
Production of Biomodified Bleached Kraft Pulp by Catalytic Conversion Using Penicillium verruculosum Enzymes: Composition, Properties, Structure, and Application

 , , and
, , and
Abstract
:1. Introduction
2. Results
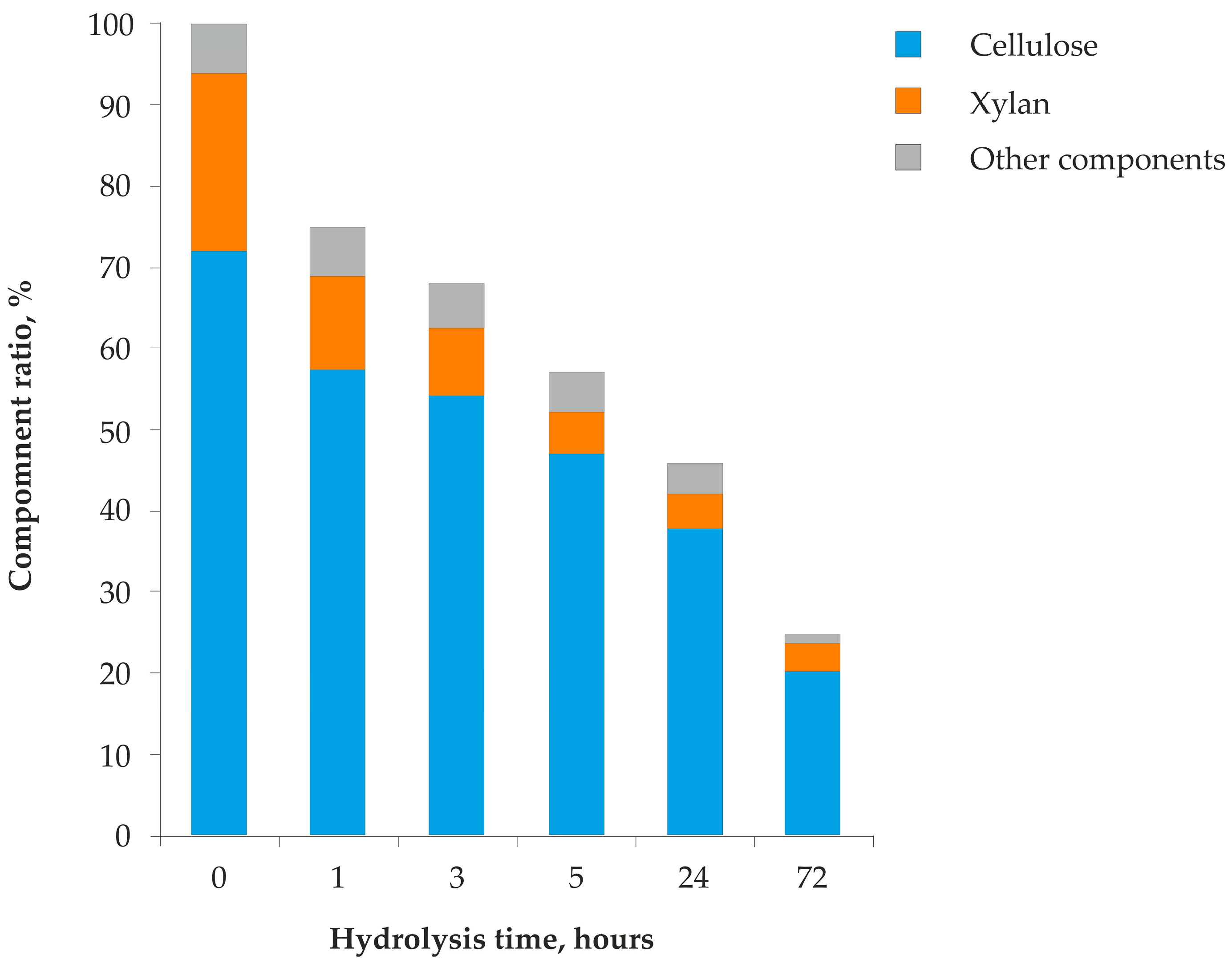
2.1. Yield and Component Composition of Hydrolysate and Biomodified Kraft Pulp during Biocatalysis
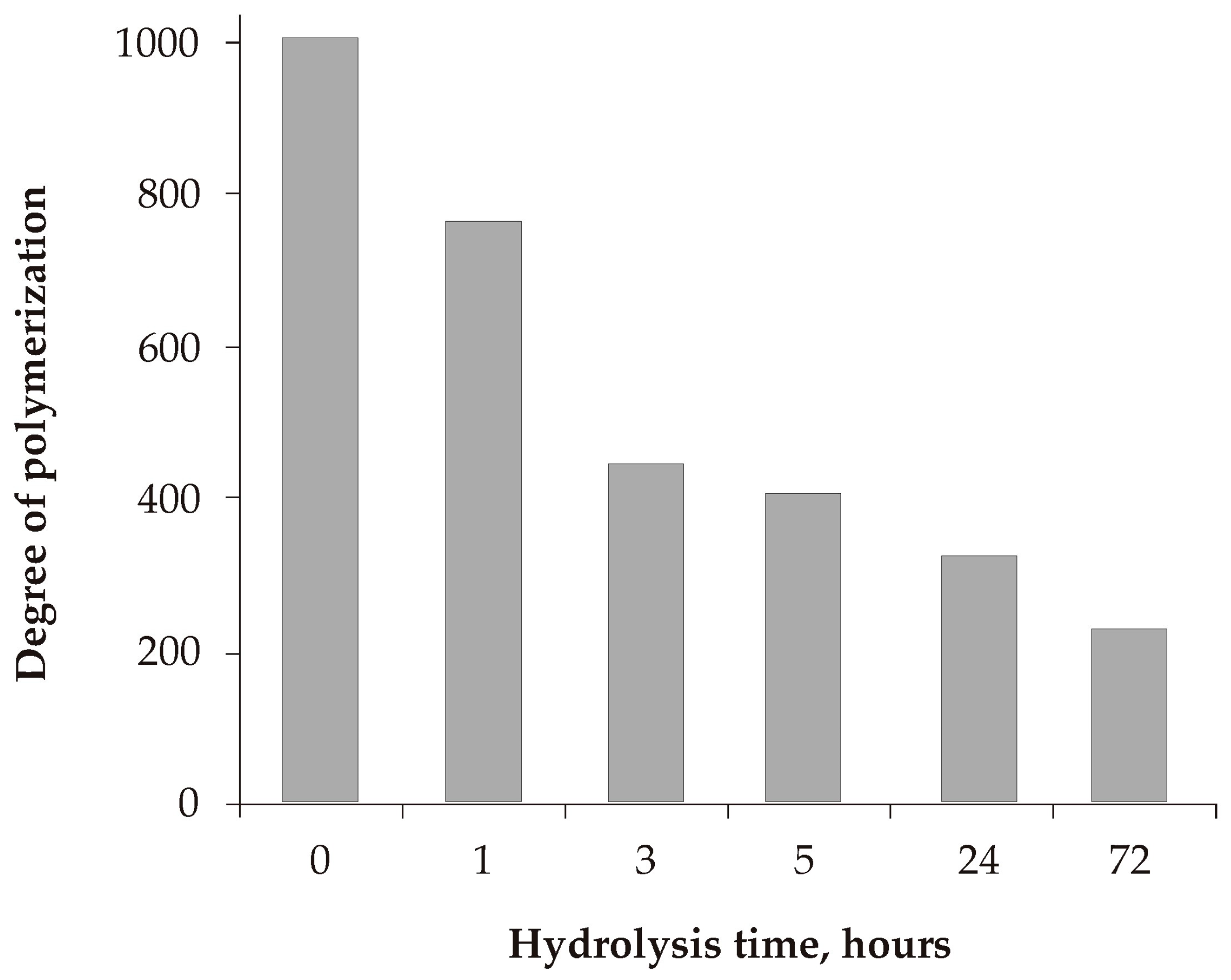
2.2. Degree of Polymerization of Biomodified Kraft Pulp
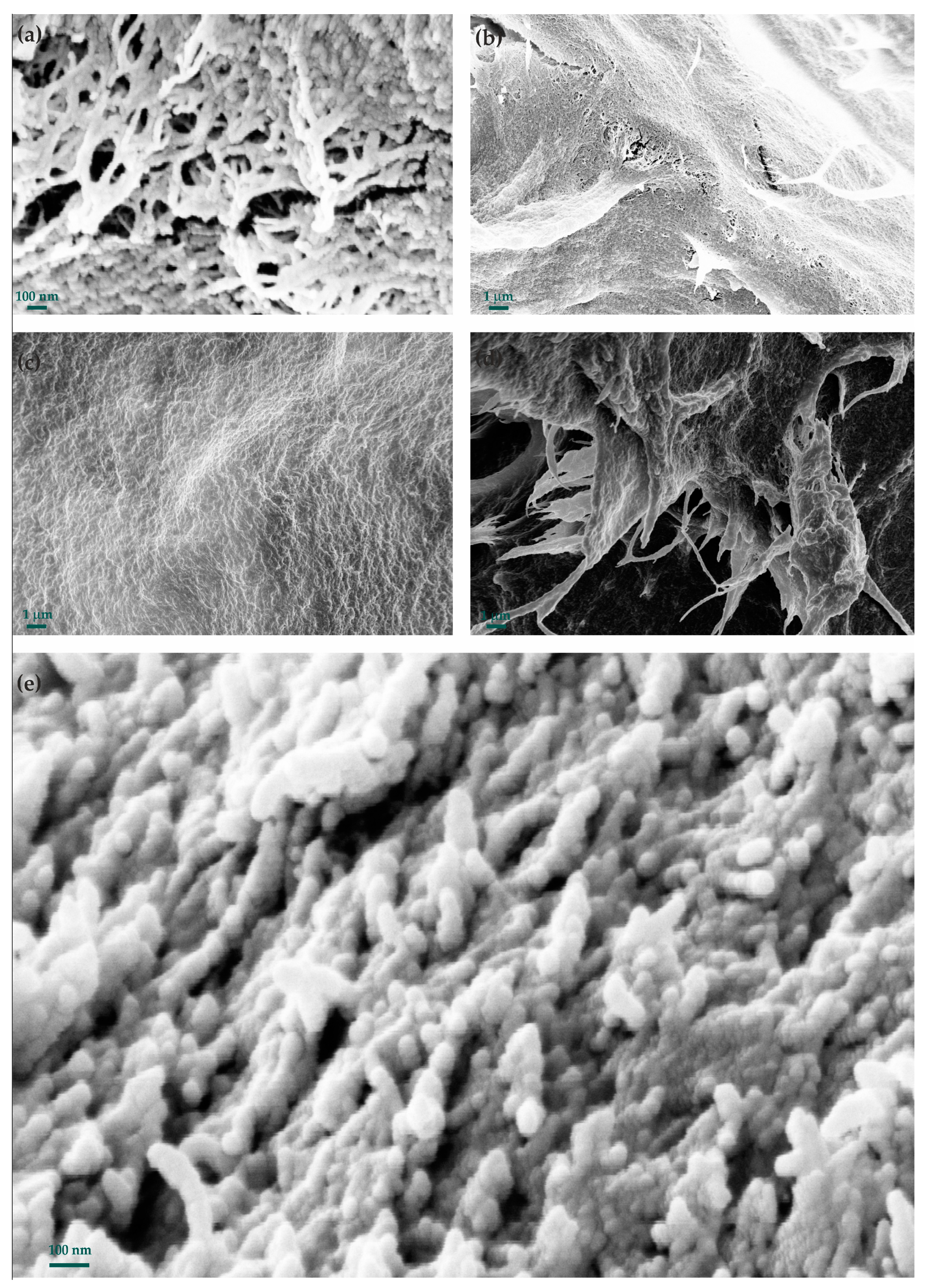
2.3. Characteristics of Cryogels Produced from Original and Biomodified Kraft Pulps
3. Discussion
3.1. Composition of Biomodified Kraft Pulp
3.2. Structure and Properties of Biomodified Kraft Pulp
3.3. Application of Biomodified Kraft Pulp as Polysaccharide Matrix for Cryogel Formation
4. Materials and Methods
4.1. Kraft Pulp
4.2. Enzymes
4.3. Enzymatic Hydrolysis
4.4. Biomodified Kraft Pulp Analysis
4.5. Preparation and Characterization of Biomodified Kraft Pulp Cryogels
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hernández-Chaverri, R.A.; Buenrostro-Figueroa, J.J. Biomass: Biorefinery as a model to boost the bioeconomy in Costa Rica, a review. Agron. Mesoam. 2021, 32, 1047–1070. [Google Scholar] [CrossRef]
- Novy, V.; Nielsen, F.; Seiboth, B.; Nidetzky, B. The influence of feedstock characteristics on enzyme production in Trichoderma reesei: A review on productivity, gene regulation and secretion profiles. Biotechnol. Biofuels 2019, 12, 238. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ragauskas, A.J.; Nagy, M.; Kim, D.H.; Eckert, C.A.; Hallett, J.P.; Liotta, C.L. From wood to fuels: Integrating biofuels and pulp production. Ind. Biotechnol. 2006, 2, 55–65. [Google Scholar] [CrossRef]
- Fonseca, L.M.; Parreiras, L.S.; Murakami, M.T. Rational engineering of the Trichoderma reesei RUT-C30 strain into an industrially relevant platform for cellulase production. Biotechnol. Biofuels 2020, 13, 93. [Google Scholar] [CrossRef] [PubMed]
