Comparison of the Foamability of Linear and Long-Chain Branched Polypropylene—The Legend of Strain-Hardening as a Requirement for Good Foamability




Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Characterization of the Base-PPs
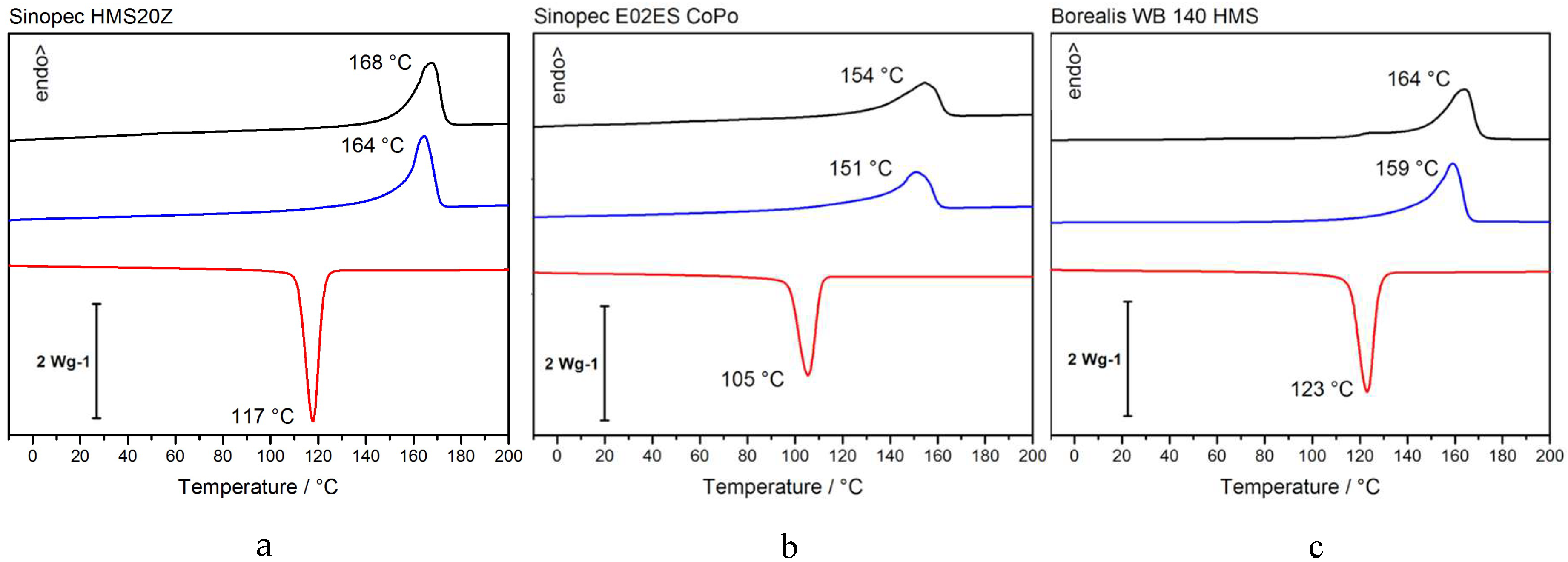
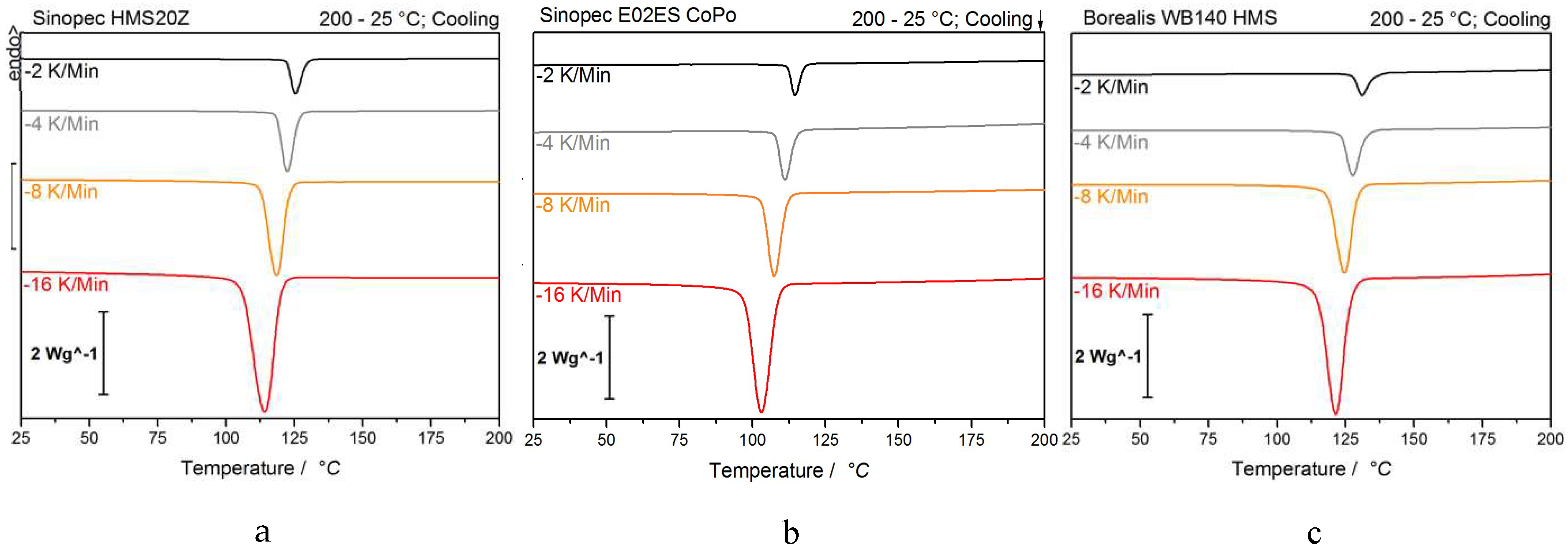
3.1.1. Characterization of the Crystallization Behavior
Non-Isothermal Crystallization Kinetics
- Sinopec E02ES CoPo and Borealis WB140 HMS crystallize (main crystallization area) in a very similar manner and crystallize faster than Sinopec HMS20Z at low cooling rates.
- At higher cooling rates, the most rapid main crystallization occurs for Sinopec E02ES CoPo, followed by Sinopec HMS20Z, and the slowest is Borealis WB140 HMS.
- The perfection of crystalline structures (Region III) takes significantly longer for Sinopec HMS20Z, than for Borealis WB140 HMS or Sinopec E02ES CoPo (fastest).
