Fatigue and Durability of Laminated Carbon Fibre Reinforced Polymer Straps for Bridge Suspenders

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
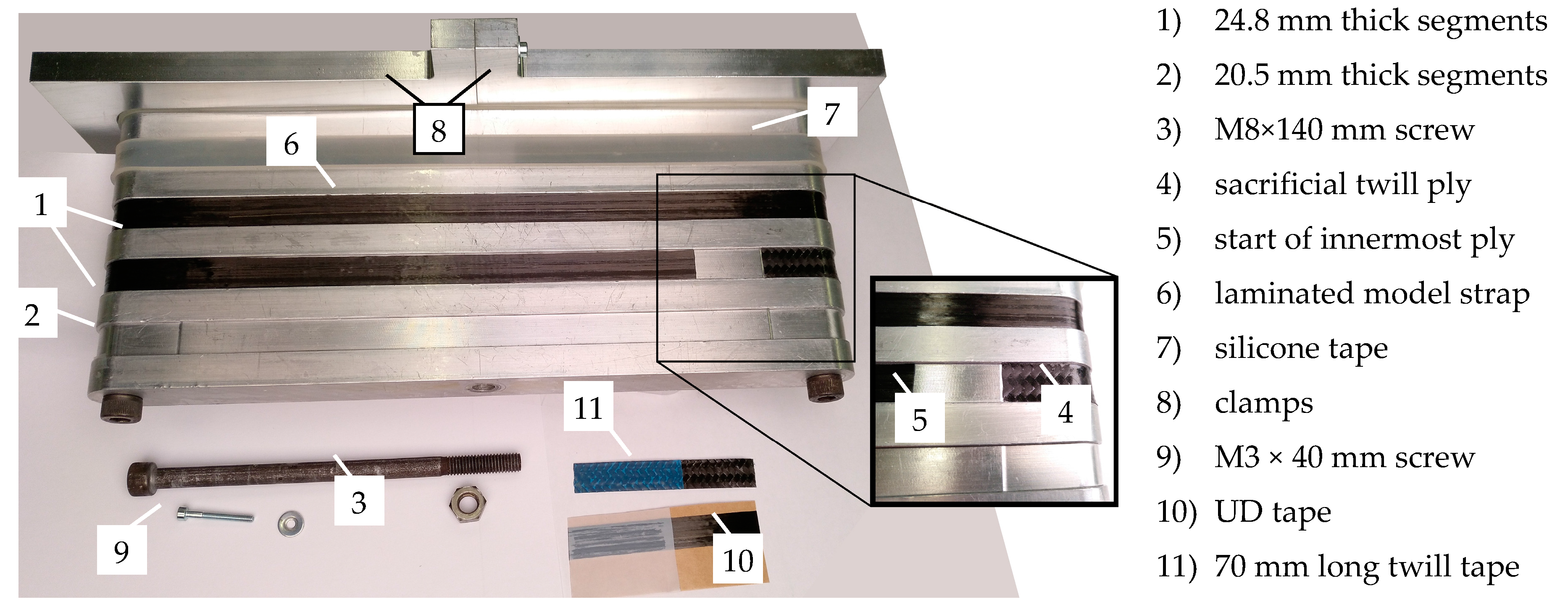
2.2. Manufacturing
2.3. Experimental Setup
3. Results
3.1. Quasi-Static Behaviour
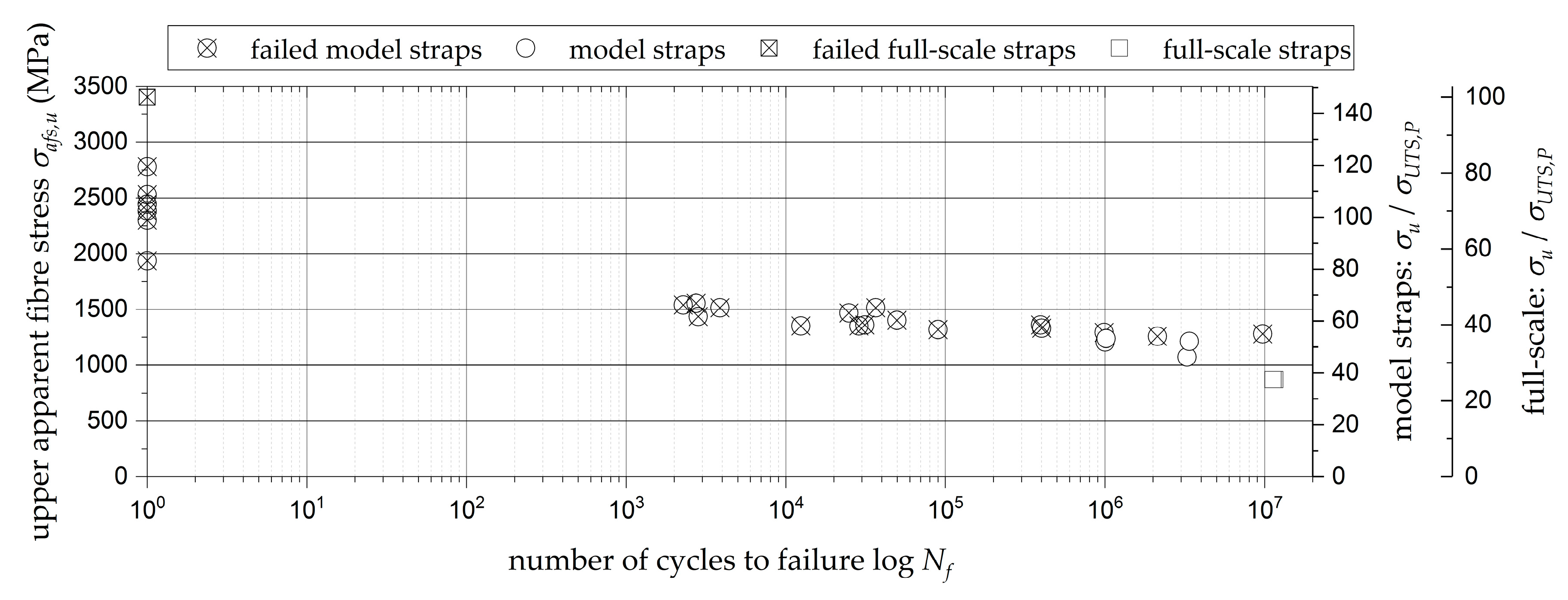
3.2. Fretting Fatigue
3.3. Residual Mechanical Properties
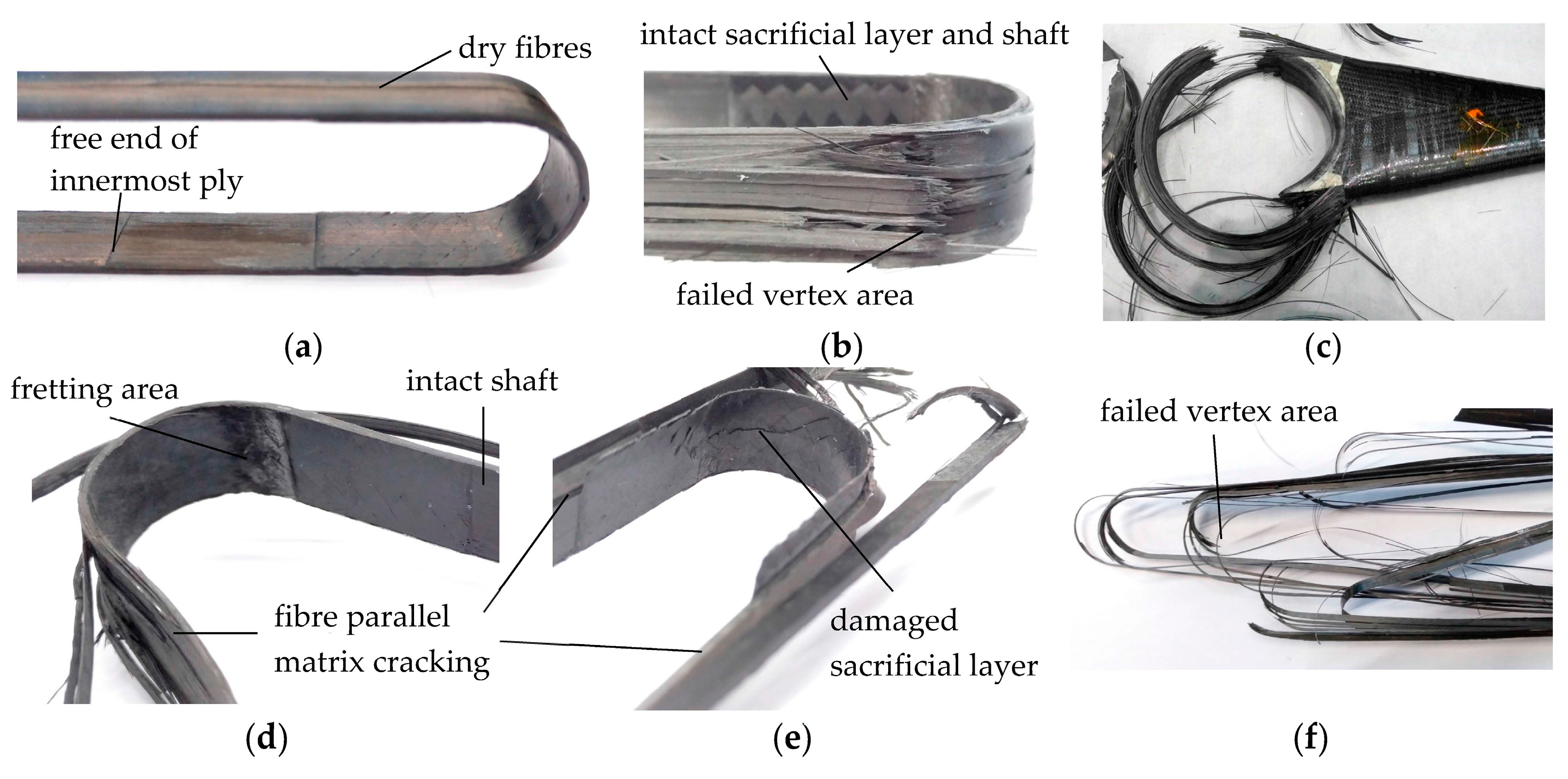
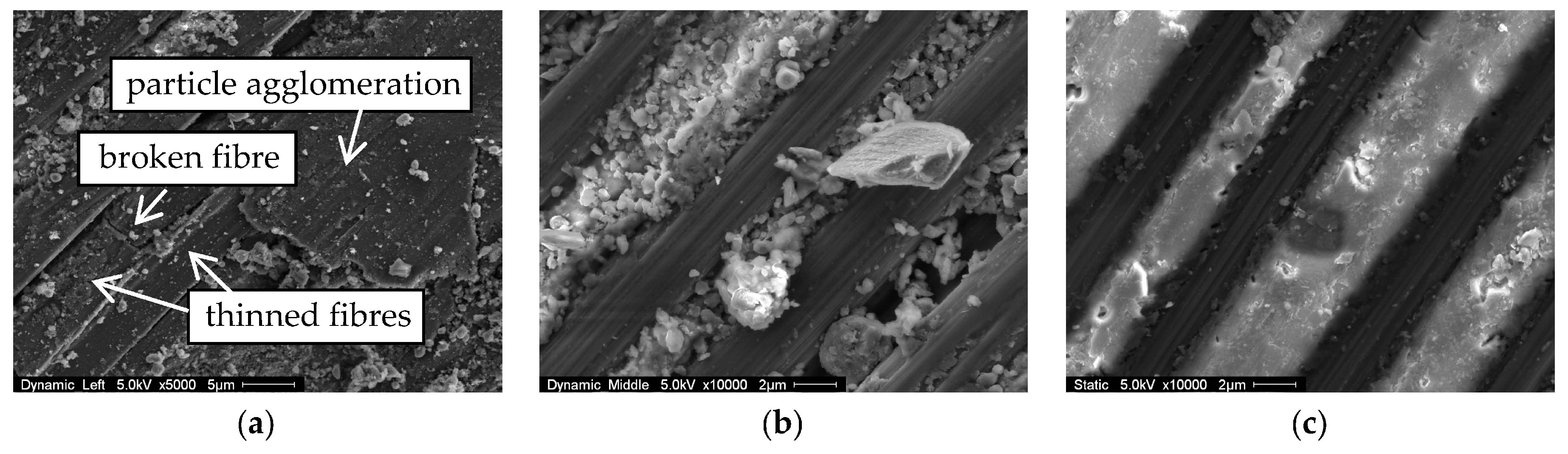
3.4. Damage Modes
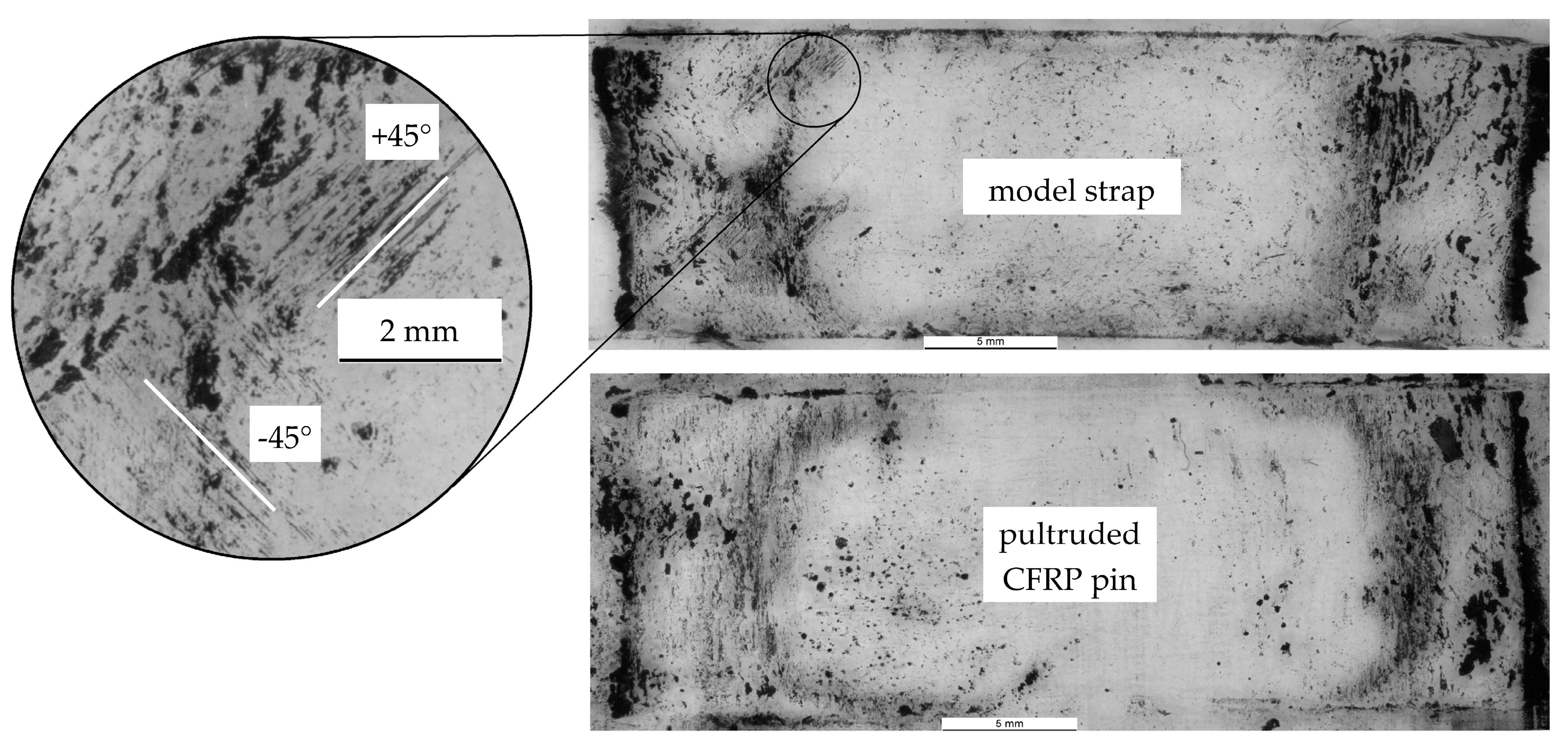
3.5. Fretting Behaviour of Contacting Surfaces
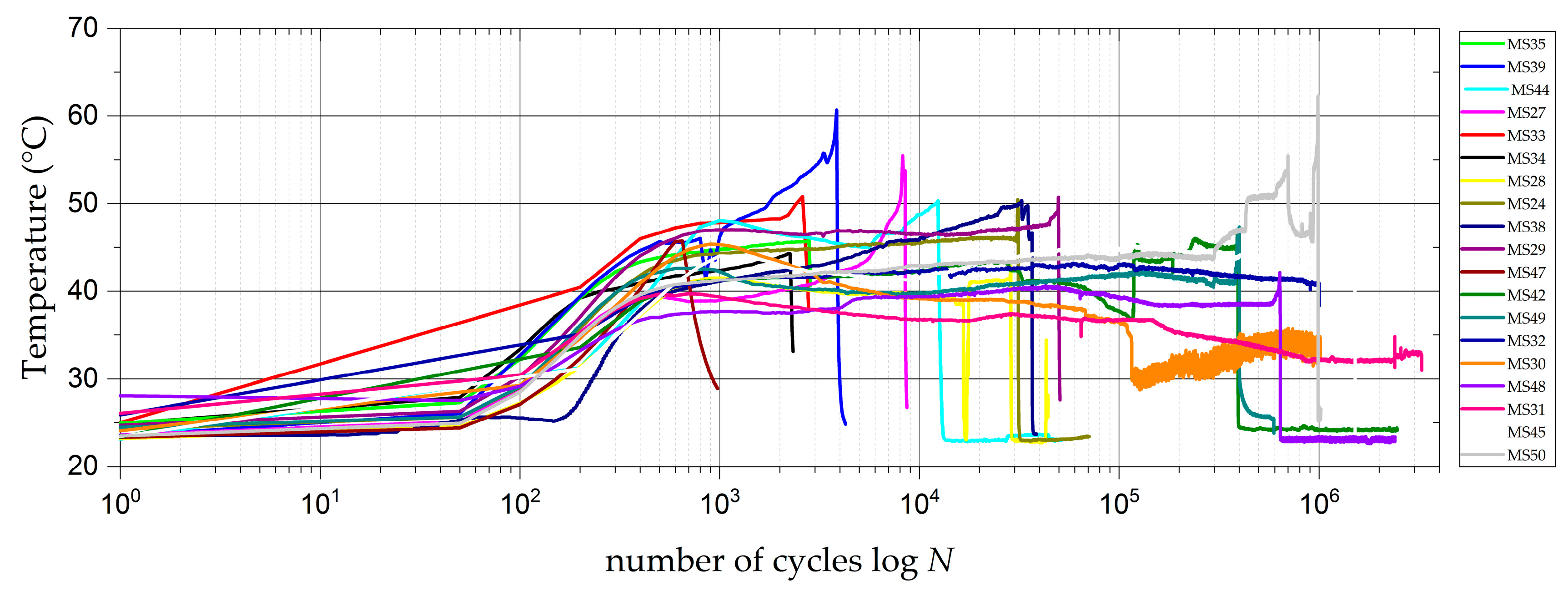
3.6. Temperature
4. Discussion
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Schmidt, J.W.; Bennitz, A.; Täljsten, B.; Goltermann, P.; Pedersen, H. Mechanical anchorage of FRP tendons—A literature review. Constr. Build. Mater. 2012, 32, 110–121. [Google Scholar] [CrossRef]
- Burningham, C.A.; Pantelides, C.P.; Reaveley, L.D. New unibody clamp anchors for post-tensioning carbon-fiber-reinforced polymer rods. PCI J. 2014, 59, 103–113. [Google Scholar] [CrossRef]
- Meier, U.; Farshad, M. Connecting high-performance carbon-fiber-reinforced polymer cables of suspension and cable-stayed bridges through the use of gradient materials. J. Comput. Aided Mater. Des. 1996, 3, 379–384. [Google Scholar] [CrossRef]
