


Numerical Simulation and Process Study on Laser Shock Peening of 1Cr18Ni9Ti Material

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
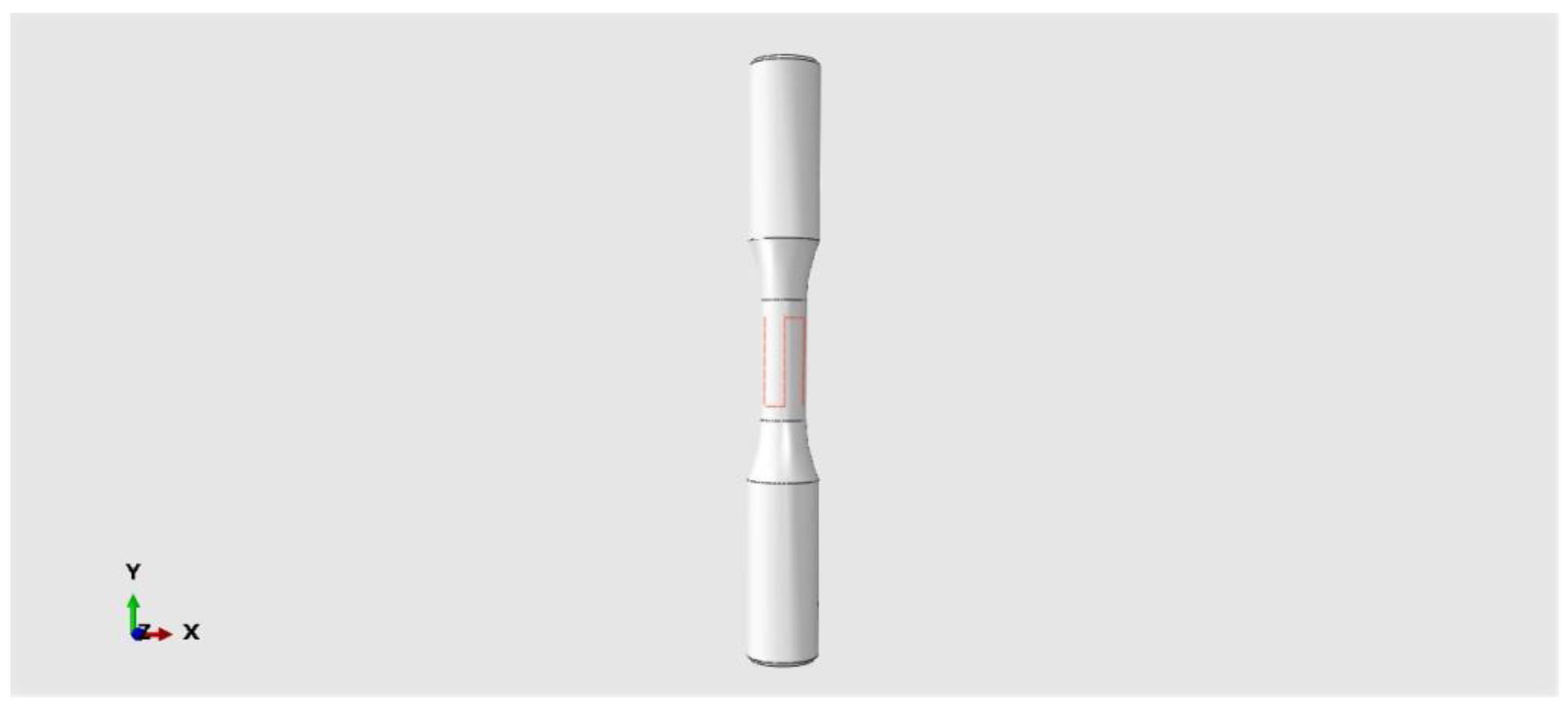
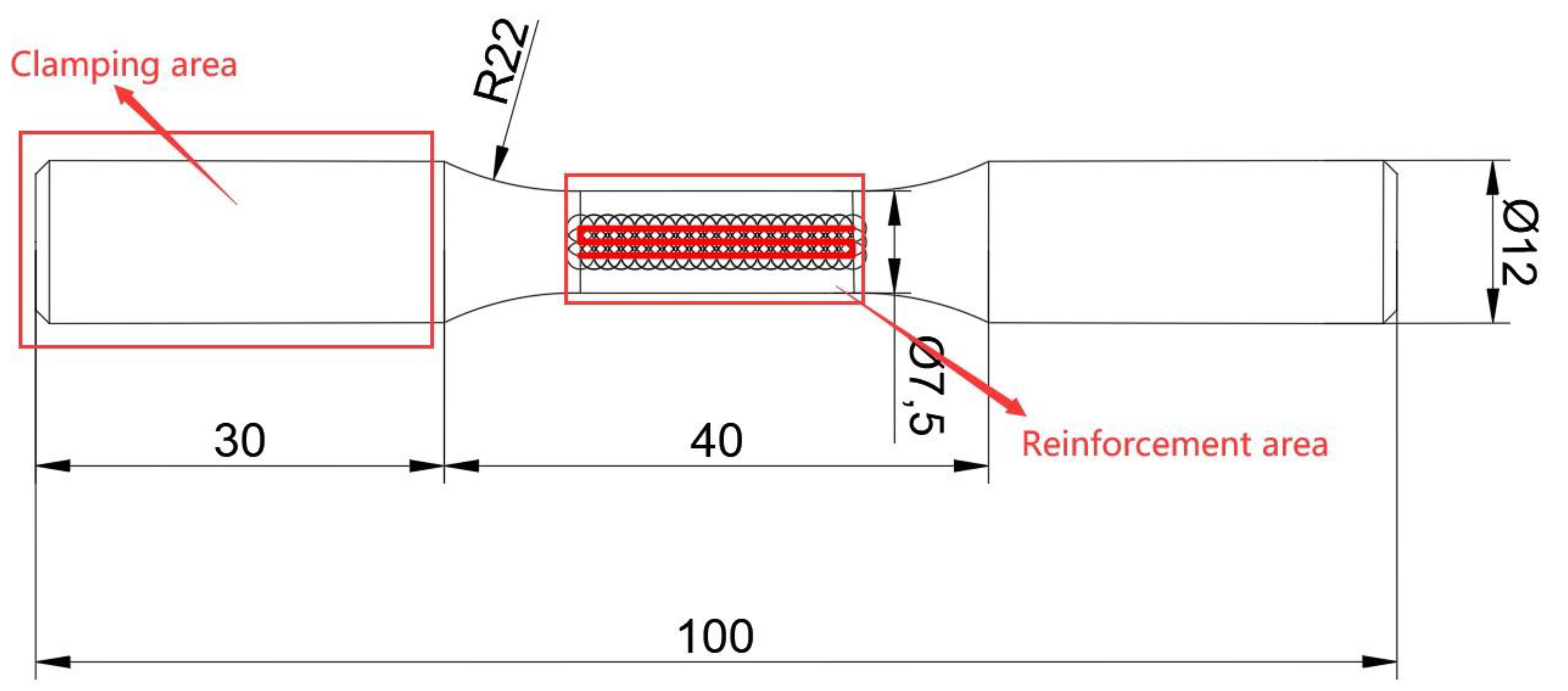
2.1. Simulation Analysis of Impact Strengthening of Fatigue Test Article
2.1.1. Grid and Boundary Conditions Setting
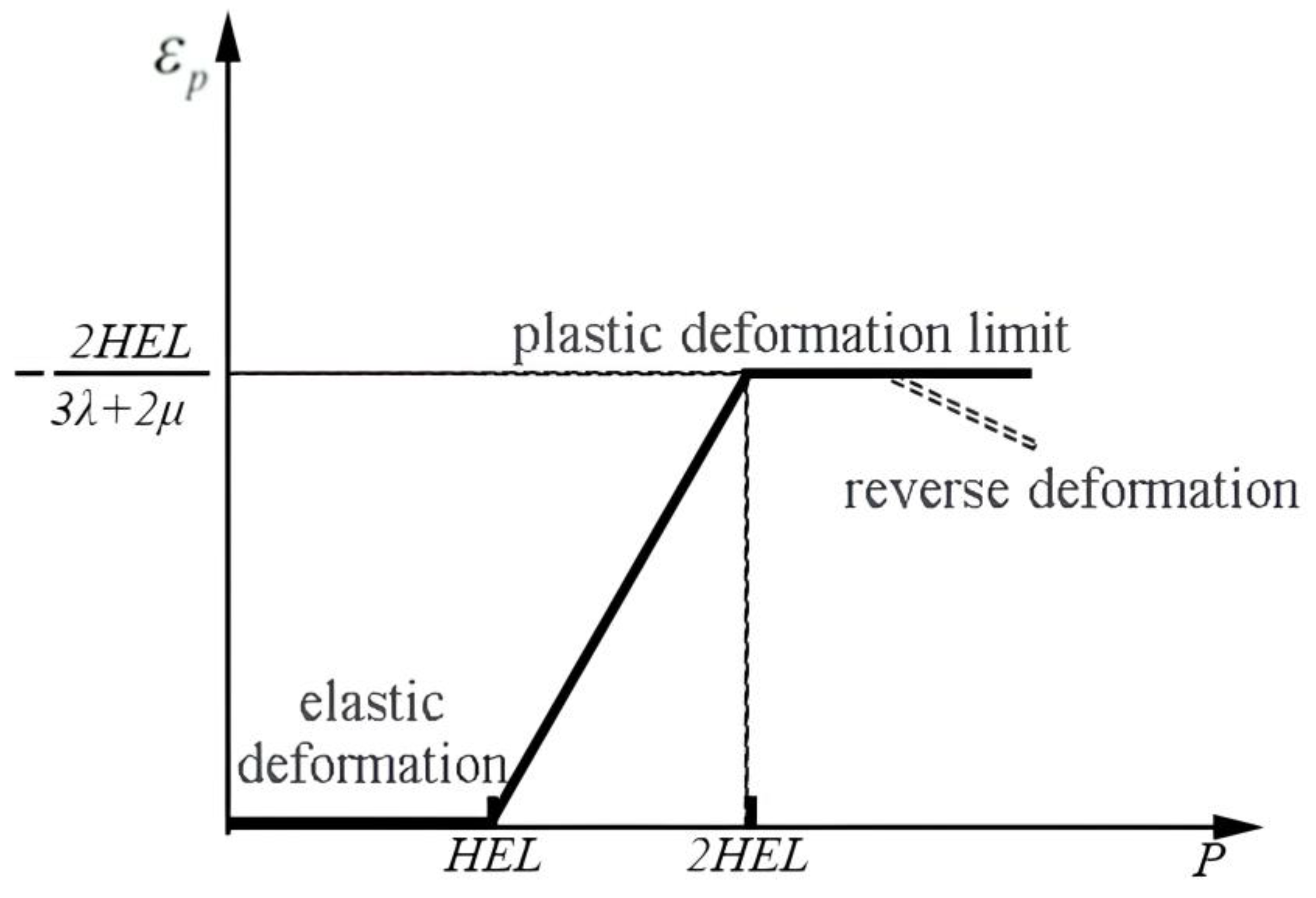
2.1.2. Laser Parameter Selection
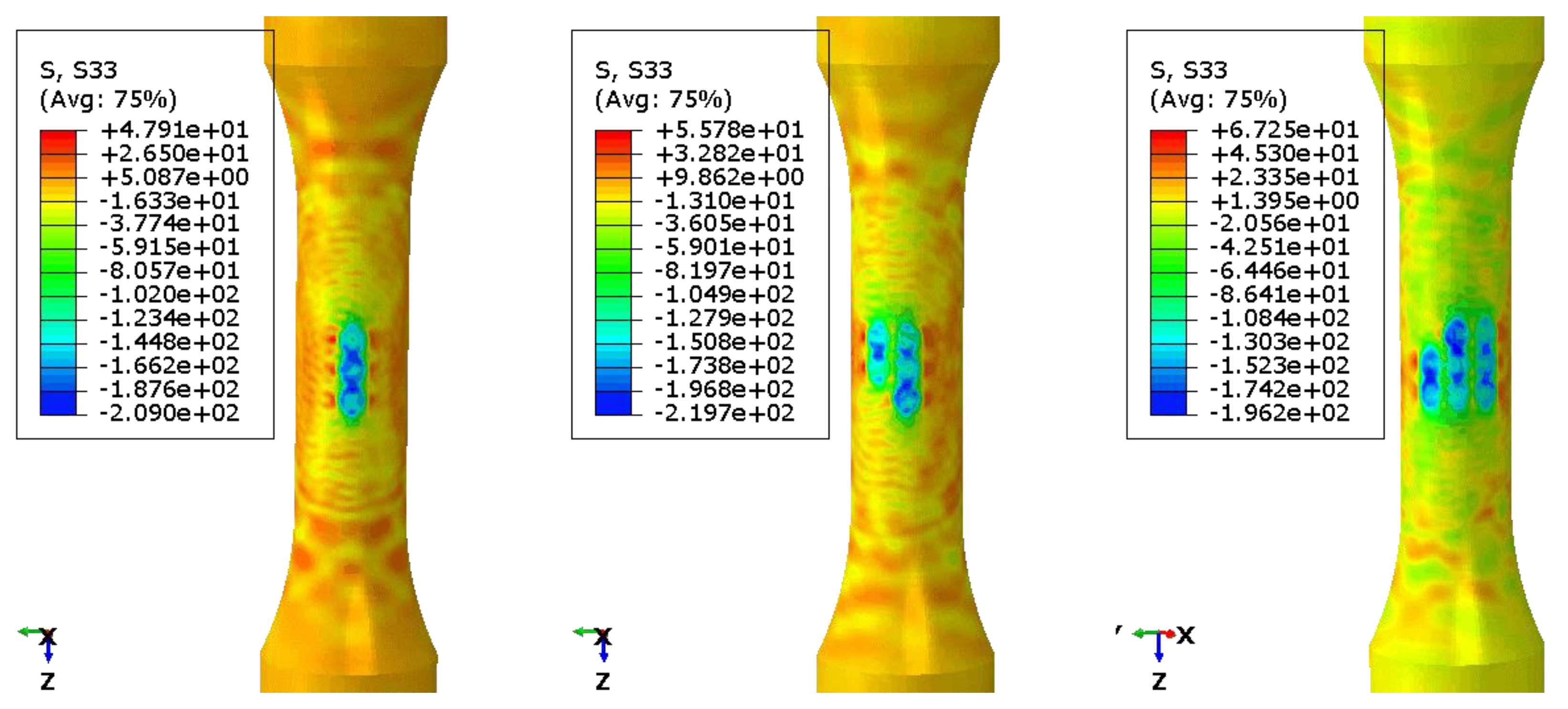
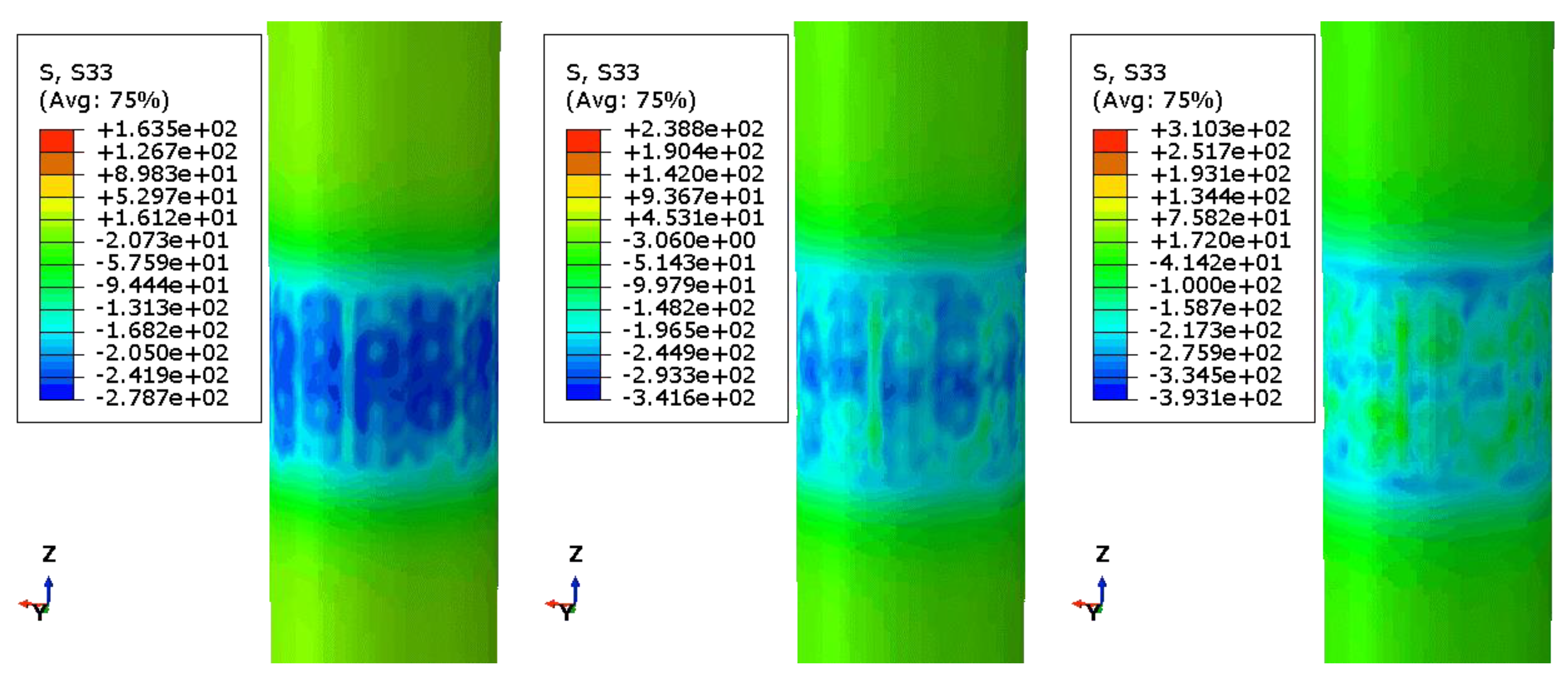
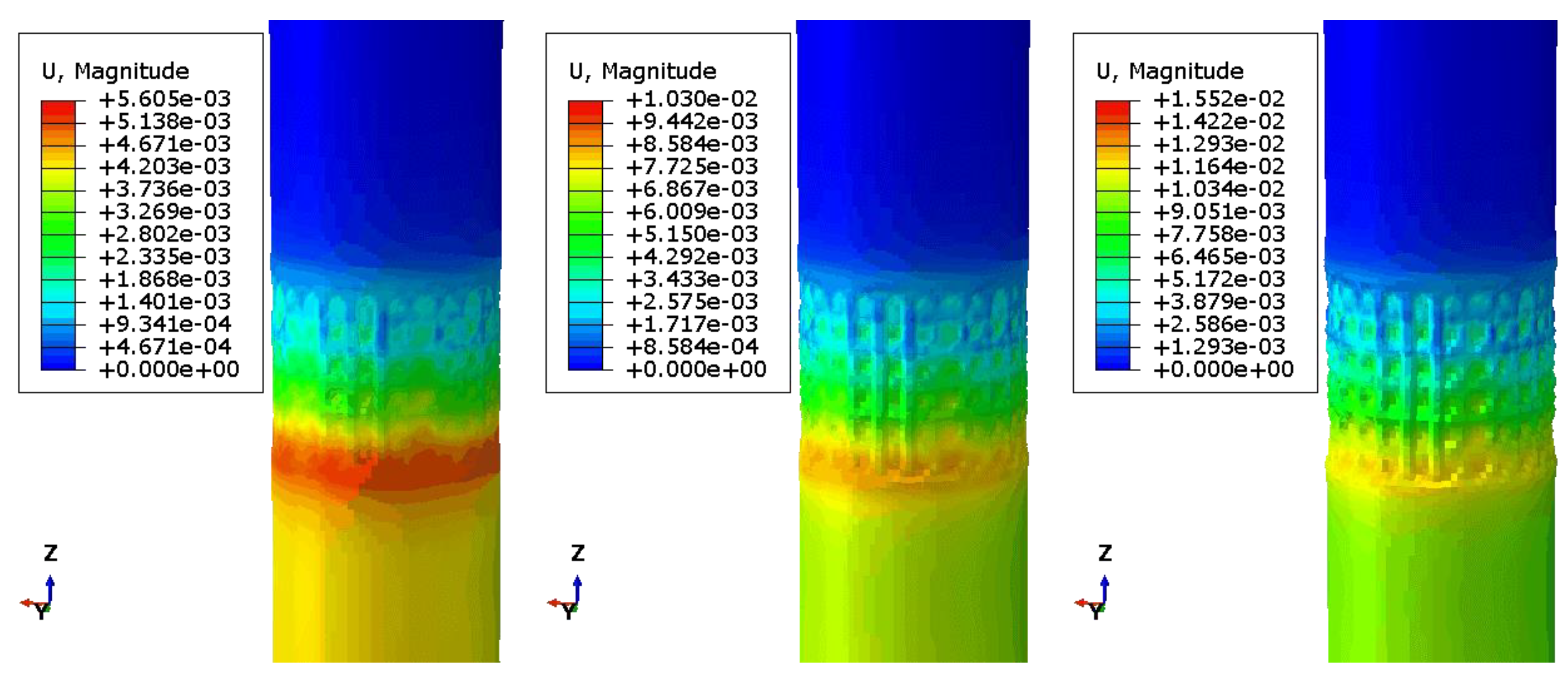
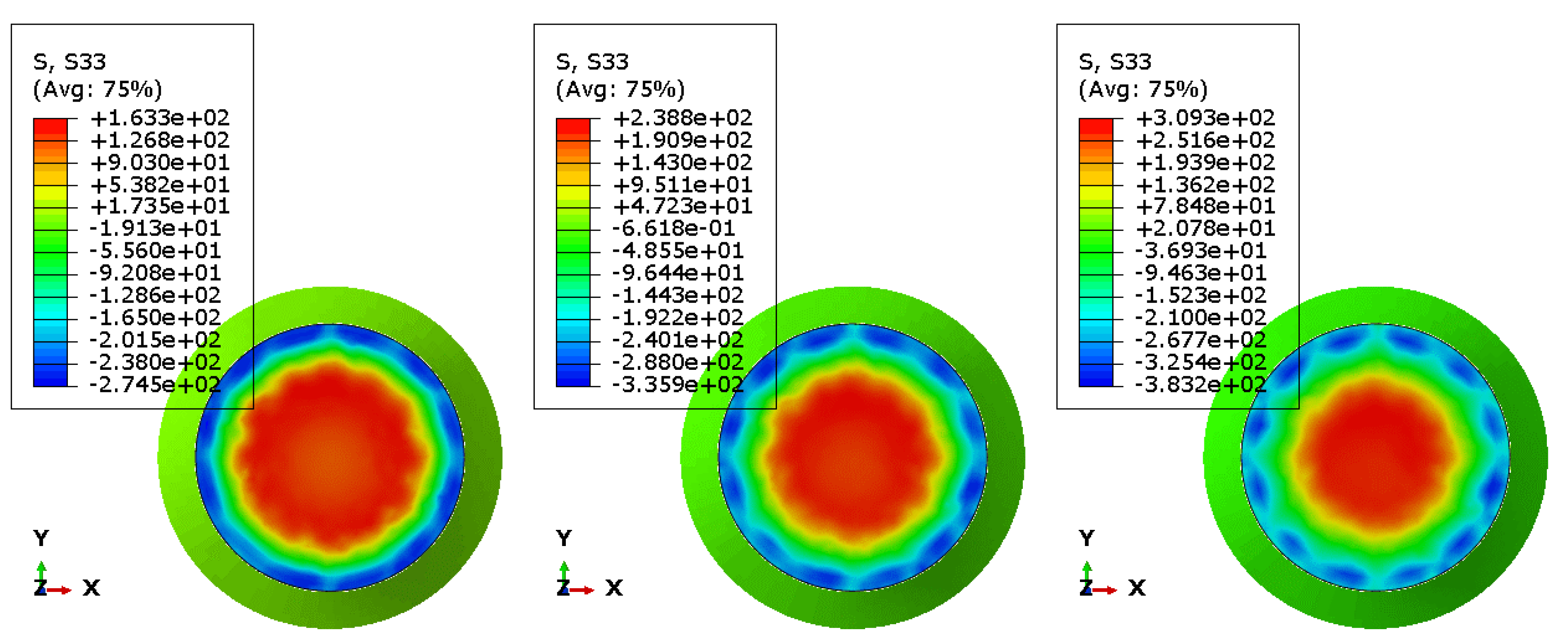
2.1.3. Analysis of Simulation Results
2.1.4. Comprehensive Results and Analysis
2.2. Validation of Strengthening Parameters for 1Cr18Ni9Ti Materials
3. Analysis of Experimental Results
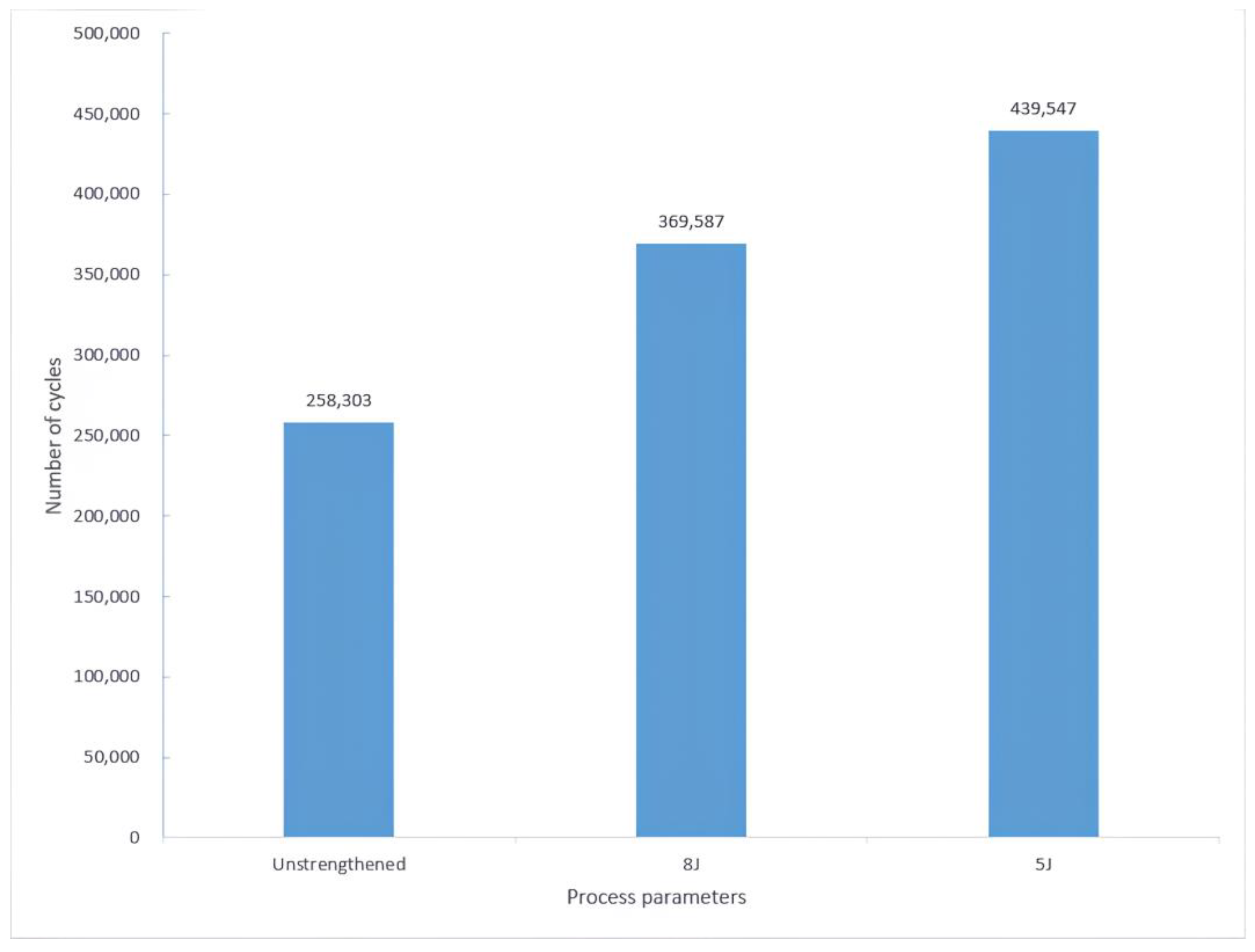
3.1. Analysis of Rotational Bending Fatigue Test Results
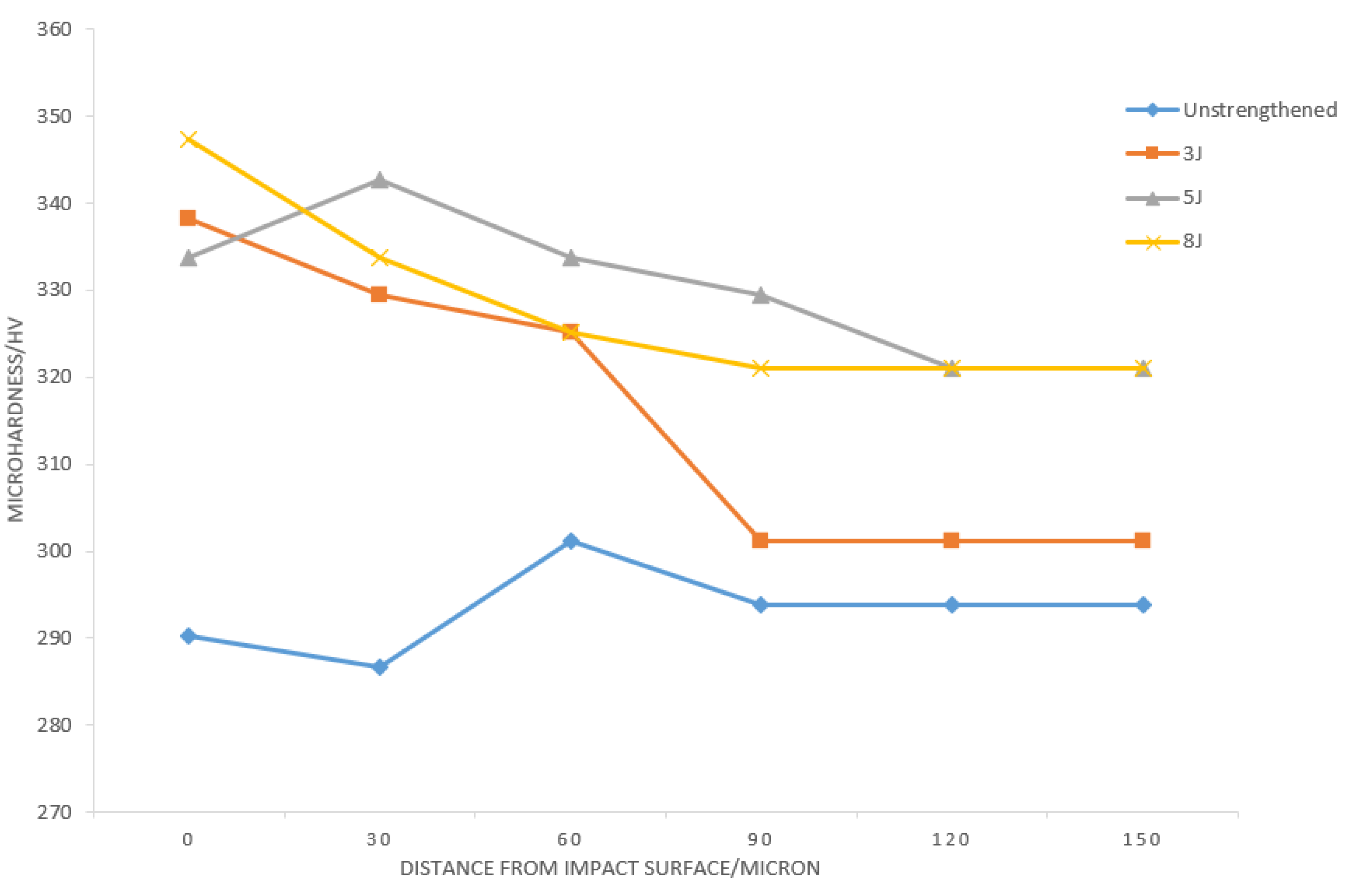
3.2. Analysis of Hardness Results
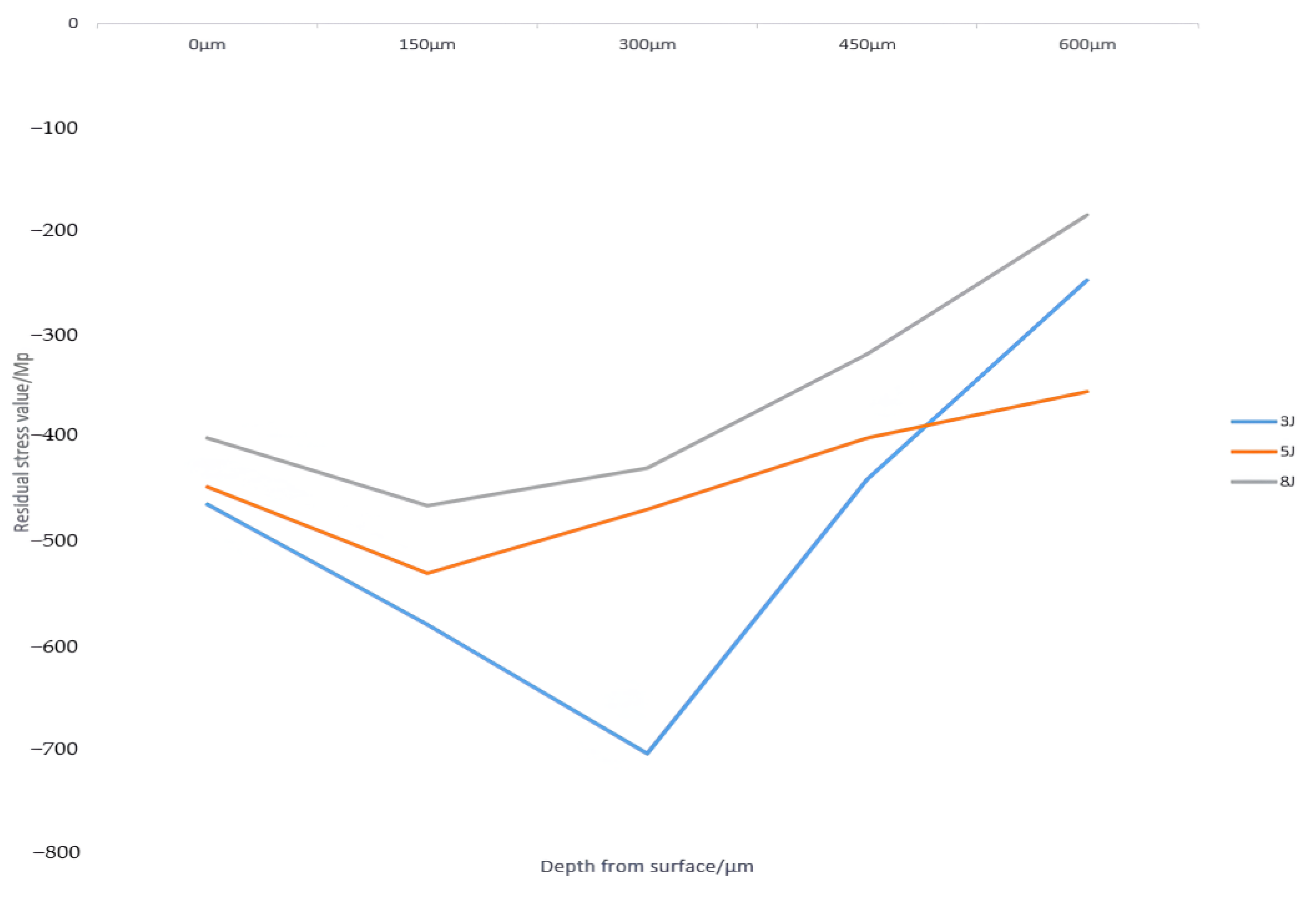
3.3. Residual Compressive Stress Result on Specimen’s Surface
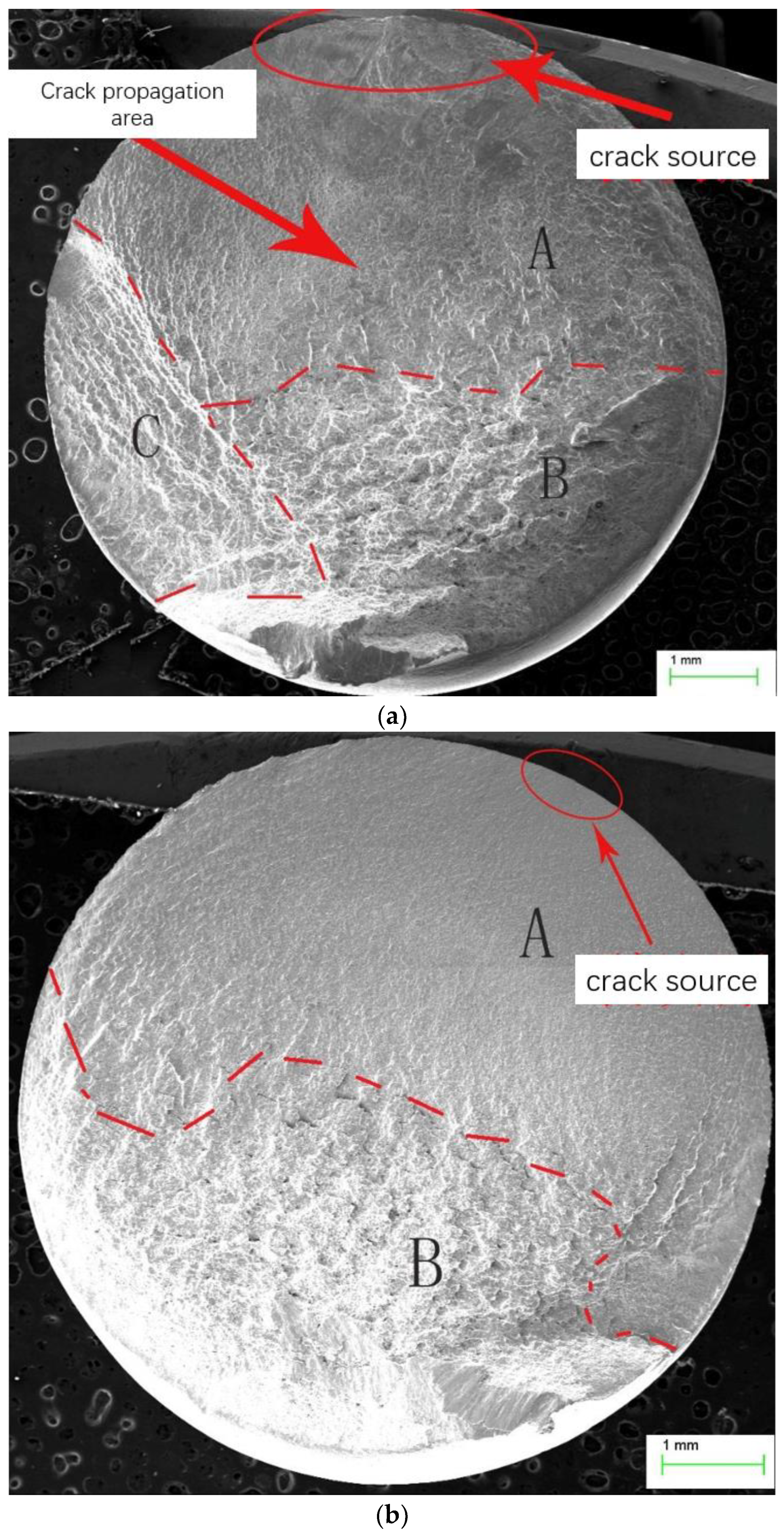
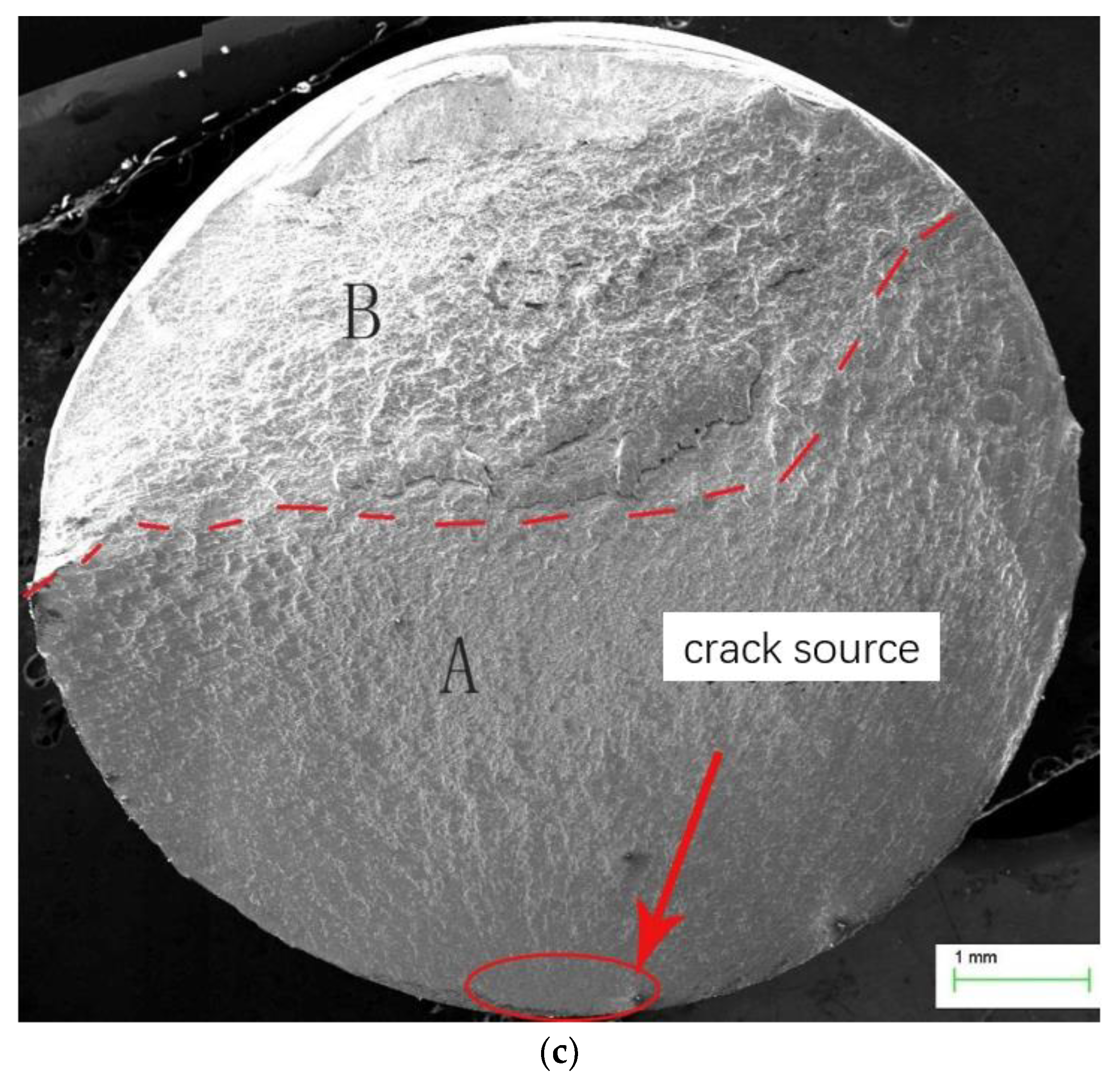
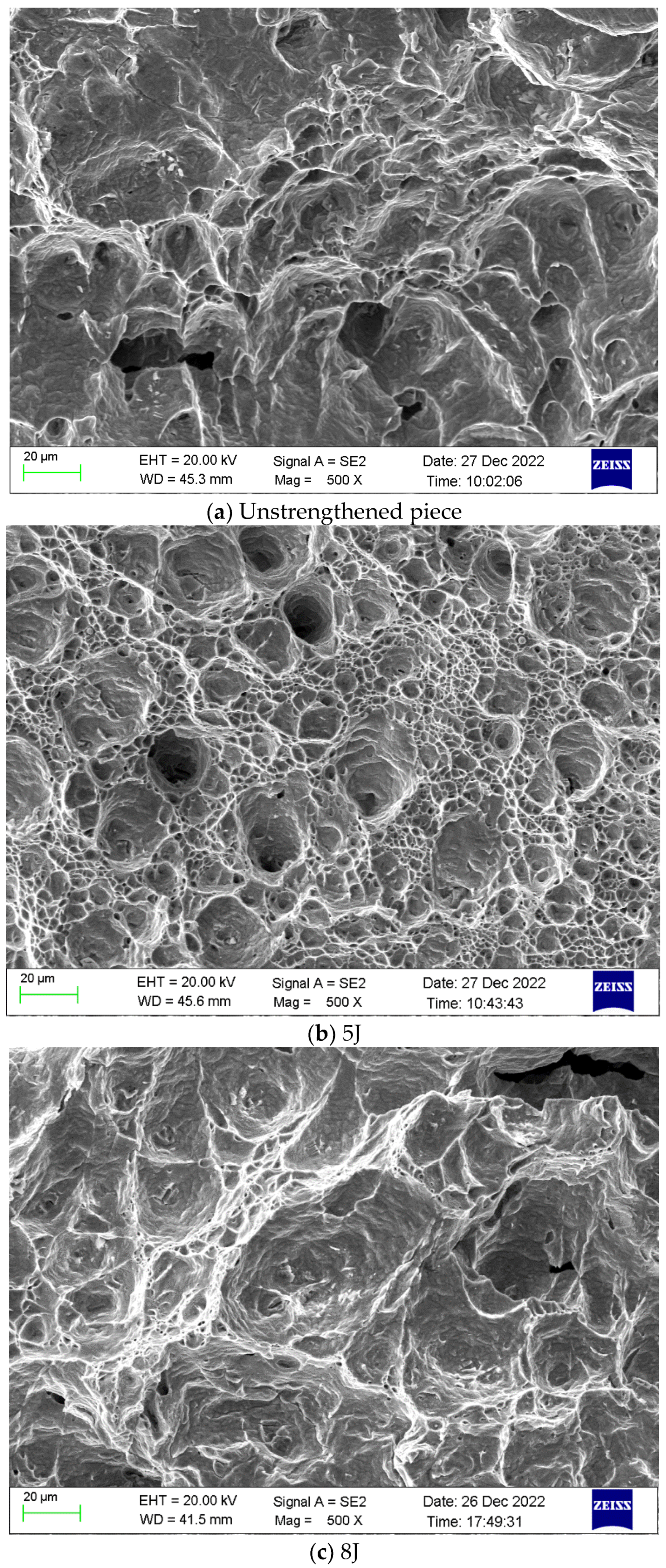
3.4. Fatigue Specimen Fracture Observation and Analysis
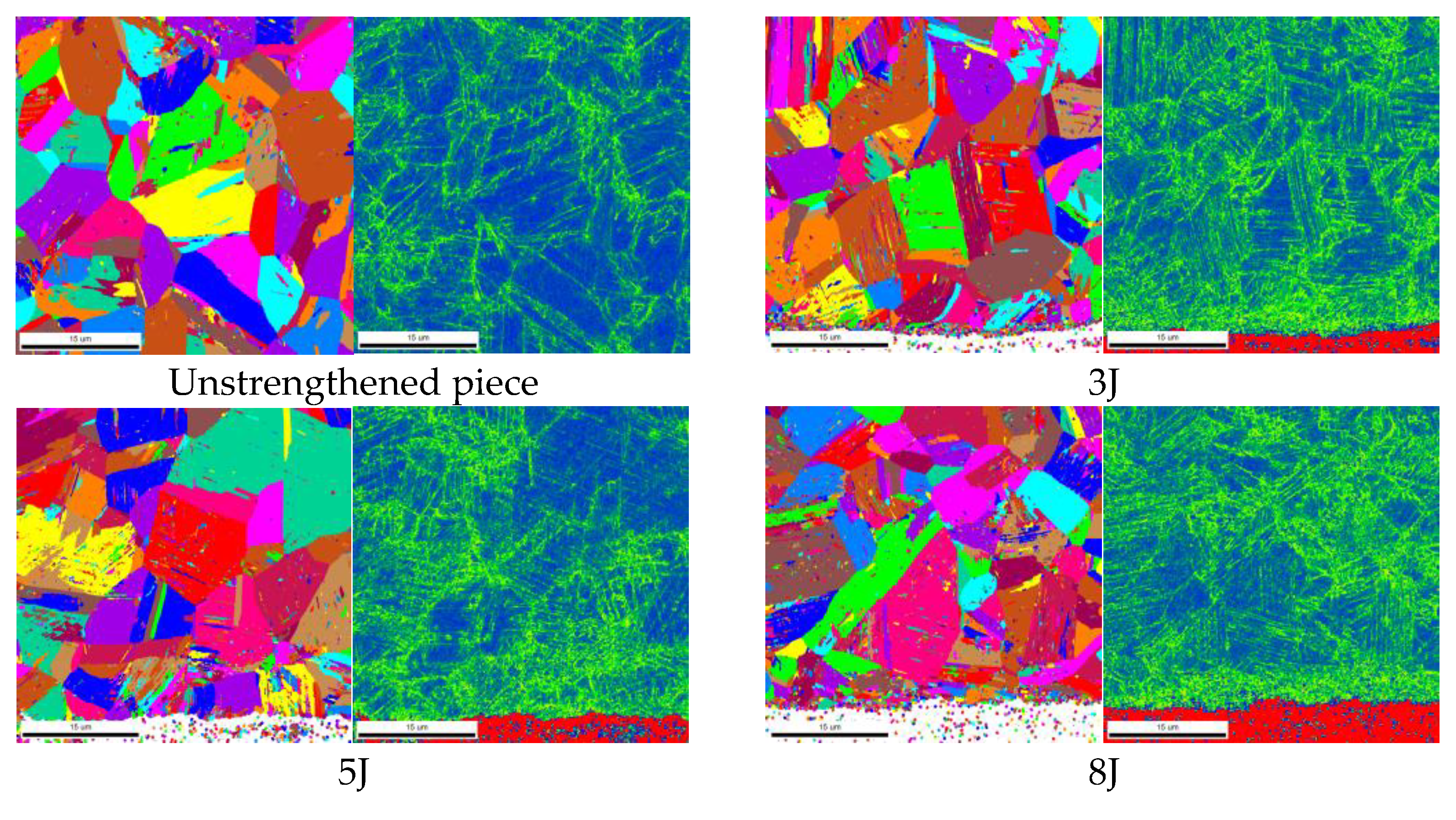
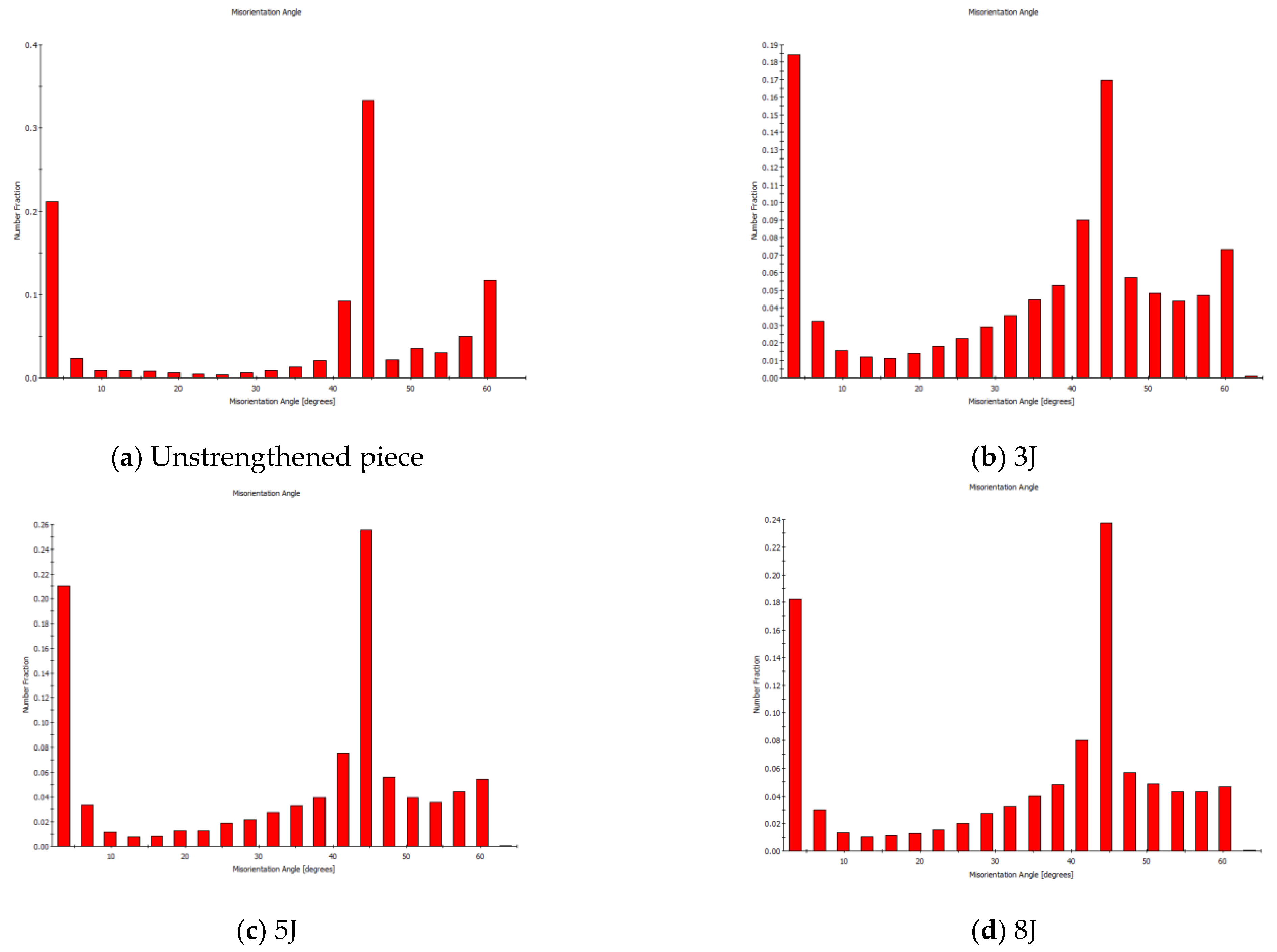
3.5. Analysis of EBSD Experiment Results
4. Discussion
- (1)
- Based on the Hugoniot elastic limit, the simulation parameters were determined to explore the strengthening effect of the specimen. The simulation results showed that the specimen obtained the best strengthening effect under a peak pressure of 3000 MPa.