3.2. Rheological Characterization
3.2.1. Shear-Rheological Non-Isothermal Multiwave Measurements
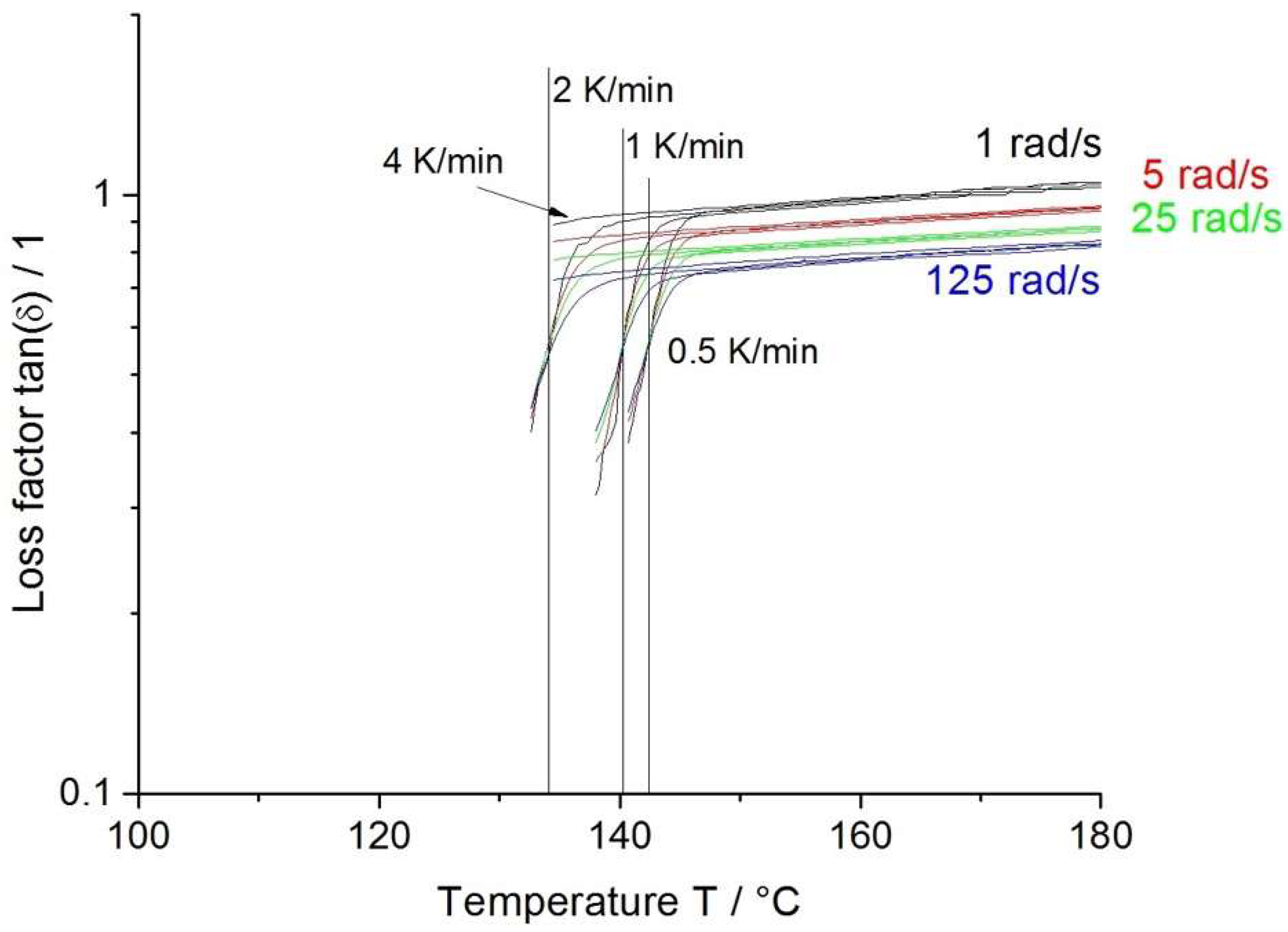
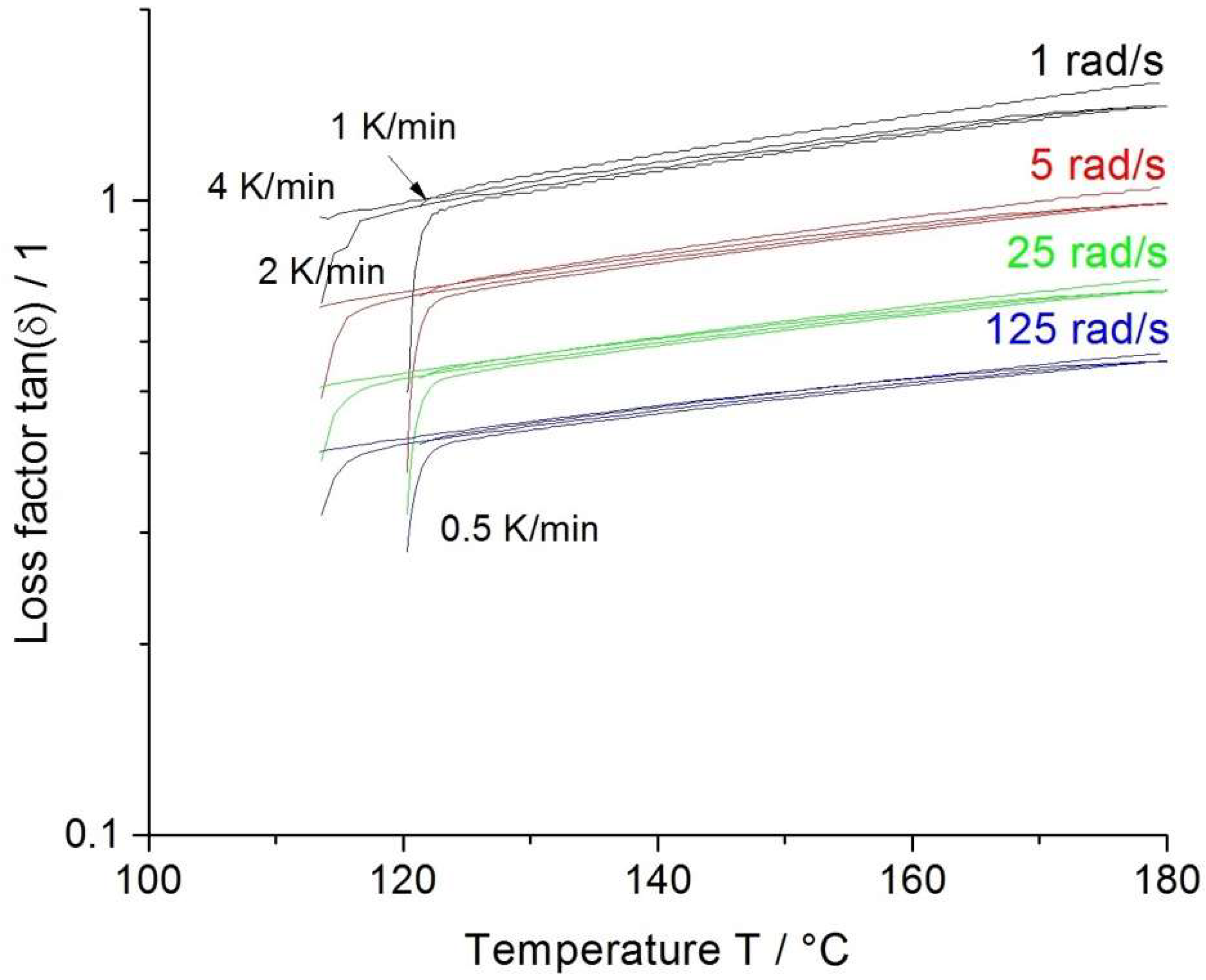
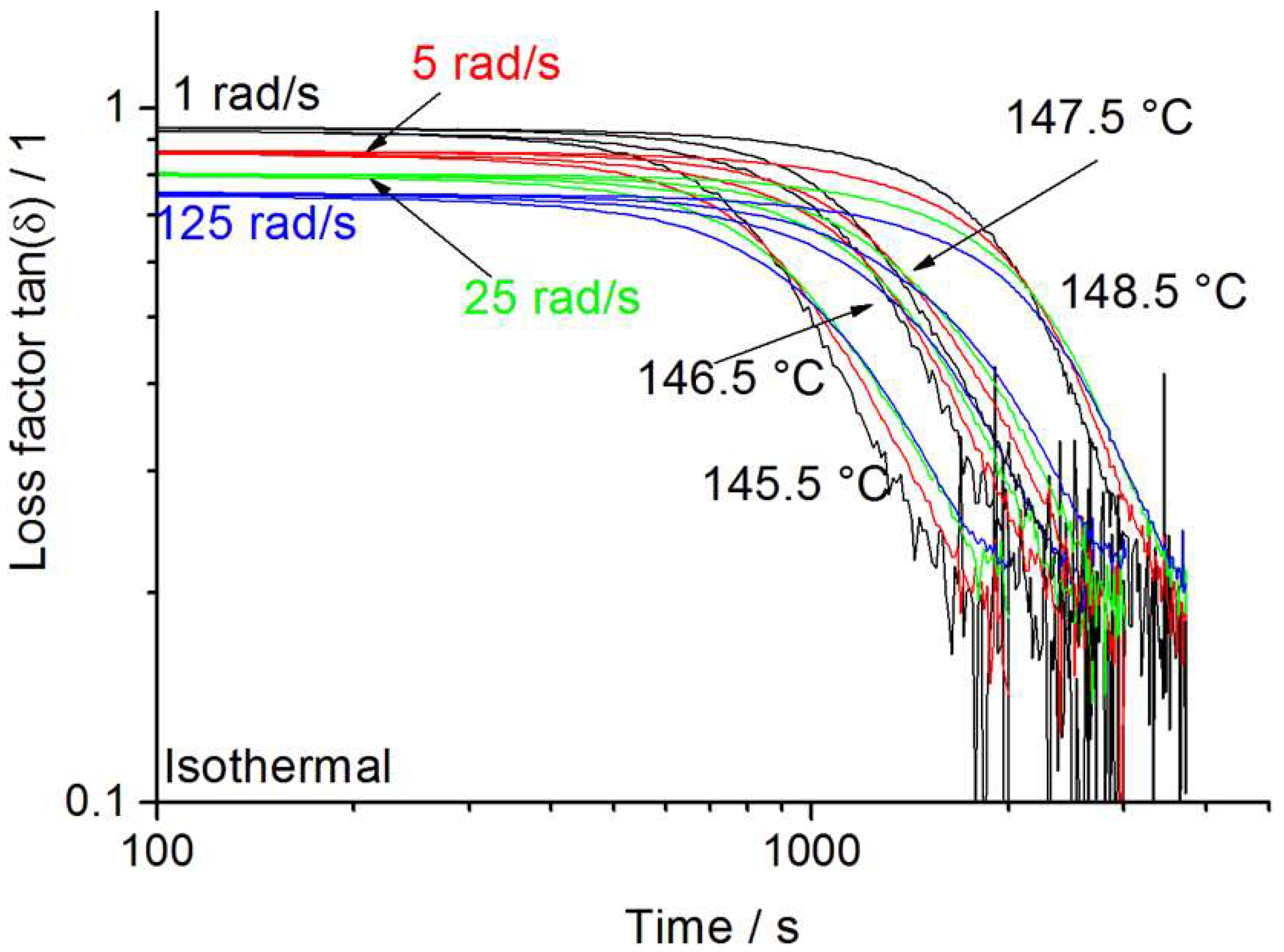
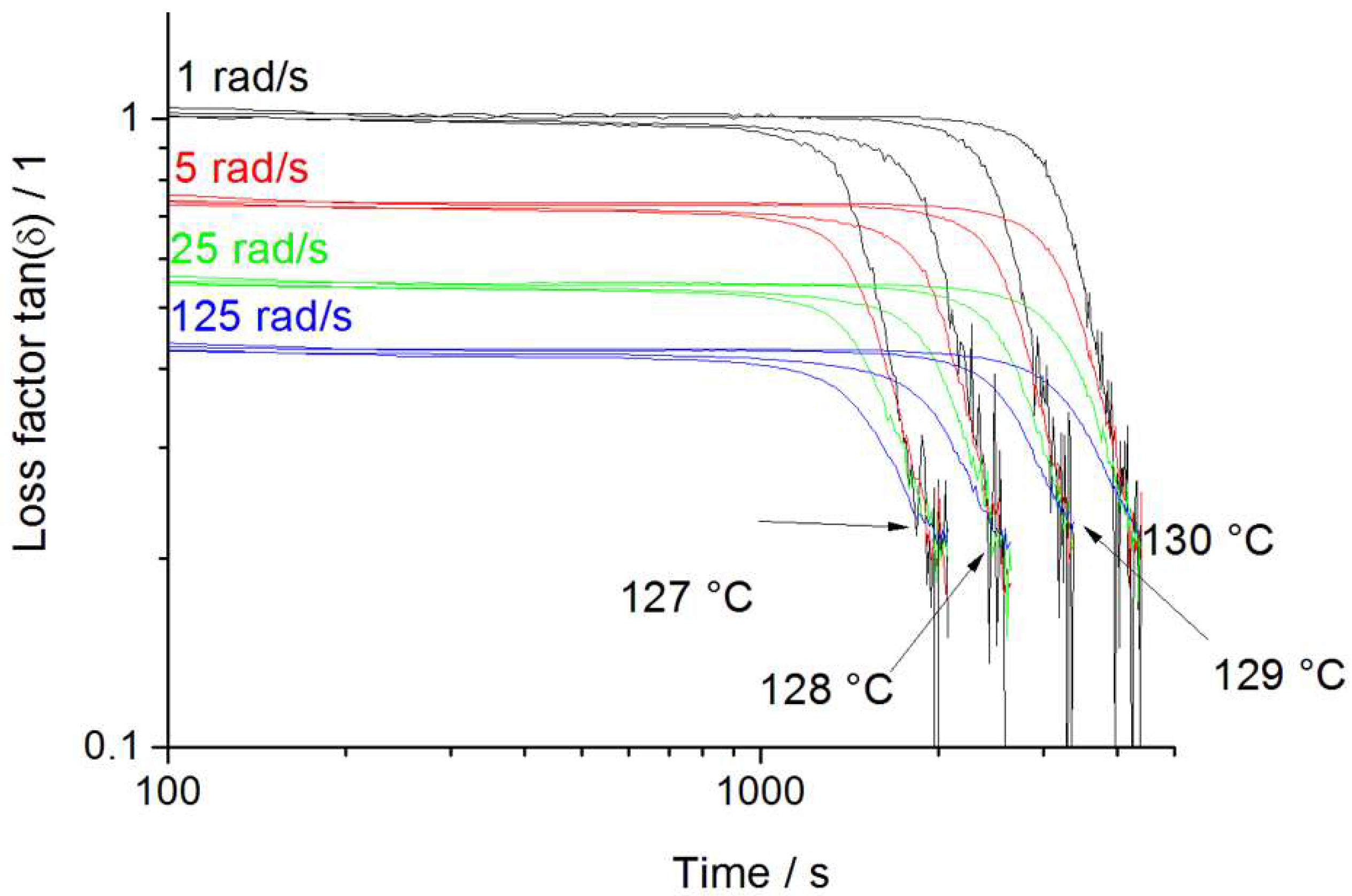
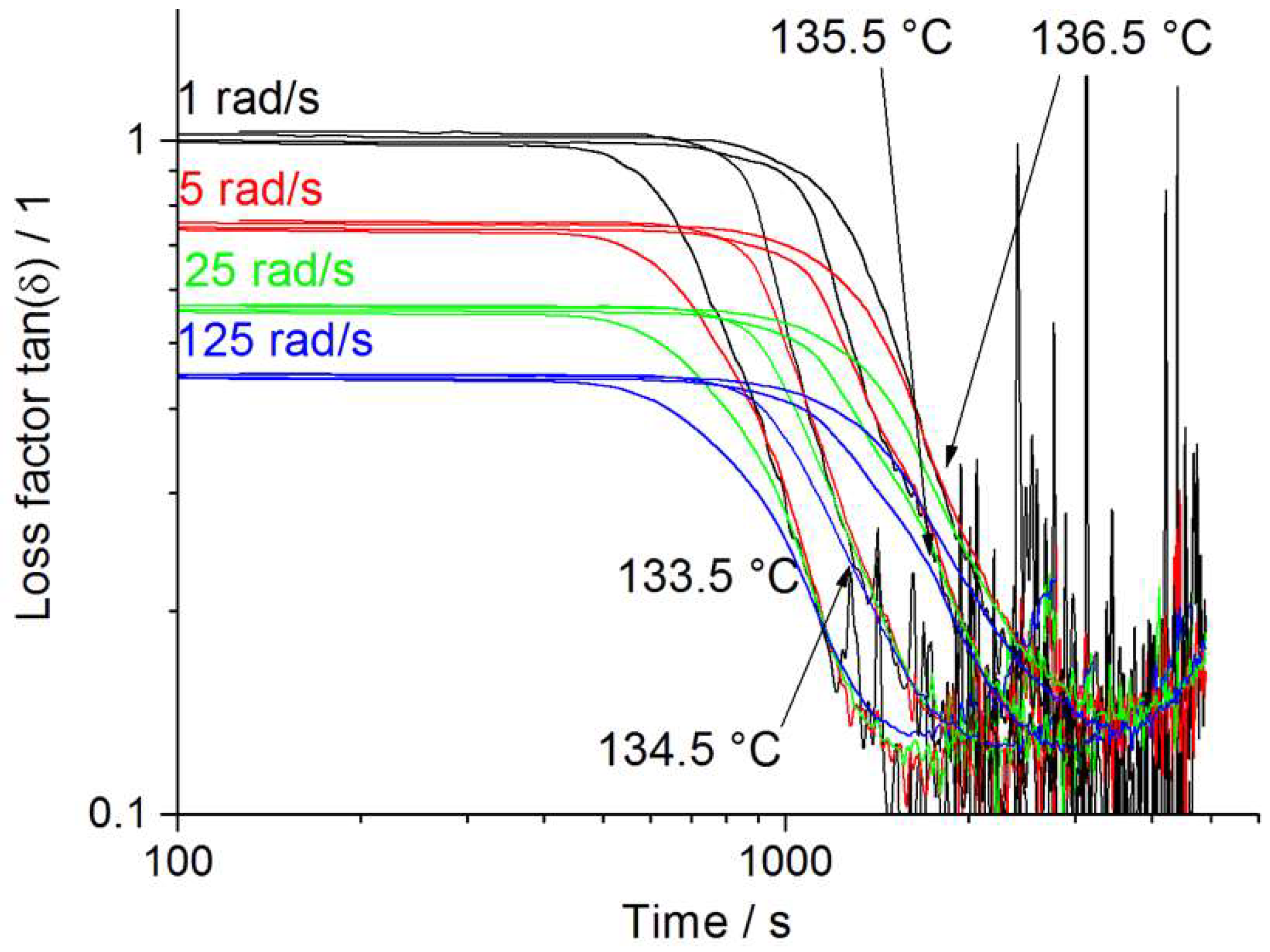
3.2.2. Isothermal Multiwave Measurements
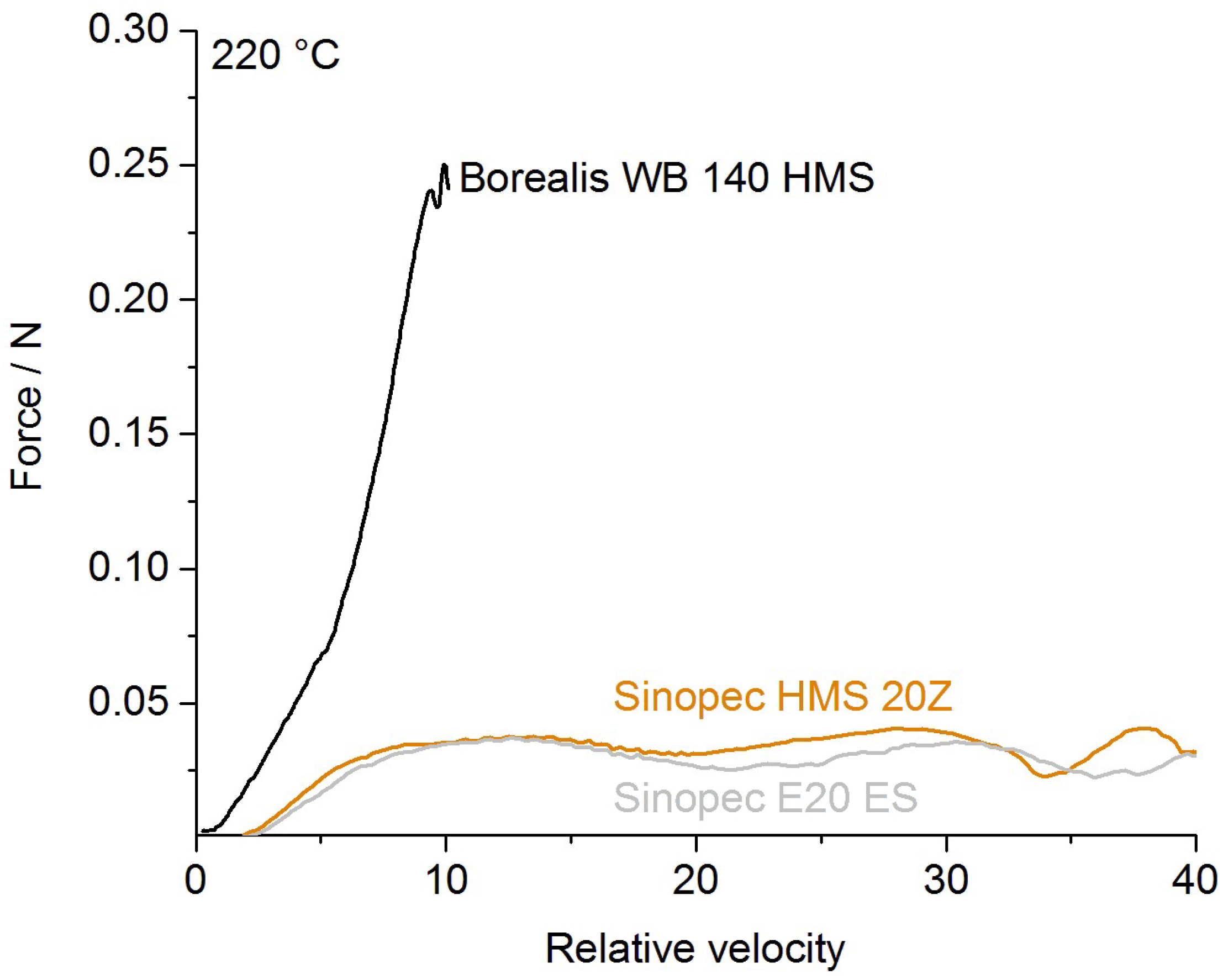
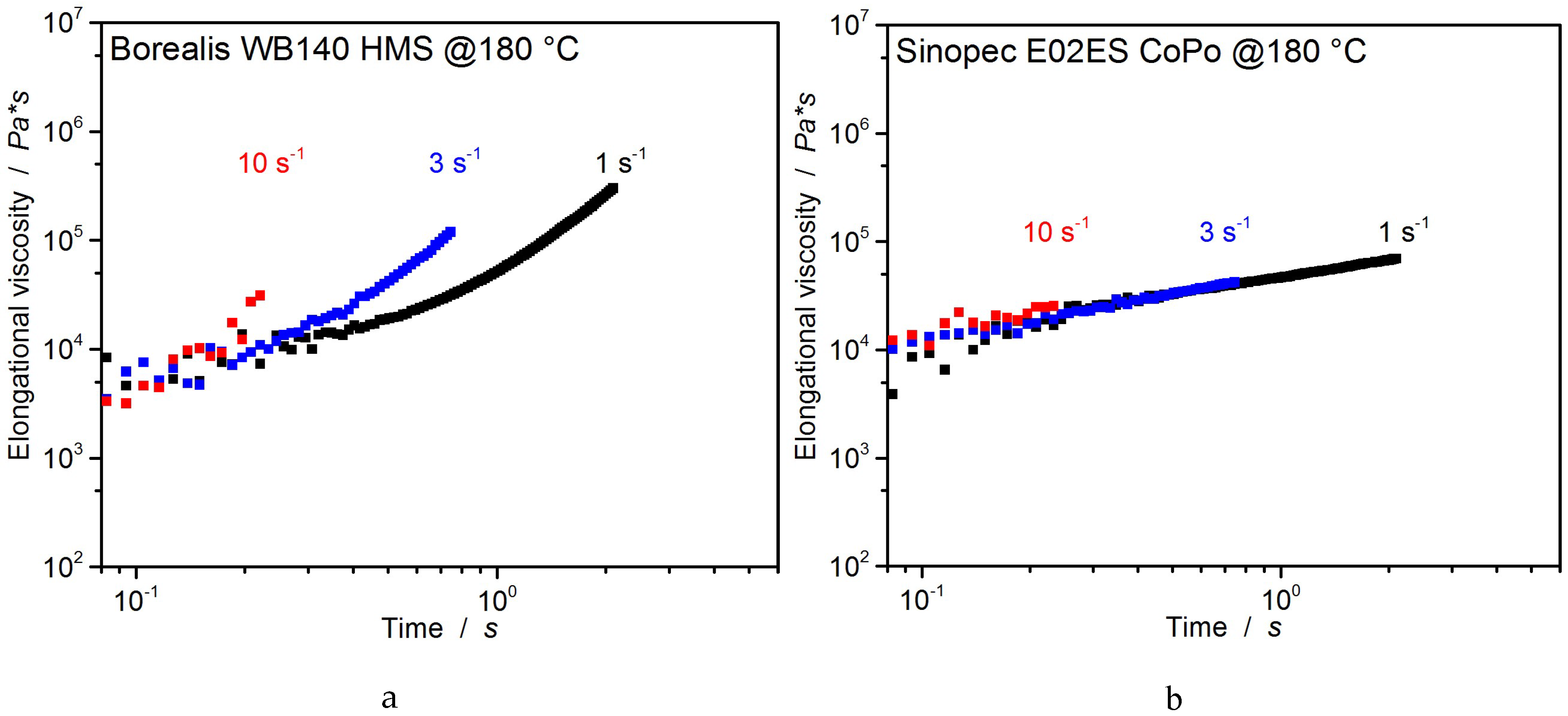
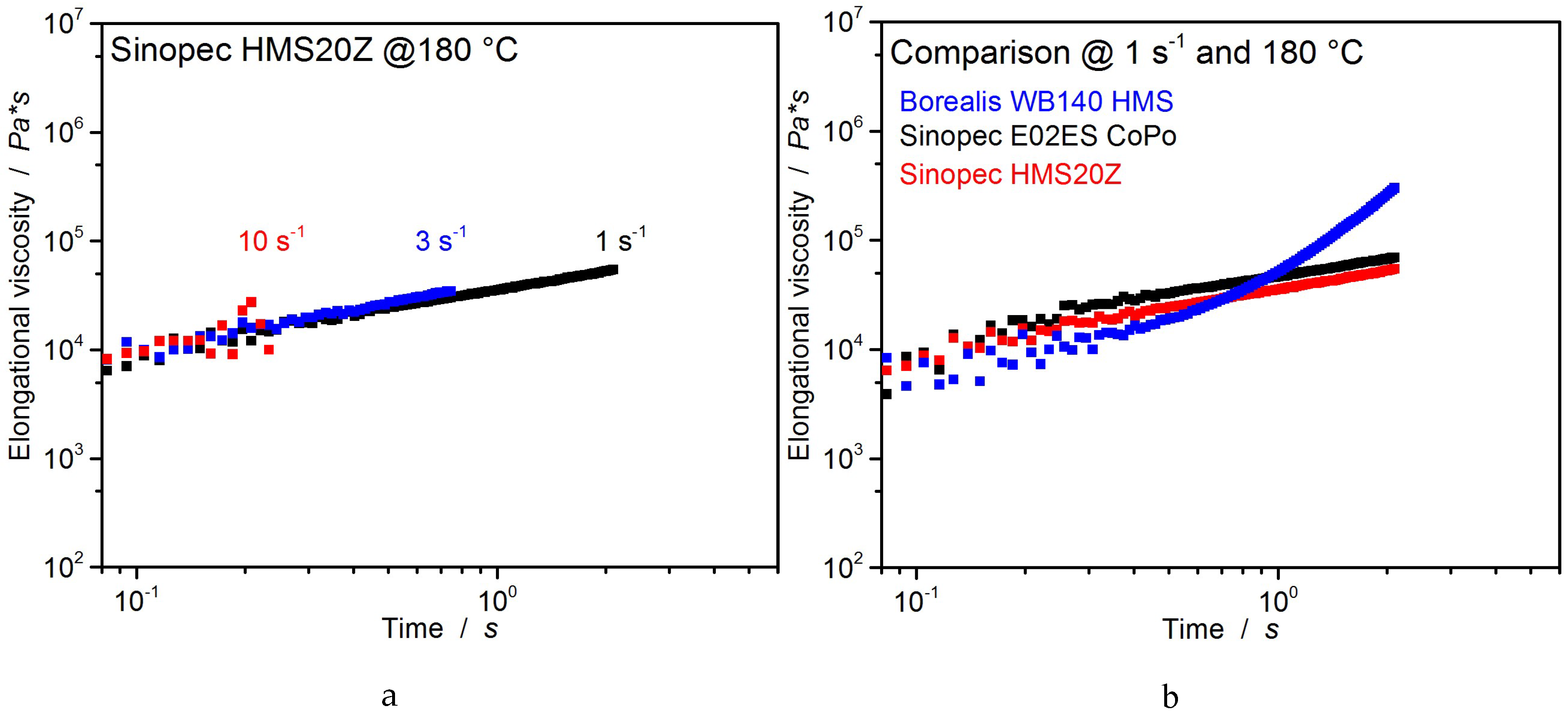
3.2.3. Elongational Rheology
Rheotens Test Result
Universal Extensional Fixture
3.3. Foam Extrusion
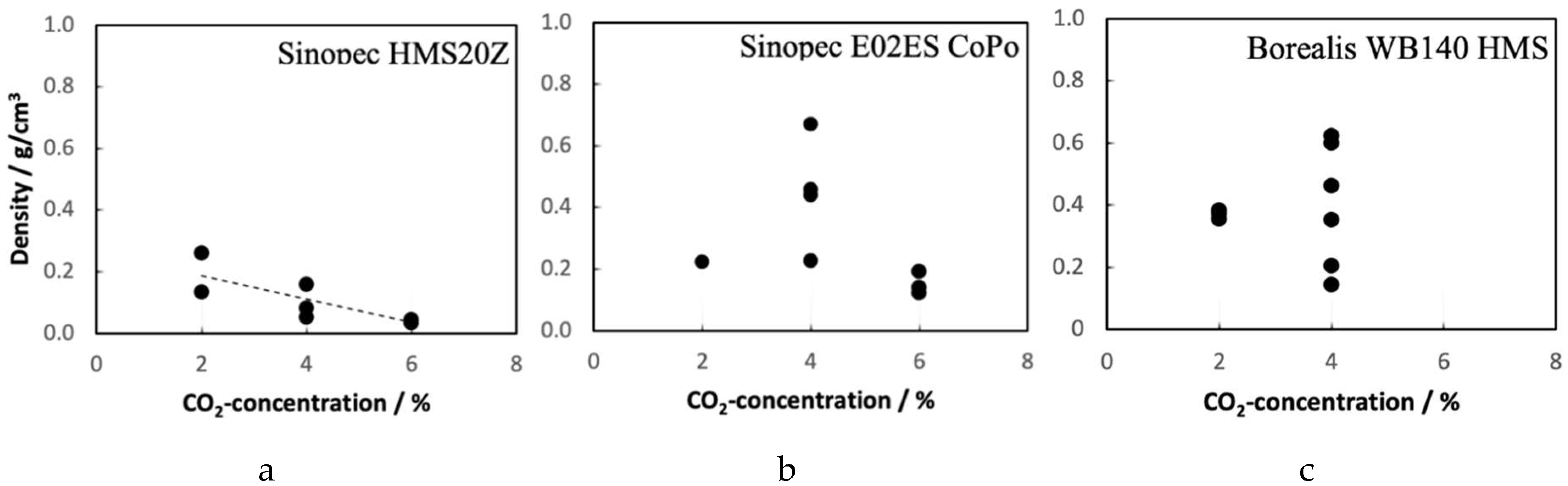
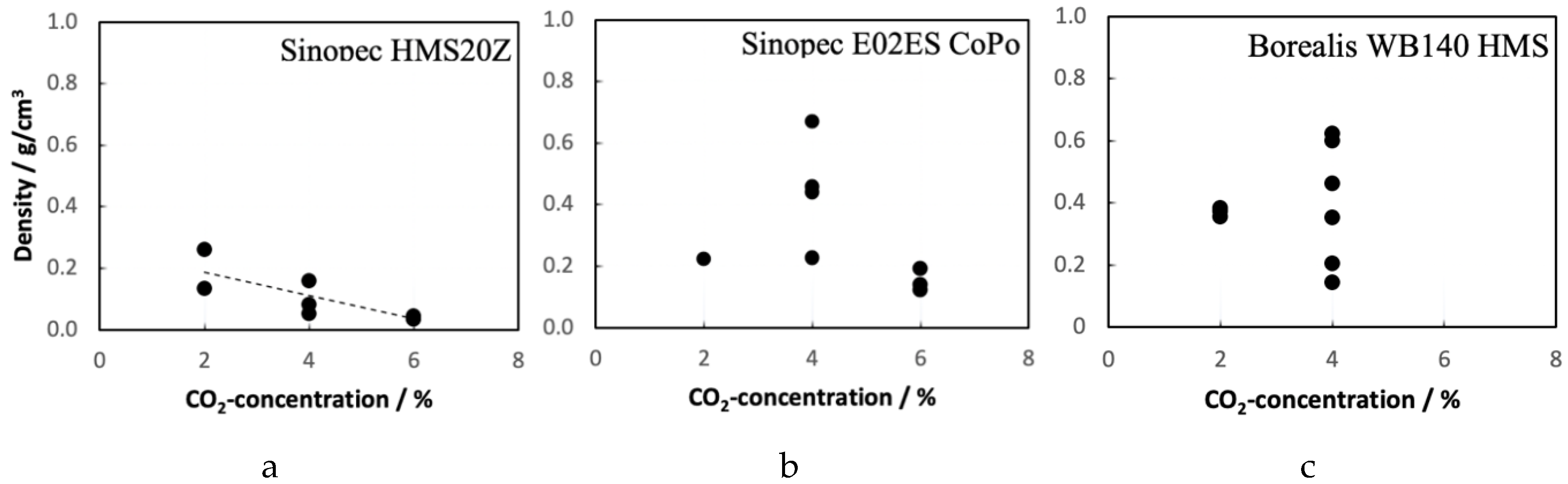
3.3.1. Variation of Blowing Agent Concentration
3.3.2. Variation of Die Temperature
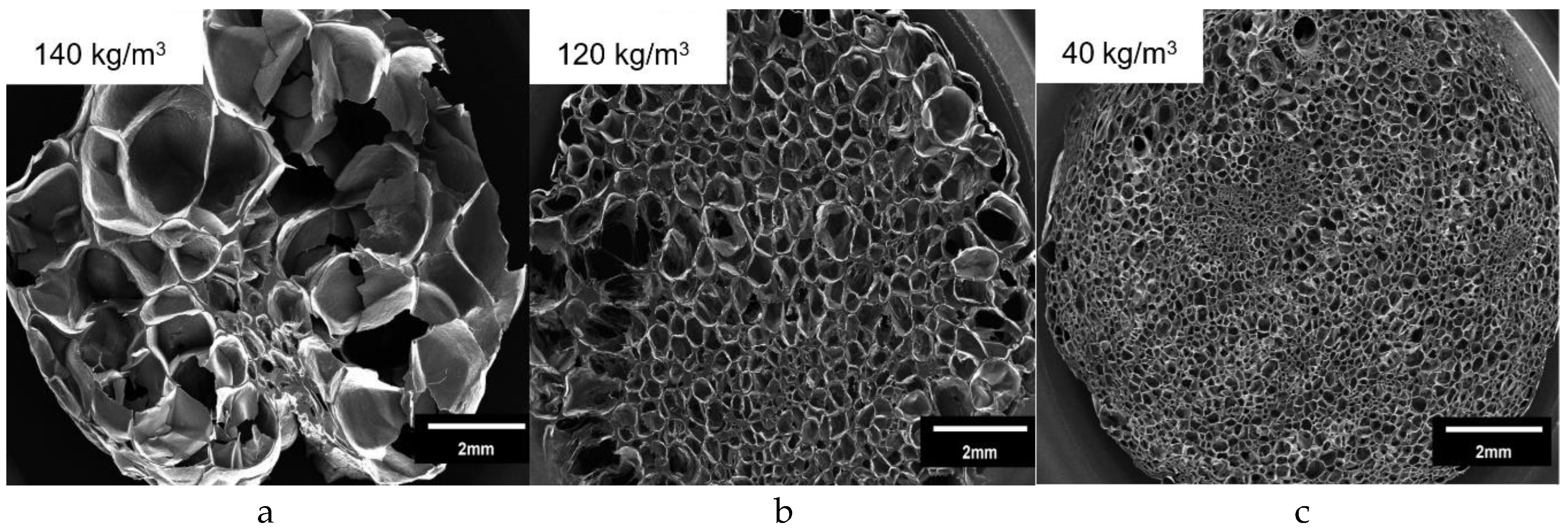
3.3.3. Resulting Morphology
3.3.4. Correlation of Previous Findings to Foam Extrusion Trials
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Doroudiani, S.; Kortschot, M.T. Polystyrene foams. III. Structure-tensile properties relationships. J. Appl. Polym. Sci. 2003, 90, 1427–1434. [Google Scholar] [CrossRef]
- Rachtanapun, P.; Selke, S.E.M.; Matuana, L.M. Relationship between cell morphology and impact strength of microcellular foamed high-density polyethylene/polypropylene blends. Polym. Eng. Sci. 2004, 44, 1551–1560. [Google Scholar] [CrossRef]
- Ferkl, P.; Pokorný, R.; Bobák, M.; Kosek, J. Heat transfer in one-dimensional micro- and nano-cellular foams. Chem. Eng. Sci. 2013, 97, 50–58. [Google Scholar] [CrossRef]
- Raps, D.; Köppl, T.; De Anda, A.R.; Altstädt, V. Rheological and crystallisation behaviour of high melt strength polypropylene under gas-loading. Polymer 2014, 55, 1537–1545. [Google Scholar] [CrossRef]
- Baldwin, D.F.; Park, C.B.; Suh, N.P. A microcellular processing study of poly(ethylene terephthalate) in the amorphous and semicrystalline states. Part II: Cell growth and process design. Polym. Eng. Sci. 1996, 36, 1446–1453. [Google Scholar] [CrossRef]
