Effect of Almond Shell Waste on Physicochemical Properties of Polyester-Based Biocomposites

 ,
,  ,
, 
 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Biocomposites Preparation
2.3. Almond and Biocomposites Characterization
2.3.1. Field Emission Scanning Electron Microscopy
2.3.2. Thermal Characterization
2.3.3. Mechanical Properties
2.3.4. Disintegrability in Composting Conditions
2.4. Statistical Analysis
3. Results
3.1. Characterization of Almond Shell Powder
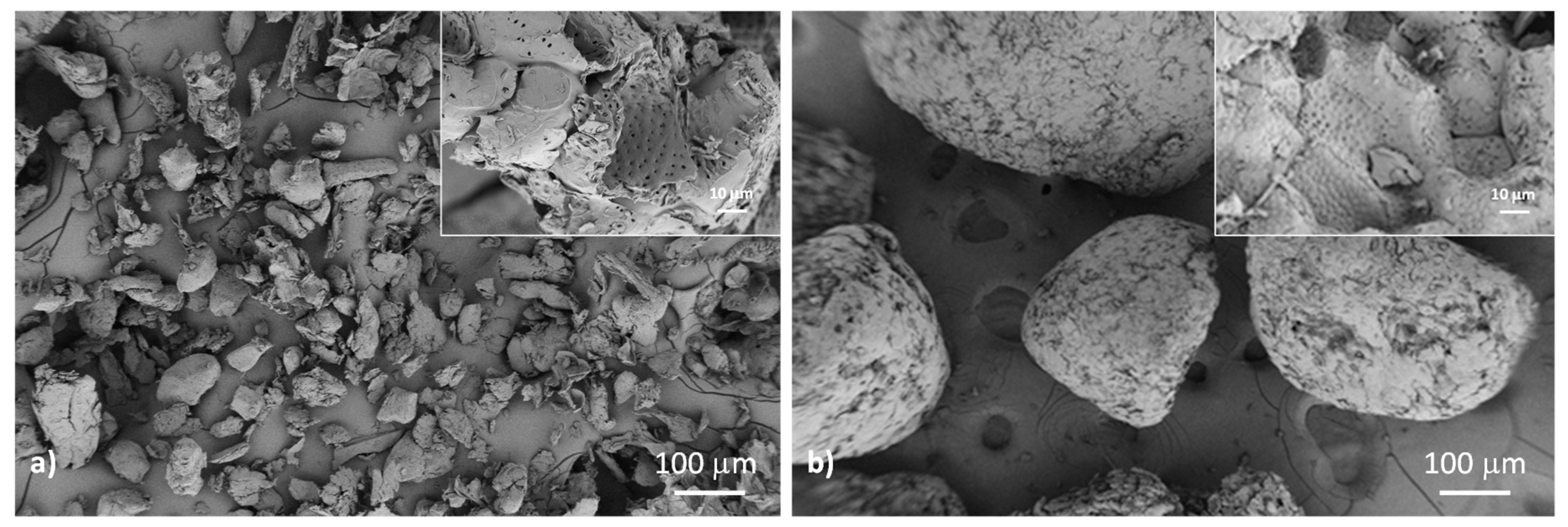
3.1.1. Morphological Analysis
3.1.2. Thermal Properties
3.2. Characterization of ASP Biocomposites
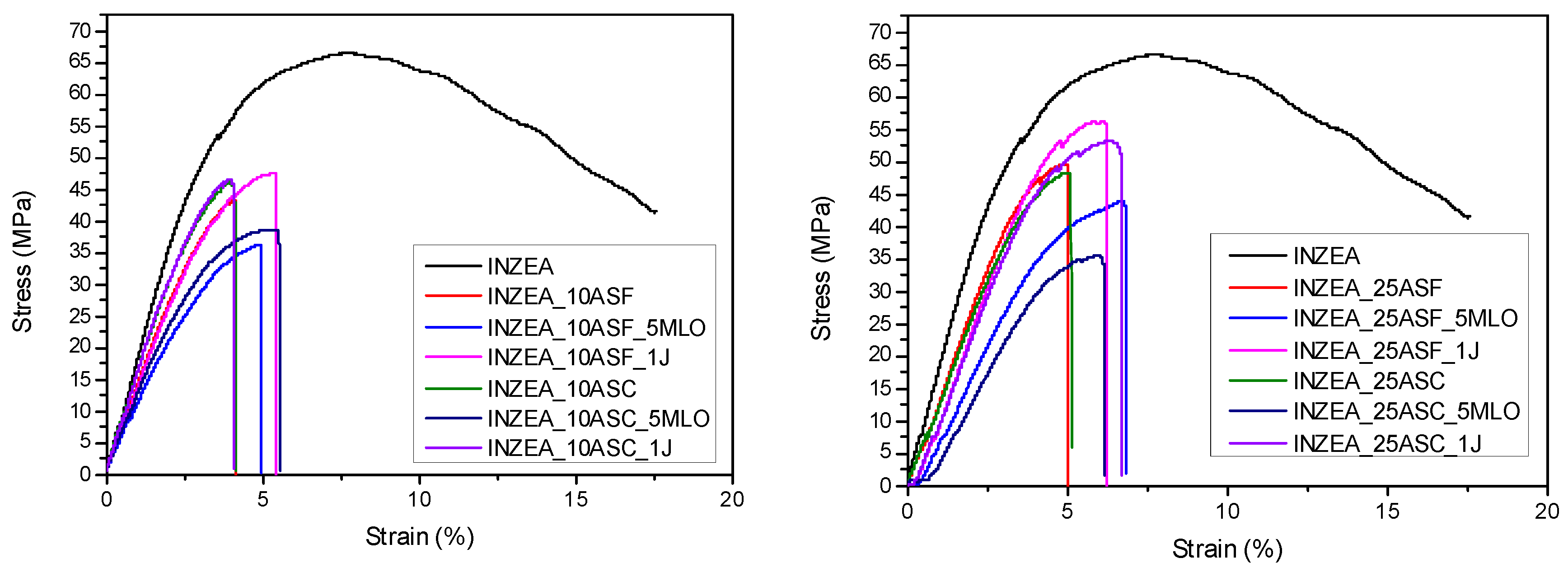
3.2.1. Flexural Tests
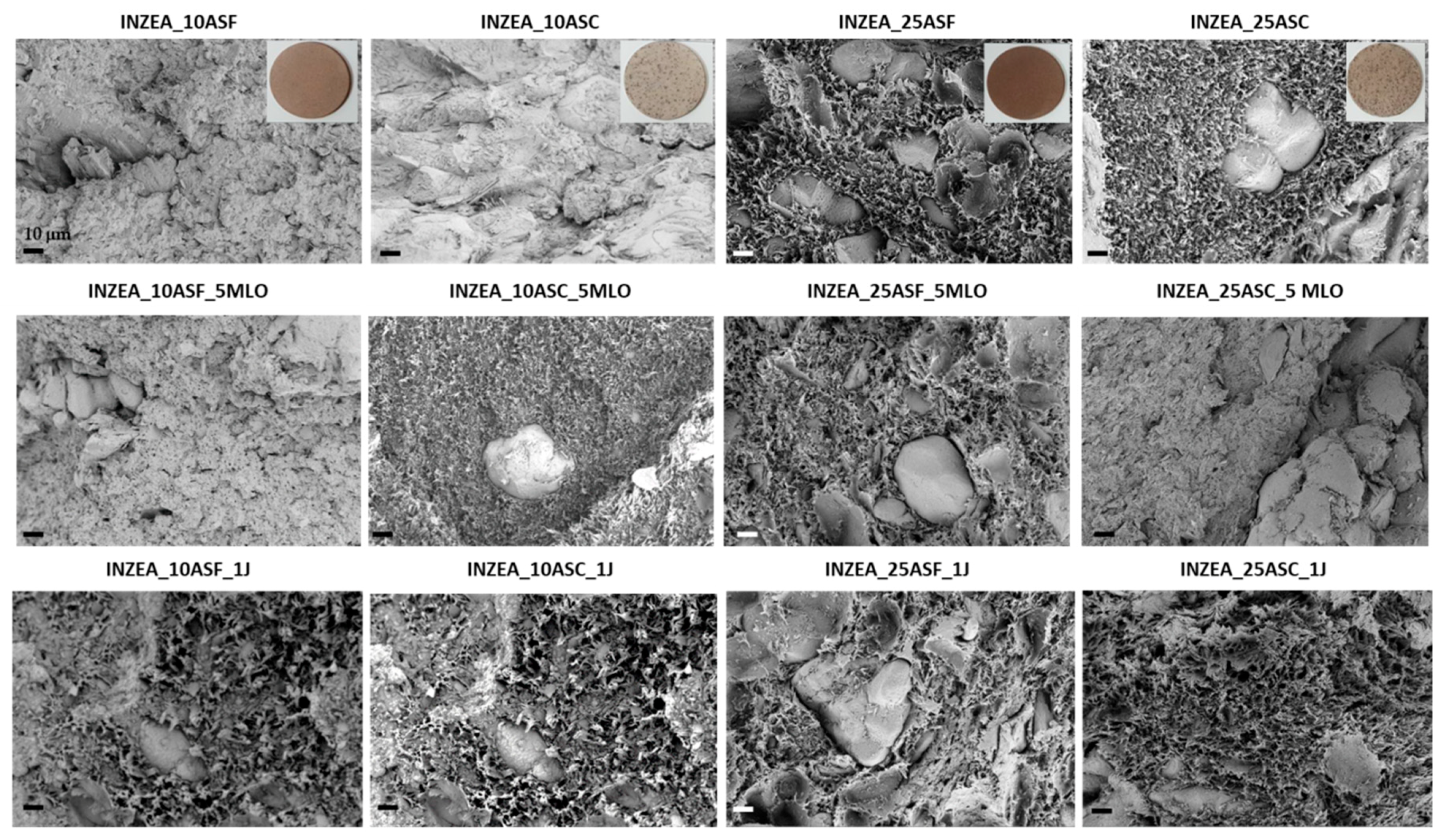
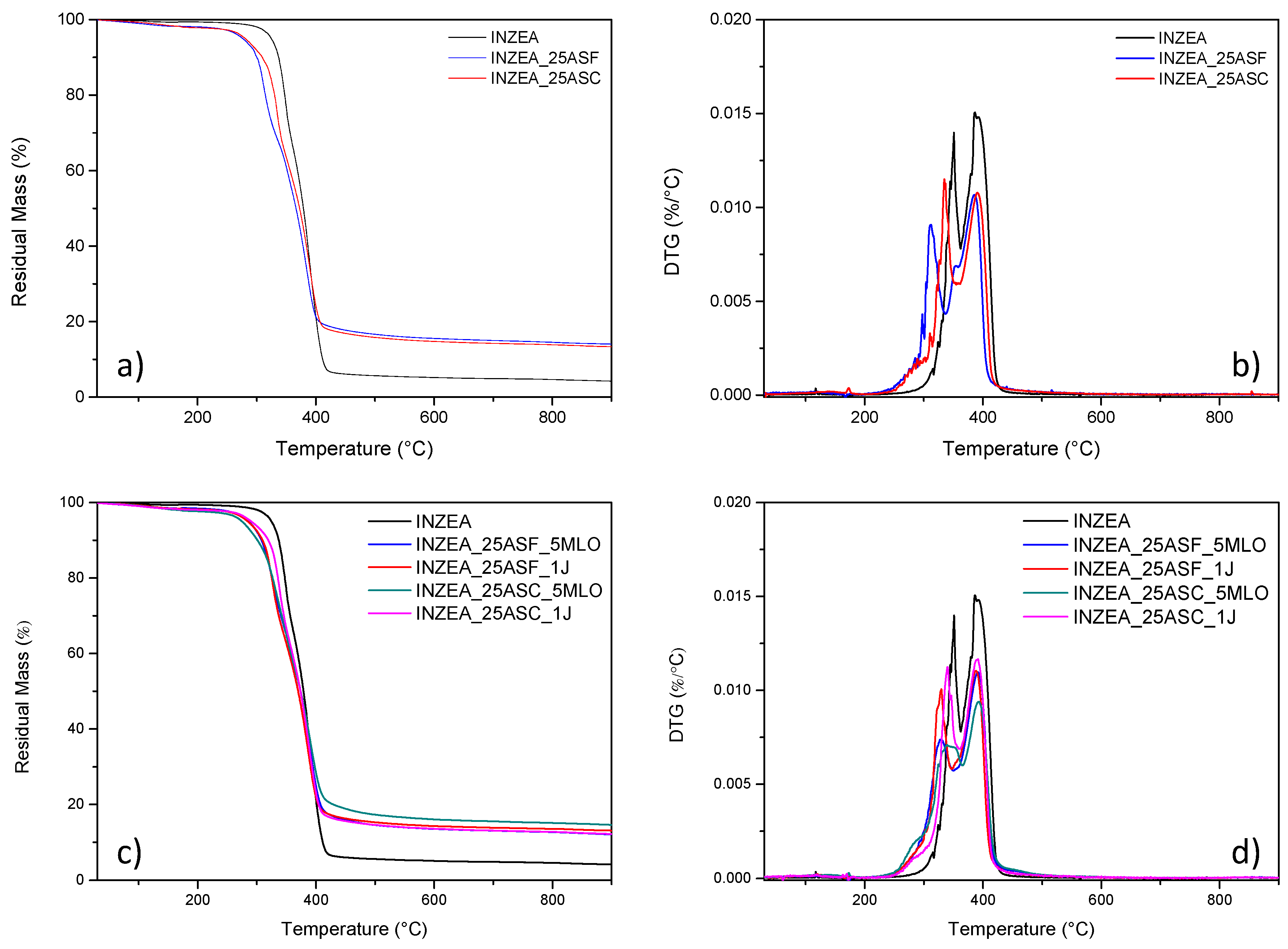
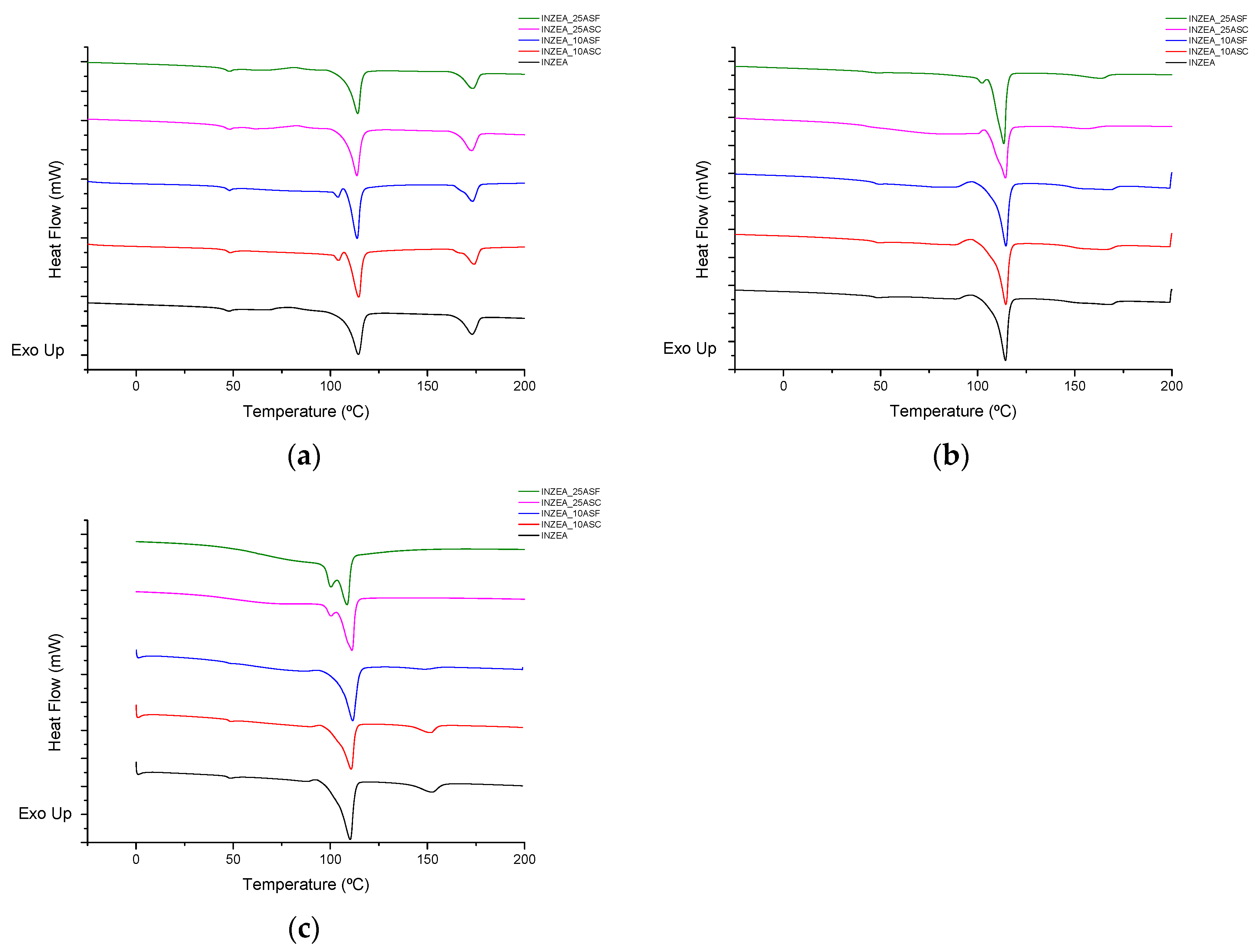
3.2.2. Morphological and Thermal Analysis
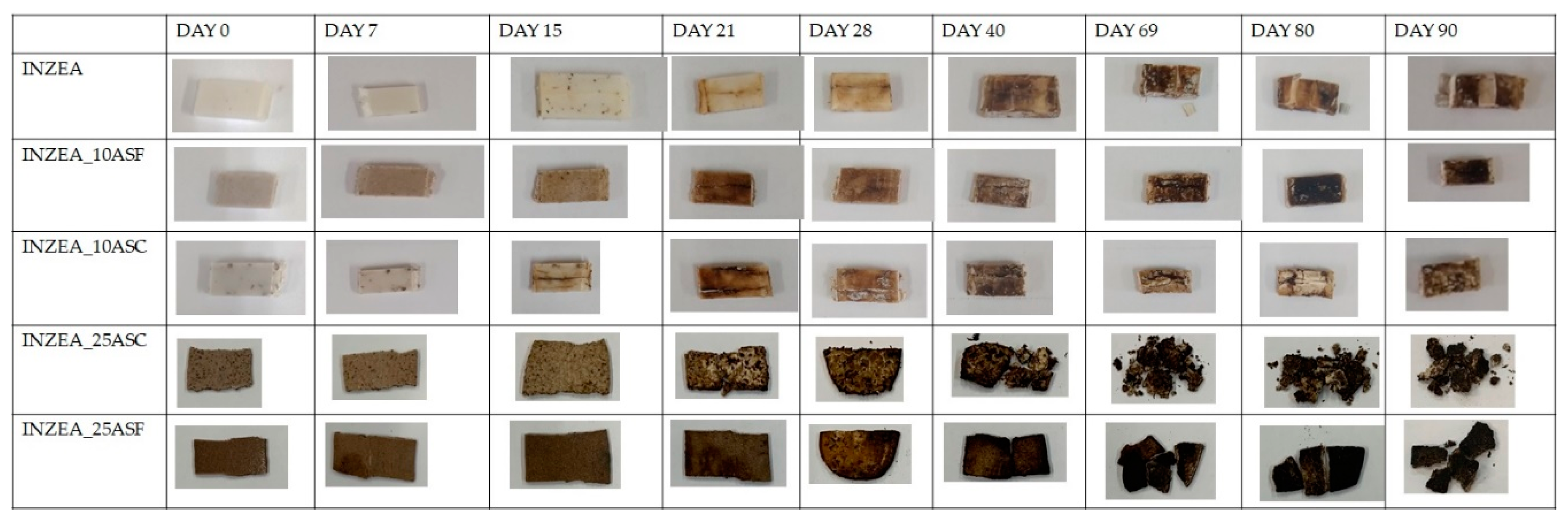
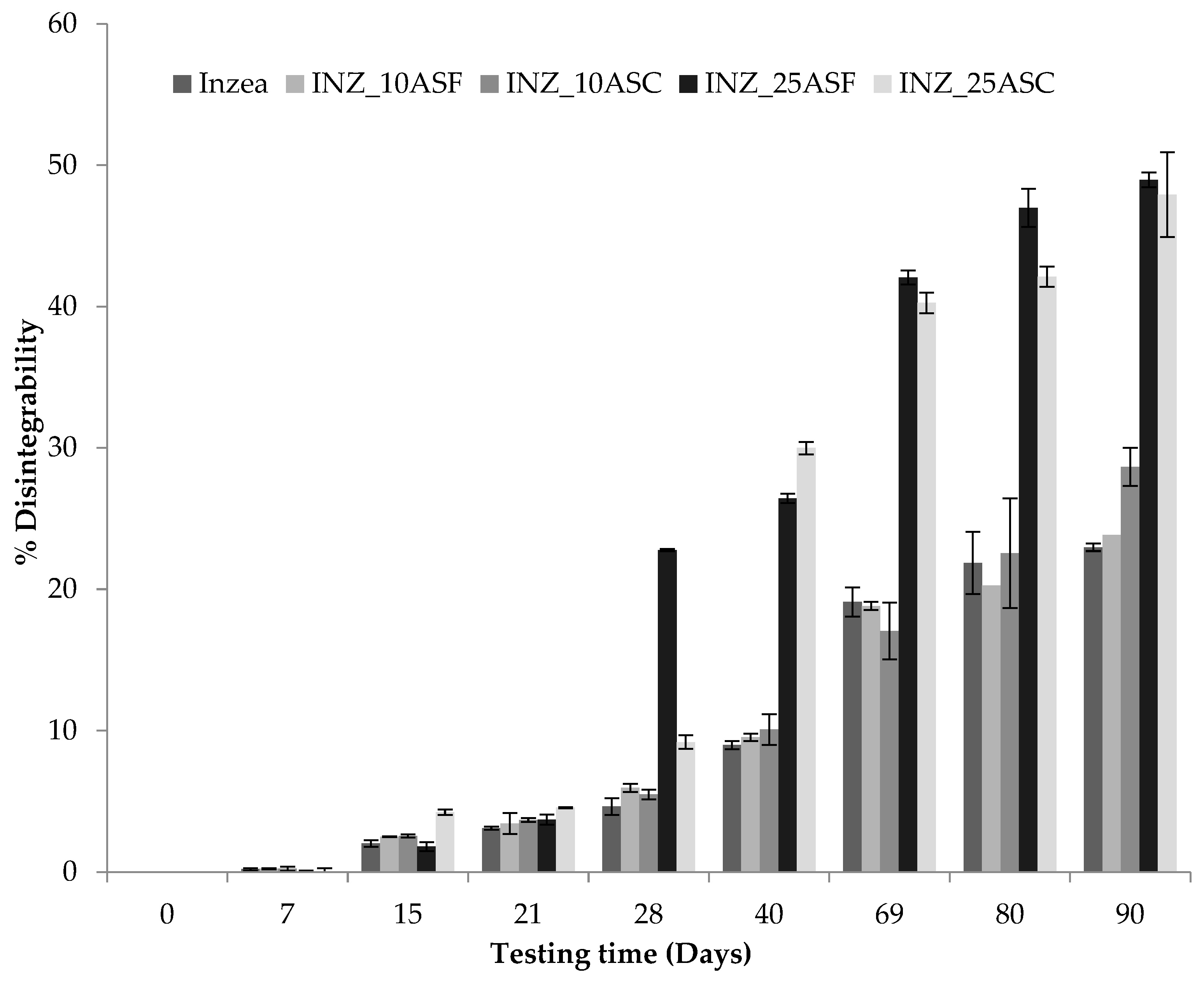
3.3. Disintegration Tests
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Prgomet, I.; Gonçalves, B.; Domínguez-Perles, R.; Pascual-Seva, N.; Barros, A.I. Valorization challenges to almond residues: Phytochemical composition and functional application. Molecules 2017, 22, 1774. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Esfahlan, A.J.; Jamei, R.; Esfahlan, R.J. The importance of almond (Prunus amygdalus L.) and its by-products. Food Chem. 2010, 120, 349–360. [Google Scholar] [CrossRef]
- García, R.; Pizarro, C.; Lavín, A.G.; Bueno, J.L. Characterization of Spanish biomass wastes for energy use. Bioresour. Technol. 2012, 103, 249–258. [Google Scholar] [CrossRef] [PubMed]
- Fernandez-Bayo, J.D.; Shea, E.A.; Parr, A.E.; Achmon, Y.; Stapleton, J.J.; VanderGheynst, J.S.; Hodson, A.K.; Simmons, C.W. Almond processing residues as a source of organic acid biopesticides during biosolarization. Waste Manag. 2020, 101, 74–82. [Google Scholar] [CrossRef] [PubMed]
- Khan, A.M.; Ahmad, C.S.; Farooq, U.; Mahmood, K.; Sarfraz, M.; Balkhair, K.S.; Ashraf, M.A. Removal of metallic elements from industrial waste water through biomass and clay. Front. Life Sci. 2015, 8, 223–230. [Google Scholar] [CrossRef]
- Ben Arfi, R.; Karoui, S.; Mougin, K.; Ghorbal, A. Adsorptive removal of cationic and anionic dyes from aqueous solution by utilizing almond shell as bioadsorbent. Euro-Mediterr. J. Environ. Integr. 2017, 2, 20. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, I.; Meyer, A.; Silva, R.; Afonso, S.; Gonçalves, B. Effect of almond shell addition to substrates in Phaseolus vulgaris L. (cv. Saxa) growth, and physiological and biochemical characteristics. Int. J. Recycl. Org. Waste Agric. 2019, 8, 179–186. [Google Scholar] [CrossRef] [Green Version]
