
Research on Low-Cycle Fatigue Engineered Hybrid Sandwich Ski Construction

 , ,
, ,  , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
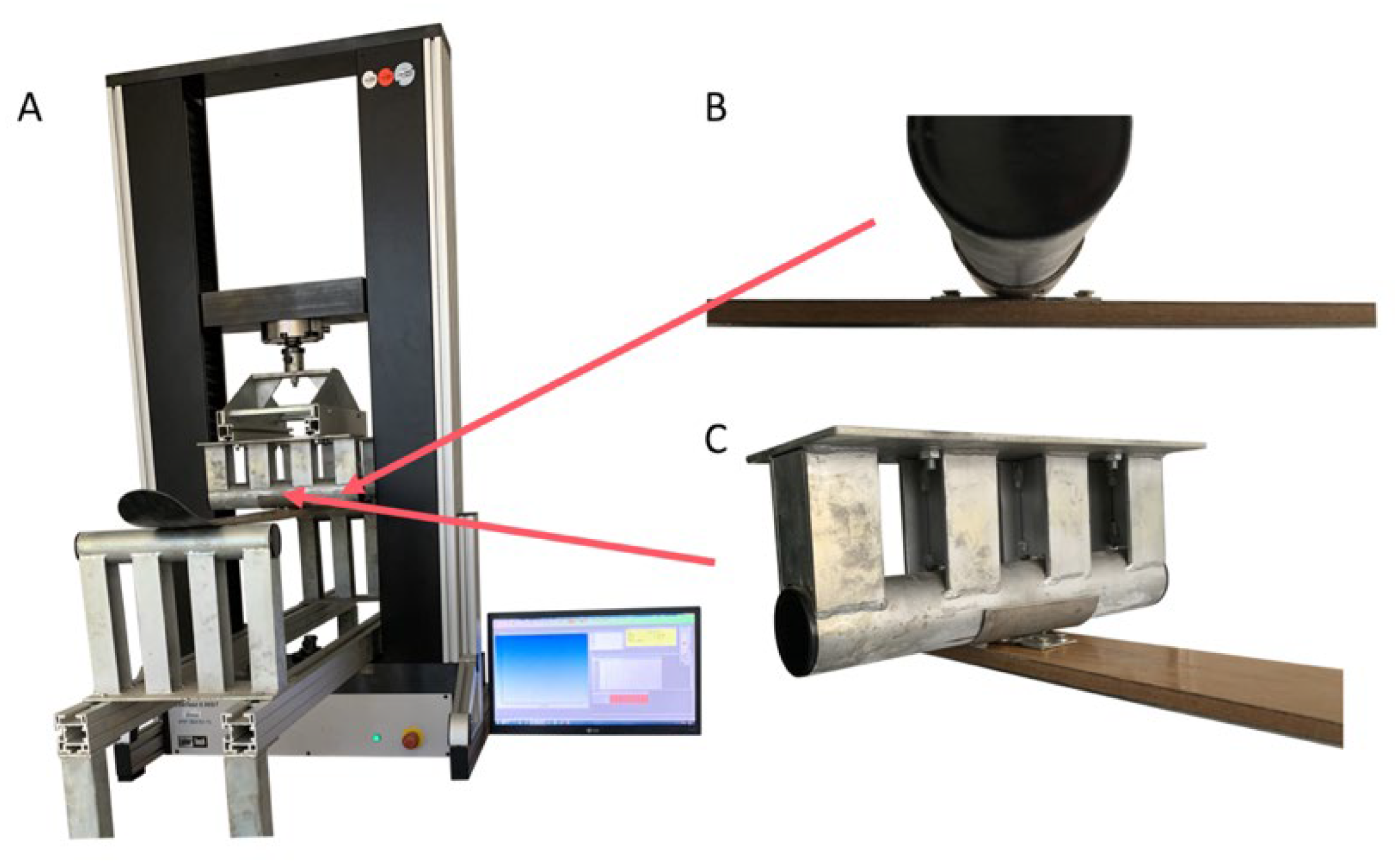
2.2. Methods
3. Results and Discussion
4. Conclusions
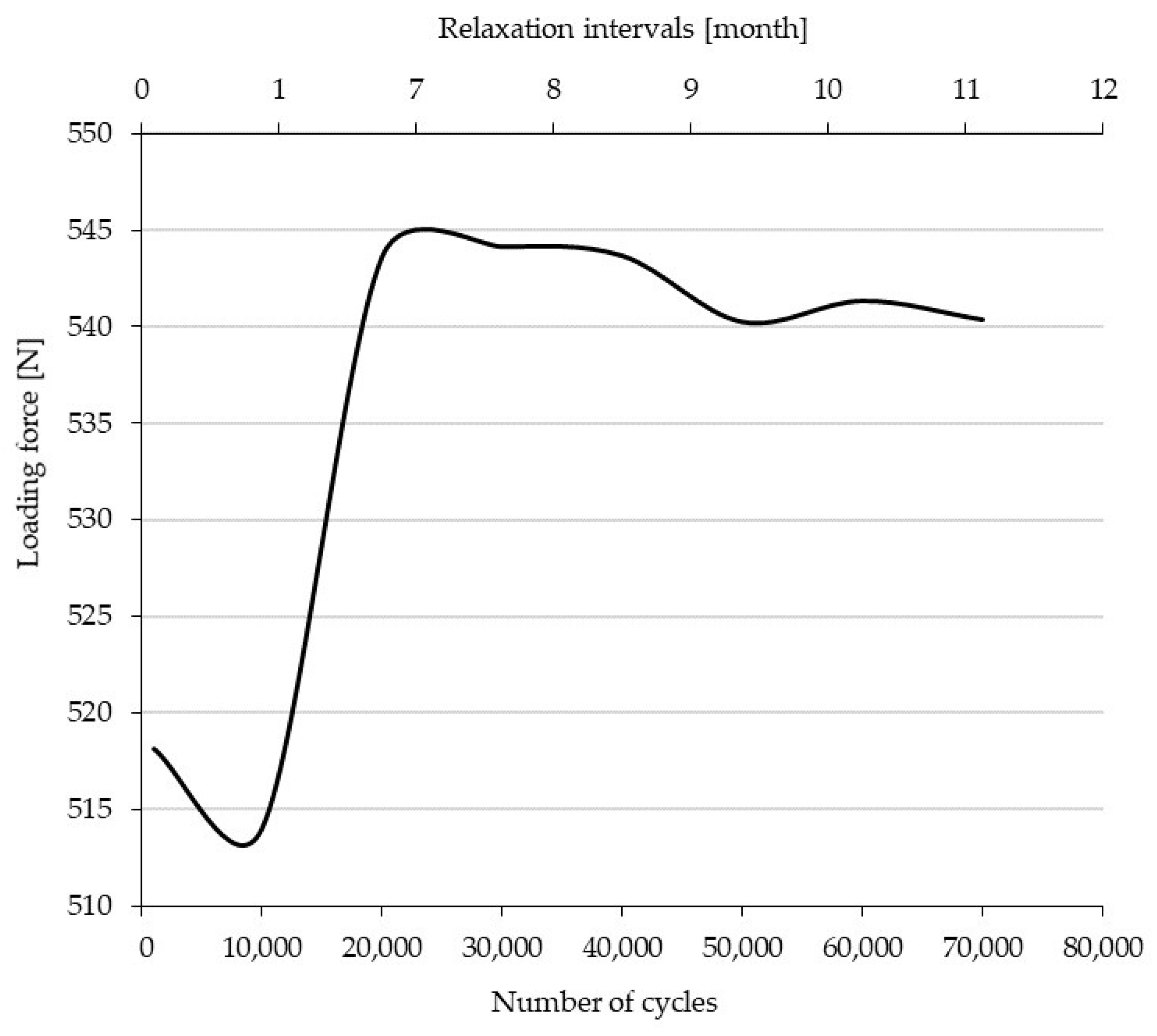
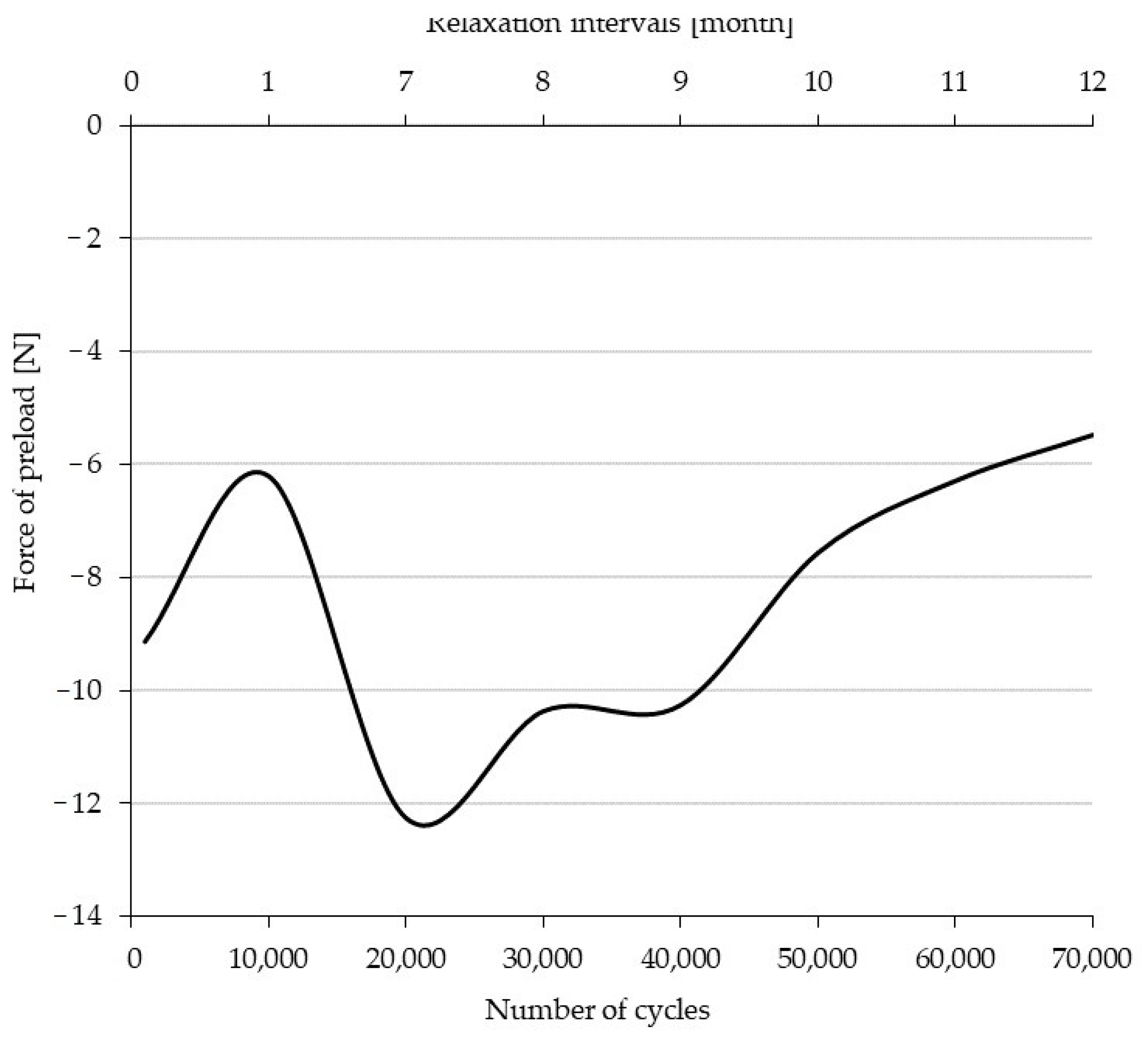
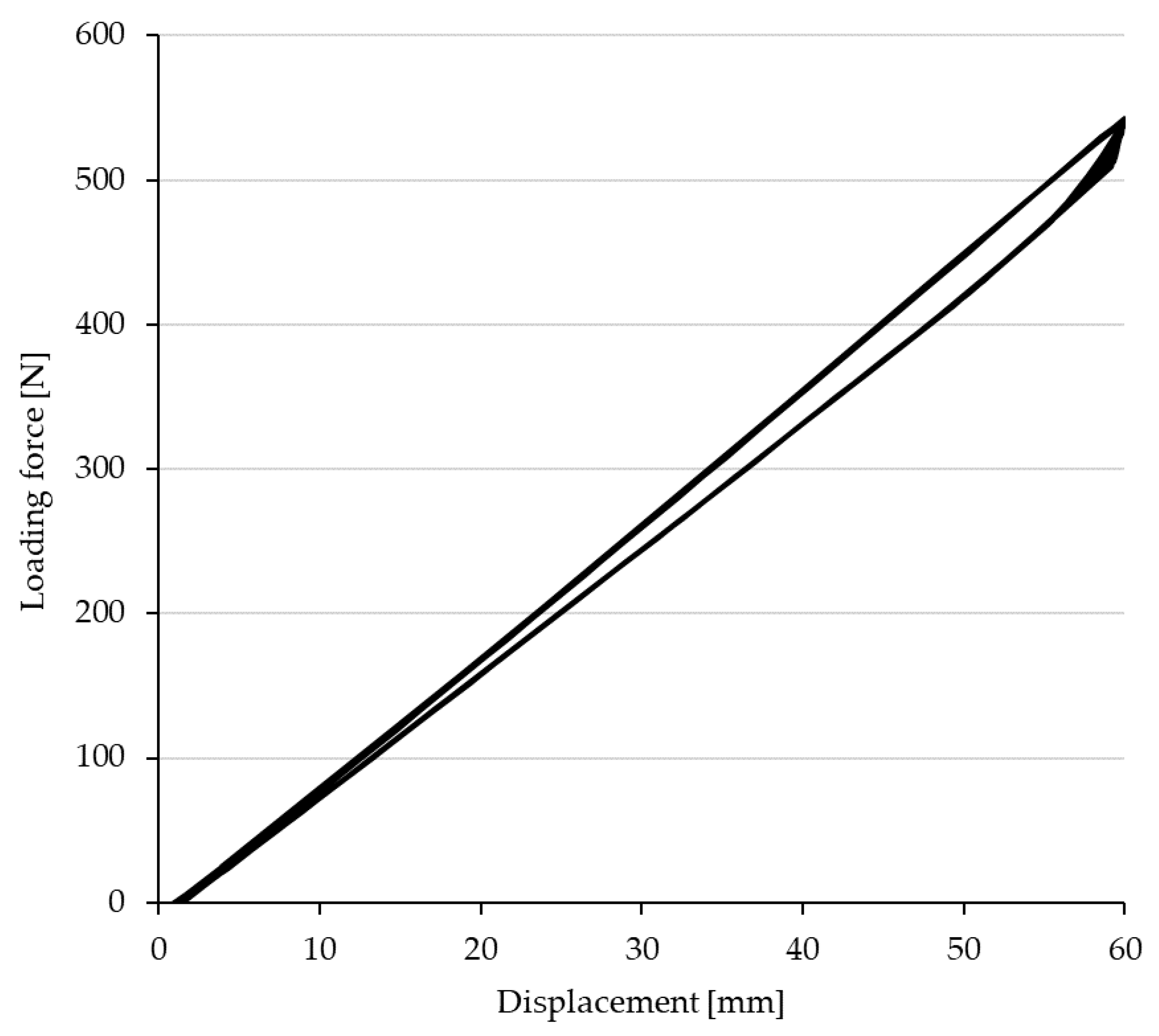
- In the 20,000th cycle, the ski was stiffened at a deflection of up to 60 mm, i.e., a self-reinforcing process. This stiffening was maintained with a slight decrease to 70,000 cycles to 540.4 ± 0.8 N. Additionally, at 20,000 cycles, the largest decrease in the force of the preload at the 0 mm position relative to the set value was 12.2 ± 0.9 N, i.e., a decrease in flexibility. As the number of cycles increases, the force of the preload value returns to the baseline value, with a decrease of only 5.5 ± 0.8 N at 70,000 cycles.
- The results show that the ski retains its strength and elasticity under cyclic loading and no permanent deformation occurs, but it is important to consider the relaxation time of the ski. Longer relaxation times can affect the ski’s performance. This can be avoided by determining the storage conditions. To specify the correct conditions, the ski to be tested should be subjected to further research.