- Raps, D.; Hossieny, N.; Park, C.B.; Altstädt, V. Past and present developments in polymer bead foams and bead foaming technology. Polymer 2015, 56, 5–19. [Google Scholar] [CrossRef]
- Varma-Nair, M.; Handa, P.Y.; Mehta, A.K.; Agarwal, P. Effect of compressed CO2 on crystallization and melting behavior of isotactic polypropylene. Thermochim. Acta 2003, 396, 57–65. [Google Scholar] [CrossRef]
- Kao, N.; Chandra, A.; Bhattacharya, S. Melt strength of calcium carbonate filled polypropylene melts. Polym. Int. 2002, 51, 1385–1389. [Google Scholar] [CrossRef]
- Kaewmesri, W.; Lee, P.C.; Park, C.B.; Pumchusak, J. Effects of CO2 and talc contents on foaming behavior of recyclable high-melt-strength PP. J. Cell. Plast. 2006, 42, 405–428. [Google Scholar] [CrossRef]
- Wang, M.; Wang, Z.; Zhou, N. Extrusion foaming of polypropylene with supercritical carbon dioxide. Hecheng Shuzhi Ji Suliao/China Synth. Resin Plast. 2011, 28, 13–16. [Google Scholar]
- Liao, R.; Yu, W.; Zhou, C.; Yu, F.; Tian, J. The formation of γ-crystal in long-chain branched polypropylene under supercritical carbon dioxide. J. Polym. Sci. Part B Polym. Phys. 2008, 46, 441–451. [Google Scholar] [CrossRef]
- Kaewmesri, W.; Rachtanapun, P.; Pumchusak, J. Effect of solvent plasticization on polypropylene microcellular foaming process and foam characteristics. J. Appl. Polym. Sci. 2008, 107, 63–70. [Google Scholar] [CrossRef]
- Spitael, P.; Macosko, C.W. Strain hardening in polypropylenes and its role in extrusion foaming. Polym. Eng. Sci. 2004, 44, 2090–2100. [Google Scholar] [CrossRef]
- Koppl, T.; Raps, D.; Altstadt, V. E-PBT--Bead foaming of poly(butylene terephthalate) by underwater pelletizing. J. Cell. Plast. 2014, 50, 475–487. [Google Scholar] [CrossRef]
