
Recent Advances in Production of Ecofriendly Polylactide (PLA)–Calcium Sulfate (Anhydrite II) Composites: From the Evidence of Filler Stability to the Effects of PLA Matrix and Filling on Key Properties





Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
- PLA 4032D (supplier: NatureWorks LLC, Blair, NE, USA), is a PLA of high molecular weight and melt viscosity designed for the extrusion of films and the realization of PLA blends. It is characterized by low D-isomer content (1.4%) and a melting temperature (Tm) in the range of 155 to 170 °C and is abbreviated as PLA1.
- PLA2: PLA 3051D is an IM grade for realization of products requiring low HDT (supplier NatureWorks LLC) characterized by higher D-isomer content (i.e., 4.3%) and a Tm in the range of 150 to 165 °C, according to the technical sheet of the supplier.
- PLA3: PLA Luminy L105 (supplied by Total Corbion PLA (actually, TotalEnergies Corbion), Gorinchem, The Netherlands) is characterized by high L-isomer purity (L-isomer ≥99%, and implicit by very low content of D-isomer, <1%) and Tm of ca. 175 °C. PLA3 is a high flow PLA for spinning and IM, allowing the production of items with thin walls.
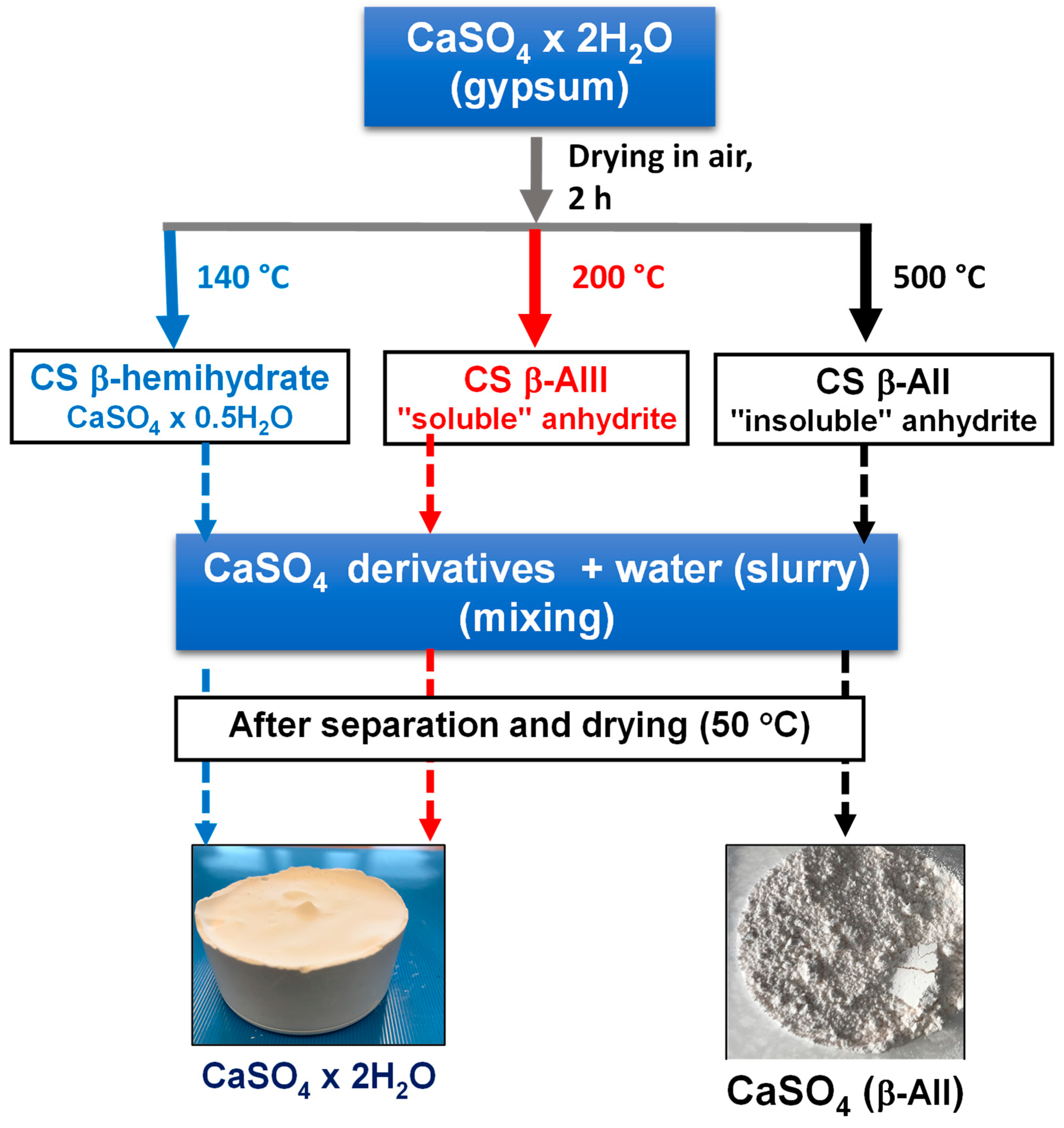
2.2. Specific Methods and Analyses to Demonstrate the Stability of AII as Filler
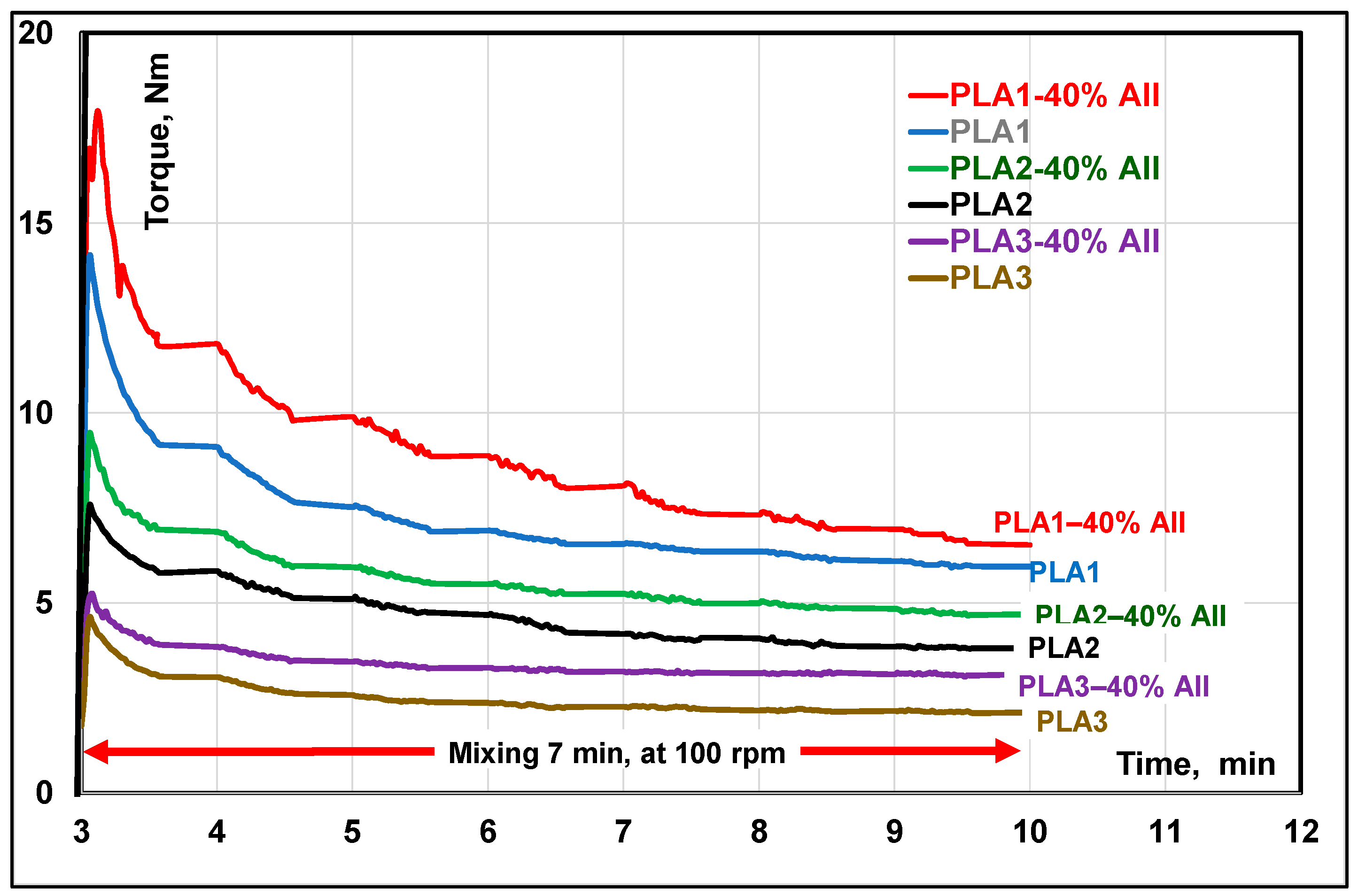
2.3. Preparation of PLA-AII Composites
2.4. Methods of Characterization
3. Results and Discussion
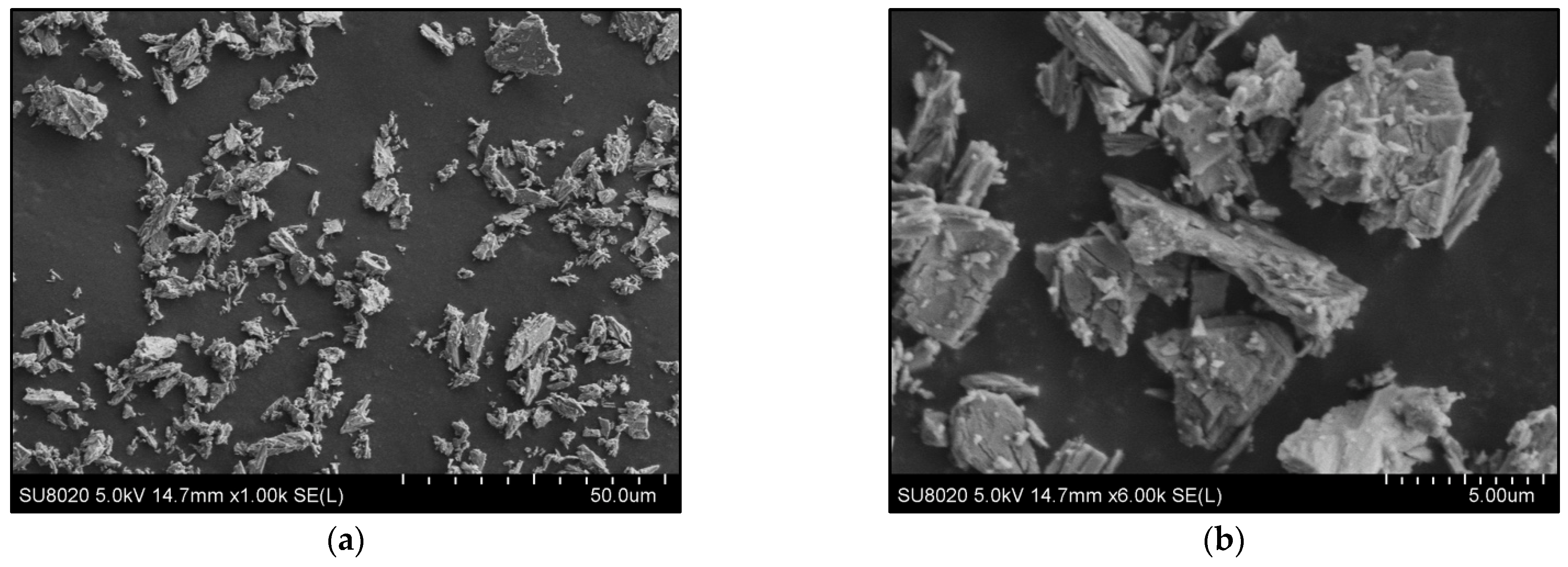
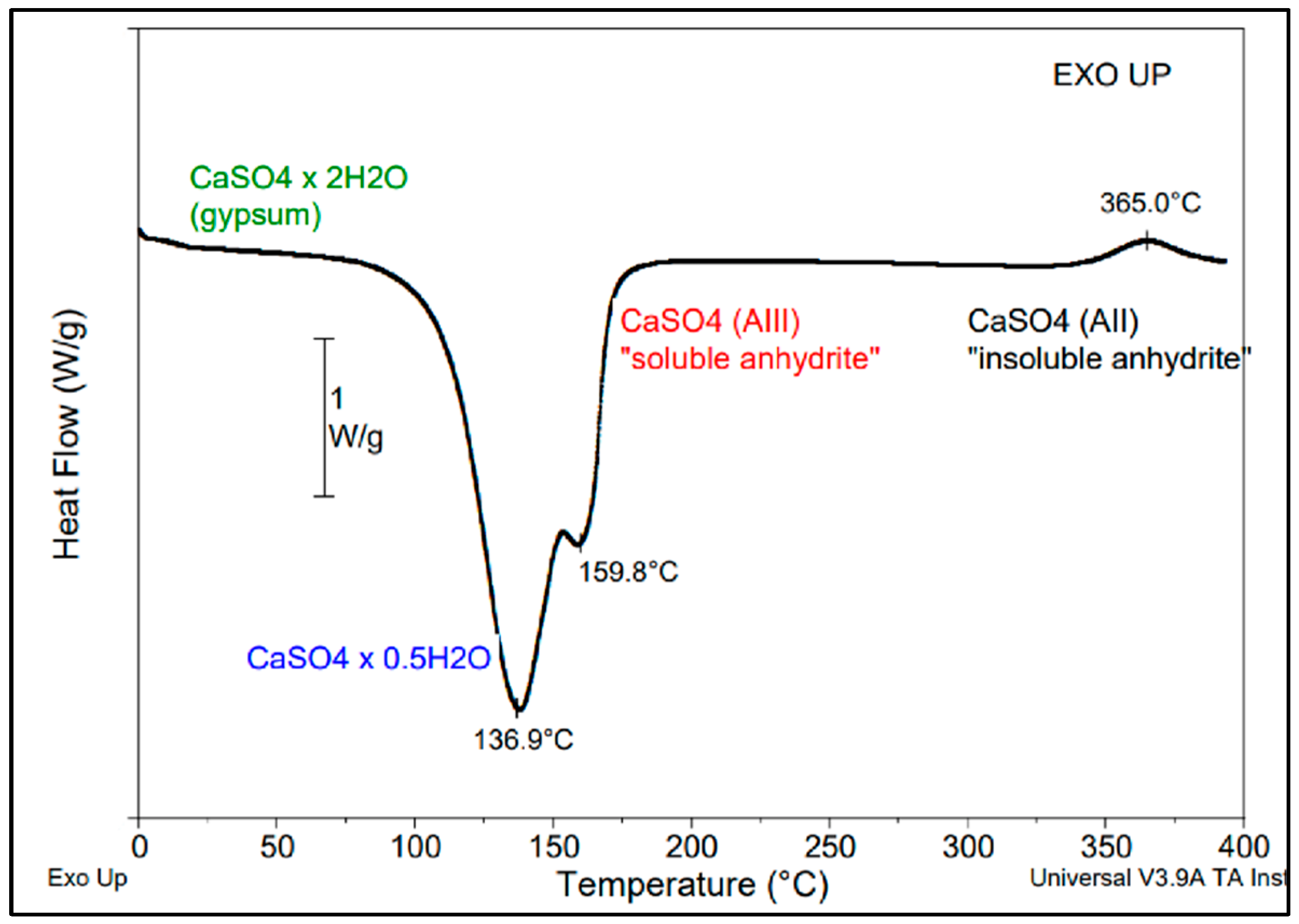
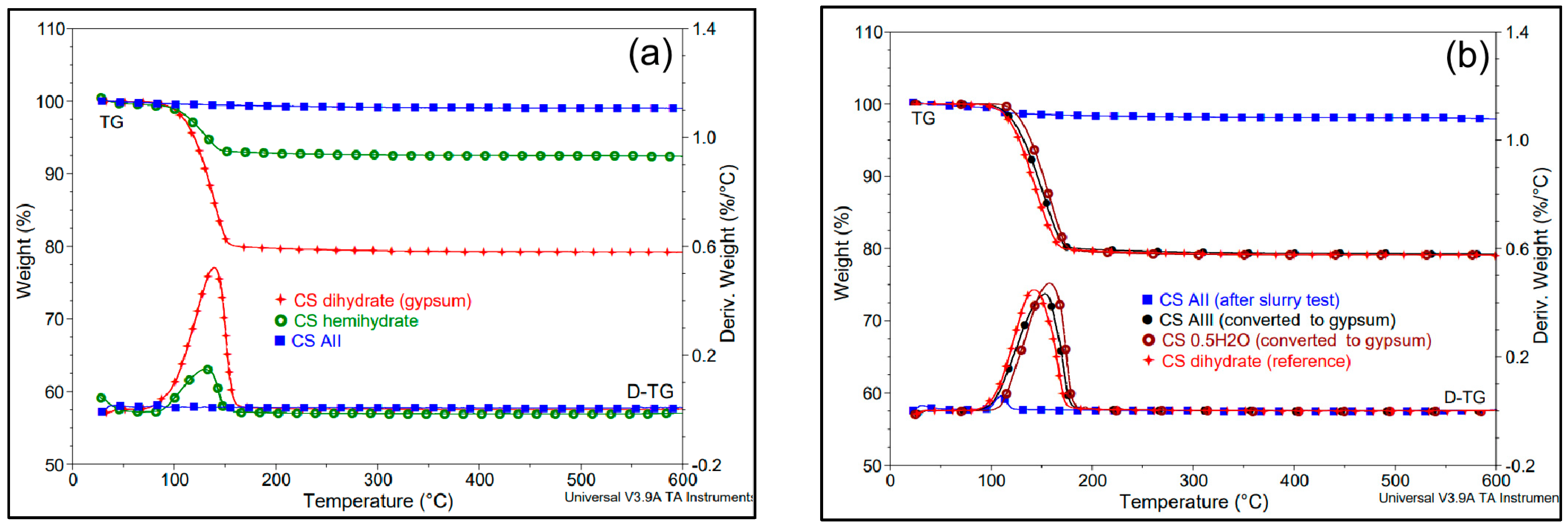
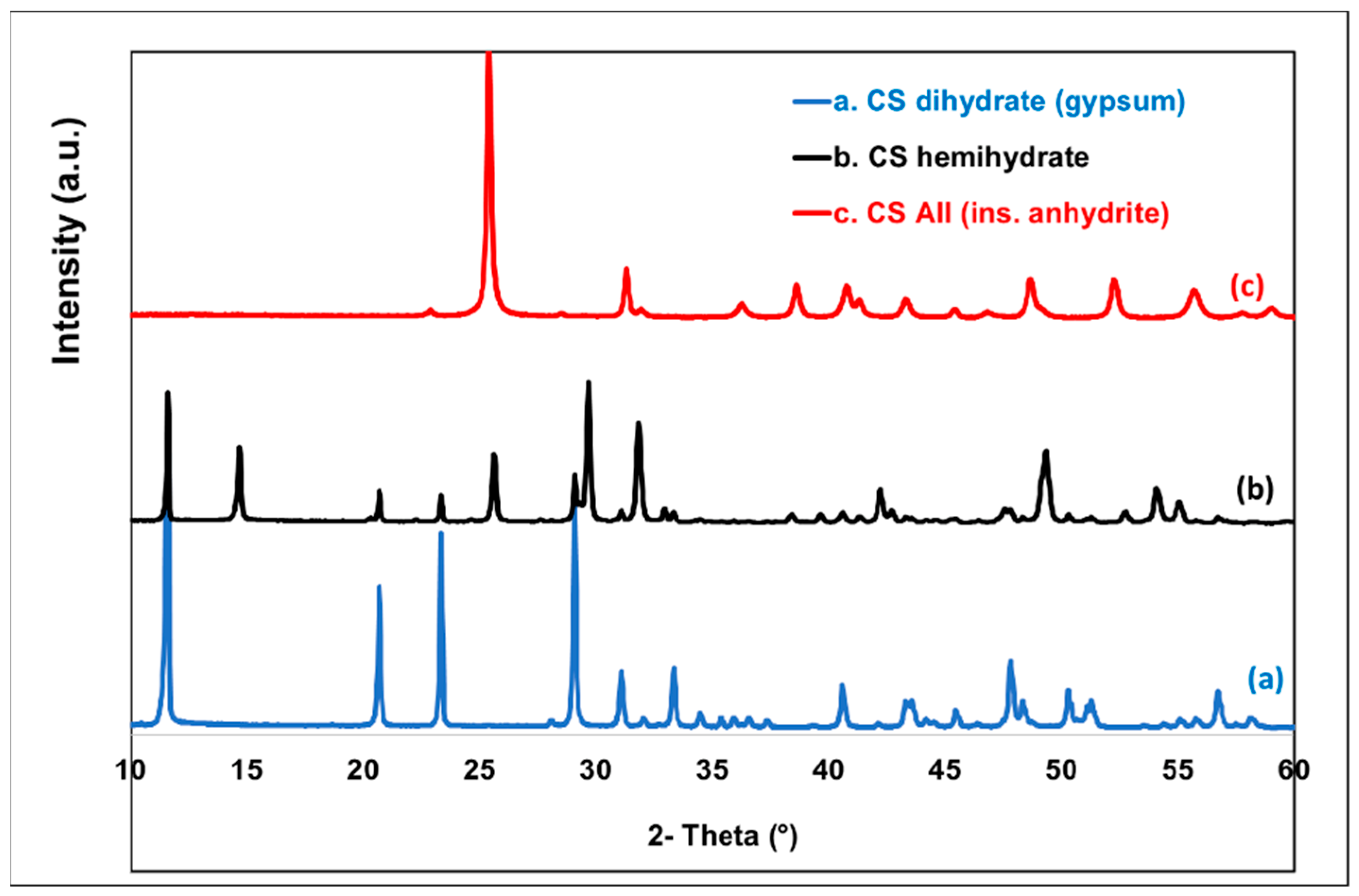
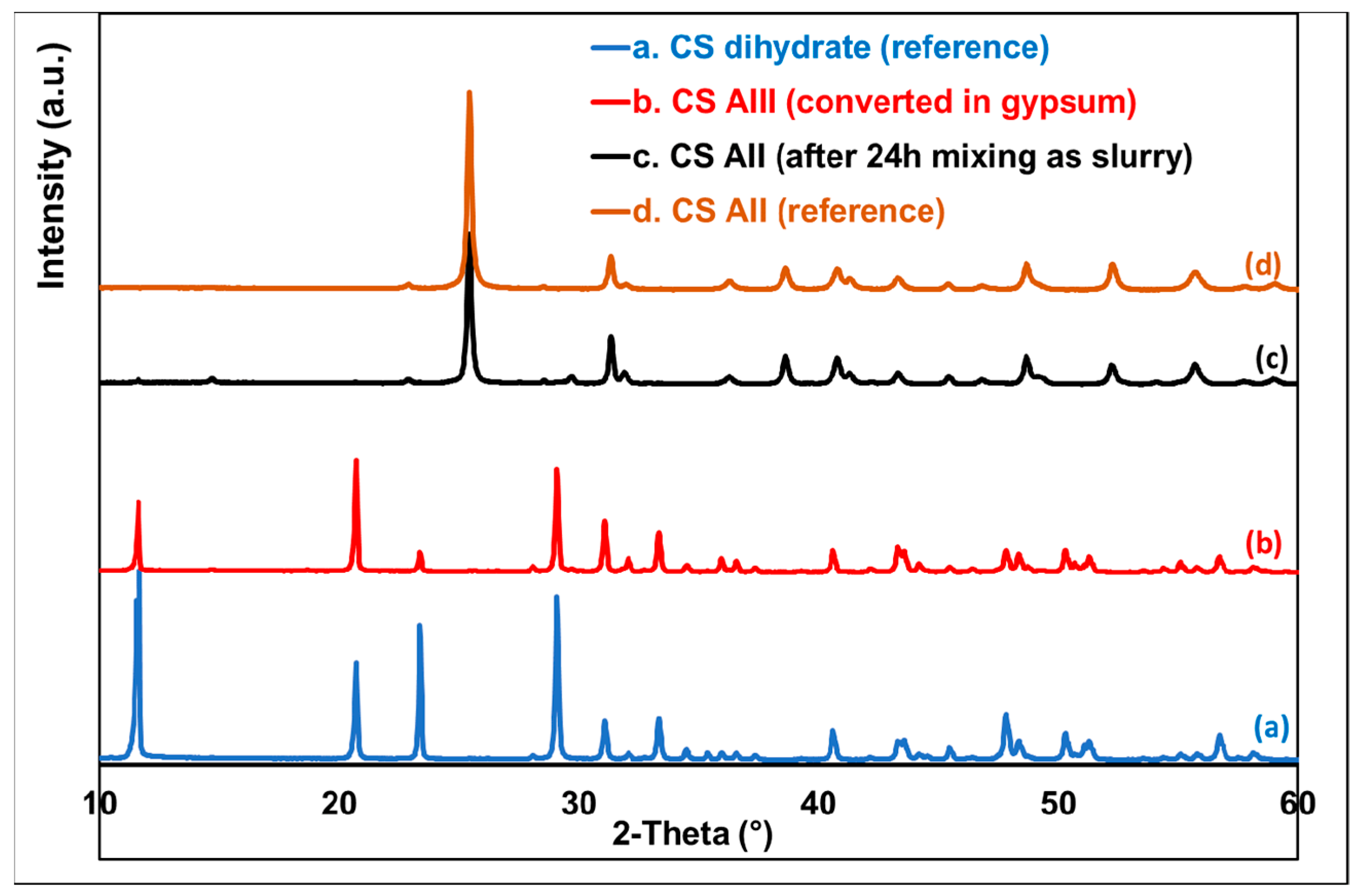
3.1. New Evidence of CS AII Stability as Filler for the Industry of Polymer Composites
3.2. Characterization of PLA−AII Composites
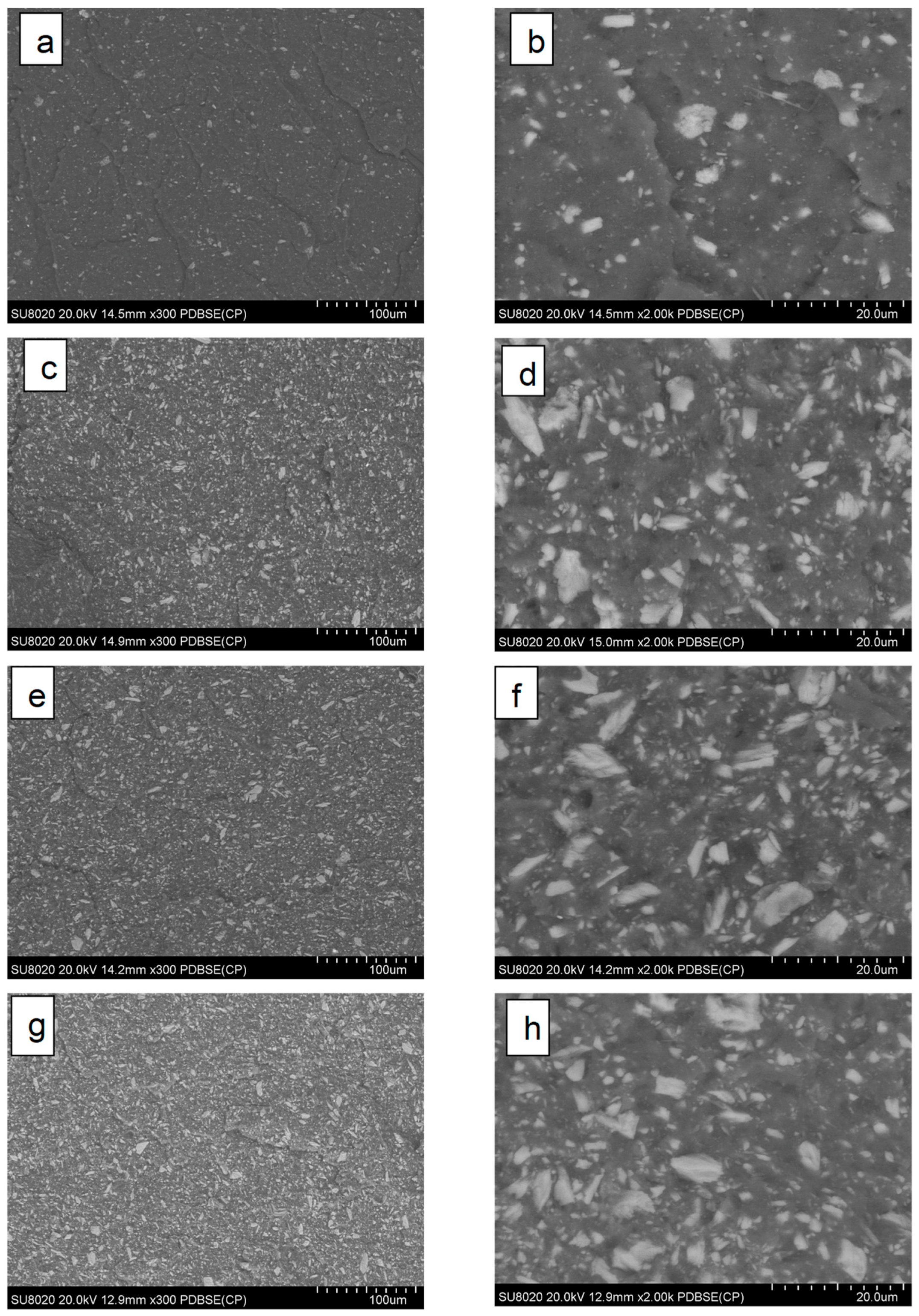
3.2.1. Morphology of PLA-AII Composites
3.2.2. Thermogravimetric Analysis (TGA)
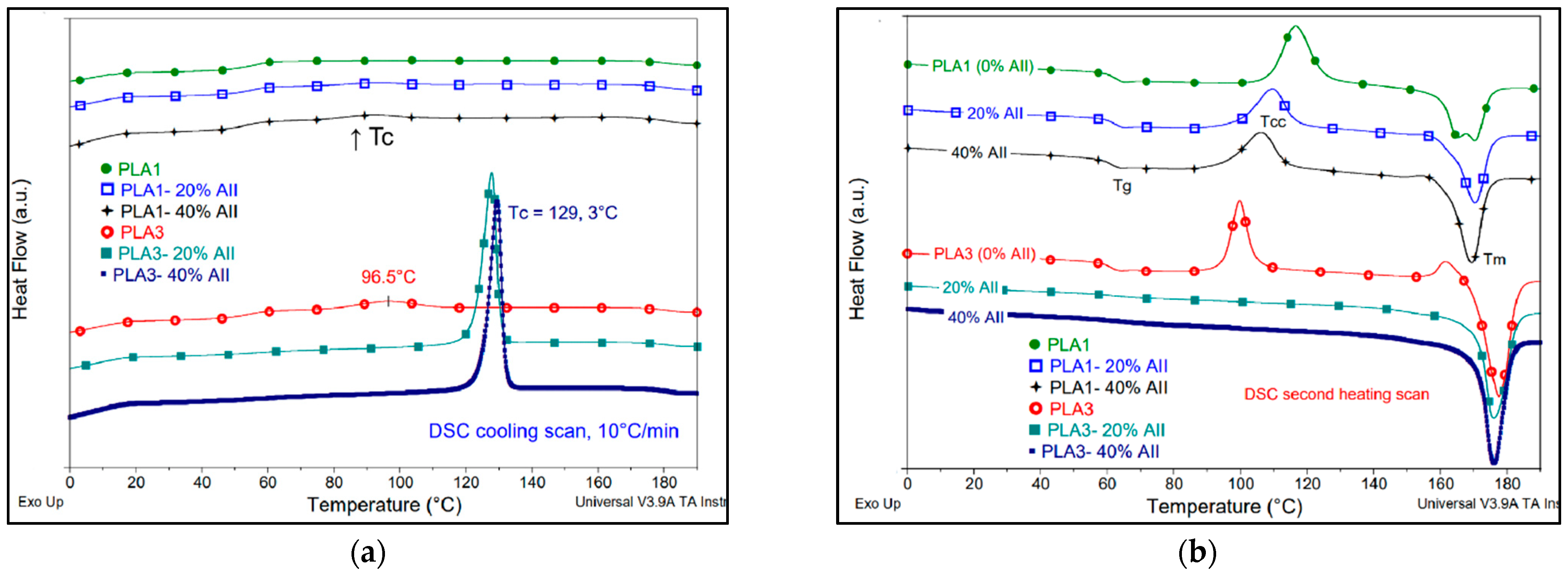
3.2.3. Differential Scanning Calorimetry (DSC)
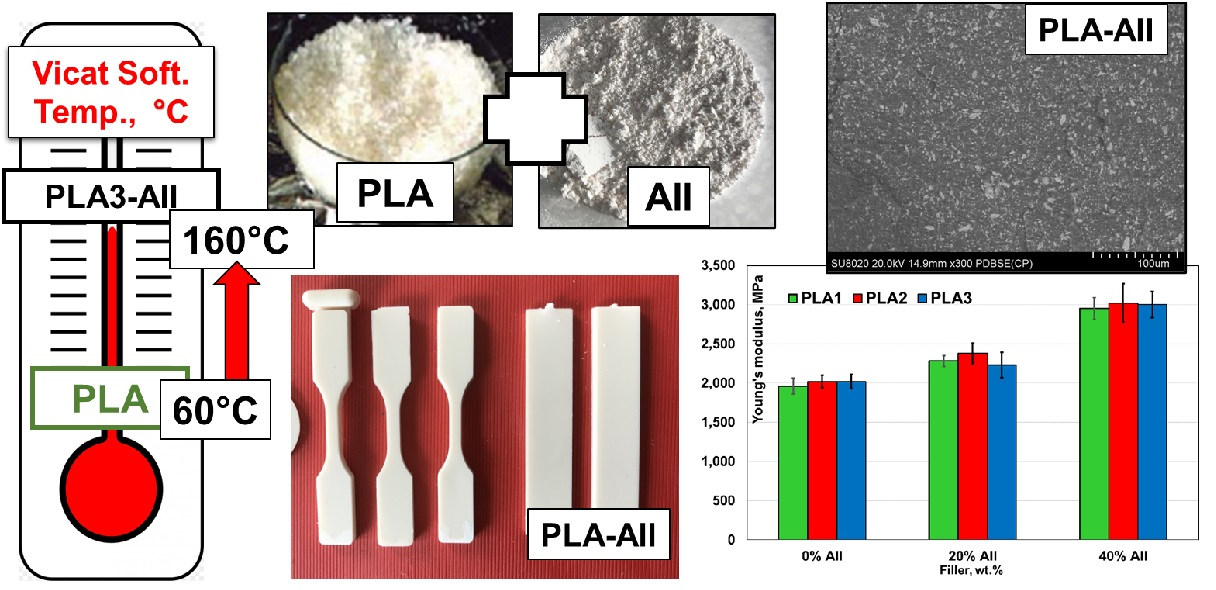