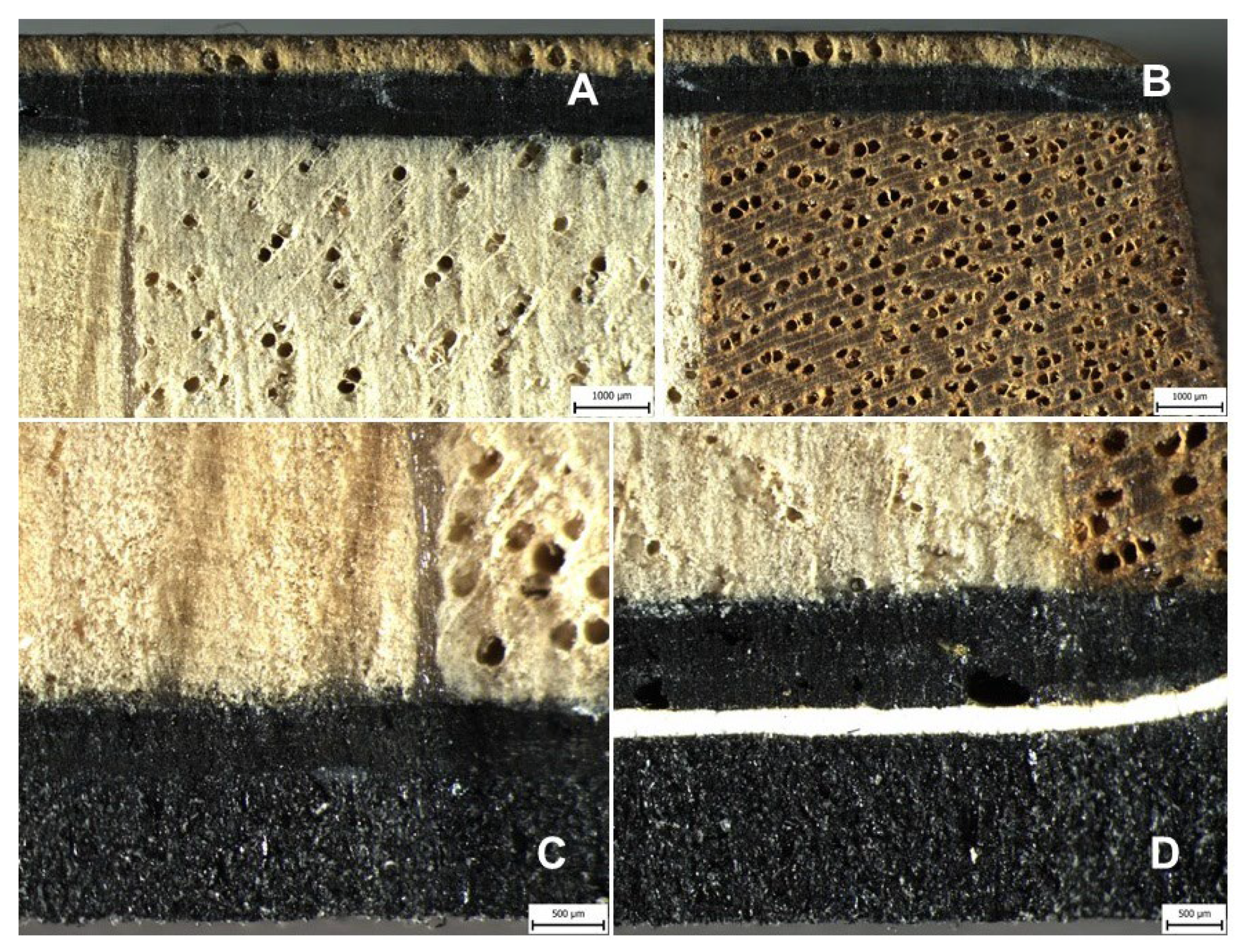
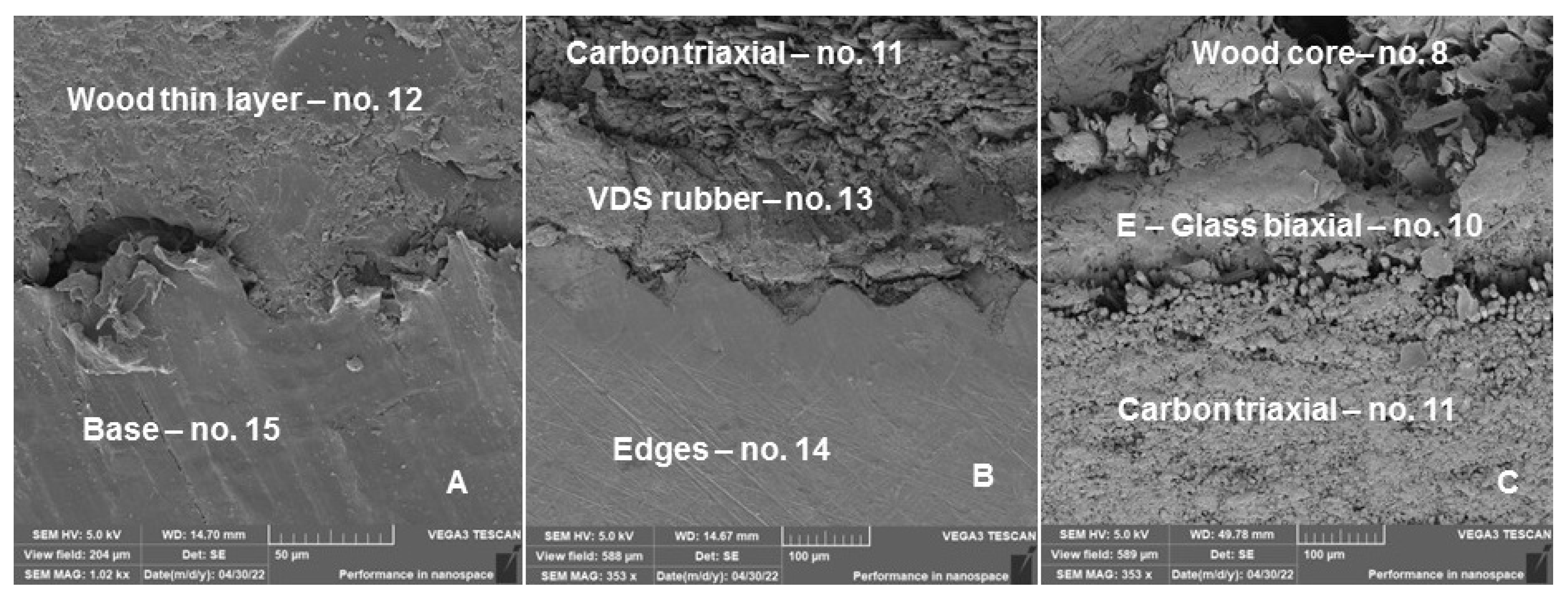
- Visual inspection of the sandwich hybrid construction of the ski revealed no visible delamination associated with the surface layers of the tested ski or change in shape. Using optical analysis, local delamination between the wood core and the composite layers E-Glass biaxial and carbon triaxial was demonstrated in the cross section. In addition, cohesive failure of the wood core was detected. This local delamination did not significantly affect the integrity of the hybrid sandwich construction of the tested ski. Another significant conclusion from the image analysis is that there was no damage to the adhesive bonds between most of the different materials used in the hybrid sandwich construction of the ski due to low-cycle fatigue. Particularly, there was no damage between the base, edges and other layers, which are necessary for the safe use of the ski and are in direct interaction with the slope.