- Nazem, M.A.; Zare, M.H.; Shirazian, S. Preparation and optimization of activated nano-carbon production using physical activation by water steam from agricultural wastes. RSC Adv. 2020, 10, 1463–1475. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.D.; Nadar, C.G.; Muir, J.; Arora, A. Green and clean process to obtain low degree of polymerisation xylooligosaccharides from almond shell. J. Clean. Prod. 2019, 241, 118237. [Google Scholar] [CrossRef]
- Prgomet, I.; Gonçalves, B.; Domínguez-Perles, R.; Pascual-Seva, N.; Barros, A.I.R.N.A. A Box-Behnken Design for Optimal Extraction of Phenolics from Almond By-products. Food Anal. Methods 2019, 12, 2009–2024. [Google Scholar] [CrossRef]
- Liminana, P.; Garcia-Sanoguera, D.; Quiles-Carrillo, L.; Balart, R.; Montanes, N. Optimization of maleinized linseed oil loading as a biobased compatibilizer in poly(butylene succinate) composites with almond shell flour. Materials 2019, 12, 685. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Quiles-Carrillo, L.; Montanes, N.; Garcia-Garcia, D.; Carbonell-Verdu, A.; Balart, R.; Torres-Giner, S. Effect of different compatibilizers on injection-molded green composite pieces based on polylactide filled with almond shell flour. Compos. Part B Eng. 2018, 147, 76–85. [Google Scholar] [CrossRef]
- McCaffrey, Z.; Torres, L.; Flynn, S.; Cao, T.; Chiou, B.S.; Klamczynski, A.; Glenn, G.; Orts, W. Recycled polypropylene-polyethylene torrefied almond shell biocomposites. Ind. Crop. Prod. 2018, 125, 425–432. [Google Scholar] [CrossRef]
- Dungani, R.; Karina, M.; Subyakto, A.S.; Hermawan, D.; Hadiyane, A. Agricultural waste fibers towards sustainability and advanced utilization: A review. Asian J. Plant Sci. 2016, 15, 42–55. [Google Scholar] [CrossRef] [Green Version]
- Kellersztein, I.; Shani, U.; Zilber, I.; Dotan, A. Sustainable composites from agricultural waste: The use of steam explosion and surface modification to potentialize the use of wheat straw fibers for wood plastic composite industry. Polym. Compos. 2019, 40, E53–E61. [Google Scholar] [CrossRef]
- El Mechtali, F.Z.; Essabir, H.; Nekhlaoui, S.; Bensalah, M.O.; Jawaid, M.; Bouhfid, R.; Qaiss, A. Mechanical and Thermal Properties of Polypropylene Reinforced with Almond Shells Particles: Impact of Chemical Treatments. J. Bionic Eng. 2015, 12, 483–494. [Google Scholar] [CrossRef]
- Essabir, H.; Nekhlaoui, S.; Malha, M.; Bensalah, M.O.; Arrakhiz, F.Z.; Qaiss, A.; Bouhfid, R. Bio-composites based on polypropylene reinforced with Almond Shells particles: Mechanical and thermal properties. Mater. Des. 2013, 51, 225–230. [Google Scholar] [CrossRef]