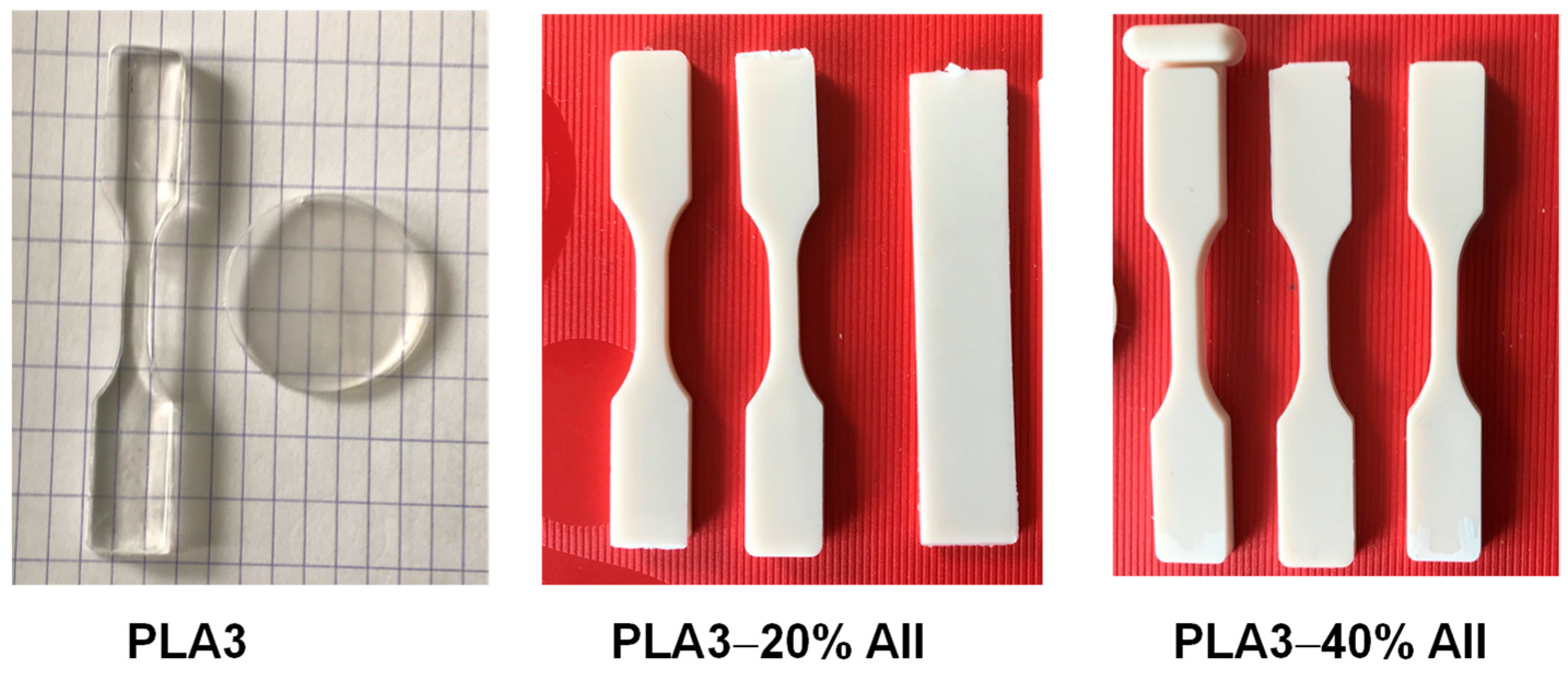
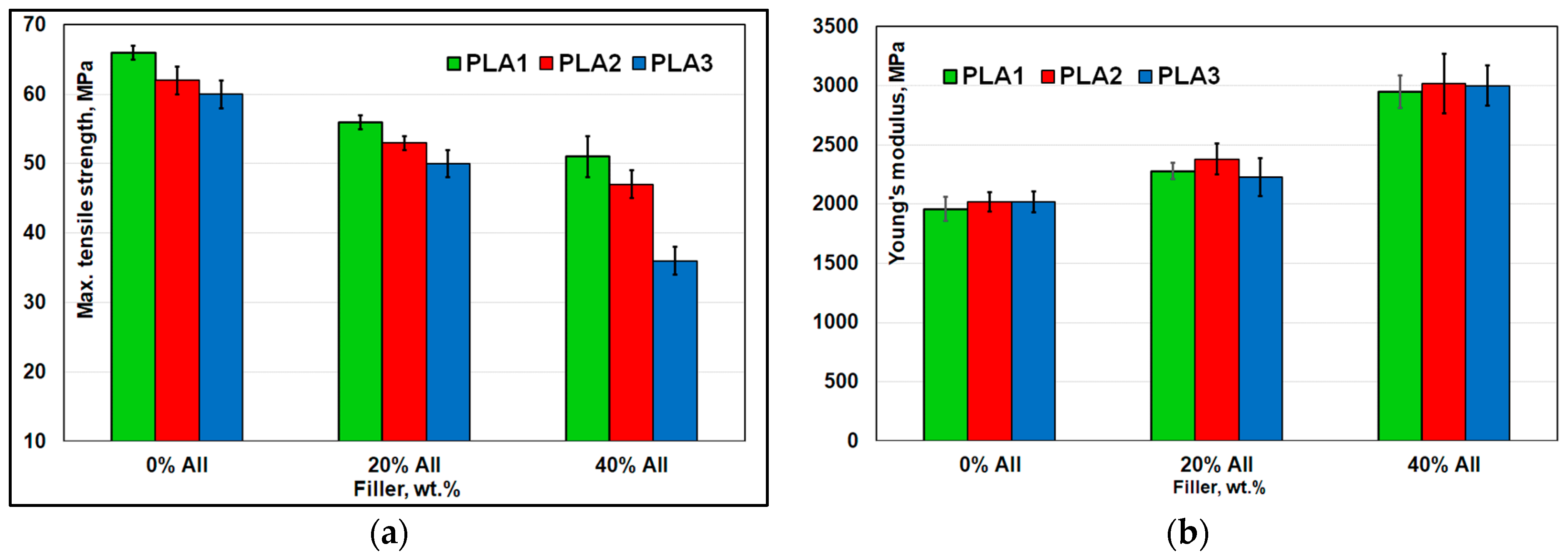
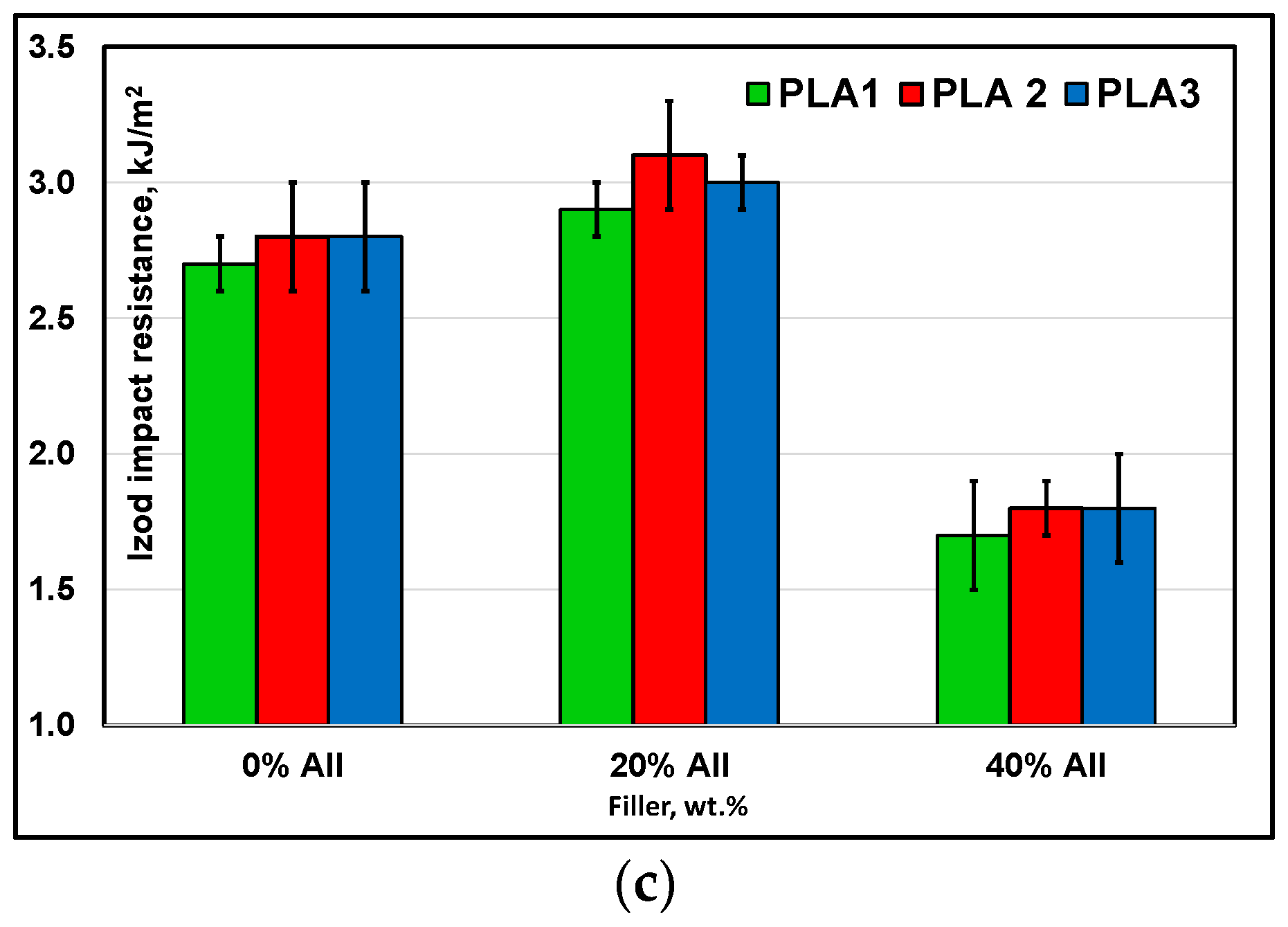
3.2.4. Mechanical Characterizations
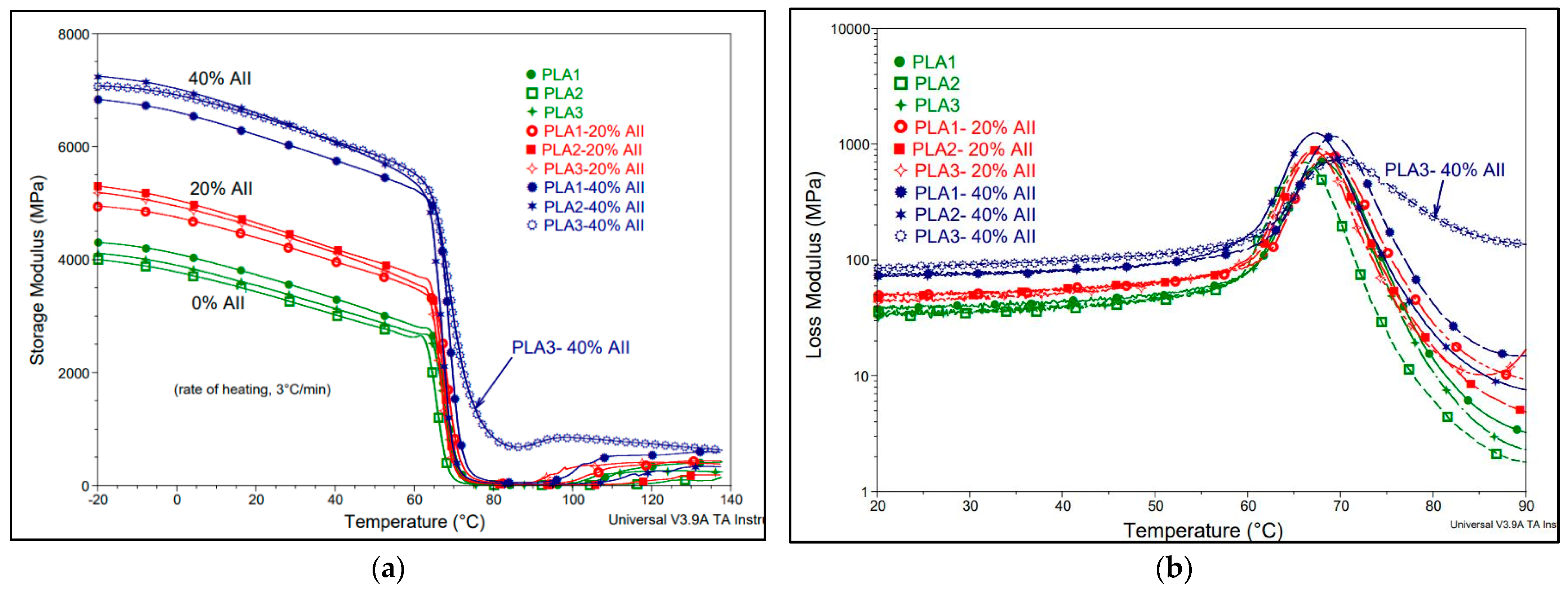
3.2.5. Dynamic Mechanical Analysis (DMA)
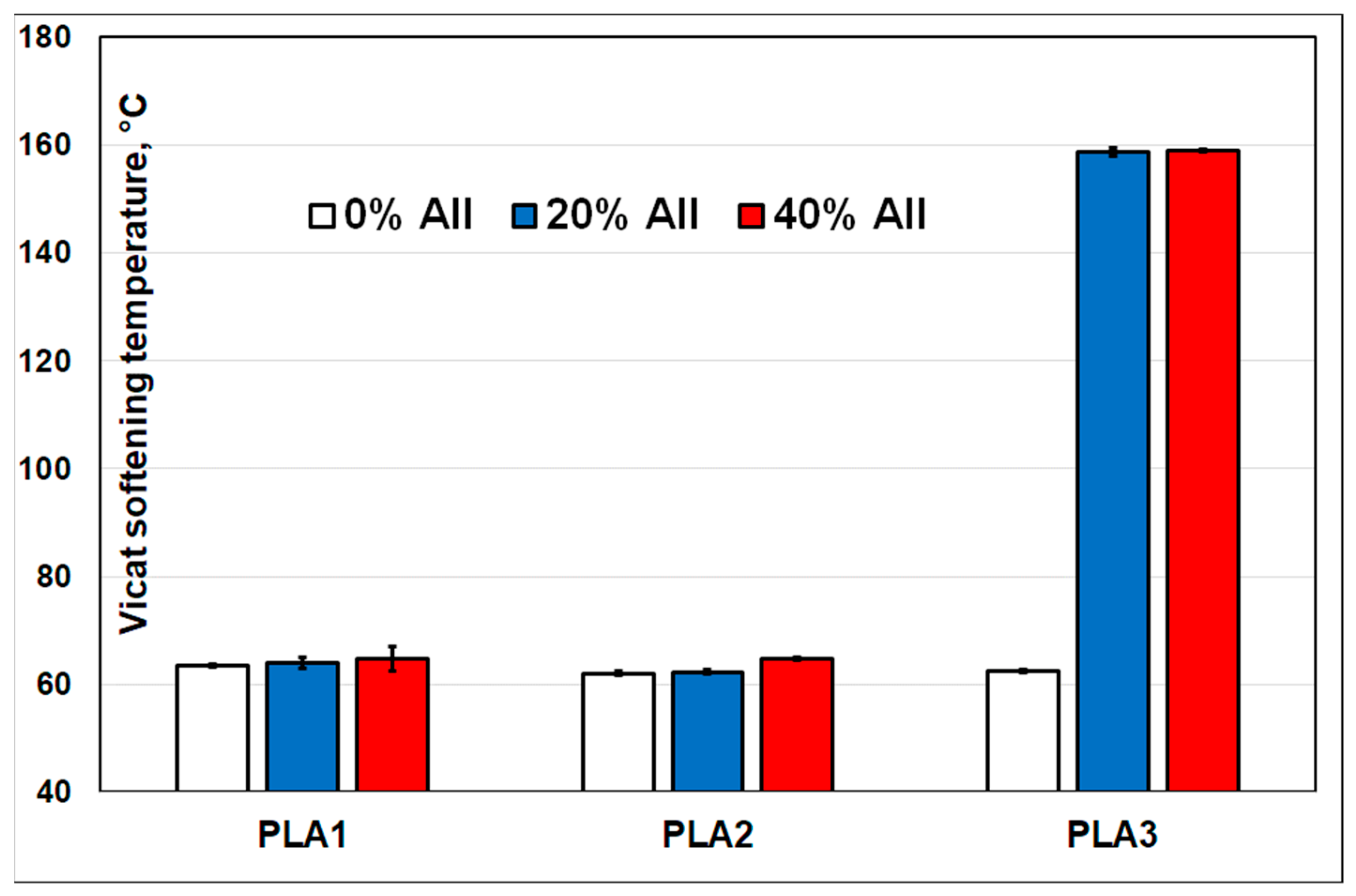
3.2.6. Vicat Softening Temperature (VST)
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Babu, R.P.; O’Connor, K.; Seeram, R. Current progress on bio-based polymers and their future trends. Prog. Biomater. 2013, 2, 8. [Google Scholar] [CrossRef] [PubMed]
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef] [PubMed]
- Lim, L.T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Bai, H.; Deng, S.; Bai, D.; Zhang, Q.; Fu, Q. Recent advances in processing of stereocomplex-type polylactide. Macromol. Rapid Commun. 2017, 38, 1700454. [Google Scholar] [CrossRef]
- Chow, W.; Teoh, E.; Karger-Kocsis, J. Flame retarded poly(lactic acid): A review. Express Polym. Lett. 2018, 12, 396–417. [Google Scholar] [CrossRef]
- Wróblewska-Krepsztul, J.; Rydzkowski, T.; Borowski, G.; Szczypiński, M.; Klepka, T.; Thakur, V.K. Recent progress in biodegradable polymers and nanocomposite-based packaging materials for sustainable environment. Int. J. Polym. Anal. Charact. 2018, 23, 383–395. [Google Scholar] [CrossRef]
- Rezvani Ghomi, E.; Khosravi, F.; Saedi Ardahaei, A.; Dai, Y.; Neisiany, R.E.; Foroughi, F.; Wu, M.; Das, O.; Ramakrishna, S. The life cycle assessment for polylactic acid (PLA) to make it a low-carbon material. Polymers 2021, 13, 1854. [Google Scholar] [CrossRef]
- Aframehr, W.M.; Molki, B.; Heidarian, P.; Behzad, T.; Sadeghi, M.; Bagheri, R. Effect of calcium carbonate nanoparticles on barrier properties and biodegradability of polylactic acid. Fibers Polym. 2017, 18, 2041–2048. [Google Scholar] [CrossRef]