- Meier, U.; Winistoerfer, A. Multilayer, Traction Element in the Form of a Loop. Patent No. US 6,209,279 B1, 3 April 2001. [Google Scholar]
- Pemberton, R.; Graham-Jones, J. Application of composite materials to yacht rigging. In Marine Applications of Advanced Fibre-Reinforced Composites; Woodhead Publishing: Sawston/Cambridge, UK, 2016; pp. 279–294. ISBN 978-1-78242-250-1. [Google Scholar]
- Dawson, D. Yachtbuilding composites: Rigged for success. CompositesWorld 2015, 1, 60–65. [Google Scholar]
- Cranes & Access. Carbon fibre pendants. Cranes Access 2007, 9, 62. [Google Scholar]
- Widmann, R.; Meier, U.; Brönnimann, R.; Irniger, P.; Winistörfer, A. Design, Construction and Monitoring of a Bowstring Arch Bridge Made Exclusively of Timber, CFRP and GFRP. In Proceedings of the 11th World Conference on Timber Engineering, Trento, Italy, 20–24 June 2010. [Google Scholar]
- Gao, J.; Chen, C.M.; Winistörfer, A.; Meier, U. Proposal for the application of carbon fiber reinforced polymers (CFRP) for suspenders of arch bridges in China. In Proceedings of the Second Conference on Smart Monitoring, Assessment and Rehabilitation of Civil Structures, Istanbul, Turkey, 9–11 September 2013. [Google Scholar]