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bregant, L.; Nicoli, M. Modeling, testing and modification on a high performances ski. In Proceedings of the 2004 International Conference on Noise and Vibration Engineering, ISMA, Leuven, Belgium, 20–22 September 2004; Sage Publications, Inc.: Thousand Oaks, CA, USA, 2004; Volume 38, pp. 1685–1695. [Google Scholar]
- Grewal, D.; Lund, C.; Rossetter, E. Experimental measurement of selected snowboard mechanical properties. J. ASTM Int. 2006, 3, 1–7. [Google Scholar] [CrossRef]
- Kelly, G. Quasi-static strength and fatigue life of hybrid (bonded/bolted) composite single-lap joints. Compos. Struct. 2006, 72, 119–129. [Google Scholar] [CrossRef]
- Pothan, L.; Potschke, P.; Habler, R.; Thomas, S. The static and dynamic mechanical properties of banana and glass fiber woven fabric-reinforced polyester composite. J. Compos. Mater. 2005, 39, 1007–1025. [Google Scholar] [CrossRef]
- Sadasivuni, K.K.; Saha, P.; Adhikari, J.; Deshmukh, K.; Ahamed, M.B.; Cabibihan, J.J. Recent advances in mechanical properties of biopolymer composites: A review. Polym. Compos. 2020, 41, 32–59. [Google Scholar] [CrossRef]
