Visualization Analysis of Defibration and Distributive Uniformity of Fibers in Long-fiber-reinforced, Injection-Molded Resins


Abstract
:1. Introduction
2. Experimental Equipment, Conditions, and Method
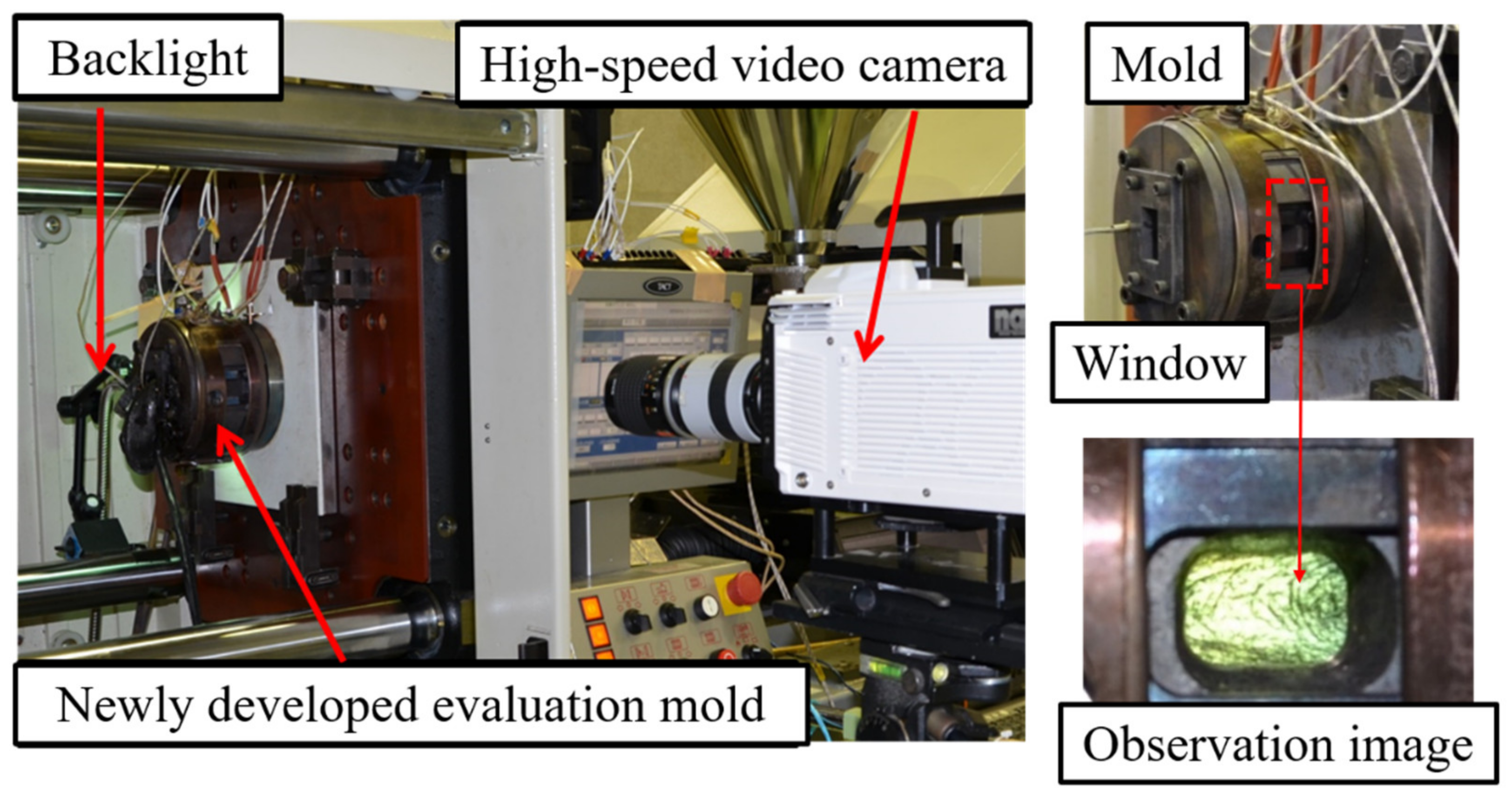
2.1. Development and Observation Principle of Distributive Uniformity Evaluation Mold
2.2. Experimental Conditions and Method
3. Experimental Results and Discussion