- Tripathi, N.; Misra, M.; Mohanty, A.K. Durable polylactic acid (PLA)-based sustainable engineered blends and biocomposites: Recent developments, challenges, and opportunities. ACS Eng. Au 2021, 1, 7–38. [Google Scholar] [CrossRef]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, M.; Ju, Z.; Tam, P.Y.; Hua, T.; Younas, M.W.; Kamrul, H.; Hu, H. Poly(lactic acid) fibers, yarns and fabrics: Manufacturing, properties and applications. Text. Res. J. 2020, 91, 1641–1669. [Google Scholar] [CrossRef]
- Avinc, O.; Khoddami, A. Overview of Poly(lactic acid) (PLA) fibre. Fibre Chem. 2009, 41, 391–401. [Google Scholar] [CrossRef]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Perspective on polylactic acid (PLA) based sustainable materials for durable applications: Focus on toughness and heat resistance. ACS Sustain. Chem. Eng. 2016, 4, 2899–2916. [Google Scholar] [CrossRef]
- DeStefano, V.; Khan, S.; Tabada, A. Applications of PLA in modern medicine. Eng. Regen. 2020, 1, 76–87. [Google Scholar] [CrossRef]
- Kim, H.S.; Park, B.H.; Choi, J.H.; Yoon, J.S. Mechanical properties and thermal stability of poly(l-lactide)/calcium carbonate composites. J. Appl. Polym. Sci. 2008, 109, 3087–3092. [Google Scholar] [CrossRef]
- Yu, W.; Wang, X.; Ferraris, E.; Zhang, J. Melt crystallization of PLA/talc in fused filament fabrication. Mater. Des. 2019, 182, 108013. [Google Scholar] [CrossRef]
- Fowlks, A.C.; Narayan, R. The effect of maleated polylactic acid (PLA) as an interfacial modifier in PLA-talc composites. J. Appl. Polym. Sci. 2010, 118, 2810–2820. [Google Scholar] [CrossRef]
- Ge, X.; Chang, M.; Jiang, W.; Zhang, B.; Xing, R.; Bulin, C. Selective location of kaolin and effects of maleic anhydride in kaolin/poly(ε-caprolactone)/poly(lactic acid) composites. Appl. Clay Sci. 2020, 189, 105524. [Google Scholar] [CrossRef]
- Yang, J.N.; Xu, Y.X.; Nie, S.B.; Cheng, G.J.; Tao, Y.L.; Zhu, J.B. Morphological structure, impact toughness, thermal property and kinetic analysis on the cold crystallization of poly (lactic acid) bio-composites toughened by precipitated barium sulfate. Polym. Degrad. Stab. 2018, 158, 176–189. [Google Scholar] [CrossRef]