- Borealis Daploy WB140HMS, Techn. Report; Borealis AG: Vienna, Austria, 2010.
- Carella, J.M.; Gotro, J.T.; Graessley, W.W. Thermorheological effects of long-chain branching in entangled polymer melts. Macromolecules 1986, 19, 659–667. [Google Scholar] [CrossRef]
- Malmberg, A.; Liimatta, J.; Lehtinen, A.; Löfgren, B. Characteristics of Long Chain Branching in Ethene Polymerization with Single Site Catalysts. Macromolecules 1999, 32, 6687–6696. [Google Scholar] [CrossRef]
- Wood-Adams, P.; Costeux, S. Thermorheological Behavior of Polyethylene: Effects of Microstructure and Long Chain Branching. Macromolecules 2001, 34, 6281–6290. [Google Scholar] [CrossRef]
- Raps, D.; Köppl, T.; Heymann, L.; Altstädt, V. Rheological behaviour of a high-melt-strength polypropylene at elevated pressure and gas loading for foaming purposes. Rheol. Acta 2017, 56. [Google Scholar] [CrossRef]
- Hasan, M.M.; Li, Y.G.; Li, G.; Park, C.B.; Chen, P. Determination of Solubilities of CO2 in Linear and Branched Polypropylene Using a Magnetic Suspension Balance and a PVT Apparatus. J. Chem. Eng. Data 2010, 55, 4885–4895. [Google Scholar] [CrossRef]
- Li, Y.G.; Park, C.B. Effects of Branching on the Pressure−Volume−Temperature Behaviors of PP/CO2 Solutions. Ind. Eng. Chem. Res. 2009, 48, 6633–6640. [Google Scholar] [CrossRef]
- Watanabe, K.; Suzuki, T.; Masubuchi, Y.; Taniguchi, T.; Takimoto, J.; Koyama, K. Crystallization kinetics of polypropylene under high pressure and steady shear flow. Polymer 2003, 44, 5843–5849. [Google Scholar] [CrossRef]
- Doroudiani, S.; Park, C.B.; Kortschot, M.T. Effect of the crystallinity and morphology on the microcellular foam structure of semicrystalline polymers. Polym. Eng. Sci. 1996, 36, 2645–2662. [Google Scholar] [CrossRef]
- Naguib, H.E.; Park, C.B.; Song, S.-W. Effect of Supercritical Gas on Crystallization of Linear and Branched Polypropylene Resins with Foaming Additives. Ind. Eng. Chem. Res. 2005, 44, 6685–6691. [Google Scholar] [CrossRef]