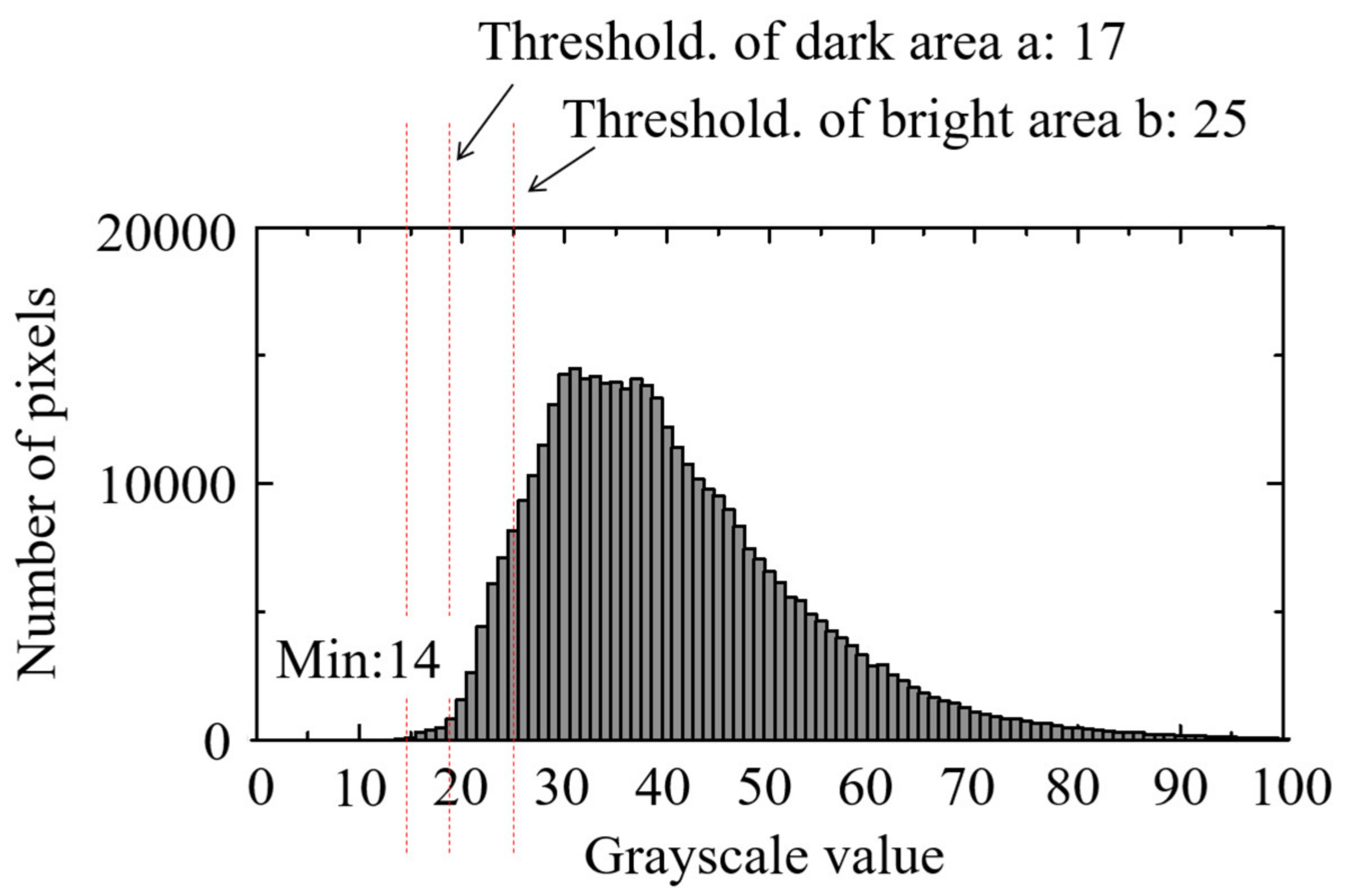
3.1. Dark Area Analysis Method
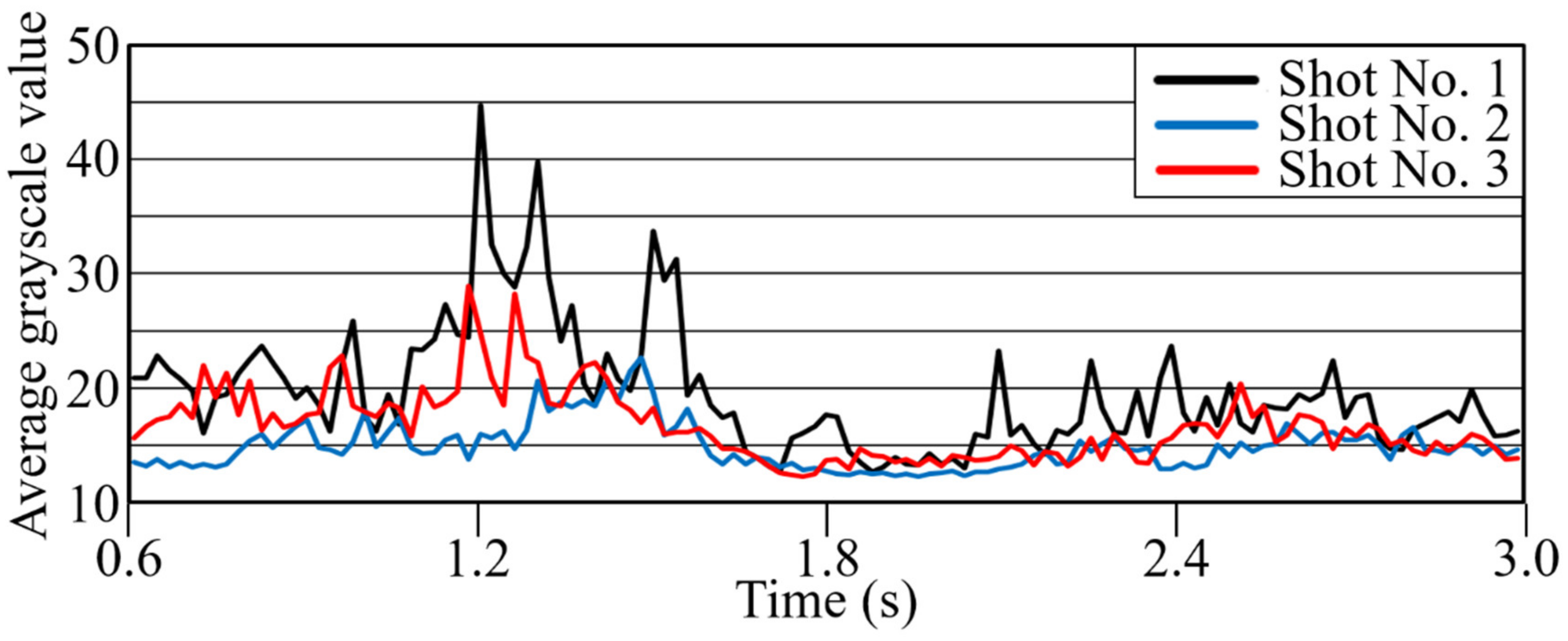
3.1.1. Changes in Average Brightness with Time during Resin Flow at Each Back Pressure
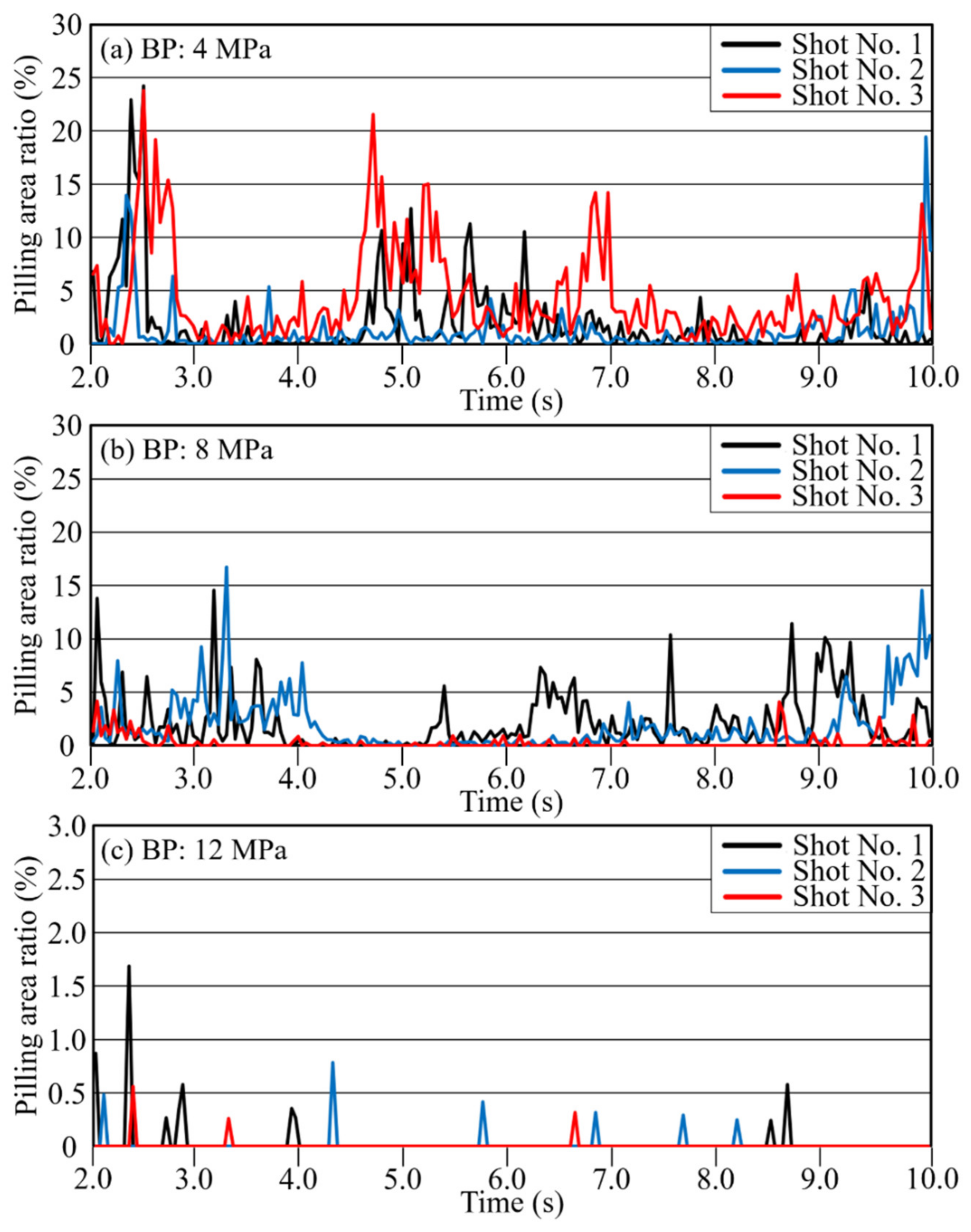
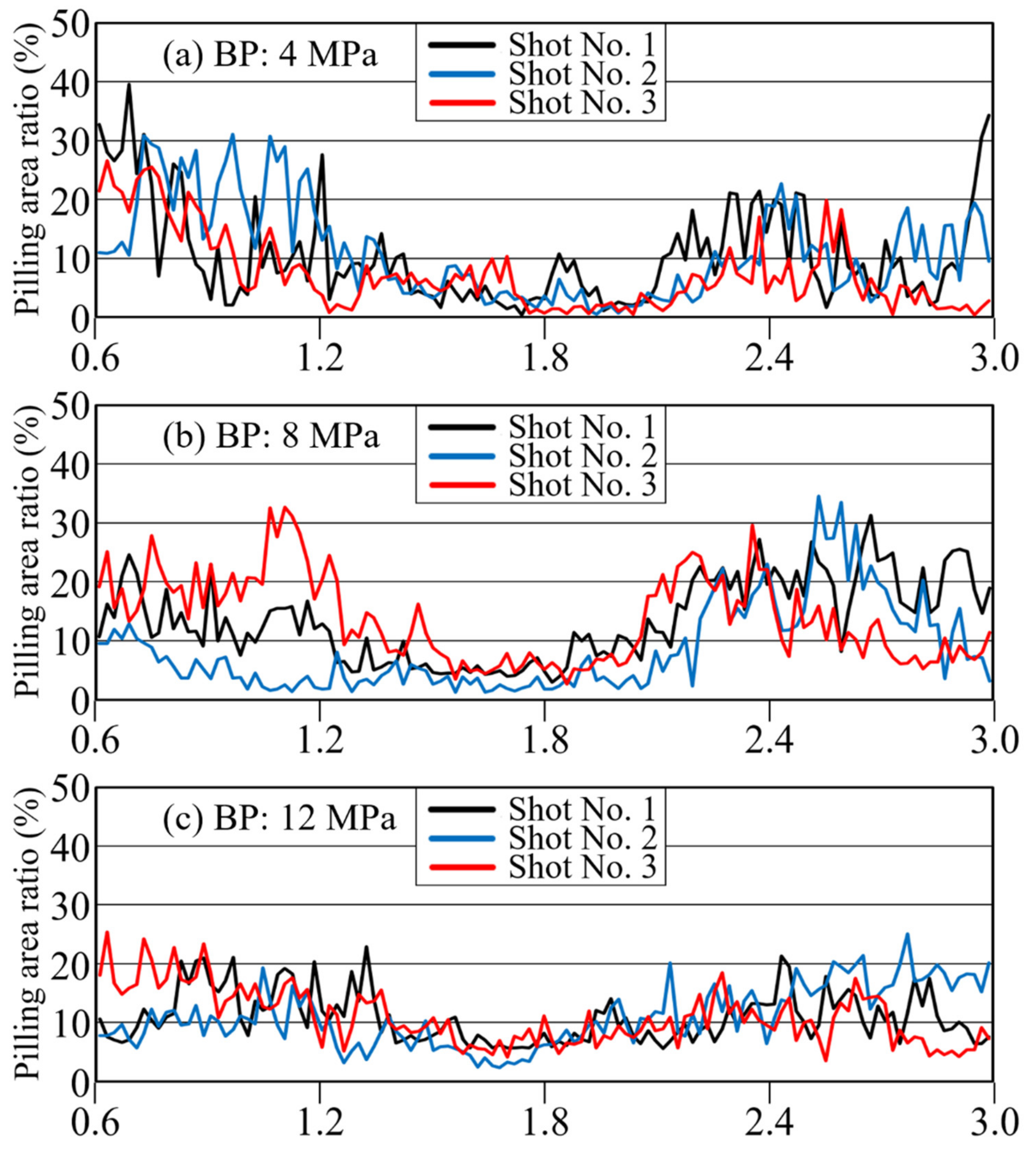
3.1.2. Evaluation of Pilling Area
3.2. Bright Area Analysis Method
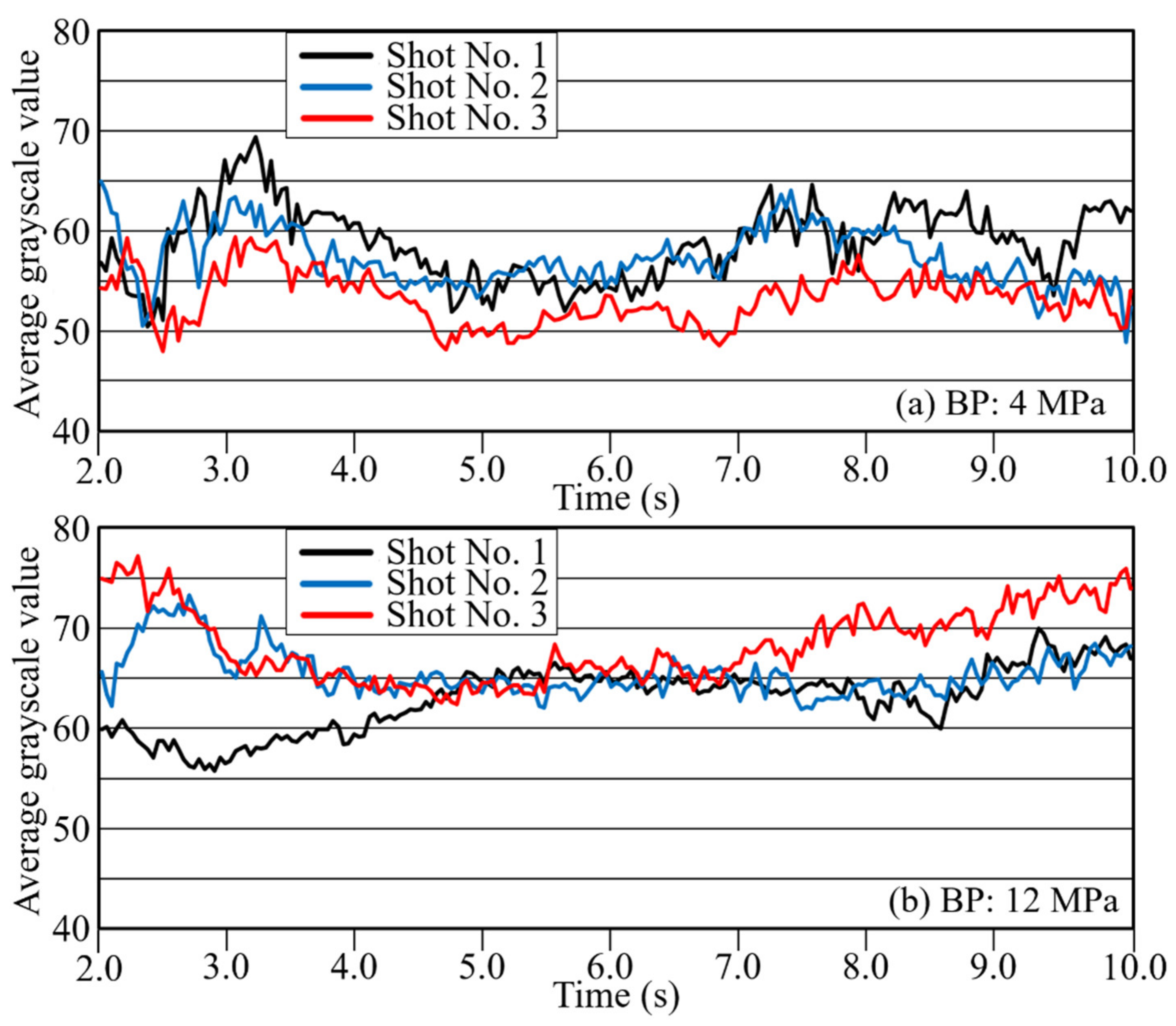
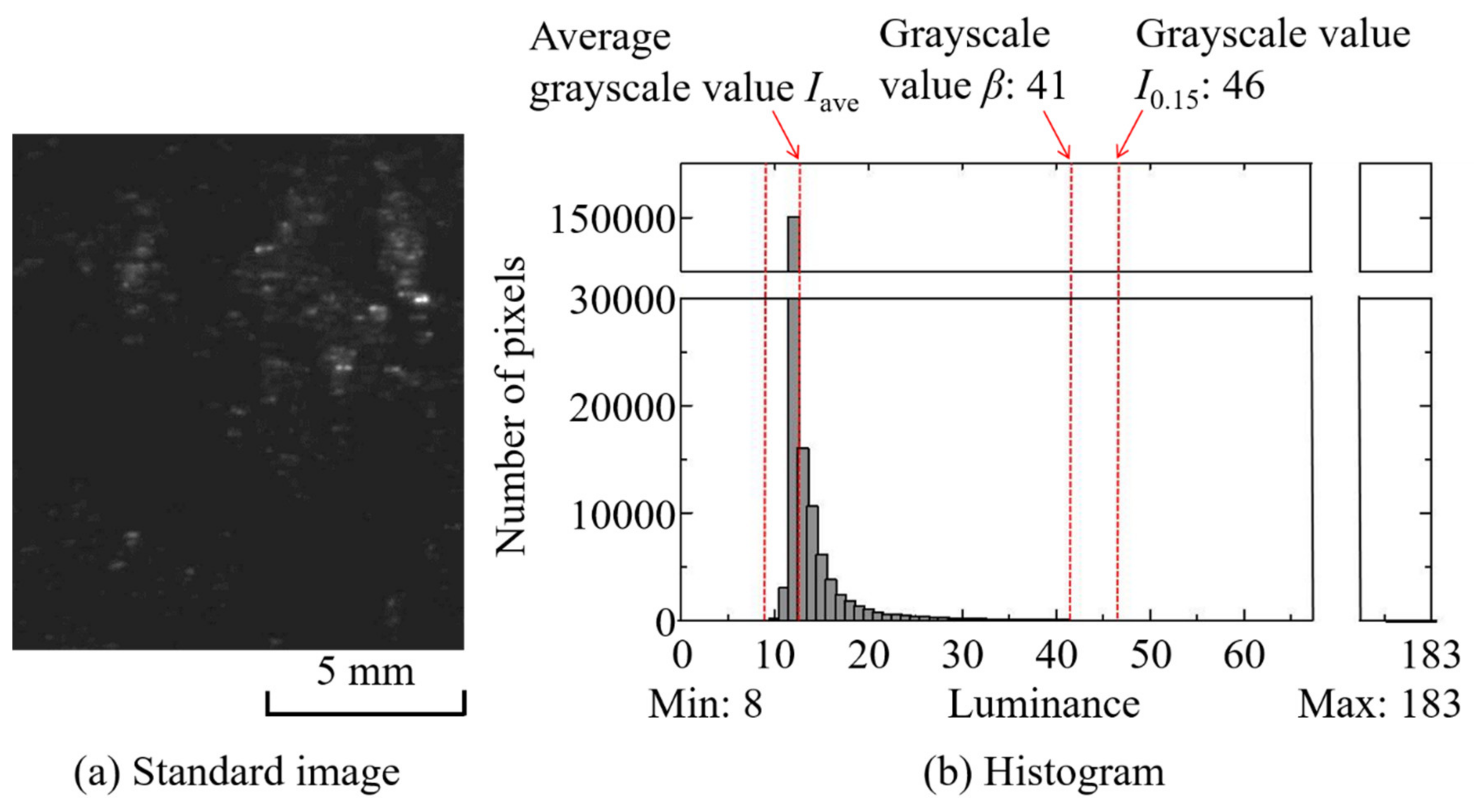
