1. Introduction
With the rapid development of science and technology, magnetic materials continue to play an increasingly prominent role in modern military, automobile, production automation and daily life. At the same time, people continue to put forward higher requirements for lightweight magnetic materials with high efficiency and low energy consumption. For example, automobiles are developing towards being lightweight, miniaturization and electronization. However, existing magnetic materials, such as Nd2Fe14B, show very good magnetic properties but with high density. More importantly, their mechanical properties are not satisfactory, and they also have some disadvantages, such as poor processing technology, inferior corrosion resistance, low thermal conductivity and low electrical conductivity. Therefore, researchers are committed to developing magnetic materials with light weight, high strength, high toughness and high magnetism.
Aluminum is a non-ferrous metal with the largest output and is widely used in construction and structure, power electronics, durable consumer goods, packaging containers, machinery and equipment, transportation and other industries. It is a light metal with low density and good ductility. Pure aluminum can be directly used as a material in many fields where a strength below 200 MPa is required. In order to improve the strength or comprehensive performance, one or more alloying elements can be added to aluminum, which is called aluminum alloy. Compared with pure aluminum, the structure and properties of aluminum alloys are different, and they are suitable for various processing materials or casting parts. However, neither pure aluminum nor aluminum alloy is magnetic, and they can only be used in non-magnetic applications, which greatly limits their application in the field of magnetic materials. Endowing aluminum and its alloys with magnetic properties will break tradition, realize the lightweight of magnetic materials and expand their applications in new industries and new fields. In this paper, a new type of aluminum matrix composite material was prepared with 2024Al as the matrix and hard Nd2Fe14B particles as the magnetic composite phase, which had the characteristics of high magnetic properties, high toughness and light density. The research and development of the Nd2Fe14B/2024Al composite material will help 2024Al to enter the application range of magnetic devices, so as to give full play to its lightweight advantages. For example, if motor rotors widely used in new energy vehicles are made of magnetic aluminum alloy, their weight can be greatly reduced, the flexibility of acceleration and braking can be enhanced and the battery life can be increased dramatically.
For a long time, researchers have devoted themselves to improving the magnetic properties of magnetic materials [
1,
2]. However, domestic reports on magnetic aluminum alloys are still lacking, and foreign researchers have tried to study it, but the results are few. In 1978, the Research Office of the Faculty of Production Engineering, Nihon University, added magnetic powder ferrite to molten aluminum in order to prepare magnetic aluminum, however, the ferrite reacted with aluminum to form compounds at a high temperature, resulting in serious loss of magnetism. In 1987, the Kobe Steel Research Institute of Japan used magnetic powder solidification molding technology to produce magnetic aluminum, but the magnetic properties were far from the requirements, and the performance was unstable, which could not guarantee the mechanical properties such as strength and elastic modulus [
3]. In 2013, Chandan [
4] prepared a composite with magnetic CoFe
2O
4 nanoparticles dispersed in an aluminum matrix. When the content of CoFe
2O
4 reached 10%, the magnetization was 17.07 emu/g and the coercivity was 0.058 T, however, the magnetic properties of the reinforcement particles were insufficient, and the conventional sintering process led to a low density of the structure and poor uniformity of particle distribution. In 2015, A. Fathy et al. [
5] studied the effects of powder metallurgy on the microstructure, mechanical properties and magnetic properties of aluminum matrix composites. After adding Fe, the structure of the composite was more uniform, and the sample had magnetic properties. The magnetization of the sample containing 10 wt.% Fe reached 0.6597 emu/g, but it still did not meet the requirements for use.
In previous work, researchers have tried to add fine Nd
2Fe
14B particles to an aluminum melt, but due to the high temperature, the Nd
2Fe
14B particles reacted with the aluminum matrix to form complex metal compounds, resulting in the reduction in the magnetic properties of Nd
2Fe
14B. Researchers have also studied the reaction between aluminum and NdFeB. Sadullahoglu, G. et al. studied the addition of Al and Cu in Nd–Fe–B magnets, indicating that the addition of Al was pressed at 750 °C to form a ternary FeNdAl composition [
6], which brought some inspiration to our work. Compared with traditional sintering methods, microwave sintering (MWS) has the characteristics of low temperature, fast sintering, uniform temperature and selective sintering. In the 1980s, microwave sintering technology gradually received attention and was introduced into the field of materials science and began to be used to prepare various high-performance ceramics by sintering [
7]. At present, microwave sintering technology has been widely used in the preparation of metal matrix composites. Hongming Wang et al. prepared an FeCoNi
1.5CrCu/2024Al composite by microwave sintering. When the sintering time was 40 min, the mechanical properties of the material reached the optimum [
8]. M.G.Ananda Kumar prepared aluminum cenosphere powder metallurgy composites by microwave sintering. The results showed that microwave sintering could obtain better mechanical properties than traditional sintering [
9].