- Tasdemir, M. Polypropylene/olive pit & almond shell polymer composites: Wear and friction. IOP Conf. Ser. Mater. Sci. Eng. 2017, 204, 012015. [Google Scholar]
- Lashgari, A.; Eshghi, A.; Farsi, M. A Study on Some Properties of Polypropylene Based Nanocomposites Made Using Almond Shell Flour and Organoclay. Asian J. Chem. 2013, 25, 1043–1049. [Google Scholar] [CrossRef]
- Hosseinihashemi, S.K.; Eshghi, A.; Ayrilmis, N.; Khademieslam, H. Thermal Analysis and Morphological Characterization of Thermoplastic Composites Filled with Almond Shell Flour/Montmorillonite. BioResources 2016, 11, 6768–6779. [Google Scholar] [CrossRef] [Green Version]
- Altay, L.; Guven, A.; Atagur, M.; Uysalman, T.; Tantug, G.S.; Ozkaya, M.; Sever, K.; Sarikanat, M.; Seki, Y. Linear Low Density Polyethylene Filled with Almond Shells Particles: Mechanical and Thermal Properties. Acta Physica Polonica A. 2019, 135. [Google Scholar] [CrossRef]
- Sabbatini, A.; Lanari, S.; Santulli, C.; Pettinari, C. Use of almond shells and rice husk as fillers of poly (methyl methacrylate)(PMMA) composites. Materials 2017, 10, 872. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chaudhary, A.K.; Gope, P.C.; Singh, V.K. Water absorption and thickness swelling behavior of almond (Prunus amygdalus L.) shell particles and coconut (Cocos nucifera) fiber hybrid epoxy-based biocomposite. Sci. Eng. Compos. Mater. 2015, 22, 375–382. [Google Scholar] [CrossRef]
- Singh, V.K.; Bansal, G.; Agarwal, M.; Negi, P. Experimental determination of mechanical and physical properties of almond shell particles filled biocomposite in modified epoxy resin. J. Mater. Sci. Eng. 2016, 5, 246. [Google Scholar]
- García, A.M.; García, A.I.; Cabezas, M.Á.L.; Reche, A.S. Study of the Influence of the Almond Variety in the Properties of Injected Parts with Biodegradable Almond Shell Based Masterbatches. Waste Biomass Valorization 2015, 6, 363–370. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Pawanpreet; Singh, M.; Singh, J. On mechanical, thermal and morphological investigations of almond skin powder-reinforced polylactic acid feedstock filament. J. Thermoplast. Compos. Mater. 2019. [Google Scholar] [CrossRef]
- Sutivisedsak, N.; Cheng, H.N.; Burks, C.S.; Johnson, J.A.; Siegel, J.P.; Civerolo, E.L.; Biswas, A. Use of Nutshells as Fillers in Polymer Composites. J. Polym. Environ. 2012, 20, 305–314. [Google Scholar] [CrossRef]
- Pashaei, S.; Hosseinzadeh, S. Investigation on Physicomechanical, Thermal, and Morphological of Dipodal Silane-Modified Walnut Shell Powder-Filled Polyurethane Green Composites and Their Application for Removal of Heavy Metal Ions from Water. Polym. Plast. Technol. Eng. 2018, 57, 1197–1208. [Google Scholar] [CrossRef]