- Takada, M.; Tanigaki, M.; Ohshima, M. Effects of CO2 on crystallization kinetics of polypropylene. Polym. Eng. Sci. 2001, 41, 1938–1946. [Google Scholar] [CrossRef]
- Takada, M.; Ohshima, M. Effect of CO2 on crystallization kinetics of poly(ethylene terephthalate). Polym. Eng. Sci. 2003, 43, 479–489. [Google Scholar] [CrossRef]
- Oda, T.; Saito, H. Exclusion effect of carbon dioxide on the crystallization of polypropylene. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 1565–1572. [Google Scholar] [CrossRef]
- Lee, S.-T.; Park, C.B. Foam Extrusion: Principles and Practice, Second Edition (Polymeric Foams), 2nd ed.; CRC Press: Boca Raton, FL, USA, 2014; ISBN 9781439898598. [Google Scholar]
- Setiawan, A.H. Determination of Crystallization and Melting Behaviour of Poly-lactic Acid and Polypropyleneblends as a Food Packaging Materials by Differential Scanning Calorimeter. Procedia Chem. 2015, 16, 489–494. [Google Scholar] [CrossRef] [Green Version]
- Khanna, Y.P.; Kuhn, W.P. Measurement of crystalline index in nylons by DSC: Complexities and recommendations. J. Polym. Sci. Part B Polym. Phys. 1997, 35, 2219–2231. [Google Scholar] [CrossRef]
- Jeziorny, A. Parameters characterizing the kinetics of the non-isothermal crystallization of poly(ethylene terephthalate) determined by d.s.c. Polymer 1978, 19, 1142–1144. [Google Scholar] [CrossRef]
- Hay, J.N. Application of the modified avrami equations to polymer crystallisation kinetics. Br. Polym. J. 1971, 3, 74. [Google Scholar] [CrossRef]
- Rimdusit, S.; Ishida, H. Gelation study of high processability and high reliability ternary systems based on benzoxazine, epoxy, and phenolic resins for an application as electronic packaging materials. Rheol. Acta 2002, 41, 1–9. [Google Scholar] [CrossRef]