- (2)
- Fatigue tests were conducted on the specimens, and the fatigue life of the specimens was compared before and after strengthening. The results showed that the fatigue life improvement was the highest under the 3J and 2 mm parameters, which is consistent with the optimal strengthening effect under the corresponding simulation of 3000 MPa.
- (3)
- After laser shock peening, a deep residual compressive stress layer can be generated on the surface of the material, which can effectively suppress the initiation and expansion of surface cracks, and the suppression of cracks can improve the fatigue life. Among them, the best stress effect was generated under the parameters 3J and 2 mm.
- (4)
- Laser shock peening can effectively improve the microhardness of the 1Cr18Ni9Ti’s surface, but its strengthening effect weakens with increasing depth. The maximum microhardness can be increased by 19.3% under the 8J process, 17.7% under the 5J process, and 16.2% under the 3J process. The increase in hardness also indicates an increase in fatigue strength.
- (5)
- Scanning electron microscope observation of the fatigue fracture and EBSD experiments found that a high density of dislocations occurred inside the specimen after impact, which was able to delay the expansion rate of fatigue cracks inside the specimen, thus prolonging the fatigue life of the specimen, and the fast fracture zone of the treated specimen showed rough dimples of a relatively large size and depth, thus explaining the reason for the increase of the fatigue life of the