- Balart, J.F.; Fombuena, V.; Fenollar, O.; Boronat, T.; Sánchez-Nacher, L. Processing and characterization of high environmental efficiency composites based on PLA and hazelnut shell flour (HSF) with biobased plasticizers derived from epoxidized linseed oil (ELO). Compos. Part B Eng. 2016, 86, 168–177. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Sammon, C.; Balart, R.; Torres-Giner, S. Compatibilization of highly sustainable polylactide/almond shell flour composites by reactive extrusion with maleinized linseed oil. Ind. Crop. Prod. 2018, 111, 878–888. [Google Scholar] [CrossRef]
- Liminana, P.; Quiles-Carrillo, L.; Boronat, T.; Balart, R.; Montanes, N. The Effect of Varying Almond Shell Flour (ASF) Loading in Composites with Poly(Butylene Succinate (PBS) Matrix Compatibilized with Maleinized Linseed Oil (MLO). Materials 2018, 11, 2179. [Google Scholar] [CrossRef] [Green Version]
- Frenz, V.; Scherzer, D.; Villalobos, M.; Awojulu, A.; Edison, M.; Van Der Meer, R. Multifunctional polymers as chain extenders and compatibilizers for polycondensates and biopolymers. ANTEC 2008, 3, 1682–1686. [Google Scholar]
- ISO-20200:2015. Determination of the Degree of Disintegration of Plastic Materials under Simulated Composting Conditions in a Laboratory-Scale Test; ISO: Geneva, Switzerland, 2015. [Google Scholar]
- Bordbar, M. Biosynthesis of Ag/almond shell nanocomposite as a cost-effective and efficient catalyst for degradation of 4-nitrophenol and organic dyes. RSC Adv. 2017, 7, 180–189. [Google Scholar] [CrossRef] [Green Version]
- Montava-Jordà, S.; Quiles-Carrillo, L.; Richart, N.; Torres-Giner, S.; Montanes, N. Enhanced interfacial adhesion of polylactide/poly(ε-caprolactone)/walnut shell flour composites by reactive extrusion with maleinized linseed oil. Polymers 2019, 11, 758. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, X.; Liu, Y.; Hao, J.; Wang, W. Study of almond shell characteristics. Materials 2018, 11, 1782. [Google Scholar] [CrossRef] [Green Version]
- Nabinejad, O.; Sujan, D.; Rahman, M.E.; Davies, I.J. Effect of oil palm shell powder on the mechanical performance and thermal stability of polyester composites. Mater. Des. (1980–2015) 2015, 65, 823–830. [Google Scholar] [CrossRef]
- Zaini, M.J.; Fuad, M.Y.A.; Ismail, Z.; Mansor, M.S.; Mustafah, J. The effect of filler content and size on the mechanical properties of polypropylene/oil palm wood flour composites. Polym. Int. 1996, 40, 51–55. [Google Scholar] [CrossRef]
- Dominici, F.; Samper, M.D.; Carbonell-Verdu, A.; Luzi, F.; López-Martínez, J.; Torre, L.; Puglia, D. Improved Toughness in Lignin/Natural Fiber Composites Plasticized with Epoxidized and Maleinized Linseed Oils. Materials 2020, 13, 600. [Google Scholar] [CrossRef] [Green Version]