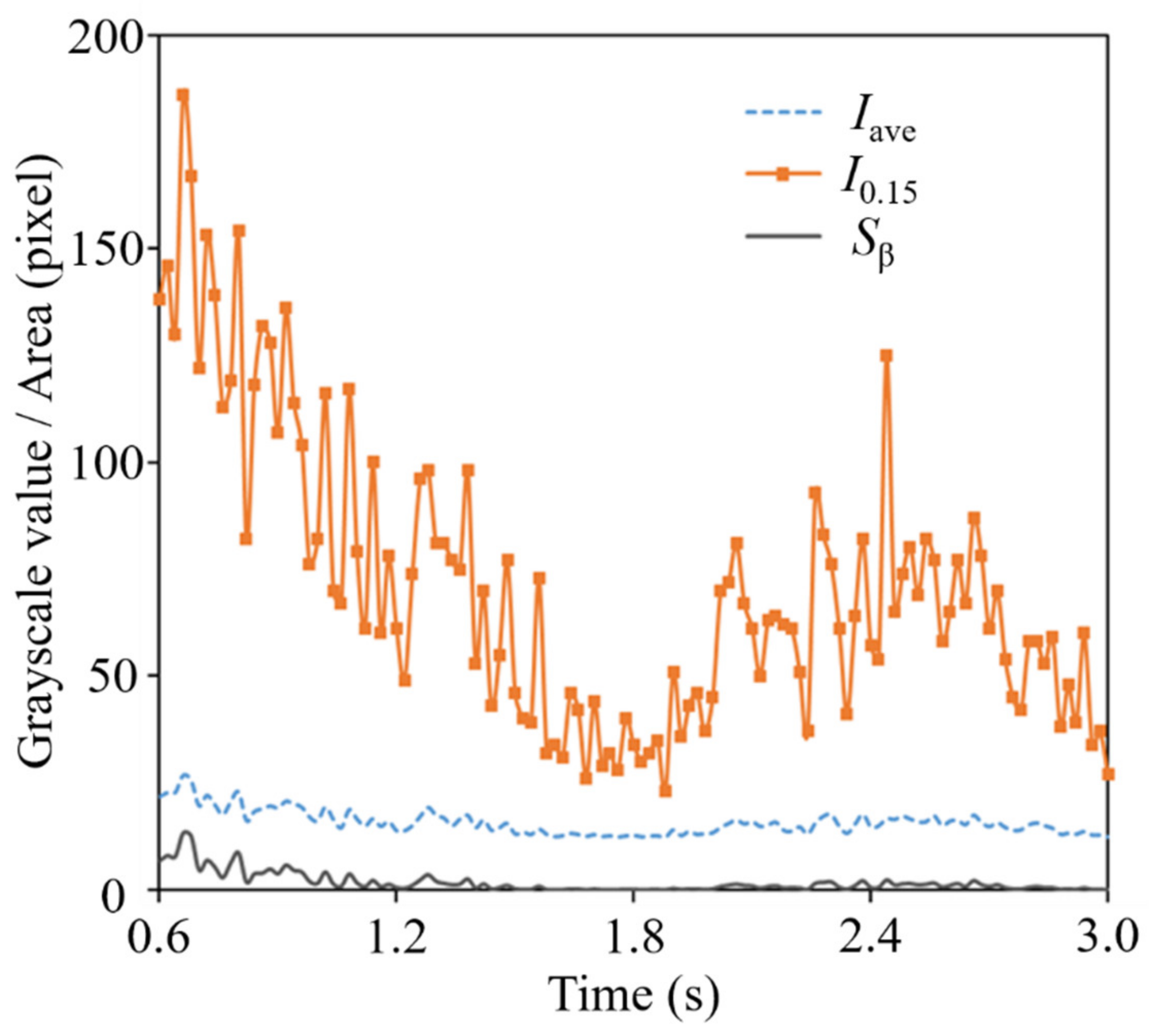
3.2.1. Time Variation of Average Grayscale during Resin Flow and Evaluation of Pilling Area
3.2.2. Effect of Pellet Input Method
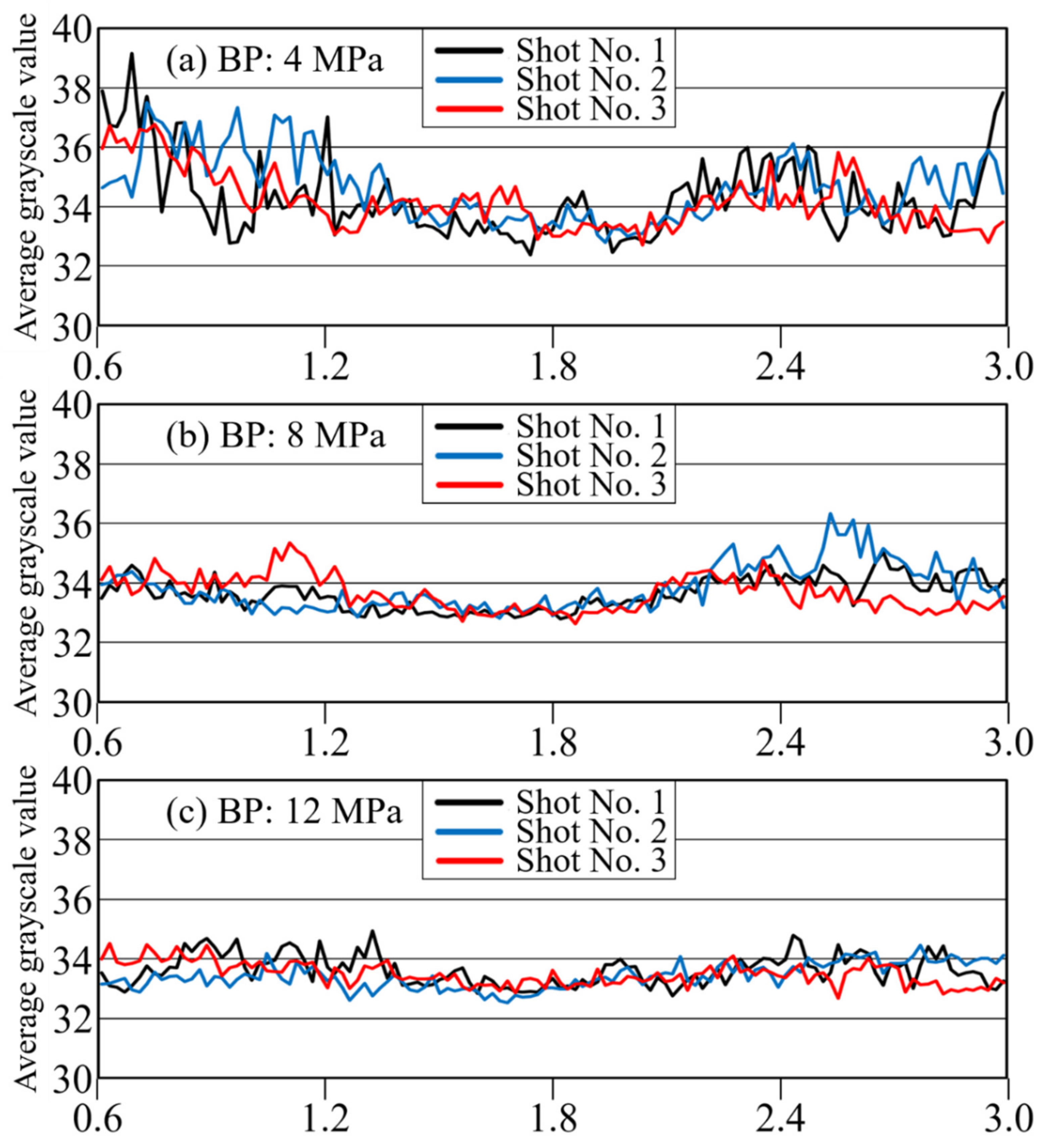
3.2.3. Effect of BP on Fiber Distribution
3.3. Comparison Between Dark Area Analysis Method and Bright Area Analysis Method
4. Conclusions
- (1)
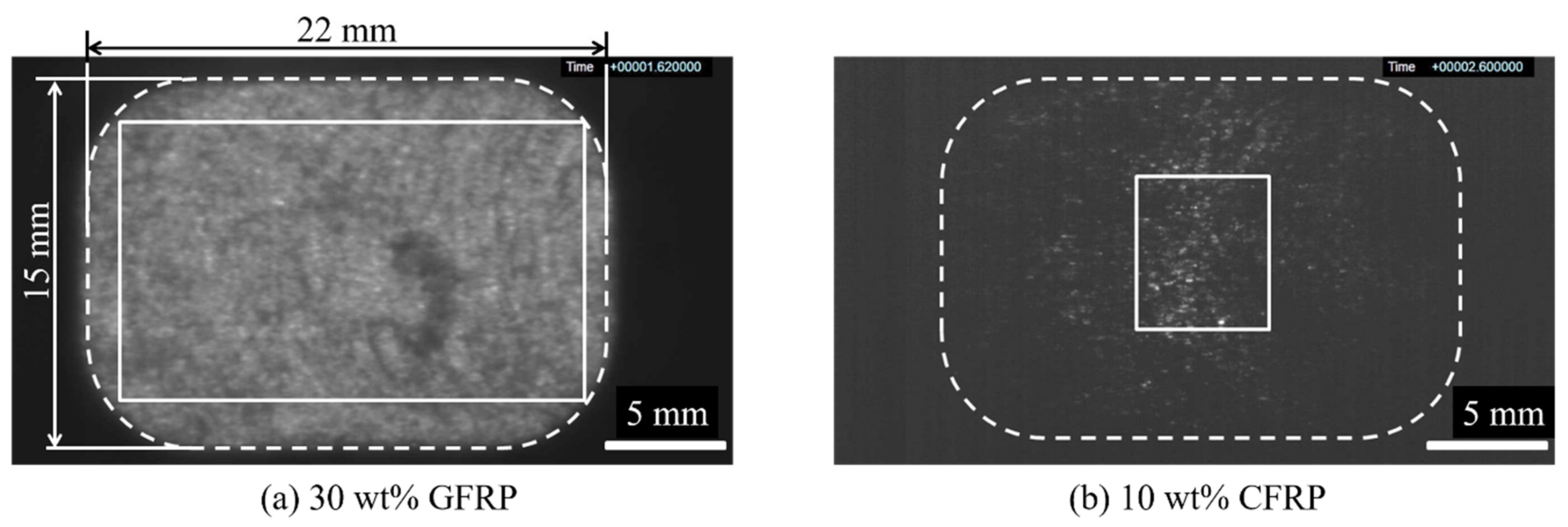
