
New Insight on Liquid Steel Microalloying by Pulse-Step Method in Two-Strand Slab Tundish by Numerical Simulations


Abstract
:1. Introduction
2. Tundish Description
3. Research Methodology
4. Results and Discussion
4.1. Hydrodynamic Conditions
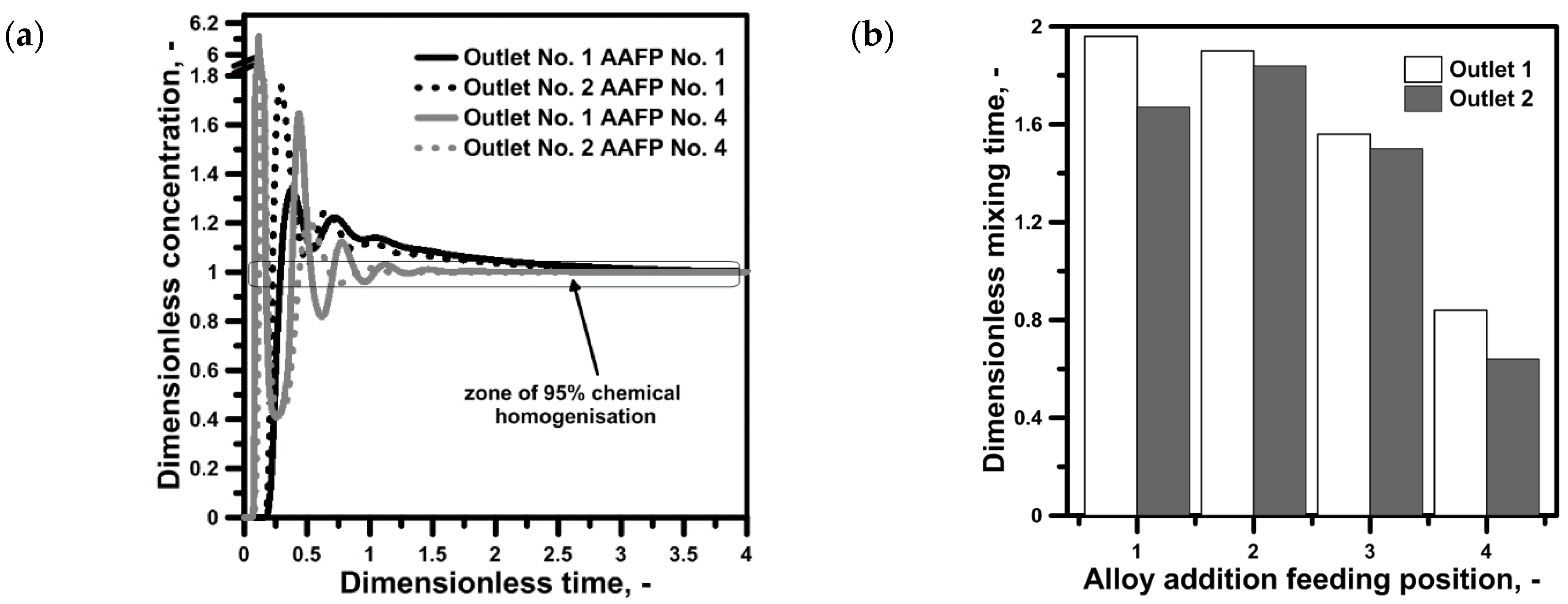
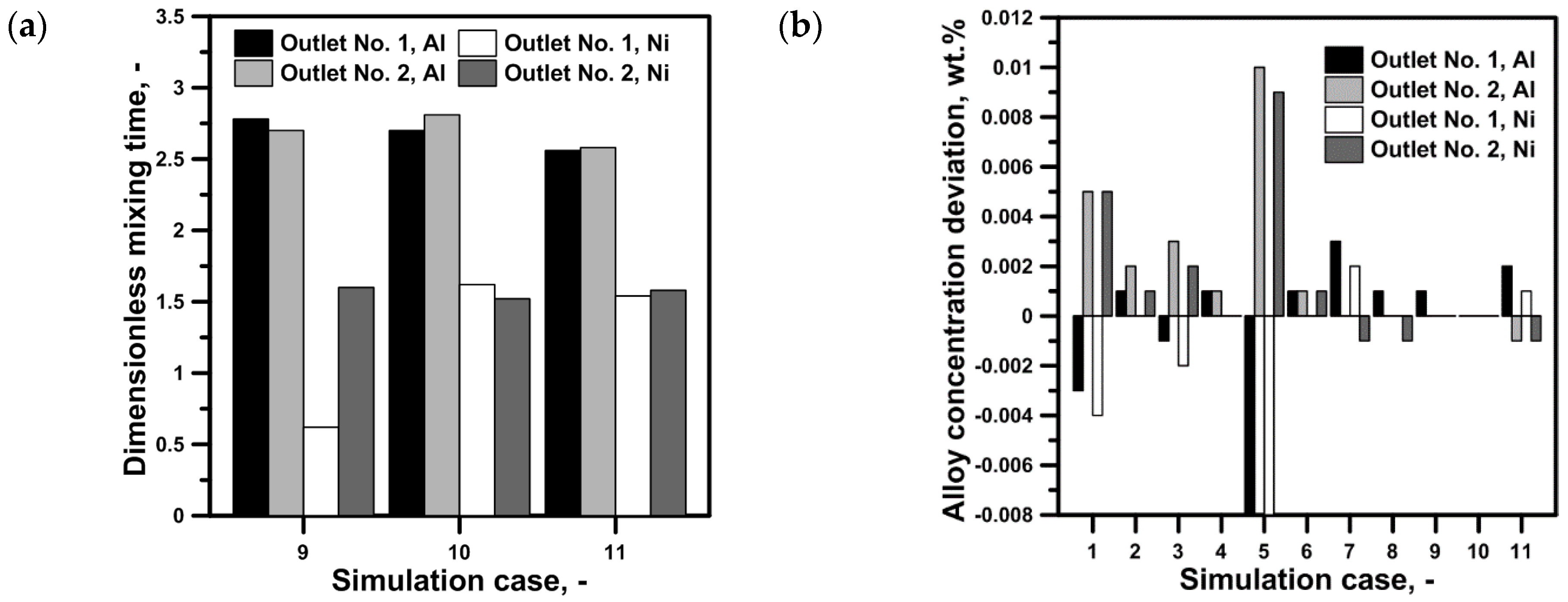
4.2. Chemical Homogenisation Conditions
4.3. New Solutions for Tundish Equipment
5. Conclusions
- The proposed pulse-step method of microalloying liquid steel during the CSC process can be successfully applied in the considered two-strand tundish during slabs casting.
- For the analysed tundish, it is definitely beneficial for chemical homogenisation to initiate the alloying process simultaneously in two sites.
- The chemical homogenisation process can be intensified by appropriate selection of the FCDs. The shortest mixing time for nickel with liquid steel was obtained below 0.8 DMT in the tundish with dams/weirs system in the pouring zone.
- Liquid steel alloying by aluminium requires a much longer mixing time. In the tundish with FCDs, the shortest mixing time for aluminium was close 2.5 DMT, when the dams/weirs system was localized only in the stopper rod zones.
- The AAFP No. 1 generated the most alloy deviation of concentration at tundish outlets referred to assumed aim of liquid steel microalloying.
Funding
Data Availability Statement
Conflicts of Interest
References
- Sahai, Y. Tundish technology for casting clean steel: A review. Metal. Mater. Trans. B 2016, 47, 2095–2106. [Google Scholar] [CrossRef]
- Stolte, G. Secondary Metallurgy; Verlag Stahleisen GmbH: Düsseldorf, Germany, 2002; ISBN 3-514-00648-2. [Google Scholar]
- Kimura, H.; Mori, M.; Miura, R.; Sugawara, K.; Uehara, A.; Tanaka, H.; Shirai, T. Innovative technologies in continuous casting tundish. Nippon Steel Rep. 1994, 22–28. [Google Scholar]
- Chatterjee, S.; Li, D.; Chattopadhyay, K. Modeling of Liquid Steel/Slag/Argon Gas Multiphase Flow During Tundish Open Eye Formation in a Two-Strand Tundish. Metal. Mater. Trans. B 2018, 49, 756–766. [Google Scholar] [CrossRef]
- Mazumdar, D.; Yamanoglu, G.; Guthrie, R.I. Hydrodynamic performance of steelmaking tundish systems: A comparative study of three different tundish designs. Steel Res. Int. 1997, 68, 293–300. [Google Scholar] [CrossRef]