material due to the laser-strengthening effect, from a microscopic point of view. The best effect of grain refinement was achieved with the 3J process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhuo, Y.; Chen, Y.; Yang, C. Research status and prospect of welding repair technology for aero-engine blades. Aerosp. Manuf. Technol. 2021, 64, 22–28. [Google Scholar]
- Logesh, M.; Selvabharathi, R.; Thangeeswari, T.; Palani, S. Influence of severe double shot peening on microstructure properties of Ti 6Al-4V and Titanium Grade 2 dissimilar joints using laser beam welding. Opt. Laser Technol. 2020, 123, 105883. [Google Scholar] [CrossRef]
- Leo, P.; D’Ostuni, S.; Nobile, R.; Mele, C.; Tarantino, A.; Casalino, G. Analysis of the process parameters, post-weld heat treatment and peening effects on microstructure and mechanical performance of Ti-Al dissimilar laser weldings. Metals 2021, 11, 1257. [Google Scholar] [CrossRef]
- Chattopadhyay, A.; Muvvala, G.; Sarkar, S.; Racherla, V.; Nath, A.K. Effect of laser shock peening on microstructural, mechanical and corrosion properties of laser beam welded commercially pure titanium. Opt. Laser Technol. 2021, 133, 106527. [Google Scholar]
- Feng, X.; Pan, X.; He, W.; Liu, P.; An, Z.; Zhou, L. Improving high cycle fatigue performance of gas tungsten arc welded Ti6Al4V titanium alloy by warm laser shock peening. Int. J. Fatigue 2021, 149, 106270. [Google Scholar] [CrossRef]
- Shi, X.; Feng, X.; Teng, J.; Zhang, K.; Zhou, L. Effect of laser shock peening on microstructure and fatigue properties of thin-wall welded Ti-6Al-4V alloy. Vacuum 2021, 184, 109986. [Google Scholar] [CrossRef]