- In order to evaluate the defibration and distributive uniformity of long fiber bundles inside the fluid resin injected via the nozzle, a defibration and distributive uniformity evaluation mold was developed. This mold was able to show resin passing through a thin channel between opposed parallel glass blocks, observable by backlight. Evaluation experiments using 30 wt % long-glass-fiber-reinforced PP and 10 wt % long-carbon-fiber-reinforced PP empirically clarified that this method was effective for evaluating defibration and distributive uniformity.
- (2)
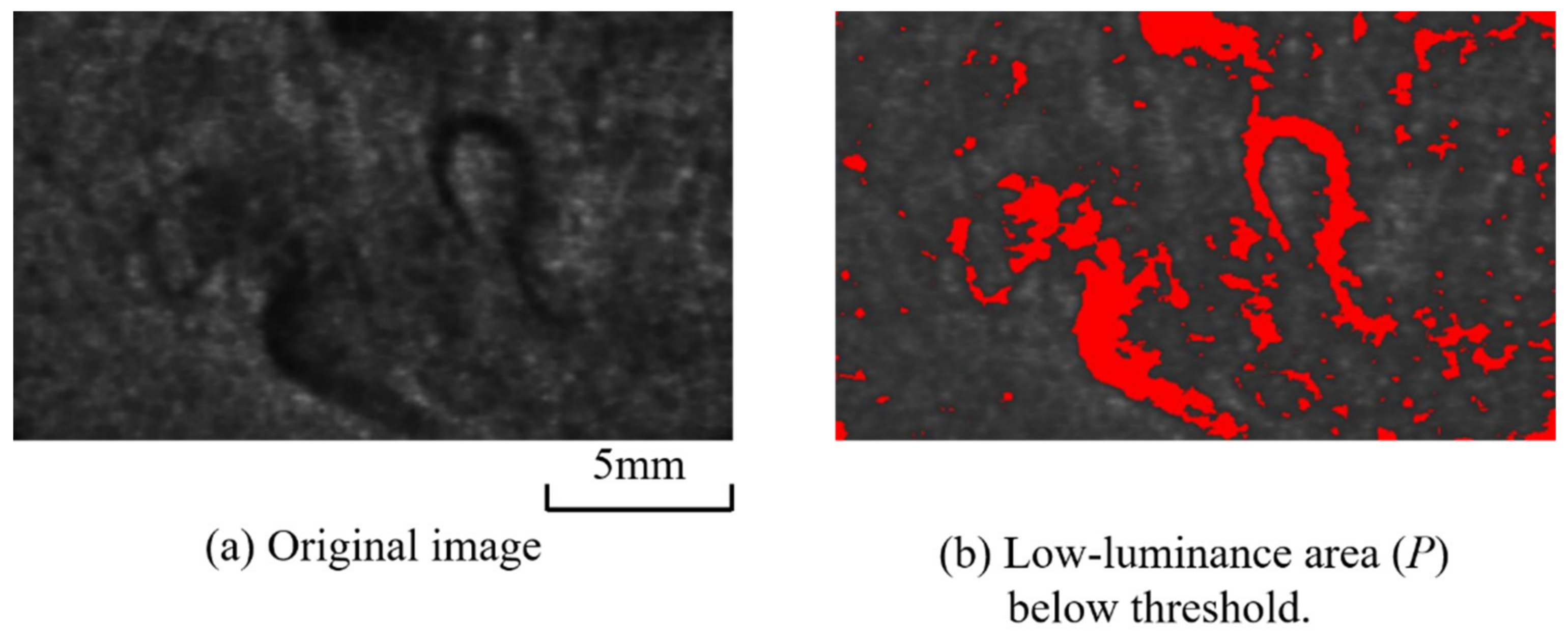
- Image analysis extracted undefibrated and non-uniformly dispersed fiber bundle areas as dark areas in the backlight image, classifying the area as a pilling area. In this way, a dark area analysis method was proposed based on the time variation of quantified changes in pilling rate. This method was applied to the analysis of a plastication process of 30 wt % long-glass-fiber-reinforced PP, by changing the BP in the plastication conditions, clarifying that pilling rates and distributive uniformity were both improved at high BPs. Furthermore, the pilling rate became higher at the beginning and end of injection. This finding suggests a fiber length change correlated with defibration and/or distributive uniformity.
