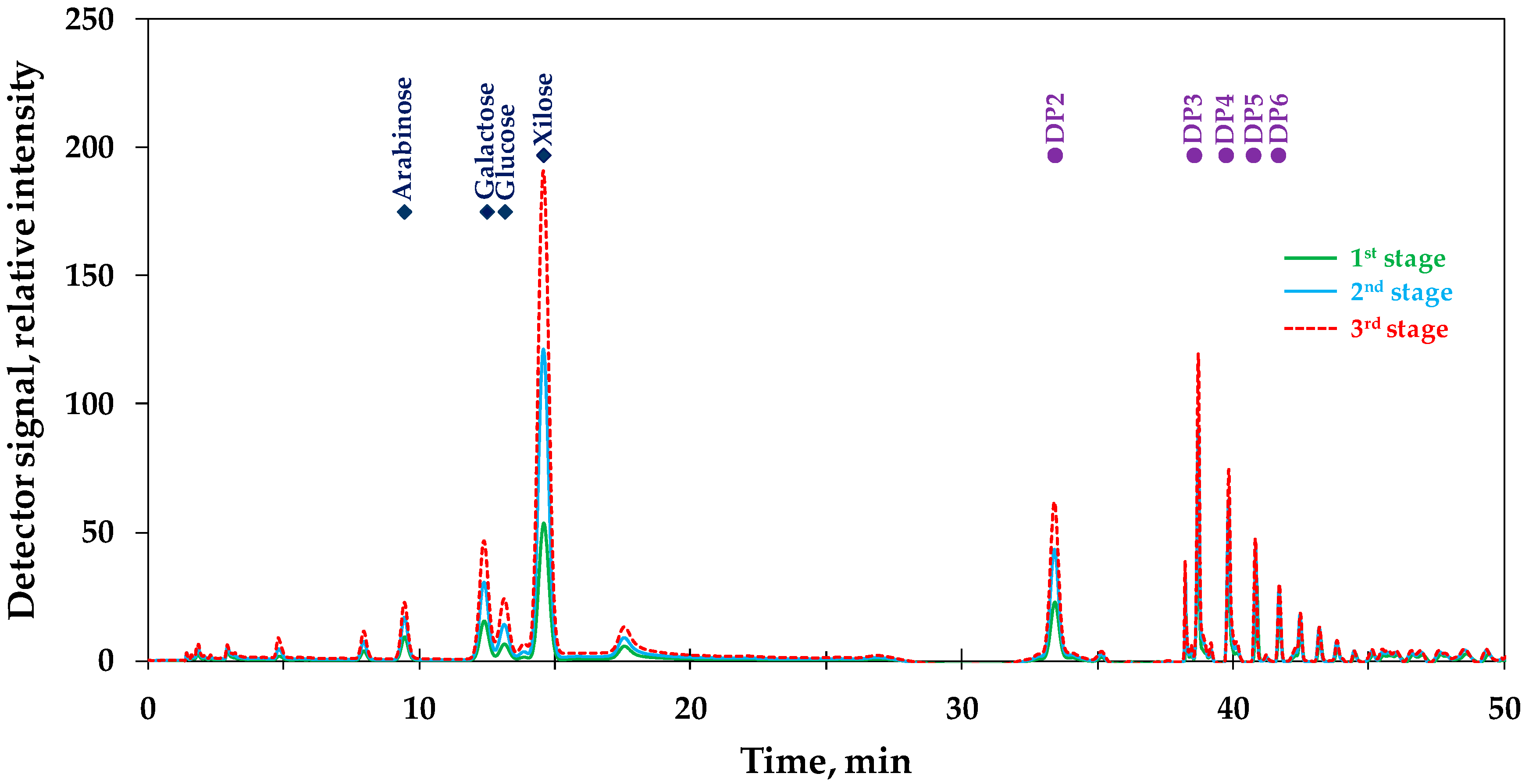
Figure 1), where the first one was a conventional hydrothermal treatment (wood was processed with water), whereas fresh wood lots were treated in the second and third stages with the liquid phases coming from stages 1 and 2, respectively. Operation was carried out under non-isothermal conditions. In experiments performed at temperatures within the range 160–220 °C, samples were withdrawn at selected reaction times, and assayed for the following reaction products: XOs, X, F, glucosyl groups in oligosaccharides (GOs), arabinosyl groups in oligosaccharides (ArOs), glucose (Gl), arabinose (Ar), acetyl groups in oligosaccharides (AcO), hydroxymethylfurfural (HMF), acetic acid (AcH), formic acid (FA), and levulinic acid (LA). Kinetic models giving a close interpretation of the experimental data were developed, and the properties of the soluble products leaving the diverse reaction stages were assessed by High Pressure Size Exclusion Chromatography (HPSEC), High Performance Anion Exchange Chromatography with Pulsed Amperometric Detection (HPAEC-PAD), and Matrix Assisted Laser Desorption/Ionization Time of Flight Mass Spectrometry (MALDI-TOF MS).
4. Conclusions
Crossflow coupling of autohydrolysis stages enables the manufacture of solutions containing a number of valuable products at increased concentrations. When Eucalyptus globulus was used as a feedstock for autohydrolysis, most of the hemicellulose fraction is converted into soluble products (including oligosaccharides, monosaccharides, furans, organic acids). The kinetic principles of conventional autohydrolysis processing has been established for a number of lignocellulosic materials (including wood), but (to our knowledge), no literature has been reported on the kinetic modeling of multistage autohydrolysis. This problem shows specific features, derived from the presence (from the beginning) of reactive intermediates and catalysts at increased concentrations. In this study, the concentration profiles determined for the target products present in the liquid phases from the diverse crossflow stages were employed for kinetic modeling. Several mechanisms based on pseudohomogeneous reactions and Arrhenius-type dependence of the kinetic coefficients on temperature were assessed. Overestimation of the predicted concentrations of pentoses was observed for kinetic models involving the generation of oligosaccharides from their precursors, with further formation of monosaccharides, and the generation of furans from sugars (with possible consumption of furfural to yield decomposition products). Oppositely, satisfactory results were achieved when the models were modified to include both the dehydration of pentoses into F and their consumption by parasitic reactions. Additional characterization of the reaction products by HPSEC, HPAEC-PAD, and MALDI-TOF MS confirmed that the major reaction products were monosaccharides and higher saccharides with degrees DP ≤ 7, which presented a rich substitution pattern by O-methyluronic and acetyl groups.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}