- Trdan, U.; Skarba, M.; Grum, J. Laser shock peening effect on the dislocation transitions and grain refinement of Al–Mg–Si alloy. Mater. Charact. 2014, 97, 57–68. [Google Scholar]
- Peyre, P.; Carboni, C.; Forget, P.; Beranger, G.; Lemaitre, C.; Stuart, D. Influence of thermal and mechanical surface modifications induced by laser shock processing on the initiation of corrosion pits in 316L stainless steel. J. Mater. Sci. 2007, 42, 6866–6877. [Google Scholar] [CrossRef]
- Irizalp, S.G.; Saklakoglu, N.; Akman, E.; Demir, A. Pulsed Nd:YAG laser shock processing effects on mechanical properties of 6061-T6 alloy. Opt. Laser Technol. 2014, 56, 273–277. [Google Scholar] [CrossRef]
- Gao, Y.; Yang, W.; Huang, Z.; Lu, Z. Effects of residual stress and surface roughness on the fatigue life of nickel aluminium bronze alloy under laser shock peening. Eng. Fract. Mech. 2021, 244, 107524. [Google Scholar]
- Meng, L.; Zhao, S.; Liang, Z.; Lv, Y. Study on the Influence of Surface Roughness and Roughness Ratio on the Fatigue Performance of DD10 Alloy. Shanxi Metall. 2023, 46, 4–6+9. [Google Scholar]
- Fueki, R.; Takahashi, K. Improving the fatigue limit and rendering a defect harmless by laser peening for a high strength steel welded joint. Opt. Laser Technol. 2021, 134, 106605. [Google Scholar] [CrossRef]
- Soyama, H. Laser Cavitation Peening and Its Application for Improving the Fatigue Strength of Welded Parts. Metals 2021, 11, 531. [Google Scholar] [CrossRef]