- Nairn, J.A.; Hu, S. The formation and effect of outer-ply microcracks in cross-ply laminates: A variational approach. Eng. Fract. Mech. 1992, 41, 203–221. [Google Scholar] [CrossRef]
- Bailey, J.E.; Curtis, P.T.; Parvizi, A. On the transverse cracking and longitudinal splitting behaviour of glass and carbon fibre reinforced epoxy cross ply laminates and the effect of Poisson and thermally generated strain. Proc. R. Soc. Lond. A Math. Phys. Sci. 1979, 366, 599–623. [Google Scholar] [CrossRef]
- Flaggs, D.L.; Kural, M.H. Experimental Determination of the In Situ Transverse Lamina Strength in Graphite/Epoxy Laminates. J. Compos. Mater. 1982, 16, 103–116. [Google Scholar] [CrossRef]
- Adolfsson, E.; Gudmundson, P. Matrix crack initiation and progression in composite laminates subjected to bending and extension. Int. J. Solids Struct. 1999, 36, 3131–3169. [Google Scholar] [CrossRef]
- Reifsnider, K.L.; Highsmith, A.L. Characteristic damage states: A new approach to representing fatigue damage in composite materials. In Materials, Experimentation and Design in Fatigue; Sherratt, F., Sturgeon, J.B., Eds.; Westbury House: Guildford, UK, 1981; pp. 246–260. [Google Scholar]