- Utami, D.P.; Sunarso; Eriwati, Y.K.; Triaminingsih, S.; Indrani, D.J.; Innawaty, D. Improvement of bone filler materials using granular calcium sulfate dihydrate-gelatin-polycaprolactone composite. In Key Engineering Materials; Trans Tech Publications Ltd.: Bach, Switzerland, 2020; Volume 829, pp. 63–68. [Google Scholar]
- Thomas, M.V.; Puleo, D.A. Calcium sulfate: Properties and clinical applications. J. Biomed. Mater. Res. Part B Appl. Biomater. 2009, 88, 597–610. [Google Scholar] [CrossRef]
- Saroia, J.; Wang, Y.; Wei, Q.; Lei, M.; Li, X.; Guo, Y.; Zhang, K. A review on 3D printed matrix polymer composites: Its potential and future challenges. Int. J. Adv. Manuf. Technol. 2020, 106, 1695–1721. [Google Scholar] [CrossRef]
- Gao, C.; Gao, J.; You, X.; Huo, S.; Li, X.; Zhang, Y.; Zhang, W. Fabrication of calcium sulfate/PLLA composite for bone repair. J. Biomed. Mater. Res. Part A 2005, 73, 244–253. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.H.; Gan, W.J.; Sun, W.X.; Ling, C.J.; Wang, X.; Li, Q.F. Study on structures and properties of CaSO4 whiskers/PVC composites. Adv. Mater. Res. 2011, 335–336, 234–239. [Google Scholar] [CrossRef]
- Ma, P.; Chen, H.; Zhang, Q.; Wang, J.; Xiang, L. Preparation of hierarchical CaSO4 whisker and its reinforcing effect on PVC composites. J. Nanomater. 2018, 2018, 7803854. [Google Scholar] [CrossRef]
- Dong, F.; Liu, J.; Tan, H.; Wu, C.; He, X.; He, P. Preparation of calcium sulfate hemihydrate and application in polypropylene composites. J. Nanosci. Nanotechnol. 2017, 17, 6970–6975. [Google Scholar] [CrossRef]
- Saujanya, C.; Radhakrishnan, S. Structure and properties of PP/CaSO4 composite part iii: Effect of the filler grade on properties. J. Mater. Sci. 2000, 35, 2319–2323. [Google Scholar] [CrossRef]
- Liu, J.; Ren, L.; Wei, Q.; Wu, J.L.; Liu, S.; Wang, Y.; Li, G. Microstructure and properties of polycaprolactone/calcium sulfate particle and whisker composites. Polym. Compos. 2012, 33, 501–508. [Google Scholar] [CrossRef]