- Ferri, J.M.; Garcia-Garcia, D.; Montanes, N.; Fenollar, O.; Balart, R. The effect of maleinized linseed oil as biobased plasticizer in poly(lactic acid)-based formulations. Polym. Int. 2017, 66, 882–891. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Ferri, J.M.; Dominici, F.; Boronat, T.; Sanchez-Nacher, L.; Balart, R.; Torre, L. Manufacturing and compatibilization of PLA/PBAT binary blends by cottonseed oil-based derivatives. Express Polym. Lett. 2018, 12, 808–823. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, X.; Liu, Q.; Hrymak, A. The Effect of Polymeric Chain Extenders on Physical Properties of Thermoplastic Starch and Polylactic Acid Blends. J. Polym. Environ. 2012, 20, 315–325. [Google Scholar] [CrossRef]
- Nabinejad, O.; Sujan, D.; Rahman, M.E.; Davies, I.J. Determination of filler content for natural filler polymer composite by thermogravimetric analysis. J. Therm. Anal. Calorim. 2015, 122, 227–233. [Google Scholar] [CrossRef]
- Seggiani, M.; Cinelli, P.; Mallegni, N.; Balestri, E.; Puccini, M.; Vitolo, S.; Lardicci, C.; Lazzeri, A. New bio-composites based on polyhydroxyalkanoates and posidonia oceanica fibres for applications in a marine environment. Materials 2017, 10, 326. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sánchez-Safont, E.L.; Aldureid, A.; Lagarón, J.M.; Gámez-Pérez, J.; Cabedo, L. Biocomposites of different lignocellulosic wastes for sustainable food packaging applications. Compos. Part B Eng. 2018, 145, 215–225. [Google Scholar] [CrossRef]
- Chieng, B.; Ibrahim, N.; Then, Y.; Loo, Y. Epoxidized vegetable oils plasticized poly(lactic acid) biocomposites: Mechanical, thermal and morphology properties. Molecules 2014, 19, 16024–16038. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lascano, D.; Quiles-Carrillo, L.; Balart, R.; Boronat, T.; Montanes, N. Toughened poly(lactic acid)—PLA formulations by binary blends with poly(butylene succinate-co-adipate)—PBSA and their shape memory behaviour. Materials 2019, 12, 622. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Oliveira, T.A.; de Oliveira Mota, I.; Mousinho, F.E.P.; Barbosa, R.; de Carvalho, L.H.; Alves, T.S. Biodegradation of mulch films from poly(butylene adipate co-terephthalate), carnauba wax, and sugarcane residue. J. Appl. Polym. Sci. 2019, 136, 48240. [Google Scholar] [CrossRef]
- Valdés García, A.; Ramos Santonja, M.; Sanahuja, A.B.; Selva, M.D.C.G. Characterization and degradation characteristics of poly(ε-caprolactone)-based composites reinforced with almond skin residues. Polym. Degrad. Stab. 2014, 108, 269–279. [Google Scholar] [CrossRef] [Green Version]