- Phillips, R.B.; Jameel, H.; Chang, H.M. Integration of pulp and paper technology with bioethanol production. Biotechnol. Biofuels. 2013, 6, 13. [Google Scholar] [CrossRef] [Green Version]
- Johnson, M.A.; Hart, P.W. Integrating a biorefinery into an operating kraft mill. BioResources 2016, 11, 10677–10710. [Google Scholar] [CrossRef] [Green Version]
- Alvira, P.; Tomás-Pejó, E.; Ballesteros, M.; Negro, M.J. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 2010, 101, 4851–4861. [Google Scholar] [CrossRef]
- Brunecky, R.; Donohoe, B.S.; Yarbrough, J.M.; Mittal, A.; Scott, B.R.; Ding, H.; Bomble, Y.J. The Multi Domain Caldicellulosiruptor bescii CelA Cellulase Excels at the Hydrolysis of Crystalline Cellulose. Sci. Rep. 2017, 7, 9622. [Google Scholar] [CrossRef] [Green Version]
- Aksenov, A.S.; Tyshkunova, I.V.; Poshina, D.N.; Guryanova, A.A.; Chukhchin, D.G.; Sinelnikov, I.G.; Terentyev, K.Y.; Skorik, Y.A.; Novozhilov, E.V.; Synitsyn, A.P. Biocatalysis of industrial kraft pulps: Similarities and differences between hardwood and softwood pulps in hydrolysis by enzyme complex of Penicillium verruculosum. Catalysts 2020, 10, 536. [Google Scholar] [CrossRef]
- Zheng, Y.; Shi, J.; Tu, M.; Cheng, Y.S. Principles and development of lignocellulosic biomass pretreatment for biofuels. Adv. Bioenergy 2017, 2, 1–68. [Google Scholar] [CrossRef]
- Novozhilov, E.V.; Sinel’nikov, I.G.; Aksenov, A.S.; Chukhchin, D.G.; Tyshkunova, I.V.; Rozhkova, A.M.; Osipov, D.O.; Zorov, I.N.; Sinitsyn, A.P. Biocatalytic conversion of kraft pulp using cellulase complex of Penicillium verruculosum. Catal. Ind. 2016, 8, 95–100. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, Y.Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef]
- Xu, H.; Che, X.; Ding, Y.; Kong, Y.; Li, B.; Tian, W. Effect of crystallinity on pretreatment and enzymatic hydrolysis of lignocellulosic biomass based on multivariate analysis. Bioresour. Technol. 2019, 279, 271–280. [Google Scholar] [CrossRef]
- Xu, L.; Zhang, S.J.; Zhong, C.; Li, B.Z.; Yuan, Y.J. Alkali-based pretreatment-facilitated lignin valorization: A review. Ind. Eng. Chem. Res. 2020, 59, 16923–16938. [Google Scholar] [CrossRef]