- Müller, M.; Šleger, V.; Kolář, V.; Hromasová, M.; Piš, D.; Mishra, R.K. Low-Cycle Fatigue Behavior of 3D-Printed PLA Reinforced with Natural Filler. Polymers 2022, 14, 1301. [Google Scholar] [CrossRef]
- Castanie, B.; Bouvet, C.; Ginot, M. Review of composite sandwich structure in aeronautic applications. Compos. Part C Open Access 2020, 1, 100004. [Google Scholar] [CrossRef]
- Greń, K.; Szatkowski, P.; Chłopek, J. Characteristics of failure mechanism and shear strength of sandwich composites. Compos. Theory Pract. 2016, 16, 255–259. [Google Scholar]
- Zavrtálek, J.; Müller, M.; Šléger, V. Low-cyclic fatigue test of adhesive bond reinforced with glass fibre fabric. Agron. Res. 2016, 14, 1138–1146. [Google Scholar]
- Kolář, V.; Müller, M.; Mishra, R.; Rudawska, A.; Šleger, V.; Tichý, M.; Hromasová, M.; Valášek, P. Quasi-static tests of hybrid adhesive bonds based on biological reinforcement in the form of eggshell microparticles. Polymers 2020, 12, 1391. [Google Scholar] [CrossRef]
- Hashim, N.; Majid, D.L.A.; Mahdi, E.S.; Zahari, R.; Yidris, N. Effect of fiber loading directions on the low cycle fatigue of intraply carbon-Kevlar reinforced epoxy hybrid composites. Compos. Struct. 2019, 212, 476–483. [Google Scholar] [CrossRef]