- Curtis, P.T. RAE Technical Report TR82031; RAE (Now DRA): Farnborough, UK, 1982. [Google Scholar]
- Curtis, P.T. An Investigation of the Mechanical Properties of Improved Carbon Fibre Materials; RAE (Now DRA): Farnborough, UK, 1986. [Google Scholar]
- Curtis, P.T. A Review of the Fatigue of Composite Materials; RAE (Now DRA): Farnborough, UK, 1987. [Google Scholar]
- Morgan, P. Carbon Fibers and Their Composites; CRC Press: Boca Raton, FL, USA, 2005; p. 711. ISBN 9780824709839. [Google Scholar]
- Talreja, R. Fatigue of composite materials: Damage mechanisms and fatigue-life diagrams. Proc. R. Soc. Lond. A Math. Phys. Sci. 1981, 378, 461–475. [Google Scholar] [CrossRef]
- Dharan, C.K.H. Fatigue Failure Mechanisms in a Unidirectionally Reinforced Composite Material. In Fatigue of Composite Materials, ASTM STP 569; Hancock, J., Ed.; American Society for Testing and Materials: West Conshohocken, PA, USA, 1975. [Google Scholar]
- Schulte, K.; Friedrich, K.; Kutter, S. Fretting fatigue studies of carbon fibre/epoxy resin laminates. Part II: Effects of a fretting component on fatigue life. Compos. Sci. Technol. 1987, 30, 203–219. [Google Scholar] [CrossRef]