- Shewale, J.G.; Sadana, J.C. Enzymatic hydrolysis of cellulosic materials by Sclerotium rolfsii culture filtrate for sugar production. Can. J. Microbiol. 1979, 25, 773–783. [Google Scholar] [CrossRef]
- Płaza, G.A.; Wandzich, W. Biorefineries-new green strategy for development of smart and innovative industry. Manag. Syst. Prod. Eng. 2016, 3, 150–155. [Google Scholar] [CrossRef]
- Branco, R.H.; Serafim, L.S.; Xavier, A.M. Second generation bioethanol production: On the use of pulp and paper industry wastes as feedstock. Fermentation 2018, 5, 4. [Google Scholar] [CrossRef] [Green Version]
- Ajao, O.; Marinova, M.; Savadogo, O.; Paris, J. Hemicellulose based integrated forest biorefineries: Implementation strategies. Ind. Crops Prod. 2018, 126, 250–260. [Google Scholar] [CrossRef]
- Ahmadvand, S.; Khadivi, M.; Arora, R.; Sowlati, T. Bi-objective optimization of forest-based biomass supply chains for minimization of costs and deviations from safety stock. Energy Convers. Manag. X 2021, 11, 100101. [Google Scholar] [CrossRef]
- Martin-Sampedro, R.; Eugenio, M.E.; Moreno, J.A.; Revilla, E.; Villar, J.C. Integration of a kraft pulping mill into a forest biorefinery: Pre-extraction of hemicellulose by steam explosion versus steam treatment. Bioresour. Technol. 2014, 153, 236–244. [Google Scholar] [CrossRef]
- Bajpai, P. Application of enzymes in the pulp and paper industry. Biotechnol. Prog. 1999, 15, 147–157. [Google Scholar] [CrossRef] [PubMed]
- Kumar, H.; Christopher, L.P. Recent trends and developments in dissolving pulp production and application. Cellulose 2017, 24, 2347–2365. [Google Scholar] [CrossRef]
- Mansfield, S.D.; Esteghlaglian, A.R. Application of biotechnology in the forest products industry. In Applications of Enzymes to Lignocellulosics; Mansfield, S.D., Saddler, J.N., Eds.; American Chemical Society: Washington, DC, USA, 2003; Volume ACS Symposium Series 855, pp. 2–29. [Google Scholar]