- Murariu, M.; Da Silva Ferreira, A.; Degée, P.; Alexandre, M.; Dubois, P. Polylactide compositions. Part 1: Effect of filler content and size on mechanical properties of PLA/calcium sulfate composites. Polymer 2007, 48, 2613–2618. [Google Scholar] [CrossRef]
- Murariu, M.; Da Silva Ferreira, A.; Pluta, M.; Bonnaud, L.; Alexandre, M.; Dubois, P. Polylactide (PLA)–CaSO4 composites toughened with low molecular weight and polymeric ester-like plasticizers and related performances. Eur. Polym. J. 2008, 44, 3842–3852. [Google Scholar] [CrossRef]
- Pluta, M.; Murariu, M.; Alexandre, M.; Galeski, A.; Dubois, P. Polylactide compositions. The influence of ageing on the structure, thermal and viscoelastic properties of PLA/calcium sulfate composites. Polym. Degrad. Stab. 2008, 93, 925–931. [Google Scholar] [CrossRef]
- Murariu, M.; Ferreira, A.D.S.; Duquesne, E.; Bonnaud, L.; Dubois, P. Polylactide (PLA) and highly filled PLA—calcium sulfate composites with improved impact properties. In Macromolecular Symposia; WILEY-VCH Verlag: Weinheim, Germany, 2008; Volume 272, pp. 1–12. [Google Scholar] [CrossRef]
- Mecking, S. Nature or petrochemistry?—Biologically degradable materials. Angew. Chem. Int. Ed. 2004, 43, 1078–1085. [Google Scholar] [CrossRef] [PubMed]
- Narayanan, N.; Roychoudhury, P.K.; Srivastava, A. L (+) lactic acid fermentation and its product polymerization. Electron. J. Biotechnol. 2004, 7, 167–178. [Google Scholar]
- Vink, E.T.H.; Davies, S. Life cycle inventory and impact assessment data for 2014 Ingeo™ polylactide production. Ind. Biotechnol. 2015, 11, 167–180. [Google Scholar] [CrossRef]
- Sobkowicz, M.J.; Feaver, J.L.; Dorgan, J.R. Clean and green bioplastic composites: Comparison of calcium sulfate and carbon nanospheres in polylactide composites. CLEAN–Soil Air Water 2008, 36, 706–713. [Google Scholar] [CrossRef]
- Pluta, M.; Murariu, M.; Dechief, A.-L.; Bonnaud, L.; Galeski, A.; Dubois, P. Impact-modified polylactide–calcium sulfate composites: Structure and properties. J. Appl. Polym. Sci. 2012, 125, 4302–4315. [Google Scholar] [CrossRef]