- (3)
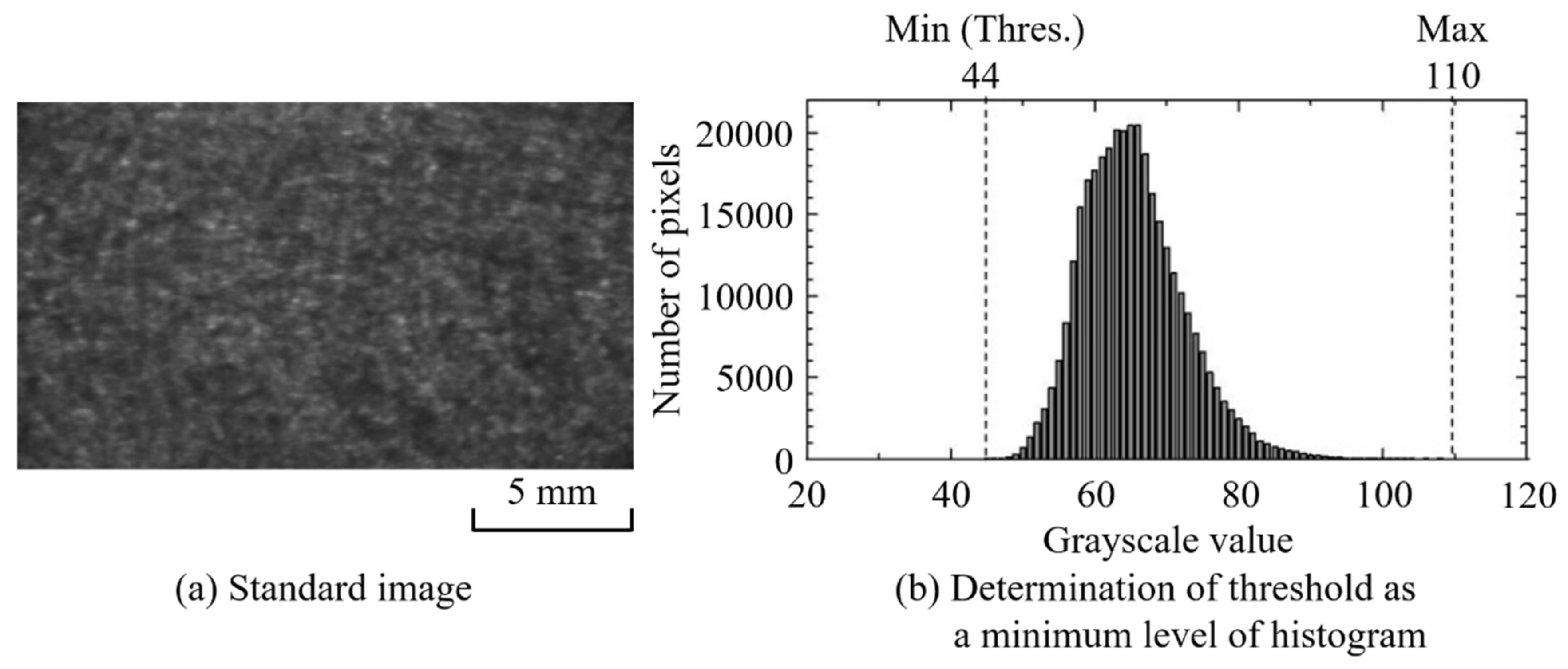
- Opaque fibers and low-brightness backlight images make it difficult to extract the pilling area from the dark area. Therefore, we proposed an evaluation method using the maximum grayscale in the bright region as the evaluation index for distributive uniformity and the spread (area) of the bright region as the evaluation index for defibration. These indices were applied to the analysis of 10 wt % long-carbon-fiber-reinforced PP, confirming that, for high-density, long-carbon-fiber pellets dry-blended with natural PP, concentration fluctuations occur easily due to re-separation in the hopper. We also confirmed that high BP promotes defibration and distributive uniformity of the fiber bundle by changing the BP in the plastication conditions. Finally, we showed that the brightness decreased while the pilling rate decreased in the middle of the metering process.
- (4)
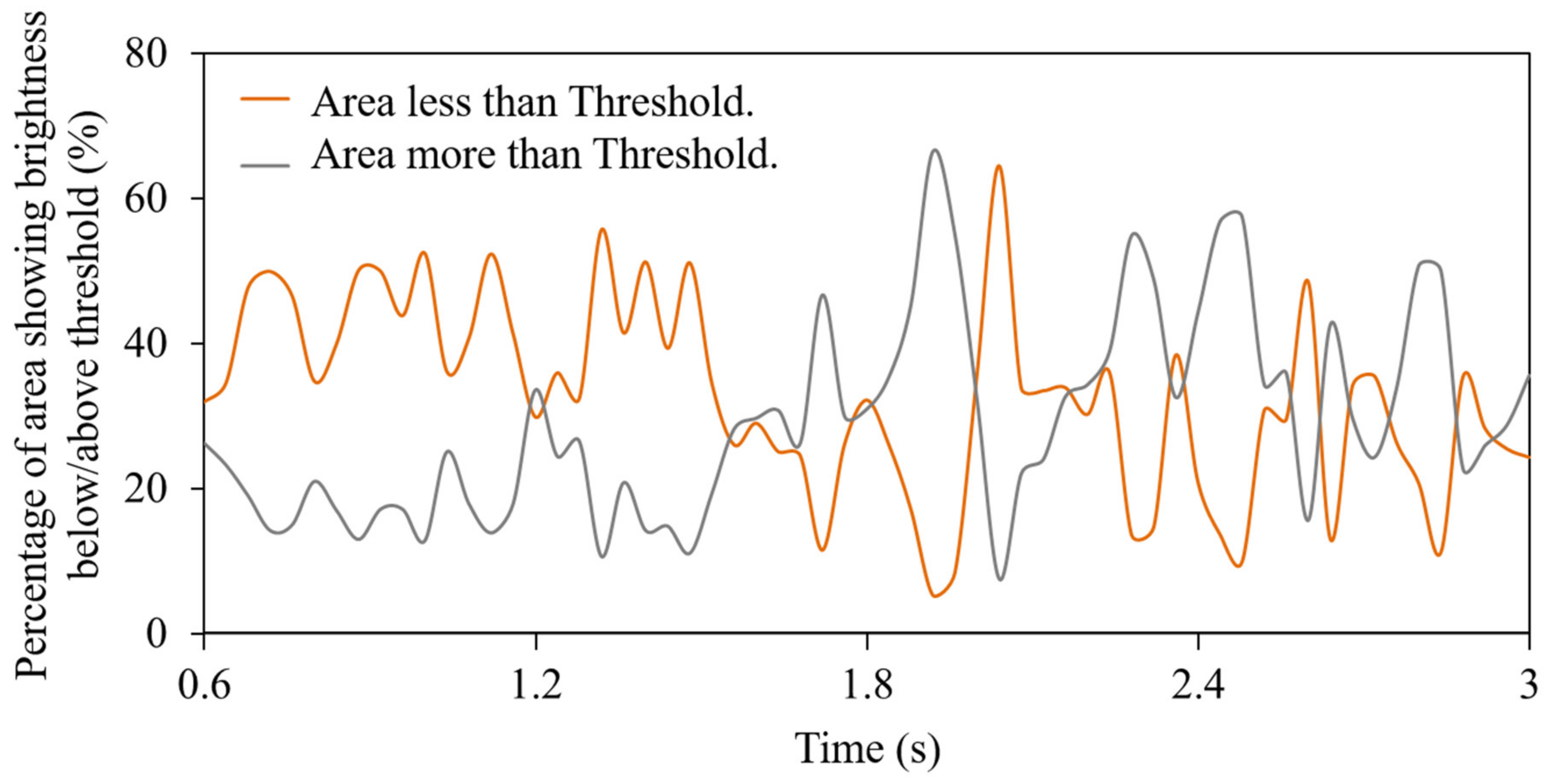
- Equivalence between the dark area analysis method and the bright area analysis method was evaluated using 5 wt % long-carbon-fiber-reinforced PP. In both analysis results, the image’s average grayscale fluctuation showed an antiphase correlation. Though the absolute value of the pilling rate fluctuation was not necessarily identical for the two methods due to dependence on the set threshold values, similar evaluation results were obtained from the dark area and from the bright area.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Turkovich, V.R.; Erwin, L. Fiber fracture in reinforced thermoplastic processing. Polym. Eng. Sci. 1983, 23, 743–749. [Google Scholar] [CrossRef]
- Franzén, B.; Klason, C.; Kubát, J.; Kitano, T. Fibre degradation during processing of short fiber reinforced thermoplastics. Composites 1989, 20, 65–76. [Google Scholar] [CrossRef]
- Gupta, V.B.; Mittal, R.K.; Sharma, P.K.; Mennig, G.; Wolters, J. Some studies on glass fiber-reinforced polypropylene. Part I: Reduction in fiber length during processing. Polym. Compos. 1989, 10, 8–15. [Google Scholar] [CrossRef]
- Gupta, V.B.; Mittal, R.K.; Sharma, P.K.; Mennig, G.; Wolters, J. Some studies on glass fiber-reinforced polypropylene. Part II: Mechanical properties and their dependance on fiber length, interfacial adhesion, and fiber distribution. Polym. Compos. 1989, 10, 16–27. [Google Scholar] [CrossRef]
- Ren, P.; Dai, G. Fiber distribution and breakage in deep screw channel during processing of long fiber-reinforced polypropylene. Fiber Polym. 2014, 15, 1507–1516. [Google Scholar] [CrossRef]
- Inoue, A.; Morita, K.; Tanaka, T.; Arao, Y.; Sawada, Y. Effect of screw design on fiber breakage and distribution in injection-molded long glass-fiber-reinforced polypropylene. J. Compos. Mater. 2015, 49, 75–84. [Google Scholar] [CrossRef]
- Chen, H.; Cieslinski, M.; Baird, D.G. Progress in modeling long glass and carbon fiber breakage during injection molding. AIP Conf. Proc. 2015, 1664, 060004. [Google Scholar]
- Obieglo, G.; Roller, B. Injection moulding of glass fiber reinforced polyamides, Influence of processing conditions on glass fiber distribution and the properties of the mouldings. Kunststoffe 1985, 75, 179–181. [Google Scholar]
- Ube Industries Ltd. Injection Molding Press. U.S. Patent US4797245A, 10 January 1989.
- Kottyan, R.E.; Rosenthal, J. Effects of injection molding equipment on the properties of long glass reinforced amorphous thermoplastics. Search Excell ANTEC 1991, 49, 2028–2029. [Google Scholar]