Our research group has previously tried to prepare Nd
2Fe
14B /Al composites by powder metallurgy and microwave sintering. The microwave sintering process was studied, and the addition amount of Nd2Fe14B was optimized [
10,
11]. The prepared composites achieved the expected goals in terms of mechanical properties and magnetic properties, laying a good foundation for further research. However, the chemical properties of pure aluminum are too active, it is easily oxidized and it has poor mechanical properties. Although it has good ductility, it is not suitable for structural materials. The compound 2024Al is a typical Al–Cu–Mg series hard aluminum alloy with the characteristics of high strength, good heat resistance, excellent damage resistance and good formability. Nevertheless, with the development of technology and industry, pure 2024Al has been unable to meet the performance requirements of various industries for some important applications. In order to further improve the mechanical properties of the material, researchers from various countries have tried to add reinforcing phase particles to the matrix alloy material to form particle-reinforced aluminum matrix composites [
12,
13]. However, the research on realizing the magnetic properties of 2024 aluminum alloy is still lacking at home and abroad.
In this article, novel Nd2Fe14B/2024Al–Co composites with different Co contents were fabricated by powder metallurgy. Mixed powders were made into samples by high-energy ball milling, cold isostatic pressing and microwave sintering. The manufacturing process, microstructure, interface strength, mechanical properties and magnetic properties of the composites were studied in detail by using modern testing technology. In addition, the mechanism of action of Co in the composites was discussed. The purpose of this work was to prepare magnetic aluminum matrix composites that can be used in practical applications, and to provide a reference for the future preparation of aluminum matrix composites with excellent mechanical and magnetic properties.
2. Experimental Procedure
The raw materials for the experiment were commercial powders of 2024Al, Nd
2Fe
14B and Co with a purity of 99.9%, of which the particle size of the 2024Al powder was below 5 μm, and the particle size of the Co and Nd
2Fe
14B was below 45 μm.
Table 1 presents the experimental scheme for preparing the new Nd
2Fe
14B/2024Al–Co composites.
Figure 1 shows the morphology of the three powders and the shape and size of the obtained sample.
First, the powder was mixed according to the ingredient ratio, and then put in the high-energy ball mill for ball milling. The optimized ball-milling process obtained through the previous experiments was as shown in
Table 2.
After ball milling, the mixed powder was put into a vacuum-drying oven evenly for dehydration at 65 °C. Then, the dehydrated powder was filled into a rubber mold, and then put into the cold isostatic pressing equipment. When cold isostatic pressing was performed, two independent powerful magnets were placed at the top and bottom of the mold for magnetic isostatic pressing. This was to enable the preliminary magnetic orientation of the Nd
2Fe
14B particles in the mixed powder during the pressing process. The mixed powder in the mold withstood a pressure of 300 MPa for 2 min.
Figure 1b demonstrates the obtained sample and its dimensions.
The pressed samples were sintered in a microwave sintering furnace protected by an argon atmosphere. The output power of the microwave sintering equipment was 4 kW, and the frequency was 2.45 GHz. The heating temperature, heating speed and holding time were 490 °C, 20 °C/min and 30 min, respectively.
Figure 2 shows the microwave sintering schematic diagram and a comparison of the microwave sintering curve with ordinary sintering and spark plasma sintering (SPS). It shows that microwave sintering has more advantages in terms of rapid heating. In an adiabatic environment, without considering the reaction heat and phase transition heat during the heating process, the heating rate
dT/
dt per unit volume of material in the presence of a microwave field can be expressed as Equation (1) [
14]:
where
dT/
dt is the heating rate (K/s),
T is the thermodynamic temperature (K) and
t is the heating time.
f is the microwave frequency, here 2.45 GHz;
represents the vacuum dielectric constant, and the value is 8.85 × 10
−2 F/m;
is the dielectric loss factor of materials;
E is the electric field intensity of the microwave(V/m);
Cp is the heat capacity of the target materials (J/K) and
ρ is the density of target material (kg/m
3). It can be seen from Equation (1) that the heating rate of microwave sintering is related to electric field intensity
E, heat capacity
Cp and density
ρ.
After sintering, the specimens were mechanically polished and then corroded by Keller reagent (1%HF + 1.5%HCl + 2.5%HNO3 + 95%H2O). The microscopic morphology of the samples was observed by an S-3400 N scanning electron microscope (SEM). Phase analysis of the sample surface was conducted by a D8 ADVANCE X-ray diffractometer (XRD), and the diffraction angle range was 10°–90° with a scan speed of 5°/min.
The compactness of the 1 cm × 1 cm × 1 cm composite block was obtained experimentally based on Archimedes’ principle. First, the prepared bulk composite material was dried in a vacuum-drying oven at low temperature to a moisture-free state, and then the mass in the air was accurately measured many times by an analytical balance with 0.1 mg accuracy and the average value was obtained as
G1. Next, the composite block was tethered with a thin wire and immersed in pure distilled water without impurities, and the mass in the distilled water was measured as
G2. The actual density of the sample can be calculated by Equation (2):
where
denotes the density of the water under the conditions of the tested water temperature. The theoretical density
of the composite can be calculated by Equation (3)
where
stands for the theoretical density of
i phase, and
denotes the volume fraction. Then, the compactness
I can be obtained from Equation (4):
The hardness of the samples was obtained by a DYDHV-1000 Vickers hardness tester, and the load was 9.8 N during measurement. Each sample was measured at least 5 times, and then the average value was calculated as the effective value. In addition, the mechanical property test was carried out on a DDL100 electronic universal testing machine.