- Murariu, M.; Bonnaud, L.; Yoann, P.; Fontaine, G.; Bourbigot, S.; Dubois, P. New trends in polylactide (PLA)-based materials: “Green” PLA–calcium sulfate (nano)composites tailored with flame retardant properties. Polym. Degrad. Stab. 2010, 95, 374–381. [Google Scholar] [CrossRef]
- Ramos, F.J.H.T.V.; Mendes, L.C. Recycled high-density polyethylene/gypsum composites: Evaluation of the microscopic, thermal, flammability, and mechanical properties. Green Chem. Lett. Rev. 2014, 7, 199–208. [Google Scholar] [CrossRef]
- Harris, A.M.; Lee, E.C. Improving mechanical performance of injection molded PLA by controlling crystallinity. J. Appl. Polym. Sci. 2008, 107, 2246–2255. [Google Scholar] [CrossRef]
- Singh, N.B.; Middendorf, B. Calcium sulphate hemihydrate hydration leading to gypsum crystallization. Prog. Cryst. Growth Charact. Mater. 2007, 53, 57–77. [Google Scholar] [CrossRef]
- Yoo, H.M.; Jeong, S.-Y.; Choi, S.-W. Analysis of the rheological property and crystallization behavior of polylactic acid (Ingeo™ biopolymer 4032D) at different process temperatures. e-Polymers 2021, 21, 702–709. [Google Scholar] [CrossRef]
- Wirsching, F. Calcium sulfate. In Ullmann’s Encyclopedia of Industrial Chemistry, 2012th ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2012; Volume 6, pp. 519–550. [Google Scholar]
- Fatu, D. Kinetics of gypsum dehydration. J. Therm. Anal. Calorim. 2001, 65, 213–220. [Google Scholar] [CrossRef]
- Lushnikova, N.; Dvorkin, L. Sustainability of gypsum products as a construction material. In Sustainability of Construction Materials, 2nd ed.; Khatib, J., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; Chapter 25; pp. 643–682. [Google Scholar]
- Seufert, S.; Hesse, C.; Goetz-Neunhoeffer, F.; Neubauer, J. Quantitative determination of anhydrite III from dehydrated gypsum by XRD. Cem. Concr. Res. 2009, 39, 936–941. [Google Scholar] [CrossRef]
- Inoue, M.; Hirasawa, I. The relationship between crystal morphology and XRD peak intensity on CaSO4·2H2O. J. Cryst. Growth 2013, 380, 169–175. [Google Scholar] [CrossRef]