- Soyama, H.; Simoncini, M.; Cabibbo, M. Effect of Cavitation Peening on Fatigue Properties in Friction Stir Welded Aluminum Alloy AA5754. Metals 2021, 11, 59. [Google Scholar] [CrossRef]
- Yu, K.; Wang, L.; Zhao, T.; Shu, S.; Zhou, L. Optimization of Residual Stress Field and Improvement of Fatigue Properties of Thin-Walled Pipes by Filling Laser Shock Peening. Metals 2022, 12, 1733. [Google Scholar] [CrossRef]
- Jiang, F.; Li, J.; Sun, J.; Zhang, S.; Wang, Z.; Yan, L. Al7050-T7451 turning simulation based on the modified power law material model. Int. J. Adv. Manuf. Technol. 2010, 48, 871–880. [Google Scholar] [CrossRef]
- Steinberg, D.J.; Cochran, S.G.; Guinan, M.W. A constitutive model for metals applicable at high rate. J. Appl. Phys. 1980, 51, 1498–1504. [Google Scholar] [CrossRef]
- Zerilli, F.J.; Armstrong, R.W. Dislocation-mechanics-based constitutive relations for materials dynamic calculations. J. Appl. Phys. 1987, 61, 1816–1825. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Wu, J. Basic Research on Drilling Technology of Typical Difficult-to-Machine Materials. Ph.D. Thesis, Harbin Institute of Technology, Harbin, China, 2010; pp. 64–78. [Google Scholar]
- Chou, P.C.; Hopkins, A.K. Dynamic Response of Materials to Intense Impulsive Loading; Defense Technical Information Center: Belvoir, VA, USA, 1973. [Google Scholar]
- Ballard, P.; Fournier, J.; Fabbro, R.; Frelat, J. Residual stresses induced by laser-shocks. Le Journal de Physique IV 1991, 1, C3-487–C3-494. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Ruschau, J.J.; John, R.; Thompson, S.R.; Nicholas, T. Fatigue crack nucleation and growth rate behavior of laser shock peened titanium. Int. J. Fatigue 1999, 21, S199–S209. [Google Scholar] [CrossRef]