- Harik, V.M.; Klinger, J.R.; Bogetti, T.A. Low-cycle fatigue of unidirectional composites: Bi-linear S-N curves. Int. J. Fatigue 2002, 24, 455–462. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, X.; Chen, S.; Wu, Z. Static and fatigue behavior of basalt fiber-reinforced thermoplastic epoxy composites. J. Compos. Mater. 2019, 54, 2389–2398. [Google Scholar] [CrossRef]
- Hafiz, T.A.; Abdel Wahab, M.M.; Crocombe, A.D.; Smith, P.A. Mixed-mode fracture of adhesively bonded metallic joints under quasi-static loading. Eng. Fract. Mech. 2010, 77, 3434–3445. [Google Scholar] [CrossRef] [Green Version]
- Smith, G.A. Biomechanics of Crosscountry Skiing. Sport. Med. 1990, 9, 273–285. [Google Scholar] [CrossRef]
- Cignetti, F.; Schena, F.; Mottet, D.; Rouard, A. A limit-cycle model of leg movements in cross-country skiing and its adjustments with fatigue. Hum. Mov. Sci. 2010, 29, 590–604. [Google Scholar] [CrossRef]
- Tichý, M.; Kolář, V.; Müller, M.; Mishra, R.K.; Šleger, V.; Hromasová, M. Quasi-static shear test of hybrid adhesive bonds based on treated cotton-epoxy resin layer. Polymers 2020, 12, 2945. [Google Scholar] [CrossRef]