- Bischof, R.H.; Ramoni, J.; Seiboth, B. Cellulases and beyond: The first 70 years of the enzyme producer Trichoderma reesei. Microb. Cell Factories 2016, 15, 106. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rozhkova, A.M.; Gusakov, A.V.; Dotsenko, A.S.; Sinitsyna, O.A.; Sinitsyn, A.P. Capabilities of the ascomycete fungus Penicillium verruculosum and its enzymes for conversion of cellulosic feedstock. In Liquid Biofuels: Bioethanol. Biofuel and Biorefinery Technologies; Soccol, C.R., Amarante Guimarães Pereira, G., Dussap, C.G., Porto de Souza Vandenberghe, L., Eds.; Springer: Cham, Switzerland, 2022; Volume 12. [Google Scholar] [CrossRef]
- Sinitsyn, A.P.; Sinitsyna, O.A.; Rozhkova, A.M. Production of Industrial Enzymes Based on the Expression System of the Fungus Penicillium verruculosum. Appl. Biochem. Microbiol. 2021, 57, 851–865. [Google Scholar] [CrossRef]
- Kislitsin, V.Y.; Chulkin, A.M.; Zorov, I.N.; Denisenko, Y.A.; Sinitsyn, A.P.; Rozhkova, A.M. The effect of cellobiohydrolase 1 gene knockout for composition and hydrolytic activity of the enzyme complex secreted by filamentous fungus Penicillium verruculosum. Bioresour. Technol. Rep. 2022, 18, 101023. [Google Scholar] [CrossRef]
- Kafle, K.; Shin, H.; Lee, C.M.; Park, S.; Kim, S.H. Progressive structural changes of Avicel, bleached softwood and bacterial cellulose during enzymatic hydrolysis. Sci. Rep. 2015, 5, 15102. [Google Scholar] [CrossRef] [Green Version]
- Carrillo-Varela, I.; Vidal, C.; Vidaurre, S.; Parra, C.; Machuca, Á.; Briones, R.; Mendonça, R.T. Alkalization of kraft pulps from pine and eucalyptus and its effect on enzymatic saccharification and viscosity control of cellulose. Polymers 2022, 14, 3127. [Google Scholar] [CrossRef]
- Shevchenko, A.; Aksenov, A.; Tyshkunova, I.; Falev, D.; Toptunov, E. Products of hydrolysis of bleached hardwood kraft pulp by carbohydrate-active enzymes. In The International Conference on Advances in Emerging Trends and Technologies; Springer: Cham, Switzerland, 2021; pp. 114–123. [Google Scholar] [CrossRef]