- Yue, Q.; Zhang, C.B.; Wang, X.Z. Mathematical simulation for effects of flow control devices in two-strand slab tundish. Metalurgija 2017, 56, 126–130. [Google Scholar]
- Bul’ko, B.; Molnár, M.; Demeter, P.; Baricová, D.; Pribulová, A.; Futáš, P. Study of the Influence of Intermix Conditions on Steel Cleanliness. Metals 2018, 8, 852. [Google Scholar] [CrossRef] [Green Version]
- Zhong, L.; Li, L.; Wang, B.; Jiang, M.; Zhu, L.; Zhang, L.; Chen, R. Water Modelling Experiments of Argon Bubbling Curtain in a Slab Continuous Casting Tundish. Steel Res. Int. 2006, 77, 103–106. [Google Scholar] [CrossRef]
- Braun, A.; Warzecha, M.; Pfeifer, H. Numerical and Physical Modeling of Steel Flow in a Two-Strand Tundish for Different Casting Conditions. Metal. Mater. Trans. B 2010, 41, 549–559. [Google Scholar] [CrossRef]
- Tripathi, A. Mathematical modelling of flow control in a tundish using electro-magnetic forces. Appl. Math. Model 2011, 35, 5075–5090. [Google Scholar] [CrossRef]
- Smirnov, A.N.; Efimova, V.G.; Kravchenko, A.V. Flotation of Nonmetallic Inclusions during Argon Injection into the Tundish of a Continuous Casting Machine. Part 1. Steel Transl. 2013, 43, 673–677. [Google Scholar] [CrossRef]
- Chen, D.; Xie, X.; Long, M.; Zhang, M.; Zhang, L.; Liao, Q. Hydraulics and Mathematics Simulation on the Weir and Gas Curtain in Tundish of Ultrathick Slab Continuous Casting. Metall. Mater. Trans. B 2014, 45, 392–398. [Google Scholar] [CrossRef]
- Odenthal, H.J.; Bölling, R.; Holzhauser, J.F.; Wahlers, F.J. Mechanism of fluid flow in a continuous casting tundish with different turbo-stoppers. Steel Res. Int. 2001, 72, 466–476. [Google Scholar] [CrossRef]
- Sahai, Y.; Emi, T. Tundish Technology for Clean Steel Production; World Scientific: Singapore, 2008; ISBN 10-981-270-621-6. [Google Scholar]
- Cwudziński, A. Pulse-step method for liquid steel alloying in one strand slab tundish. Ironmak. Steelmak. 2015, 42, 373–381. [Google Scholar] [CrossRef]
- Cwudziński, A. Numerical simulation of the liquid steel alloying process in a one-strand tundish with different addition positions and flow control devices. Metall. Res. Technol. 2015, 112, 305. [Google Scholar] [CrossRef]
- Cwudziński, A. Optimization of Pulse-Step Method for Liquid Steel Alloying in One Strand Slab Tundish. Mater. Sci. Forum 2018, 941, 58–63. [Google Scholar] [CrossRef]