- Jacobs, O.; Friedrich, K.; Marom, G.; Schulte, K.; Wagner, H.D. Fretting wear performance of glass-, carbon-, and aramid-fibre/epoxy and peek composites. Wear 1990, 135, 207–216. [Google Scholar] [CrossRef]
- Jacobs, O.; Friedrich, K.; Schulte, K. Fretting fatigue of continuous carbon fibre reinforced polymer composites. Wear 1991, 145, 167–188. [Google Scholar] [CrossRef]
- Larsen, T.Ø.; Andersen, T.L.; Thorning, B.; Horsewell, A.; Vigild, M.E. Comparison of friction and wear for an epoxy resin reinforced by a glass or a carbon/aramid hybrid weave. Wear 2007, 262, 1013–1020. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, K.; Yang, Q.; Cheng, H.; Liu, S.; Yang, Y. Fretting behaviors of interface between CFRP and coated titanium alloy in composite interference-fit joints under service condition. Mater. Des. 2017, 134, 91–102. [Google Scholar] [CrossRef]
- Ohmae, N.; Kobayashi, K.; Tsukizoe, T. Characteristics of fretting of carbon fibre reinforced plastics. Wear 1974, 29, 345–353. [Google Scholar] [CrossRef]
- Sung, N.-H.; Suh, N.P. Effect of fiber orientation on friction and wear of fiber reinforced polymeric composites. Wear 1979, 53, 129–141. [Google Scholar] [CrossRef]