Before the magnetic properties test, the samples were magnetized by TSK-H2060 voltage-regulating magnetization equipment, and the magnetic induction intensity B was set to 3 T. The magnetic properties were tested using the magnetic property testing system manufactured by Quantum Design, Inc. in the United States. The indentation hardness and elastic modulus of the samples were tested by a nanoindentation hardness tester (TTX-NHT3).
3. Results and Discussion
3.1. Microstructure
Figure 3 presents the SEM images of the Nd
2Fe
14B/2024 aluminum-alloy–Co composites with different Co contents: 0% (
Figure 3a), 2.5% (
Figure 3b), 5% (
Figure 3c), 7.5% (
Figure 3d) and 10% (
Figure 3e). The Co-containing composites exhibited some characteristics in comparison to the Co-free sample.
Firstly, the grain size of the samples changed. The average grain size of the Co-free sample was about 15 μm. The grain size of the 2.5% sample was equivalent to that of the Co-free sample, but the Nd
2Fe
14B particles were more evenly distributed. With the increase in the Co content, the gain size of the 5% and 7.5% samples decreased gradually, especially for the 7.5% sample, where most of the grains were around 3–5 μm in size (
Figure 3f), which revealed that Co played a role in refining the matrix grains. It was analyzed that the added Co particles, as the core of the heterogeneous nucleation, promoted nucleation and inhibited the growth of matrix grains, resulting in grain refinement.
For the second microstructural characteristic, the Nd
2Fe
14B particles became finer and more evenly distributed. When the Co content reached 10% (
Figure 3e), the Nd
2Fe
14B particles appeared to be agglomerated and were connected to each other and grew locally. This was not conducive to the combination of the Nd
2Fe
14B particles and the 2024Al matrix and the formation of a good interface.
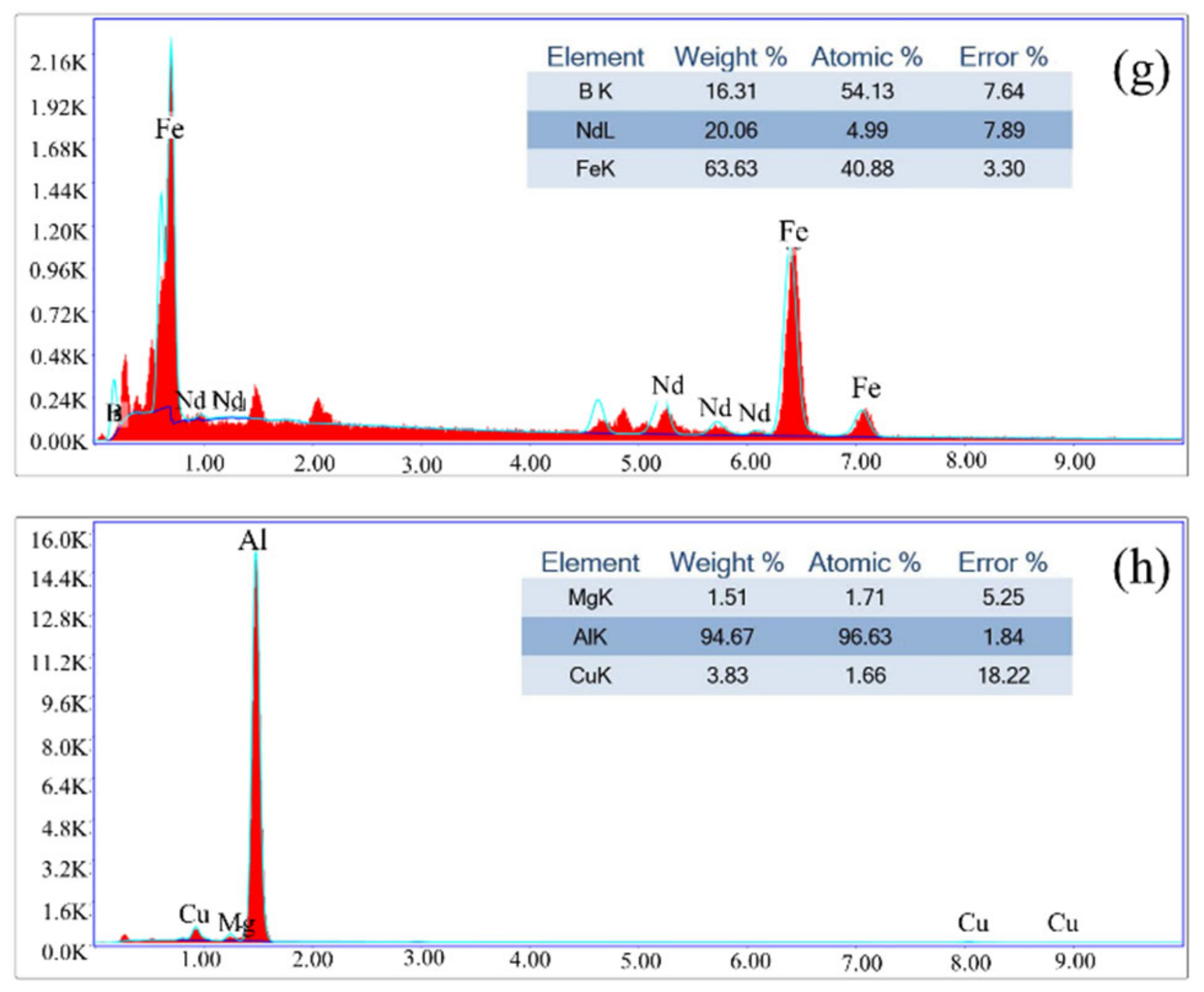
Furthermore, the phase change of the materials was discussed by EDS.