- Cwudziński, A.; Jowsa, J. Influence of selected alloy additions on time mixing for pulse-step method of liquid steel alloying in the tundish. Metall. Ital. 2019, 111, 20–27. [Google Scholar]
- Cwudziński, A. Numerical, Physical and Industrial Studies of Liquid Steel Chemical Homogenisation in One Strand Tundish with Subflux Turbulence Controller. Steel Res. Int. 2015, 86, 972–983. [Google Scholar] [CrossRef]
- Cwudziński, A.; Gajda, B.; Hutny, A.; Jowsa, J. Mathematical and physical modeling of alloy behavior feeding by pulse-step method to liquid steel in one strand slab tundish. Arch. Metall. Mater. 2018, 63, 2081–2087. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Case No. | Tundish Equipment Variant, TEV | Alloy Addition Feeding Position | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 | |
| 1 | √ | √ | |||||||
| 2 | √ | √ | |||||||
| 3 | √ | √ | |||||||
| 4 | √ | √ | |||||||
| 5 | √ | √ | |||||||
| 6 | √ | √ | |||||||
| 7 | √ | √ | |||||||
| 8 | √ | √ | |||||||
| 9 | √ | √ | |||||||
| 10 | √ | √ | |||||||
| 11 | √ | √ | |||||||
| Alloy | Density, kg/m3 | Viscosity, Pa·s | Heat Capacity, J/kg·K | Thermal Conductivity, W/m·K | Diffusivity, m2/s |
|---|---|---|---|---|---|
| Steel | 7010 | 0.007 | 750 | 41 | - |
| Nickel | 7790 | 0.00159 | 556 | 50 | 5.3 × 10−9 |
| Aluminium | 2100 | 0.00052 | 1180 | 91 | 8.6 × 10−9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cwudziński, A. New Insight on Liquid Steel Microalloying by Pulse-Step Method in Two-Strand Slab Tundish by Numerical Simulations. Crystals 2021, 11, 448. https://doi.org/10.3390/cryst11040448
Cwudziński A. New Insight on Liquid Steel Microalloying by Pulse-Step Method in Two-Strand Slab Tundish by Numerical Simulations. Crystals. 2021; 11(4):448. https://doi.org/10.3390/cryst11040448
Chicago/Turabian StyleCwudziński, Adam. 2021. "New Insight on Liquid Steel Microalloying by Pulse-Step Method in Two-Strand Slab Tundish by Numerical Simulations" Crystals 11, no. 4: 448. https://doi.org/10.3390/cryst11040448
APA StyleCwudziński, A. (2021). New Insight on Liquid Steel Microalloying by Pulse-Step Method in Two-Strand Slab Tundish by Numerical Simulations. Crystals, 11(4), 448. https://doi.org/10.3390/cryst11040448