- Budtova, T.; Aguilera, D.A.; Beluns, S.; Berglund, L.; Chartier, C.; Espinosa, E.; Buwalda, S.J. Biorefinery approach for aerogels. Polymers 2020, 12, 2779. [Google Scholar] [CrossRef]
- Tyshkunova, I.V.; Chukhchin, D.G.; Gofman, I.V.; Poshina, D.N.; Skorik, Y.A. Cellulose cryogels prepared by regeneration from phosphoric acid solutions. Cellulose 2021, 28, 4975–4989. [Google Scholar] [CrossRef]
- Buzała, K.; Przybysz, P.; Rosicka-Kaczmarek, J.; Kalinowska, H. Production of glucose-rich enzymatic hydrolysates from cellulosic pulps. Cellulose 2015, 22, 663–674. [Google Scholar] [CrossRef] [Green Version]
- Buzała, K.P.; Przybysz, P.; Kalinowska, H.; Przybysz, K.; Kucner, M.; Dubowik, M. Evaluation of pine kraft cellulosic pulps and fines from papermaking as potential feedstocks for biofuel production. Cellulose 2016, 23, 649–659. [Google Scholar] [CrossRef]
- Branco, R.H.; Amândio, M.S.; Serafim, L.S.; Xavier, A.M. Ethanol Production from Hydrolyzed Kraft Pulp by Mono-and Co-Cultures of Yeasts: The Challenge of C6 and C5 Sugars Consumption. Energies 2020, 13, 744. [Google Scholar] [CrossRef] [Green Version]
- Sinitsyn, A.P.; Sinitsyna, O.A. Bioconversion of renewable plant biomass. Second-generation biofuels: Raw materials, biomass pretreatment, enzymes, processes, and cost analysis. Biochemistry 2021, 86, S166–S195. [Google Scholar] [CrossRef]
- Proskurina, O.; Korotkova, O.; Rozhkova, A.; Matys, V.Y.; Koshelev, A.; Okunev, O.; Nemashkalov, V.; Sinitsyna, O.; Sinitsyn, A. Application of the “fusion” approach for the production of highly efficient biocatalysts based on recombinant strains of the fungus Penicillium verruculosum for the conversion of cellulose-containing biomass. Catal. Ind. 2013, 5, 327–334. [Google Scholar] [CrossRef]
- Przybysz Buzała, K.; Kalinowska, H.; Małachowska, E.; Boruszewski, P.; Krajewski, K.; Przybysz, P. The Effect of lignin content in birch and beech kraft cellulosic pulps on simple sugar yields from the enzymatic hydrolysis of cellulose. Energies 2019, 12, 2952. [Google Scholar] [CrossRef] [Green Version]