- Cirino, M.; Friedrich, K.; Pipes, R.B. The effect of fiber orientation on the abrasive wear behavior of polymer composite materials. Wear 1988, 121, 127–141. [Google Scholar] [CrossRef]
- Friedrich, K.; Kutter, S.; Schulte, K. Fretting fatigue studies on carbon fibre/epoxy resin laminates: I—Design of a fretting fatigue test apparatus. Compos. Sci. Technol. 1987, 30, 19–34. [Google Scholar] [CrossRef]
- Schulte, K.; Friedrich, K.; Kutter, S. Fretting fatigue studies on carbon fibre/epoxy resin laminates: III—Microscopy of fretting fatigue failure mechanisms. Compos. Sci. Technol. 1988, 33, 155–176. [Google Scholar] [CrossRef]
- Baschnagel, F.; Rohr, V.; Terrasi, G. Fretting Fatigue Behaviour of Pin-Loaded Thermoset Carbon-Fibre-Reinforced Polymer (CFRP) Straps. Polymers 2016, 8, 124. [Google Scholar] [CrossRef]
- Schürmann, H. Konstruieren Mit Faser-Kunststoff-Verbunden; Springer: Berlin, Germany, 2007; ISBN 978-3-540-72189-5. [Google Scholar]
- Savage, R.H. Graphite Lubrication. J. Appl. Phys. 1948, 19, 1–10. [Google Scholar] [CrossRef]
- Toho Tenax. Product Datasheet (EU): Tenax Filament Yarn—Version 20, 2017-05-08. Available online: https://www.tohotenax.com/fileadmin/PDF/Datenbl%C3%A4tter_en/Filament_Produktprogramm_v24_2017-05-08_En_eu.pdf (accessed on 15 December 2017).