- Pluta, M.; Murariu, M.; Da Silva Ferreira, A.; Alexandre, M.; Galeski, A.; Dubois, P. Polylactide compositions. II. Correlation between morphology and main properties of PLA/calcium sulfate composites. J. Polym. Sci. Part B Polym. Phys. 2007, 45, 2770–2780. [Google Scholar] [CrossRef]
- Beaugnon, F.; Quiligotti, S.; Chevreux, S.; Wallez, G. On the monoclinic distortion of β-anhydrite CaSO4. Solid State Sci. 2020, 108, 106399. [Google Scholar] [CrossRef]
- Aliotta, L.; Cinelli, P.; Coltelli, M.B.; Righetti, M.C.; Gazzano, M.; Lazzeri, A. Effect of nucleating agents on crystallinity and properties of poly (lactic acid) (PLA). Eur. Polym. J. 2017, 93, 822–832. [Google Scholar] [CrossRef]
- Müller, A.J.; Ávila, M.; Saenz, G.; Salazar, J. Chapter 3 Crystallization of PLA-based materials. In Poly(Lactic Acid) Science and Technology: Processing, Properties, Additives and Applications; The Royal Society of Chemistry: London, UK, 2015; pp. 66–98. [Google Scholar]
- Liang, J.-Z. Toughening and reinforcing in rigid inorganic particulate filled poly(propylene): A review. J. Appl. Polym. Sci. 2002, 83, 1547–1555. [Google Scholar] [CrossRef]
- Imre, B.; Keledi, G.; Renner, K.; Móczó, J.; Murariu, M.; Dubois, P.; Pukánszky, B. Adhesion and micromechanical deformation processes in PLA/CaSO4 composites. Carbohydr. Polym. 2012, 89, 759–767. [Google Scholar] [CrossRef]
- Zuiderduin, W.C.J.; Westzaan, C.; Huétink, J.; Gaymans, R.J. Toughening of polypropylene with calcium carbonate particles. Polymer 2003, 44, 261–275. [Google Scholar] [CrossRef]
- Aliotta, L.; Cinelli, P.; Coltelli, M.B.; Lazzeri, A. Rigid filler toughening in PLA-calcium carbonate composites: Effect of particle surface treatment and matrix plasticization. Eur. Polym. J. 2019, 113, 78–88. [Google Scholar] [CrossRef]