Figure 4 presents the microstructure and energy diffraction spectrum (EDS) in the typical regions of the 7.5% Co composite. The EDS energy spectrum analysis was performed on the spots A and B marked in
Figure 4a, respectively, and the results are shown in
Figure 4g,h, indicating that the composition of spot A and spot B were Nd
2Fe
14B particles and the 2024 aluminum alloy matrix, respectively. It can be seen from
Figure 4f that the diffusion of Co element into the Nd
2Fe
14B particles was relatively obvious. However, Al element in the matrix did not diffuse into the Nd
2Fe
14B particles (
Figure 4b). When the content of Co was low, it was only distributed in the matrix. With the increase in the content of Co, some Co atoms entered the Nd
2Fe
14B phase, replacing Fe atoms and forming the Nd
2(Fe,Co)
14B phase; the other Co atoms entered the grain boundary and combined with Nd to form a Co-rich phase [
15], which enhanced the chemical stability of the interface between the Nd
2Fe
14B particles and the 2024Al matrix. Moreover, the formation of this strong magnetic phase is an important factor for the enhancement of the magnetic properties of the composite.
In addition, Co atoms were dispersed and distributed on the 2024Al matrix, which played a role in terms of solid solution strengthening. In addition, some Co atoms were attached to the surface of the Nd
2Fe
14B particles as the active element, which improved the wettability between the Nd
2Fe
14B particles and the 2024Al matrix. As shown in
Figure 4d, the content of Nd element in the marked area was obviously larger, which corresponded to the Nd
2Fe
14B particles, while there was a certain amount of Nd in other areas, and the distribution was relatively uniform, which indicated that the Nd-containing phases were in the matrix, and the distribution was more even.
Figure 4c,e shows the distribution of B and Fe elements, respectively, where they were basically consistent with the distribution of Nd element, which indicated the integrity of the Nd
2Fe
14B particles in the composite.
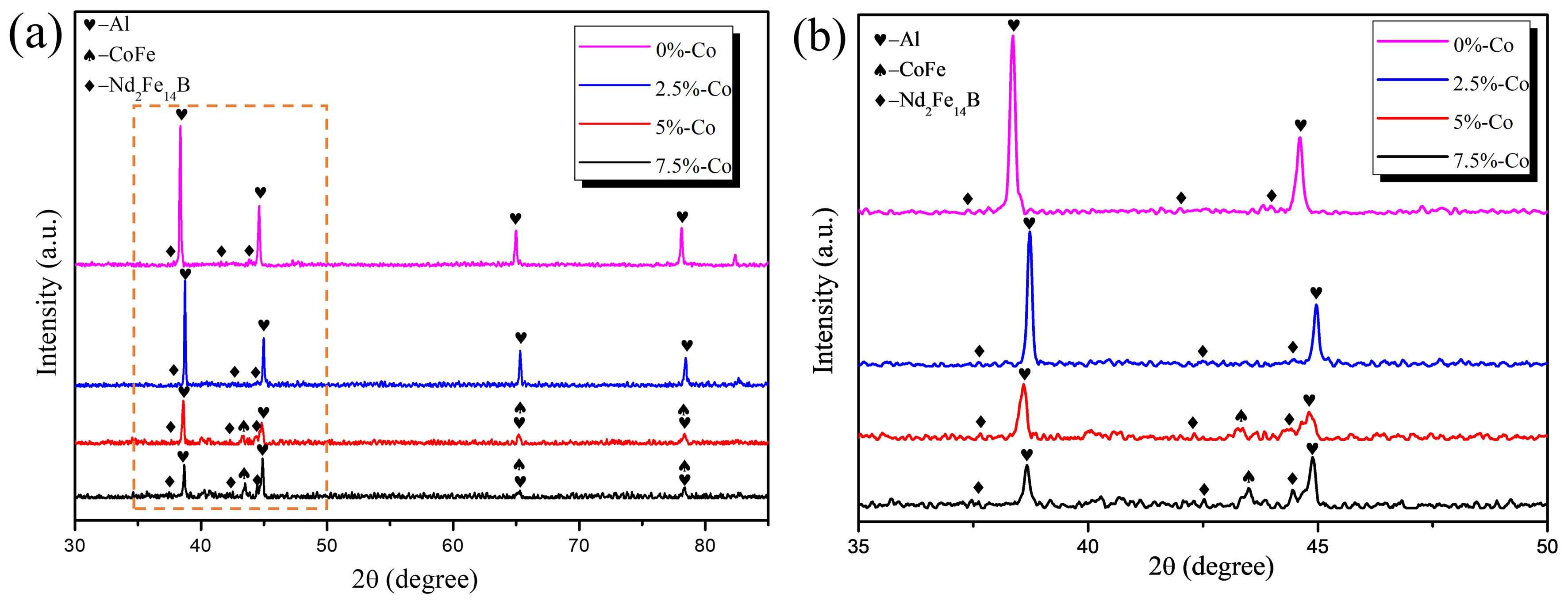
3.2. XRD Analysis
Figure 5 shows the XRD patterns of the Nd
2Fe
14B/2024Al composites with different Co contents. When the Co content was 2.5%, other new phases such as metal compounds did not appear in the composite. Since the sintering temperature was 490 °C, which is lower than the melting point of aluminum, and the melting point of Nd
2Fe
14B is 1350 °C, the thermodynamic conditions for chemical conditions were insufficient. The sintering process was carried out in a vacuum protective atmosphere, which effectively inhibited the oxidation behavior of the 2024Al matrix, and it was not easy to generate oxides. When the Co content increased to 5% and 7.5%, the Co–Fe phase appeared in the XRD pattern (
Figure 5a), which was due to the reaction of Co with Fe in the Nd
2Fe
14B. The mixture of the soft magnetic Co–Fe phase and the hard magnetic Nd
2Fe
14B phase is an ideal material for exchange coupling magnets, and both single phase and composite magnets exhibit a significant remanence enhancement [
16]. In the XRD pattern (
Figure 5b), the Nd
2Fe
14B in the composites with different Co contents did not change or shift, indicating that the structure of the Nd
2Fe
14B was relatively stable during the sintering process. This was conducive to the exertion of the magnetic properties of the Nd
2Fe
14B particles [
17].