- Huntsman Advanced Materials GmbH. Available online: http://www.huntsman.com/advanced_materials/Media%20Library/global/files/EUR_Composites%20-%20Composite%20Resin_Araldite_Epoxy_RTM.pdf (accessed on 30 November 2017).
- Carbo-link AG. Personal communication, 2015.
- Deutsches Institut für Normung (DIN). DIN EN 2564: Aerospace Series. Carbon Fibre Laminates. Determination of the Fibre-, Resin- and Void Contents; Deutsches Institut für Normung (DIN): Berlin, Germany, 1998. [Google Scholar]
- Hexcel Corporation. HexTow® AS4 Carbon Fiber—Product Data Sheet. Available online: http://www.hexcel.com/user_area/content_media/raw/AS4_HexTow_DataSheet.pdf (accessed on 15 December 2017).
- Suter-Kunststoffe AG. PDF Catalog. Available online: http://www.swiss-composite.ch (accessed on 20 August 2015).
- Winistoerfer, A. Development of Non-Laminated Advanced Composite Straps for Civil Engineering Applications. Ph.D. Thesis, University of Warwick, Warwick, UK, 1999. [Google Scholar]
- Automated Dynamics. Available online: http://www.automateddynamics.com/automation-equipment/tape-laying (accessed on 26 January 2018).
- Composites One LLC. Composites One® PET Foam. Available online: http://www.compositesone.com/product/core-materials/pet-foam/ (accessed on 15 December 2017).
- Deutsches Institut für Normung (DIN). DIN EN 2561: Aerospace Series. Carbon Fibre Reinforced Plastics. Unidirectional Laminates, Tensile Test Parallel to the Fibre Direction; Deutsches Institut für Normung (DIN): Berlin, Germany, 1995. [Google Scholar]
- International Federation for Structural Concrete (fib). Acceptance of Stay Cable Systems Using Prestressing Steels: Recommendations; fib Bulletin 30; International Federation for Structural Concrete: Lausanne, Switzerland, 2005. [Google Scholar]
- Chen, Q.; Liu, L. Research on Mechanical Property Test of CFRP Hanger in Steel Box Arch Bridge. Adv. Mater. Res. 2011, 255–260, 3070–3076. [Google Scholar] [CrossRef]
- Bundesanstalt für Wasserbau. Ermittlung der Ermüdungsfestigkeit an Geschmiedeten Hängeranschlüssen; Bundesanstalt für Wasserbau: Karlsruhe, Germany, 2011; Available online: https://www.baw.de/content/files/forschung_entwicklung/documents/A39510110194.pdf (accessed on 8 February 2018).