- Zhang, Y.; You, J.; Lu, J.; Cui, C.; Jiang, Y.; Ren, X. Effects of laser shock processing on stress corrosion cracking susceptibility of AZ31B magnesium alloy. Surf. Coat. Technol. 2010, 204, 3947–3953. [Google Scholar] [CrossRef]
- Li, Y. Theory and Technology of Laser Impact Peening; Science Press: Beijing, China, 2013. [Google Scholar]
- Nie, X.; Long, N.; Liu, H.; He, W.; Li, Q. Effect of laser impact strengthening on surface hardness of TC17. Mech. Des. Manuf. 2012, 198–200. [Google Scholar] [CrossRef]
- Xiong, J.; Mao, W.; Yu, T. Effect of residual stress on fatigue crack extension. J. Hubei Inst. Technol. 1996, 4, 9–13. [Google Scholar]
- Zhou, L.; Zhao, T.; Yu, Y.; Liu, P.; Pan, X. Effect of Laser Shock Peening on High-Cycle Fatigue Performance of 1Cr18Ni9Ti/GH1140 Weld. Metals 2022, 12, 1495. [Google Scholar] [CrossRef]
- Sanchez, A.G.; You, C.; Leering, M.; Glaser, D.; Furfari, D.; Fitzpatrick, M.E.; Wharton, J.; Reed, P.A.S. Effects of laser shock peening on the mechanisms of fatigue short crack initiation and propagation of AA7075-T651. Int. J. Fatigue 2021, 143, 106025. [Google Scholar] [CrossRef]
- Zhang, W.; Simpson, C.A.; Lopez-Crespo, P.; Mokhtarishirzabad, M.; Buslaps, T.; Pippan, R.; Withers, P.J. The effect of grain size on the fatigue overload behaviour of nickel. Mater. Des. 2020, 189, 108526. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density ρ (kg∙m−3) | Modulus of Elasticity E (MPa) | Poisson Ratio μ | Melting Point of Material T (°C) | A (MPa) | B (MPa) | C | n | m |