- Fortunati, E.; Puglia, D.; Monti, M.; Santulli, C.; Maniruzzaman, M.; Foresti, M.L.; Vazquez, A.; Kenny, J.M. Okra (Abelmoschus esculentus) Fibre Based PLA Composites: Mechanical Behaviour and Biodegradation. J. Polym. Environ. 2013, 21, 726–737. [Google Scholar] [CrossRef]
- Wu, C.-S. Characterization and biodegradability of polyester bioplastic-based green renewable composites from agricultural residues. Polym. Degrad. Stab. 2012, 97, 64–71. [Google Scholar] [CrossRef]
- Liminana, P.; Garcia-Sanoguera, D.; Quiles-Carrillo, L.; Balart, R.; Montanes, N. Development and characterization of environmentally friendly composites from poly(butylene succinate) (PBS) and almond shell flour with different compatibilizers. Compos. Part B Eng. 2018, 144, 153–162. [Google Scholar] [CrossRef]
- Luo, Y.; Lin, Z.; Guo, G. Biodegradation Assessment of Poly(Lactic Acid) Filled with Functionalized Titania Nanoparticles (PLA/TiO2) under Compost Conditions. Nanoscale Res. Lett. 2019, 14, 56. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ramos, M.; Fortunati, E.; Peltzer, M.; Dominici, F.; Jiménez, A.; del Carmen Garrigós, M.; Kenny, J.M. Influence of thymol and silver nanoparticles on the degradation of poly(lactic acid) based nanocomposites: Thermal and morphological properties. Polym. Degrad. Stab. 2014, 108, 158–165. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Biopolymer (wt %) | Milled ASP (wt %) | Grain Size * | J44 (wt %) | MLO (wt %) |
|---|---|---|---|---|---|
| INZEA | 100.00 | ||||
| INZ_10ASF | 90.00 | 10 | F | ||
| INZ_10ASC | 90.00 | 10 | C | ||
| INZ_25ASF | 75.00 | 25 | F | ||
| INZ_25ASC | 75.00 | 25 | C | ||
| INZ_10ASF_1J | 89.10 | 10 | F | 0.90 | |
| INZ_10ASC_1J | 89.10 | 10 | C | 0.90 | |
| INZ_25ASF_1J | 74.25 | 25 | F | 0.75 | |
| INZ_25ASC_1J | 74.25 | 25 | C | 0.75 | |
| INZ_10ASF_5MLO | 85.50 | 10 | F | 4.50 | |
| INZ_10ASC_5MLO | 85.50 | 10 | C | 4.50 | |
| INZ_25ASF_5MLO | 71.25 | 25 | F | 3.75 | |
| INZ_25ASC_5MLO | 71.25 | 25 | C | 3.75 |
| Formulation | σmax (MPa) | ε(%) at σmax | E (MPa) |
|---|---|---|---|
| INZEA | 66 ± 2 | 7.9 ± 0.2 | 1913 ± 13 |
| INZEA_10ASF | 44 ± 2 | 4.4 ± 0.4 | 1473 ± 16 |
| INZEA_10ASF_5MLO | 36 ± 1 | 4.9 ± 0.3 | 1170 ± 15 |
| INZEA_10ASF_1J | 48 ± 2 | 5.5 ± 0.6 | 1414 ± 8 |
| INZEA_25ASF | 50 ± 1 | 3.0 ± 0.2 | 2537 ± 35 |
| INZEA_25ASF_5MLO | 44 ± 1 | 4.0 ± 0.2 | 1838 ± 22 |
| INZEA_25ASF_1J | 56 ± 2 | 3.5 ± 0.1 | 2555 ± 61 |
| INZEA_10ASC | 47 ± 2 | 4.0 ± 0.3 | 1699 ± 32 |
| INZEA_10ASC_5MLO | 38 ± 2 | 5.4 ± 0.6 | 1300 ± 33 |
| INZEA_10ASC_1J | 47 ± 2 | 4.2 ± 0.4 | 1653 ± 24 |
| INZEA_25ASC | 47 ± 2 | 3.0 ± 0.2 | 2392 ± 77 |