- Holly, E.E.; Venkataraman, S.K.; Chambon, F.; Henning Winter, H. Fourier transform mechanical spectroscopy of viscoelastic materials with transient structure. J. Nonnewton. Fluid Mech. 1988, 27, 17–26. [Google Scholar] [CrossRef]
- Hu, X.; Fan, J.; Yue, C.Y. Rheological study of crosslinking and gelation in bismaleimide/cyanate ester interpenetrating polymer network. J. Appl. Polym. Sci. 2001, 80, 2437–2445. [Google Scholar] [CrossRef]
- Nam, G.J.; Yoo, J.H.; Lee, J.W. Effect of long-chain branches of polypropylene on rheological properties and foam-extrusion performances. J. Appl. Polym. Sci. 2005, 96, 1793–1800. [Google Scholar] [CrossRef]
- Liu, G.; Sun, H.; Rangou, S.; Ntetsikas, K.; Avgeropoulos, A.; Wang, S.-Q. Studying the origin of “strain hardening”: Basic difference between extension and shear. J. Rheol. 2013, 57, 89. [Google Scholar] [CrossRef]
- Matuana, L.M.; Diaz, C.A. Study of Cell Nucleation in Microcellular Poly(lactic acid) Foamed with Supercritical CO2 through a Continuous-Extrusion Process. Ind. Eng. Chem. Res. 2010, 49, 2186–2193. [Google Scholar] [CrossRef]
- Okolieocha, C.; Raps, D.; Subramaniam, K.; Altstädt, V. Microcellular to nanocellular polymer foams: Progress (2004–2015) and future directions—A review. Eur. Polym. J. 2015, 73, 500–519. [Google Scholar] [CrossRef]
- Taki, K.; Kitano, D.; Ohshima, M. Effect of growing crystalline phase on bubble nucleation in poly(L -lactide)/CO2 batch foaming. Ind. Eng. Chem. Res. 2011, 50, 3247–3252. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Procedure | Step (I) | Step (II) | Step (III) |
|---|---|---|---|
| Measuring Time | 13 min | 2,4 min | 180 min |
| τ | 25–40 Pa | 50 Pa | 50 Pa |
| ω | 1 rad/s | 1 rad/s | 1 rad/s |
| T | 200 → Tmeasure + 1 | Tmeasure + 1 → Tmeasure | Tmeasure |
| FN | 0 N | 0 N | 0 N |
| Sinopec HMS20Z | Crystallinity χ | t1/2 | (t1/2)−1 | Avrami Range |