- Talreja, R.; Singh, V.R. Damage and Failure of Composite Materials; Cambridge University Press: Cambridge, UK, 2012; ISBN 9780521819428. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strap | Fmax (kN) | σafs,max (MPa) | E11,af (GPa) |
|---|---|---|---|
| MS23 | 47.171 | 2781 | 262.614 |
| MS25 | 41.441 | 2443 | 297.391 |
| MS37 | 39.009 | 2299 | 248.343 |
| MS40 | 42.888 | 2528 | 278.469 |
| MS41 | 40.447 | 2384 | 301.277 |
| Ø | 42.2 ± 3.1 | 2485 ± 185 | 277.619 ± 22.5 |
| FSS C | 1809 | 3403 | - |
| Strap | Fu (kN) | σafs,u (MPa) | Tested cycles N (-) | Load ratio R (-) | Frequency f (Hz) | Failure |
|---|---|---|---|---|---|---|
| MS34 | 26.106 | 1539 | 2276 | 0.1 | 10 | yes |
| MS33 | 26.373 | 1555 | 2737 | 0.1 | 10 | yes |
| MS35 | 24.360 | 1436 | 2823 | 0.1 | 10 | yes |
| MS39 | 25.684 | 1514 | 3864 | 0.1 | 10 | yes |
| MS44 | 22.927 | 1351 | 12,423 | 0.1 | 10 | yes |
| MS27 | 24.900 | 1468 | 24,900 | 0.1 | 10 | yes |
| MS28 | 22.931 | 1352 | 28,755 | 0.1 | 10 | yes |
| MS24 | 23.065 | 1360 | 31,300 | 0.1 | 10 | yes |
| MS38 | 25.684 | 1514 | 36,606 | 0.1 | 10 | yes |
| MS29 | 23.780 | 1402 | 49,729 | 0.1 | 10 | yes |
| MS47 | 22.376 | 1319 | 90,007 | 0.1 | 10 | yes |
| MS42 | 23.084 | 1361 | 394,770 | 0.1 | 10 | yes |
| MS49 | 22.563 | 1330 | 401,058 | 0.1 | 10 | yes |
| MS50 | 21.955 | 1294 | 989,067 | 0.1 | 10 | yes |
| MS32 | 20.485 | 1208 | 1,002,100 | 0.1 | 10 | yes |
| MS30 | 21.018 | 1239 | 1,015,490 | 0.1 | 10 | no |
| MS48 | 21.336 | 1258 | 2,129,280 | 0.1 | 10 | yes |
| MS31 | 18.202 | 1073 | 3,267,560 | 0.1 | 10 | no |
| MS46 | 20.596 | 1214 | 3,373,240 | 0.1 | 10 | no |
| MS45 | 21.720 | 1280 | 9,723,500 | 0.1 | 10 | yes |
| FSS A | 575 | 1082 | 800,000 | 0.2 | 4.2 | no |
| 462 | 869 | 11,600,000 | 0.42 | |||
| FSS B | 462 | 869 | 11,300,000 | 0.42 | 4.2 | no |
| Strap | σafs,u | N | Fr,max | σr,afs,max | Er11,af | ||
|---|---|---|---|---|---|---|---|
| (MPa) | (kN) | (%) | (MPa) | (GPa) | (%) | ||
| MS30 | 1239 | 1,015,494 | 40.878 | 96.95 | 2410 | 252.407 | 90.92 |
| MS31 | 1073 | 3,267,564 | 42.766 | 101.43 | 2521 | 240.496 | 86.63 |
| MS32 | 1208 | 1,002,102 | 43.049 | 102.10 | 2538 | - | - |
| MS46 | 1214 | 3,373,241 | 42.526 | 100.86 | 2507 | 253.425 | 91.29 |
| Ø | 1183 ± 75 | - | 42.3 ± 0.98 | 100.3 ± 2.3 | 2494 ± 57 | 248.8 ± 7 | 89.6 ± 2.6 |
| FSS A | 869 | 11,600,000 | 1302.48 | 72.00 | 2450 | - | - |
| FSS B | 869 | 11,300,000 | 1411.02 | 78.00 | 2655 | - | - |
| Ø | 869 ± 0 | - | 1357 ± 77 | 75.0 ± 4.2 | 2553 ± 145 | - | - |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baschnagel, F.; Härdi, R.; Triantafyllidis, Z.; Meier, U.; Terrasi, G.P. Fatigue and Durability of Laminated Carbon Fibre Reinforced Polymer Straps for Bridge Suspenders. Polymers 2018, 10, 169. https://doi.org/10.3390/polym10020169
Baschnagel F, Härdi R, Triantafyllidis Z, Meier U, Terrasi GP. Fatigue and Durability of Laminated Carbon Fibre Reinforced Polymer Straps for Bridge Suspenders. Polymers. 2018; 10(2):169. https://doi.org/10.3390/polym10020169
Chicago/Turabian StyleBaschnagel, Fabio, Rea Härdi, Zafiris Triantafyllidis, Urs Meier, and Giovanni Pietro Terrasi. 2018. "Fatigue and Durability of Laminated Carbon Fibre Reinforced Polymer Straps for Bridge Suspenders" Polymers 10, no. 2: 169. https://doi.org/10.3390/polym10020169
APA StyleBaschnagel, F., Härdi, R., Triantafyllidis, Z., Meier, U., & Terrasi, G. P. (2018). Fatigue and Durability of Laminated Carbon Fibre Reinforced Polymer Straps for Bridge Suspenders. Polymers, 10(2), 169. https://doi.org/10.3390/polym10020169