|---|---|---|---|---|---|---|---|---|
| 7930 | 206,000 | 0.27 | 1446 | 224 | 857 | 0.01 | 0.208 | 1.7855 |
| Peak Pressure | Maximum Residual Compressive Stress on the Surface | Thickness of Residual Compressive Stress Layer | Internal Maximum Tensile Stress | Mean Deformation |
|---|---|---|---|---|
| 3000 MPa | −274.5 MPa | 0.83 mm | 163.3 MPa | 3.26 m |
| 4000 MPa | −335.9 MPa | 0.96 mm | 238.8 MPa | 6.00 m |
| 5000 MPa | −383.2 MPa | 1.04 mm | 309.3 MPa | 9.05 m |
| P | α | Z1 (Target Material) | Z2 (Constrained Layer) | Z | d | τ | E | I |
|---|---|---|---|---|---|---|---|---|
| 3093 MPa | 0.2 | 4.34 × 106 g·cm−2·s−1 | 1.65 × 105 g·cm−2·s−1 | 3.18 × 105 g·cm−2·s−1 | 2 mm | 3J | 4.77 Gw/cm2 | |
| 4077 MPa | 20 ns | 5J | 7.32 Gw/cm2 | |||||
| 5030 MPa | 8J | 11.1 Gw/cm2 |
| Experimental Temperature (°C) | Maximum Stress (MPa) | Frequency of Tests (Hz) | Stress Ratio R | Number of Cycles (Times) | Results | Process Parameters |
|---|---|---|---|---|---|---|
| 23 | 540 | 100 | −1 | 7026 | Fail | unprocessed |
| 23 | 500 | 100 | −1 | 102,080 | Fail | |
| 23 | 470 | 100 | −1 | 10,000,000 | Pass | |
| 23 | 485 | 100 | −1 | 10,000,000 | Pass | |
| 23 | 493 | 100 | −1 | 10,000,000 | Pass | |
| 23 | 498 | 100 | −1 | 121,356 | Fail | |
| 23 | 498 | 100 | −1 | 301,411 | Fail | |
| 23 | 498 | 100 | −1 | 352,114 | Fail | |
| 23 | 498 | 100 | −1 | 414,107 | Fail | 8J 2 mm |
| 23 | 498 | 100 | −1 | 325,067 | Fail | |
| 23 | 498 | 100 | −1 | 492,191 | Fail | 5J 2 mm |
| 23 | 498 | 100 | −1 | 386,903 | Fail | |