|---|---|---|---|---|
| −2 K/min | 55 % | 241.8 s | 4.14 × 10−3 s−1 | 134–106 °C |
| −4 K/min | 54 % | 159 s | 6.29 × 10−3 s−1 | 133–98 °C |
| −8 K/min | 54 % | 103.8 s | 9.63 × 10−3 s−1 | 132–90 °C |
| −16 K/min | 52 % | 83.4 s | 11.99 × 10−3 s−1 | 136–74 °C |
| Sinopec E02ES CoPo | ||||
| −2 K/min | 39 % | 235.2 s | 4.25 × 10−3 s−1 | 124–99 °C |
| −4 K/min | 40 % | 148.8 s | 6.72 × 10−3 s−1 | 122–92 °C |
| −8 K/min | 39 % | 103.2 s | 9.69 × 10−3 s−1 | 122–86 °C |
| −16 K/min | 41 % | 83.4 s | 11.99 × 10−3 s−1 | 123–75 °C |
| Borealis WB140 HMS | ||||
| −2 K/min | 44 % | 354 s | 2.82 × 10−3 s−1 | 143–112 °C |
| −4 K/min | 44 % | 215.4 s | 4.64 × 10−3 s−1 | 142–99 °C |
| −8 K/min | 44 % | 137.4 s | 7.28 × 10−3 s−1 | 143–94 °C |
| −16 K/min | 39 % | 87.6 s | 11.42 × 10−3 s−1 | 145–85 °C |
| n Region I | n Region II | n Region III | k I / k II / k III | |
|---|---|---|---|---|
| Sinopec HMS20Z | ||||
| −2 K/min | 2.9 | 5.0 | 0.9 | 2.0 / 1.5 / 0.5 |
| −4 K/min | 3.5 | 6.4 | 1.0 | 1.7 / 1.0 / 0.1 |
| −8 K/min | 4.6 | 8.1 | 1.1 | 1.0 / 0.6 / −0.2 |
| −16 K/min | 6.4 | 10.7 | 1.2 | 0.6 / 0.3 / −0.3 |
| Sinopec E02ES CoPo | ||||
| −2 K/min | 3.2 | 5.9 | 1.1 | 1.9 / 1.3 / 0.7 |
| −4 K/min | 4.9 | 6.8 | 1.2 | 1.3 / 1.0 / 0.4 |
| −8 K/min | 10.7 | 9.8 | 1.4 | 0.6 / 0.6 / 0.2 |
| −16 K/min | 11.7 | 11.3 | 1.6 | 0.4 / 0.3 / −0.1 |
| Borealis WB140 HMS | ||||
| −2 K/min | 3.1 | 5.8 | 1.3 | 2.3 / 1.8 / 1.3 |
| −4 K/min | 4.1 | 6.9 | 1.1 | 1.7 / 1.3 / 0.8 |
| −8 K/min | 7.3 | 7.1 | 1.5 | 0.9 / 0.9 / 0.5 |
| −16 K/min | 9.2 | 8.4 | 1.5 | 0.4 / 0.4 / 0.1 |
| Cryst. Start at | Gel-Point at | Onset => Gel-Point | Elastic after GP for | |
|---|---|---|---|---|
| Sinopec HMS20Z | ||||
| 133.5 °C | 486 | 1170 s | 684 s | 1206 s |
| 134.5 °C | 648 s | 1548 s | 900 s | 1548 s |
| 135.5 °C | 756 s | 2088 s | 1332 s | 2106 s |