- Müller, M.; Valášek, P.; Rudawska, A. Mechanical properties of adhesive bonds reinforced with biological fabric. J. Adhes. Sci. Technol. 2017, 31, 1859–1871. [Google Scholar] [CrossRef]
- Miturska, I.; Rudawska, A.; Müller, M.; Valášek, P. The influence of modification with natural fillers on the mechanical properties of epoxy adhesive compositions after storage time. Materials 2020, 13, 291. [Google Scholar] [CrossRef] [Green Version]
- Antonio Travieso-Rodriguez, J.; Zandi, M.D.; Jerez-Mesa, R.; Lluma-Fuentes, J. Fatigue behavior of PLA-wood composite manufactured by fused filament fabrication. J. Mater. Res. Technol. 2020, 9, 8507–8516. [Google Scholar] [CrossRef]
- Auganæs, S.B.; Buene, A.F.; Klein-Paste, A. Laboratory testing of cross-country skis—Investigating tribometer precision on laboratory-grown dendritic snow. Tribol. Int. 2022, 168, 107451. [Google Scholar] [CrossRef]
- Skitour lyže FISCHER Hannibal 96 Carbon 21/22 + Stoupací Pásy—Snowpanic.cz. Available online: https://www.snowpanic.cz/skitour-lyze-fischer-hannibal-96-carbon-21-22-stoupaci-pasy_z3941/# (accessed on 26 April 2022).