| INZEA_25ASC _5MLO | 35 ± 1 | 3.5 ± 0.1 | 1732 ± 7 |
| INZEA_25ASC _1J | 53 ± 1 | 3.7 ± 0.2 | 2394 ± 25 |
| Formulation | Tonset (°C) | Tpeak1 (°C) | Tpeak2 (°C) |
|---|---|---|---|
| INZEA | 324 ± 1 | 351 ± 2 | 385 ± 1 |
| INZEA_25ASF | 280 ± 2 | 311 ± 2 | 391 ± 2 |
| INZEA_25ASF_5MLO | 285 ± 2 | 328 ± 2 | 388 ± 3 |
| INZEA_25ASF_1J | 285 ± 1 | 329 ± 1 | 390 ± 2 |
| INZEA_25ASC | 275 ± 2 | 334 ± 1 | 390 ± 2 |
| INZEA_25ASC _5MLO | 275 ± 3 | 341 ± 3 | 392 ± 4 |
| INZEA_25ASC _1J | 291 ± 3 | 339 ± 2 | 390 ± 3 |
| Day | TGA | DSC (2nd Heating) | ||||||
|---|---|---|---|---|---|---|---|---|
| Tpeak1 (°C) | Tpeak2 (°C) | Tm1 (°C) * | ΔHm1 (J/g) * | Tm2 (°C) ** | ΔHm2 (J/g) ** | Tg (°C) | ||
| DAY 0 | INZEA | 353.7 ± 4.0 ab | 390.7 ± 1.5 a | 112.3 ± 0.5 a | 35.0 ± 0.9 a | 168.4 ± 3.7 a | 9.3 ± 1.8 a | 47.2 ± 0.6 a |
| INZEA_10ASF | 355.7 ± 1.2 a | 392.7 ± 0.6 a | 113.6 ± 0.3 b | 30.3 ± 0.5 bc | 170.2 ± 0.2 a | 12.6 ± 0.2 bc | 45.3 ± 0.1 a | |
| INZEA_10ASC | 339.9 ± 6.0 cd | 381.7 ± 11.3 a | 113.3 ± 0.1 b | 33.6 ± 1.5 ab | 170.2 ± 0.1 a | 13.5 ± 0.5 c | 45.2 ± 0.6 a | |
| INZEA_25ASF | 331.0 ± 2.0 d | 388.7 ± 0.6 a | 113.7 ± 0.2 b | 25.6 ± 1.7 d | 169.8 ± 0.2 a | 10.7 ± 0.2 ab | 45.8 ± 0.3 a | |
| INZEA_25ASC | 345.0 ± 1.0 bc | 393.3 ± 1.2 a | 114.0 ± 0.1 b | 28.9 ± 2.0 dc | 170.2 ± 0.2 a | 11.3 ± 1.0 abc | 45.9 ± 0.4 a | |
| DAY 15 | INZEA | 290.7 ± 1.5 ab | 394.3 ± 2.1 a | 113.6 ± 0.3 a | 37.5 ± 1.1 a | 165.9 ± 0.7 a | 10.0 ± 0.3 a | 50.0 ± 0.2 a |
| INZEA_10ASF | 297.5 ± 5.2 b | 393.3 ± 0.7 a | 113.7 ± 0.2 a | 35.6 ± 0.2 ab | 164.3 ± 2.0 a | 9.8 ± 1.2 a | 45.2 ± 0.2 a | |
| INZEA_10ASC | 293.3 ± 1.5 ab | 394.0 ± 1.0 a | 113.7 ± 0.2 a | 38.2 ± 1.1 a | 166.5 ± 0.2 a | 10.3 ± 0.5 a | 44.9 ± 0.3 a | |
| INZEA_25ASF | 306.0 ± 5.6 c | 388.7 ± 0.6 b | 113.3 ± 0.1 a | 29.6 ± 0.3 c | 159.9 ± 0.9 ab | 5.5 ± 0.7 b | 45.4 ± 0.2 a | |
| INZEA_25ASC | 286.0 ± 1.0 a | 391.7 ± 1.5 ab | 112.7 ± 0.1 b | 31.3 ± 3.6 bc | 150.0 ± 0.4 c | 4.5 ± 0.5 b | 45.4 ± 0.2 a | |
| DAY 28 | INZEA | 300.3 ± 0.6 a | 393.3 ± 0.6 a | 113.6 ± 0.1 a | 41.4 ± 0.8 a | 166.1 ± 0.6 a | 5.2 ± 3.3 a | 45.2 ± 0.2 a |
| INZEA_10ASF | 287.3 ± 1.2 b | 391.8 ± 1.3 ab | 113.7 ± 0.2 a | 37.6 ± 0.4 a | 166.2 ± 0.4 a | 4.5 ± 0.6 a | 45.5 ± 0.3 ab | |
| INZEA_10ASC | 299.7 ± 1.2 a | 393.3 ± 0.6 a | 113.8 ± 0.3 a | 39.9 ± 0.6 a | 166.3 ± 0.8 a | 6.2 ± 2.4 a | 45.5 ± 0.3 ab | |
| INZEA_25ASF | 271.3 ± 5.8 c | 394.0 ± 1.0 a | 110.9 ± 0.7 b | 50.2 ± 2.1 b | n.d. | n.d. | 44.9 ± 0.2 a | |
| INZEA_25ASC | 275.3 ± 2.1c | 389.7 ± 0.6 b | 112.0 ± 0.2 c | 40.0 ± 4.0 a | n.d. | n.d. | 45.9 ± 0.2 b | |
| DAY 40 | INZEA | 298.0 ± 3.6 a | 394.3 ± 2.1 a | 113.6 ± 0.2a | 44.1 ± 0.1 a | 166.6 ± 0.2 a | 13.4 ± 0.6 a | 44.3 ± 0.2 a |