However, single phase Co was not detected in the composite material. Firstly, the content of Co was low, and the distribution was relatively dispersed, resulting in low X-ray diffraction peaks that were difficult to observe. Secondly, the positions of the triplet peaks of Co and Al were relatively close. In the 2024Al matrix, the triplet peaks of Co may have been covered by those of Al.
3.3. Interface
The micro–nano mechanical properties of the interface micro-zone are an important index of the interface bonding state. In order to study the effect of Co on the interface strength of the composites, the interface area between the composite matrix and the reinforcement was characterized by a quasi-static nanoindentation test.
Figure 6 is the result of the interfacial nanoindentation test. The load–displacement (P–h) curve can be analyzed using Oliver and Phar’s theorem [
18] to obtain the nanohardness (
H) and elastic modulus (
E). The
H can be calculated using Equations (5)–(9) [
19].
In the above formulas, represents the maximum load (mN); Ac represents the contact area between the indenter and the sample (mm2); hc is the depth of full contact between the indenter and the sample; hmax is the maximum pressure depth (nm); is the superficial displacement depth of the surrounding material around the contacting position for the indenter and sample; is the indenter parameter (For the Berkovich indenter, ε = 0.72) and is the slope of the P–h curve.
Figure 6a shows the nanoindentation load–displacement (P–h) curves at the interfaces of the 0%Co, 2.5%Co, 5%Co, 7.5%Co and 10%Co composite specimens, respectively. As illustrated, under the same load conditions, with the increase in the Co content, the indentation depth of the indenter gradually decreased, and the indentation depths of the composite samples containing 7.5% and 10% Co were the shallowest, which meant the highest nanohardness. This shows that Co was helpful in promoting the wettability of the magnetic particles and the 2024Al matrix and could improve the interfacial bonding strength between the magnetic particles and the 2024Al matrix. The analysis suggests that, due to the addition of Co, the Nd
2Fe
14B particles became fine and uniform, and the reinforcement particles had a greater impediment to dislocation slip. At the same indentation depth, the indentation hardness increased with decreasing particle size [
20]. However, the elastic recovery distance of the 7.5% Co specimen was larger than that of the 10% Co specimen, indicating that the elastic deformation of the 7.5% Co sample at the interface was larger. In addition, from the point of view of the pressure-maintaining process, five groups of samples had different degrees of creep platforms, especially the 0% Co sample. It can be analyzed from the following two aspects: firstly, the creep of metal materials is mainly conducted by dislocation slip and grain boundary slip, and the creep at room temperature is mainly caused by intragranular dislocation slip. However, the grain boundary is an obstacle to dislocation slip. The larger the number of grain boundaries, the greater the resistance to dislocation movement, and the material is less prone to creep [
21]; secondly, some Co atoms were dissolved in the 2024Al matrix to form a lattice distortion stress field around the Co atoms. This stress field interacted with the dislocation stress field, which hindered the dislocation movement, increased the creep resistance and improved the creep resistance of the composite.