- Lyže ARMADA Tracer 98 LTD 21/22—Snowpanic.cz. Available online: https://www.snowpanic.cz/lyze-armada-tracer-98-ltd-21-22_z4579/# (accessed on 26 April 2022).
- Tao, G.; Xia, Z. A non-contact real-time strain measurement and control system for multiaxial cyclic/fatigue tests of polymer materials by digital image correlation method. Polym. Test. 2005, 24, 844–855. [Google Scholar] [CrossRef]
- Tao, G.; Xia, Z. Ratcheting behavior of an epoxy polymer and its effect on fatigue life. Polym. Test. 2007, 26, 451–460. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Li, H.Y.; Wei, X.L. Uniaxial ratchetting and low-cycle fatigue failure behaviors of adhesively bonded butt-joints under cyclic tension deformation. Int. J. Adhes. Adhes. 2019, 95, 102399. [Google Scholar] [CrossRef]
- Tavodová, M.; Kalincová, D.; Kotus, M.; Pavlík, L. The Possibility of Increasing the Wearing Resistance of Mulcher Tools. Acta Technol. Agric. 2018, 21, 87–93. [Google Scholar] [CrossRef]
- Ťavodová, M.; Hnilica, R. Assessment of selected properties of treated tool surfaces examined to increase tool life time. Manuf. Technol. 2020, 20, 257–264. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
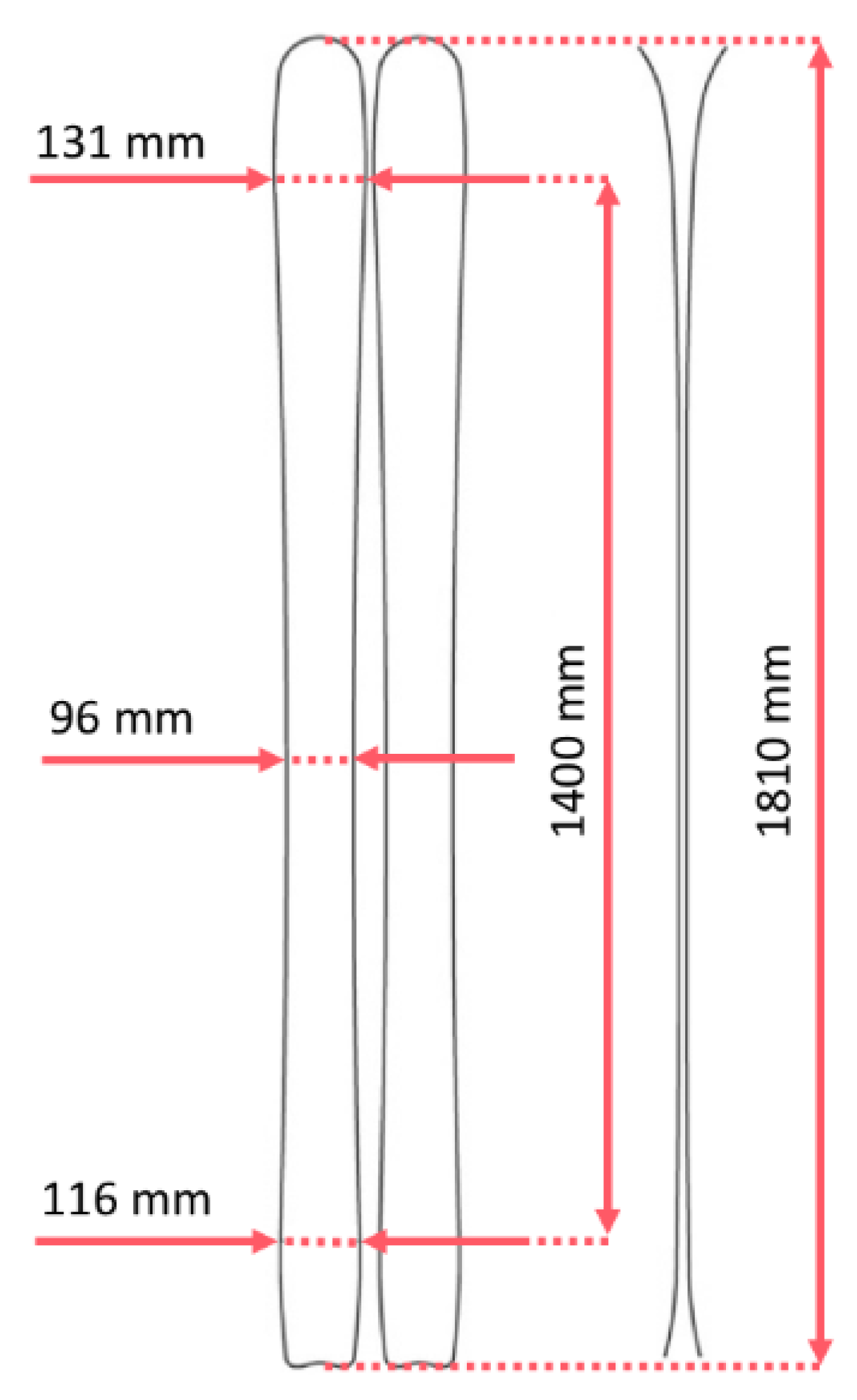
| Ski Length (cm) | Ski Width (mm) | Radius (m) | Ski Weight (g per Ski) |
|---|---|---|---|
| 181 | 131-96-116 | 21 | 1450 |
| Layer in the Ski Structure | Layer Orientation | Area Weight | Layer Position No. |
|---|---|---|---|
| - | [°] | [g × m−2] | |
| Wood topsheet | - | - | 1 |
| E–Glass biaxial | 0/90 | 100 | 2 |
| Carbon triaxial | 0/±45 | 400 | 3 |
| Carbon unidirectional | 0 | 100 | 4 |
| Carbon unidirectional | 0 | 100 | 5 |
| Carbon unidirectional | 0 | 100 | 6 |