| 23 | 498 | 100 | −1 | 10,000,000 | Pass | 3J 2 mm |
| 23 | 498 | 100 | −1 | 10,000,000 | Pass | |
| 23 | 498 | 100 | −1 | 10,000,000 | Pass | |
| 23 | 498 | 100 | −1 | 10,000,000 | Pass | |
| 23 | 498 | 100 | −1 | 10,000,000 | Pass |
| Specimen 1 (3J, 2 mm) | Specimen 2 (5J, 2 mm) | Specimen 3 (8J, 2 mm) | |
|---|---|---|---|
| 0 μm (depths) | −464 MPa | −447 MPa | −400 MPa |
| 150 μm | −579 MPa | −530 MPa | −465 MPa |
| 300 μm | −704 MPa | −468 MPa | −429 MPa |
| 450 μm | −439 MPa | −400 MPa | −319 MPa |
| 600 μm | −248 MPa | −355 MPa | −185 MPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, X.; Ma, S.; Zhang, J.; Jiang, Z.; Li, H.; Wang, S.; Wang, C.; Zhong, J. Numerical Simulation and Process Study on Laser Shock Peening of 1Cr18Ni9Ti Material. Crystals 2023, 13, 1279. https://doi.org/10.3390/cryst13081279
Ding X, Ma S, Zhang J, Jiang Z, Li H, Wang S, Wang C, Zhong J. Numerical Simulation and Process Study on Laser Shock Peening of 1Cr18Ni9Ti Material. Crystals. 2023; 13(8):1279. https://doi.org/10.3390/cryst13081279
Chicago/Turabian StyleDing, Xiangyu, Sijie Ma, Junlong Zhang, Zonghong Jiang, Hongliang Li, Shengchao Wang, Cheng Wang, and Jida Zhong. 2023. "Numerical Simulation and Process Study on Laser Shock Peening of 1Cr18Ni9Ti Material" Crystals 13, no. 8: 1279. https://doi.org/10.3390/cryst13081279
APA StyleDing, X., Ma, S., Zhang, J., Jiang, Z., Li, H., Wang, S., Wang, C., & Zhong, J. (2023). Numerical Simulation and Process Study on Laser Shock Peening of 1Cr18Ni9Ti Material. Crystals, 13(8), 1279. https://doi.org/10.3390/cryst13081279