- Van Heiningen, A. Converting a kraft pulp mill into an integrated forest biorefinery. Pulp Pap. Can. 2006, 107, 38–43. [Google Scholar]
- Sinitsyn, A.P.; Gusakov, A.V.; Vlasenko, E.Y. Effect of structural and physico-chemical features of cellulosic substrates on the efficiency of enzymatic hydrolysis. Appl. Biochem. Biotechnol. 1991, 30, 43–59. [Google Scholar] [CrossRef]
- Mansfield, S.D.; Mooney, C.; Saddler, J.N. Substrate and enzyme characteristics that limit cellulose hydrolysis. Biotechnol. Prog. 1999, 15, 804–816. [Google Scholar] [CrossRef]
- Vydrina, I.; Malkov, A.; Vashukova, K.; Tyshkunova, I.; Mayer, L.; Faleva, A.; Shestakov, S.; Novozhilov, E.; Chukhchin, D. A new method for determination of lignocellulose crystallinity from XRD data using NMR calibration. Carbohydr. Polym. 2023; in press. [Google Scholar]
- Sescousse, R.; Budtova, T. Influence of processing parameters on regeneration kinetics and morphology of porous cellulose from cellulose–NaOH–water solutions. Cellulose 2009, 16, 417–426. [Google Scholar] [CrossRef]
- Korhonen, O.; Budtova, T. All-cellulose composite aerogels and cryogels. Compos. Part A Appl. Sci. Manuf. 2020, 137, 106027. [Google Scholar] [CrossRef]
- Tyshkunova, I.V.; Gofman, I.V.; Chukhchin, D.G.; Malkov, A.V.; Mishanin, A.I.; Golovkin, A.S.; Pavlova, E.N.; Poshina, D.N.; Skorik, Y.A. Biophysical characterization and cytocompatibility of cellulose cryogels reinforced with chitin nanowhiskers. Polymers 2022, 14, 2694. [Google Scholar] [CrossRef] [PubMed]
- Xie, H.; Du, H.; Yang, X.; Si, C. Recent strategies in preparation of cellulose nanocrystals and cellulose nanofibrils derived from raw cellulose materials. Int. J. Polym. Sci. 2018, 2018, 7923068. [Google Scholar] [CrossRef]
- Chen, X.-Q.; Deng, X.-Y.; Shen, W.-H.; Jia, M.-Y. Preparation and characterization of the spherical nanosized cellulose by the enzymatic hydrolysis of pulp fibers. Carbohydr. Polym. 2018, 181, 879–884. [Google Scholar] [CrossRef] [PubMed]