| E–Glass biaxial | 0/90 | 100 | 7 |
| Wood core | - | - | 8 |
| Wood sidewalls | - | - | 9 |
| E–Glass biaxial | 0/90 | 100 | 10 |
| Carbon triaxial | 0/±45 | 400 | 11 |
| Wood thin layer | - | - | 12 |
| VDS rubber | - | - | 13 |
| Edges | - | - | 14 |
| Base | - | - | 15 |
| Number of Cycles (-) | Relaxation Intervals (Month) | Loading Force (60 mm Bending) (N) | Force of Preload (0 mm Bending) (N) |
|---|---|---|---|
| 1000 | 0 | 518.1 ± 5.4 | −9.1 ± 1.1 |
| 10,000 | 1 | 514.0 ± 4.2 | −6.2 ± 0.9 |
| 20,000 | 7 | 543.6 ± 1.7 | −12.2 ± 0.9 |
| 30,000 | 8 | 544.2 ± 1.0 | −10.4 ± 1.2 |
| 40,000 | 9 | 543.7 ± 1.4 | −10.2 ± 1.3 |
| 50,000 | 10 | 540.3 ± 1.7 | −7.6 ± 1.3 |
| 60,000 | 11 | 541.4 ± 0.5 | −6.3 ± 0.8 |
| 70,000 | 12 | 540.4 ± 0.8 | −5.5 ± 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Božák, T.; Müller, M.; Kolář, V.; Tichý, M.; Svobodová, J.; Michna, Š. Research on Low-Cycle Fatigue Engineered Hybrid Sandwich Ski Construction. Polymers 2022, 14, 2278. https://doi.org/10.3390/polym14112278
Božák T, Müller M, Kolář V, Tichý M, Svobodová J, Michna Š. Research on Low-Cycle Fatigue Engineered Hybrid Sandwich Ski Construction. Polymers. 2022; 14(11):2278. https://doi.org/10.3390/polym14112278
Chicago/Turabian StyleBožák, Tomáš, Miroslav Müller, Viktor Kolář, Martin Tichý, Jaroslava Svobodová, and Štefan Michna. 2022. "Research on Low-Cycle Fatigue Engineered Hybrid Sandwich Ski Construction" Polymers 14, no. 11: 2278. https://doi.org/10.3390/polym14112278
APA StyleBožák, T., Müller, M., Kolář, V., Tichý, M., Svobodová, J., & Michna, Š. (2022). Research on Low-Cycle Fatigue Engineered Hybrid Sandwich Ski Construction. Polymers, 14(11), 2278. https://doi.org/10.3390/polym14112278