Figure 6b is a graph showing the change trend of the nanohardness and elastic modulus at the interface of the composite. With the increase in the Co content, the nanohardness of the interface also increased gradually. The nanohardness of the 7.5% Co sample reached 8369.7 MPa, which was slightly lower than that of 10% Co sample. However, with the increase in the Co content, the interfacial elastic modulus of the composites first increased, reaching a peak value of 143.25 GPa at 7.5% Co, and then decreases, but was still much higher than that of the Co-free sample. Therefore, while the interface nanohardness was improved, the elasticity was lost to a certain extent. It is believed that the excessive Co content caused the agglomeration of the Nd
2Fe
14B particles and induced cracks, which reduced the plastic deformation ability of the interface area, resulting in the decline in the elastic modulus, and finally affected the comprehensive mechanical properties of the interface micro area. Therefore, when the Co content was 7.5%, a high-quality interface structure was obtained, taking into account the simultaneous improvement of the strength and toughness, and the advantages of the mechanical properties of the composite were reflected.
3.4. Compactness
Figure 7 shows the effect of the Co content (0%, 2.5%, 5.0%, 7.5% and 10%) on the compactness of composites. It can be seen that the Co content had a significant effect on the compactness of the composites. When Co was not added, the compactness of the composite was 89.8%. With the increase in Co addition (2.5%→5%→7.5%→10%), the compactness increased first and then decreased. When the Co content was 7.5%, the highest compactness was 95.4%. In the process of cold isostatic pressing, due to the strong pressure, the approximately spherical Co particles could easily slide into the gap between the Nd
2Fe
14B particles and the 2024Al matrix to fill the gap, as shown in
Figure 8. When the Co content was 10%, the compactness of the composites decreased. The reason was that more Co adhered to the surface of Nd
2Fe
14B particles, causing them to agglomerate and form larger particles, which increased the number of pores and eventually led to a decrease in the material’s compactness.
On the other hand, from the perspective of the thermal effect of microwaves, the absorption and coupling effects of different materials related to microwaves are related to their electrical conductivity and magnetic permeability [
22]. The electromagnetic properties and penetration depth of each component in the composite are shown in
Table 3. It can be seen that Co has both a high electrical conductivity and magnetic permeability. Therefore, during the microwave sintering process, Co more easily absorbed the microwaves and became a local hot spot. When the Co content exceeded 7.5%, hot spots appeared around a large amount of Co particles, and the pores expanded and were difficult to discharge from the composite.
In addition, the penetration depth
δ of the microwaves in the sample can be calculated by Equation (10) [
23]:
where
f denotes the microwave frequency (2.45 GHz),
is the conductivity of the material(S/m) and
is the magnetic conductivity (H/m). Therefore, with the increase in
and
, the penetration depth of microwave
δ decreases.
For metallic materials, the surface penetration depth is related to temperature, which can be expressed by Equation (11):
where
denotes the penetration depth at a higher temperature
T, and
K denotes the temperature coefficient, which can be calculated using Equation (12) [
24]:
where
T is the thermodynamic temperature. Therefore, when the temperature
T increases,
K increases, and the penetration depth
also increases.
Table 3 also gives the penetration depth values of each phase at room temperature and 853 K. As can be seen, the penetration depth of Nd
2Fe
14B particles was the highest among the three, especially at 853 K, which meant that the Nd
2Fe
14B and the Co attaching to its surface could completely absorb the microwave energy and accumulate more heat in local areas. The local high temperature also caused an expansion of the pores, which was not conducive to the discharge of the gas. These two aspects were also the reasons for the decrease in the compactness.
3.5. Hardness and Compressive Strength
Figure 9 shows the microhardness, yield strength and compressive strength of the composites obtained with different Co contents. As shown here, with the increase in Co content, the three parameter values increased and then decreased. When the Co content was 7.5%, the microhardness, yield strength and compressive strength reached the maximum, which were 152.0 HV, 210.0 MPa and 269.0 MPa, respectively.
As mentioned above, the addition of Co improved the compactness of the composites, especially when the Co content reached 7.5%, where the compactness was the highest, and the hardness and compactness are closely related. In addition, the Co particles attaching to the grain boundaries could hinder the movement of dislocations and played a pinning role. Other Co particles dispersed in the 2024Al matrix could produce a dispersion-strengthening effect. However, when the content of Co was higher than 7.5%, the formation of an agglomerated Co phase significantly reduced the effect of dispersion strengthening.