- Harper, C.A. Handbook of Plastic Processes; John Wiley & Sons: Hoboken, NJ, USA, 2006; pp. 18–19. [Google Scholar]
- Ma, S.; Shibata, K.; Yokoi, H. Fiber-breakage evaluation of plasticated resin based on a newly developed heating cylinder with multiple ports for in-process sampling. Polym. Test. 2017, 63, 558–566. [Google Scholar] [CrossRef]
- Okumura, K.; Asai, T. Long-fiber reinforced thermoplastics for automobile applications. R&D Kobe Steel Eng. Rep. 1997, 47, 73–76. [Google Scholar]
- Mizuno, Y.; Shimizu, T.; Terashita, K.; Miyanami, K. Application of fractal dimension for evaluation of distribution of filler in composite material. J. Soc. Mater. Sci. 1993, 42, 836–842. [Google Scholar] [CrossRef] [Green Version]
- Okada, K.; Muroga, S.; Ishihara, S.; Ohshima, M. Evaluation of distribution of cellulose nanofiber in polypropylene by using FT-IR. In Proceedings of the Preprints of Seikei-Kakou Annual Meeting 2017, Tokyo, Japan, 24 June 2017; pp. 251–252. [Google Scholar]
- Terada, M.; Yamanaka, A.; Shimamoto, D.; Hotta, Y. Evaluation of distributability of carbon fibers in carbon fiber reinforced composites. In Proceedings of the Seikei-Kakou Autumnal Meeting 2018, Hamamatsu, Japan, 26 November 2018; pp. 219–220. [Google Scholar]
- Yokoi, H.; Iguchi, N.; Ueda, K. Visualization of mixture of resin pigments in glass-inserted resin mixture evaluation mold. In Proceedings of the Seikei-Kakou Annual Meeting 1991, Tokyo, Japan, 19 June 1991; pp. 213–216. [Google Scholar]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Ma, S.; Shibata, K.; Yokoi, H. Visualization analysis of reciprocating-screw plastication process of glass fiber-reinforced resins in a glass-inserted heating cylinder. Polym. Eng. Sci. 2019, 59, 846–853. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Setup Value |
|---|---|
| Cylinder temperature [°C] Nozzle/Cylinder 1/Cylinder 2/Cylinder 3/ Cylinder 4/Hopper | 220/220/220/215/210/50 |
| Mold temperature [°C] | 217 (Measured value) |
| Rotation speed [rpm] | 120 |
| Back pressure [MPa] | 4/8/12 |
| Screw stroke [mm] | 30 (carbon fiber reinforced polymer, CFRP)/100 (glass fiber reinforced polymer, GFRP) |
| Screw injection speed [mm/s] | 10 |
| Back Pressure | Ten-Point Average Pilling Rate (%) | |||
|---|---|---|---|---|
| Time Zone | Average | |||
| 2.0–4.48 s | 4.52–7.48 s | 7.52–10.0 s | ||
| 4 MPa | 14.81 | 13.07 | 9.21 | 12.36 |
| 8 MPa | 9.06 | 5.12 | 10.49 | 8.22 |
| 12 MPa | 0.538 | 0.271 | 0.305 | 0.371 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, S.; Wu, X.; Owada, S.; Yokoi, H. Visualization Analysis of Defibration and Distributive Uniformity of Fibers in Long-fiber-reinforced, Injection-Molded Resins. Polymers 2020, 12, 727. https://doi.org/10.3390/polym12030727
Ma S, Wu X, Owada S, Yokoi H. Visualization Analysis of Defibration and Distributive Uniformity of Fibers in Long-fiber-reinforced, Injection-Molded Resins. Polymers. 2020; 12(3):727. https://doi.org/10.3390/polym12030727
Chicago/Turabian StyleMa, Sai, Xiaobin Wu, Shigeru Owada, and Hidetoshi Yokoi. 2020. "Visualization Analysis of Defibration and Distributive Uniformity of Fibers in Long-fiber-reinforced, Injection-Molded Resins" Polymers 12, no. 3: 727. https://doi.org/10.3390/polym12030727
APA StyleMa, S., Wu, X., Owada, S., & Yokoi, H. (2020). Visualization Analysis of Defibration and Distributive Uniformity of Fibers in Long-fiber-reinforced, Injection-Molded Resins. Polymers, 12(3), 727. https://doi.org/10.3390/polym12030727