- Ram, B.; Chauhan, G.S. New spherical nanocellulose and thiol-based adsorbent for rapid and selective removal of mercuric ions. Chem. Eng. J. 2018, 331, 587–596. [Google Scholar] [CrossRef]
- Buchtova, N.; Budtova, T. Cellulose aero-, cryo-and xerogels: Towards understanding of morphology control. Cellulose 2016, 23, 2585–2595. [Google Scholar] [CrossRef]
- Budtova, T. Cellulose II aerogels: A review. Cellulose 2019, 26, 81–121. [Google Scholar] [CrossRef]
- Demilecamps, A.; Beauger, C.; Hildenbrand, C.; Rigacci, A.; Budtova, T. Cellulose–silica aerogels. Carbohydr. Polym. 2015, 122, 293–300. [Google Scholar] [CrossRef]
- Willför, S.; Pranovich, A.; Tamminen, T.; Puls, J.; Laine, C.; Suurnäkki, A.; Saake, B.; Uotila, K.; Simolin, H.; Hemming, J.; et al. Carbohydrate analysis of plant materials with uronic acid-containing polysaccharides—A comparison between different hydrolysis and subsequent chromatographic analytical techniques. Ind. Crops Prod. 2009, 29, 571–580. [Google Scholar] [CrossRef]
- Chekushina, A.V.; Dotsenko, G.S.; Sinitsyn, A.P. Comparing the efficiency of plant material bioconversion processes using biocatalysts based on Trichoderma and Penicillium verruculosum enzyme preparations. Catal. Ind. 2013, 5, 98–104. [Google Scholar] [CrossRef]
- Ghose, T.K. Measurement of cellulase activities. Pure Appl. Chem. 1987, 59, 257–268. [Google Scholar] [CrossRef]
- Tenkanen, M.; Tamminen, T.; Hortling, B. Investigation of lignin-carbohydrate complexes in kraft pulps by selective enzymatic treatments. Appl. Microbiol. Biotechnol. 1999, 51, 241–248. [Google Scholar] [CrossRef]
- Chukhchin, D.G.; Malkov, A.V.; Tyshkunova, I.V.; Mayer, L.V.; Novozhilov, E.V. Diffractometric method for determining the degree of crystallinity of materials. Crystallogr. Rep. 2016, 61, 371–375. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | V, cm3 | Cryogel Yield, % | Q Max, % | ρ, g/cm3 | Porosity, % | ΔV, % |
|---|---|---|---|---|---|---|
| P | 3.30 | 64.4 | 4316 | 0.049 | 96.5 | 40 |
| BP1 | 2.96 | 70.4 | 4201 | 0.062 | 95.6 | 52 |