Compared with the Co-free sample, the amplifications of the yield strength and compressive strength were 78% and 75%, respectively. When the Co content arrived at 10%, the yield strength and compressive strength decreased to some extent. The strengthening mechanism of Co addition can be analyzed from the following aspects.
First, it can be seen from
Section 3.1 that the addition of Co refined the grains of the composites. The grain size of the 7.5% Co sample was only 3–5 μm, which was close to the particle size of the 2024Al particles after ball milling. In other words, the microwaving sintering did not prompt the growing of the matrix size due to its rapid heating characteristics. Based on the classical Hall–Petch (H–P) equation, the relationship between the yield strength
and the average grain diameter
d can be expressed by Equation (13) [
25]:
where
denotes the yield strength corresponding to the 0.2% strain;
denotes the lattice frictional resistance when moving a single dislocation;
denotes a constant value, 68
for aluminum alloys and
denotes the average grain diameter. According to Equation (13), the yield strength
is inversely proportional to the square root of the grain diameter
. The H–P formula is mainly based on the grain boundary hindering dislocation slip. After grain refinement, due to the increase in the ratio of the grain boundary, the effect of the grain boundary hindering dislocation slip is strengthened, and the stacking of dislocations near the grain boundary leads to the increase in the yield strength and tensile strength of the alloy with grain refinement. As shown in
Figure 10, more dislocations can be accumulated inside large grains to generate the driving force to move dislocations from one grain to another. Therefore, it is easier for dislocations to move in large grains than in small grains, and small-grained materials exhibit a higher yield strength [
26].
Second, as a surface-active element, the Co improved the interface bonding strength between the Nd2Fe14B particles and 2024Al matrix, which was helpful in exerting the interface-strengthening mechanism. When the amount of Co added continued to increase, the compressibility of the material decreased because too many Co particles gathered to form larger Co particles. The existence of these large particles weakened the two strengthening mechanisms mentioned above and seriously affected its mechanical properties.
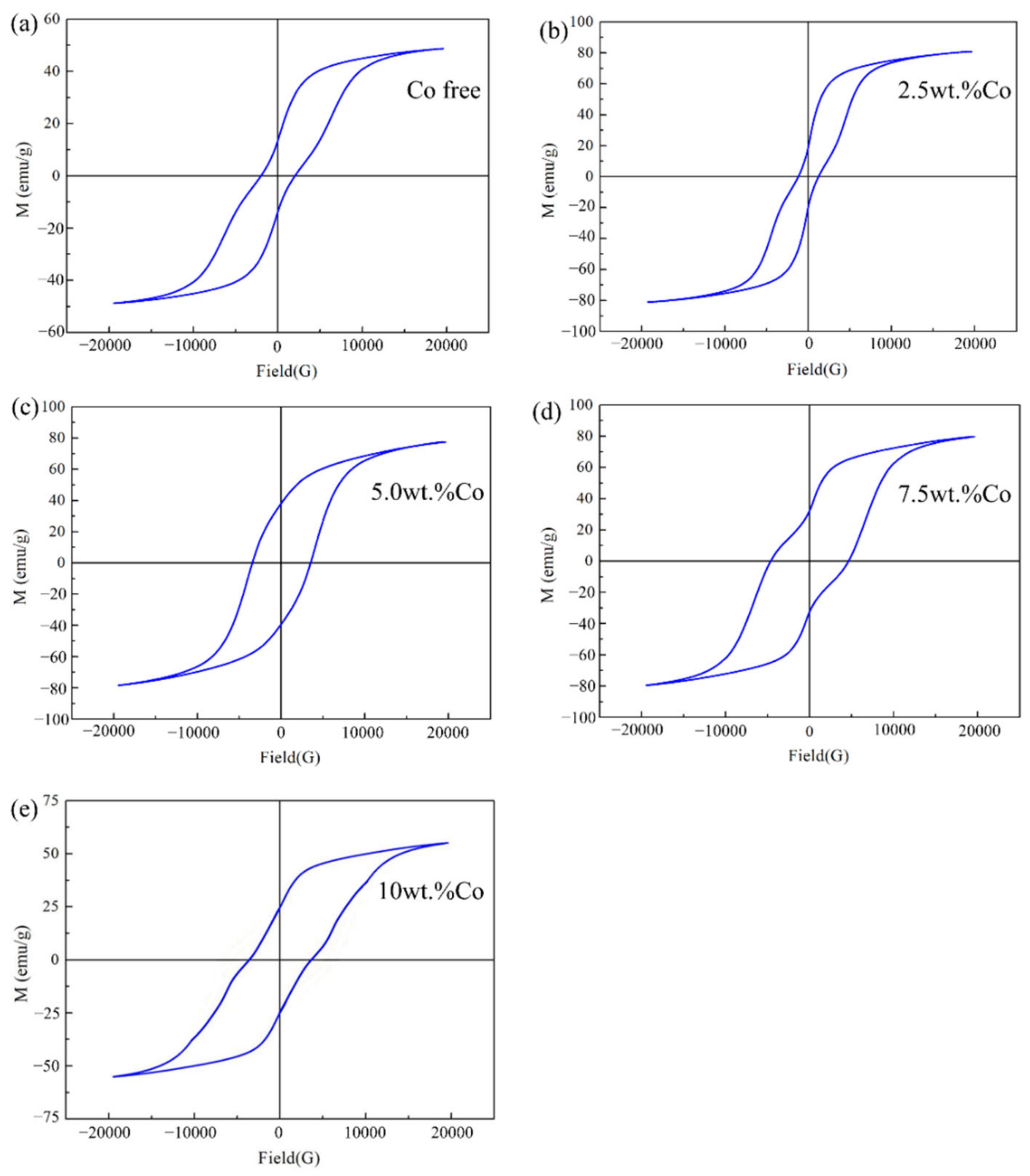
3.6. Magnetic Properties
Figure 11 shows the VSM curve of the Nd
2Fe
14B/2024Al–Co composites with different Co addition amounts. The magnetic properties of the material, such as the remanence (
Br), coercivity (
Hcj) and magnetic energy product ((
BH) max) can be calculated from the VSM curve.