| INZEA_10ASF | 287.3 ± 3.2 b | 393.3 ± 0.6 a | 113.2 ± 0.1 ab | 41.1 ± 0.3 a | 167.0 ± 2.8 a | 4.5 ± 2.9 b | 46.6 ± 0.1 b | |
| INZEA_10ASC | 287.7 ± 3.2 b | 392.7 ± 0.6 a | 113.3 ± 0.1 ab | 40.9 ± 2.9 a | 166.9 ± 2.6 a | 5.5 ± 1.0 b | 45.0 ± 0.1 c | |
| INZEA_25ASF | n.d. | 382.7 ± 1.2 b | 112.9 ± 0.3 b | 38.7 ± 1.1 a | n.d. | n.d. | n.d. | |
| INZEA_25ASC | n.d. | 389.0 ± 1.0 c | 112.3 ± 0.3 c | 44.6 ± 5.3 a | n.d. | n.d. | n.d. | |
| DAY 69 | INZEA | 292.3 ± 6.7 a | 392.7 ± 2.1 a | 111.5 ± 0.4 ab | 47.4 ± 3.0 a | 144.8 ± 2.1 a | 4.1 ± 1.3 a | 44.8 ± 0.3 a |
| INZEA_10ASF | 286.3 ± 2.5 a | 392.3 ± 1.5 a | 110.9 ± 0.3 a | 42.0 ± 0.8 a | 151.7 ± 4.7 a | 3.9 ± 0.6 a | 44.5 ± 0.3 a | |
| INZEA_10ASC | 283.3 ± 3.8 a | 391.0 ± 1.7 a | 111.7 ± 0.7 a | 50.0 ± 7.2 a | 144.9 ± 2.6 a | 4.0 ± 0.6 a | 45.0 ± 0.2 a | |
| INZEA_25ASF | n.d. | 382.3 ± 0.6 b | 111.1 ± 0.1 ab | 39.5 ± 0.4 a | n.d. | n.d. | n.d. | |
| INZEA_25ASC | n.d. | 391.7 ± 1.5 a | 112.6 ± 0.1 b | 45.6 ± 7.4 a | n.d. | n.d. | n.d. | |
| DAY 90 | INZEA | 284.7 ± 4.7 a | 392.3 ± 1.2 a | 108.9 ± 0.9 a | 46.0 ± 0.8 a | 142.4 ± 0.8 a | 5.4 ± 0.3 a | 44.8 ± 0.1 a |
| INZEA_10ASF | 281.7 ± 1.2 a | 388.7 ± 0.6 a | 110.6 ± 0.5 ab | 42.8 ± 4.4 ab | n.d. | n.d. | n.d. | |
| INZEA_10ASC | 276.7 ± 3.2 a | 392.7 ± 0.6 a | 109.7 ± 1.5 ab | 35. ± 3.4 bc | n.d. | n.d. | n.d. | |
| INZEA_25ASF | n.d. | 374.3 ± 0.6 b | 110.6 ± 0.3 ab | 32.0 ± 2.5 c | n.d. | n.d. | n.d. | |
| INZEA_25ASC | n.d. | 384.3 ± 6.4 a | 111.8 ± 0.3 b | 40.9 ± 5.6 abc | n.d. | n.d. | n.d. | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramos, M.; Dominici, F.; Luzi, F.; Jiménez, A.; Garrigós, M.C.; Torre, L.; Puglia, D. Effect of Almond Shell Waste on Physicochemical Properties of Polyester-Based Biocomposites. Polymers 2020, 12, 835. https://doi.org/10.3390/polym12040835
Ramos M, Dominici F, Luzi F, Jiménez A, Garrigós MC, Torre L, Puglia D. Effect of Almond Shell Waste on Physicochemical Properties of Polyester-Based Biocomposites. Polymers. 2020; 12(4):835. https://doi.org/10.3390/polym12040835
Chicago/Turabian StyleRamos, Marina, Franco Dominici, Francesca Luzi, Alfonso Jiménez, Maria Carmen Garrigós, Luigi Torre, and Debora Puglia. 2020. "Effect of Almond Shell Waste on Physicochemical Properties of Polyester-Based Biocomposites" Polymers 12, no. 4: 835. https://doi.org/10.3390/polym12040835
APA StyleRamos, M., Dominici, F., Luzi, F., Jiménez, A., Garrigós, M. C., Torre, L., & Puglia, D. (2020). Effect of Almond Shell Waste on Physicochemical Properties of Polyester-Based Biocomposites. Polymers, 12(4), 835. https://doi.org/10.3390/polym12040835