| BP2 | 1.48 | 68.4 | 3908 | 0.115 | 91.6 | 36 |
| BP3 | 3.14 | 63.6 | 4168 | 0.051 | 96.4 | 38 |
| No., %, t | DP | Swelling Ratio, g/g | E, kPa | Specific Surface Area, m2/g |
|---|---|---|---|---|
| P | 1003 | 12.4 | 1120 ± 508 | 8.97 |
| BP1 | 405 | 13.9 | 792 ± 157 | 0.63 |
| BP2 | 323 | 5.8 | 2835 ± 295 | 7.94 |
| BP3 | 231 | 11.4 | 767 ± 117 | 0.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shevchenko, A.R.; Tyshkunova, I.V.; Chukhchin, D.G.; Malkov, A.V.; Toptunov, E.A.; Telitsin, V.D.; Rozhkova, A.M.; Sinitsyna, O.A.; Gofman, I.V.; Aksenov, A.S. Production of Biomodified Bleached Kraft Pulp by Catalytic Conversion Using Penicillium verruculosum Enzymes: Composition, Properties, Structure, and Application. Catalysts 2023, 13, 103. https://doi.org/10.3390/catal13010103
Shevchenko AR, Tyshkunova IV, Chukhchin DG, Malkov AV, Toptunov EA, Telitsin VD, Rozhkova AM, Sinitsyna OA, Gofman IV, Aksenov AS. Production of Biomodified Bleached Kraft Pulp by Catalytic Conversion Using Penicillium verruculosum Enzymes: Composition, Properties, Structure, and Application. Catalysts. 2023; 13(1):103. https://doi.org/10.3390/catal13010103
Chicago/Turabian StyleShevchenko, Aleksandr R., Irina V. Tyshkunova, Dmitry G. Chukhchin, Alexey V. Malkov, Evgeniy A. Toptunov, Vadim D. Telitsin, Aleksandra M. Rozhkova, Olga A. Sinitsyna, Iosif V. Gofman, and Andrey S. Aksenov. 2023. "Production of Biomodified Bleached Kraft Pulp by Catalytic Conversion Using Penicillium verruculosum Enzymes: Composition, Properties, Structure, and Application" Catalysts 13, no. 1: 103. https://doi.org/10.3390/catal13010103
APA StyleShevchenko, A. R., Tyshkunova, I. V., Chukhchin, D. G., Malkov, A. V., Toptunov, E. A., Telitsin, V. D., Rozhkova, A. M., Sinitsyna, O. A., Gofman, I. V., & Aksenov, A. S. (2023). Production of Biomodified Bleached Kraft Pulp by Catalytic Conversion Using Penicillium verruculosum Enzymes: Composition, Properties, Structure, and Application. Catalysts, 13(1), 103. https://doi.org/10.3390/catal13010103