| 136.5 °C | 846 s | 2592 s | 1746 s | 2034 s |
| Sinopec E02ES CoPo | ||||
| 127 °C | 846 s | 1908 s | 1062 s | 144 s |
| 128 °C | 990 s | 2412 s | 1422 s | 234 s |
| 129 °C | 1584 s | 3289 s | 1705 s | 76 s |
| 130 °C | 2214 s | 4176 s | 1962 s | 219 s |
| Borealis WB140 HMS | ||||
| 145.5 °C | 432 s | 900 s | 468 | 984 s |
| 146.5 °C | 522 s | 1310 s | 788 | 979 s |
| 147.5 °C | 684 s | 1377 s | 693 | 1112 s |
| 148.5 °C | 864 s | 2213 s | 1349 | 979 s |
| Sinopec E02ES CoPo | Sinopec HMS20Z | Borealis WB140 HMS | |
|---|---|---|---|
| CO2 / % | 6 | 6 | 4 |
| Tmelt / °C | 156 | 165 | 164 |
| Tdie / °C | 156 | 190 | 170 |
| Pdie / bar | 95 | 81 | 43 |
| Density / kg/m3 | 121 | 34 | 143 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Weingart, N.; Raps, D.; Lu, M.; Endner, L.; Altstädt, V. Comparison of the Foamability of Linear and Long-Chain Branched Polypropylene—The Legend of Strain-Hardening as a Requirement for Good Foamability. Polymers 2020, 12, 725. https://doi.org/10.3390/polym12030725
Weingart N, Raps D, Lu M, Endner L, Altstädt V. Comparison of the Foamability of Linear and Long-Chain Branched Polypropylene—The Legend of Strain-Hardening as a Requirement for Good Foamability. Polymers. 2020; 12(3):725. https://doi.org/10.3390/polym12030725
Chicago/Turabian StyleWeingart, Nick, Daniel Raps, Mingfu Lu, Lukas Endner, and Volker Altstädt. 2020. "Comparison of the Foamability of Linear and Long-Chain Branched Polypropylene—The Legend of Strain-Hardening as a Requirement for Good Foamability" Polymers 12, no. 3: 725. https://doi.org/10.3390/polym12030725
APA StyleWeingart, N., Raps, D., Lu, M., Endner, L., & Altstädt, V. (2020). Comparison of the Foamability of Linear and Long-Chain Branched Polypropylene—The Legend of Strain-Hardening as a Requirement for Good Foamability. Polymers, 12(3), 725. https://doi.org/10.3390/polym12030725