Figure 12 presents the variation trend of the magnetic properties of the composites with different Co contents. As can be seen, the addition of Co changed the magnetic properties of the composites. With the increase in the Co content, the remanence (
Br), coercivity (
Hcj) and magnetic energy product ((
BH) max) of the composites first increased and then decreased. When the Co content was 7.5%, the three performances were optimal, which were
Br: 0.20 T,
Hcj: 4.6 kOe and (
BH) max: 28.36 (kJ/m
3). When the Co content was 10%, the performances decreased. The influence of the Co on the change in the magnetic properties of the composite material is mainly as follows:
First, an important factor that affects the magnetic properties of composites is the compactness, which reflects the bonding strength of the 2024Al matrix and the Nd
2Fe
14B particles. The relevant literature shows that the bonding ability between magnetic particles and the matrix will affect the magnetic properties of composites [
27]. In the process of magnetizing the composite, uneven and dispersed magnetic fields will be formed in the pores inside the material. These scattered magnetic fields will produce a reverse magnetization effect, as shown in
Figure 13. Therefore, when the compactness is increased, the number of blowholes in the composite is reduced, which means that the corresponding reverse magnetization region is reduced, and the remanence (
Br) and magnetic energy product ((
BH) max) of the material will be improved. When the compactness decreases due to the continuous increase in Co content, the corresponding performance parameter also decreases.
Second, the Co phase is a soft magnetic phase, while the Nd
2Fe
14B phase is a hard magnetic phase, and there will be interactive coupling between them. Specifically, Co particles with soft magnetism were dispersed around the Nd
2Fe
14B phase. When there is an external magnetic field, the magnetic moment of the atoms of the soft magnetic phase will turn to the direction consistent with the magnetization direction of the Nd
2Fe
14B phase (
Figure 14a). However, when the magnetic field is removed (
Figure 14b), the magnetic moment of the Co particles around the Nd
2Fe
14B phases will rotate under the influence of the magnetic moment of Nd
2Fe
14B and be pinned in the average direction of the Nd
2Fe
14B magnetic moment, which helps to improve the remanence of the composite (
Figure 14c). For those Co particles far away from the Nd
2Fe
14B particles, after removing the external magnetic field, their atomic magnetic moments are not easily pinned and deflected. The deflected magnetic moment may be inconsistent with the average magnetic moment direction of the Nd
2Fe
14B particles (
Figure 14d), which will affect the magnetic properties of Nd
2Fe
14B phases. Therefore, when the content of Co was lower than 7.5 wt.%, the number of soft magnetic phases was small, and the magnetic moment of different directions had little effect on the magnetic moment of the Nd
2Fe
14B particles. Based on the interaction between soft and hard magnetic particles, the magnetic properties of the composites were improved. When the content of Co exceeded 7.5 wt.%, a large amount of soft magnetic phases far away from the Nd
2Fe
14B phases will obviously weaken the magnetic moment of the hard magnetic phases, which may lead to the decrease in the magnetic properties of the composite.
Table 4 compares the magnetic properties of Nd
2Fe
14B, ferrite and the optimized sample in this experiment. The results showed that the optimized sample of Nd
2Fe
14B/2024Al-Co composite prepared by microwave sintering had certain magnetic properties. Although it was lower than the Nd
2Fe
14B permanent magnet, its coercivity (
Hcj) and magnetic energy product (
(BH) max) were slightly higher than those of the ferrite. The purpose of the “magnetic aluminum matrix composite” in the material design was initially realized. Moreover, the density of the optimized sample was only 4.15 g/cm
3, which was far lower than the density of the Nd
2Fe
14B permanent magnet and ferrite, and the goal of “lightweight magnetic materials” was also preliminarily realized. In the next research, the authors will try to further improve the magnetic properties and mechanical properties of the alloy by alloying and rolling



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}