- Meng, Q.; Wang, T. An improved crack-bridging model for rigid particle-polymer composites. Eng. Fract. Mech. 2019, 211, 291–302. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, J. Research progress in toughening modification of poly(lactic acid). J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1051–1083. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PLA Matrix | Mw | Mw/Mn (Dispersity) | D-Isomer, % | MFR *, g/10 min |
|---|---|---|---|---|
| PLA1 | 209,000 | 2.0 | 1.4 | 7 |
| PLA2 | 182,000 | 2.0 | 4.3 | 10–25 |
| PLA3 | 133,000 | 1.9 | <1.0 | 70 |
| Sample | Onset of Thermal Degradation (T5%), °C | Temp. at Max. Rate of Degradation, °C (From D-TG) | Max. Degradation Rate, wt.%/°C (From D-TG) |
|---|---|---|---|
| PLA1 | 341 | 376 | 2.7 |
| PLA1−20% AII | 345 | 382 | 2.2 |
| PLA1−40% AII | 342 | 378 | 1.7 |
| PLA2 | 317 | 362 | 2.1 |
| PLA2−20% AII | 320 | 372 | 2.2 |
| PLA2−40% AII | 330 | 377 | 1.7 |
| PLA3 | 320 | 369 | 2.5 |
| PLA3−20% AII | 330 | 370 | 2.1 |
| PLA3−40% AII | 335 | 378 | 1.5 |
| Sample (%, by Weight) | Tg (°C) | Tcc (°C) | ΔHcc (J g−1) | Tm * (°C) | ΔHm (J g−1) | χ * % |
|---|---|---|---|---|---|---|
| PLA1 | 63 | 116 | 35.4 | 166; 170 | 37.1 | 1.8 |
| PLA1−20% AII | 62 | 109 | 26.2 | 170 | 37.8 | 12.5 |
| PLA1−40% AII | 61 | 106 | 27.4 | 169 | 45.4 | 19.4 |
| PLA2 | 61 | 135 | 1.6 | 154 | 2.3 | 0.8 |
| PLA2−20% AII | 61 | 133 | 5.7 | 153 | 6.5 | 0.9 |
| PLA2−40% AII | 62 | 133 | 3.5 | 153 | 5.3 | 1.9 |
| PLA3 | 61 | 100 (161) | 28.9 (5.2) | 177 | 62.7 | 30.8 |
| PLA3−20% AII | ND ** | - | - | 176 | 55.7 | 59.9 |
| PLA3−40% AII | ND | - | - | 176 | 55.3 | 59.5 |
| AII Content → | 0% | 20% | 40% |
|---|---|---|---|
| ↓ PLA Matrix | ↓ Storage Modulus (E′), GPa | ||
| PLA1 | 2.8 | 3.5 | 5.2 |
| PLA2 | 2.6 | 3.7 | 5.4 |
| PLA3 | 2.7 | 3.6 | 5.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murariu, M.; Paint, Y.; Murariu, O.; Laoutid, F.; Dubois, P. Recent Advances in Production of Ecofriendly Polylactide (PLA)–Calcium Sulfate (Anhydrite II) Composites: From the Evidence of Filler Stability to the Effects of PLA Matrix and Filling on Key Properties. Polymers 2022, 14, 2360. https://doi.org/10.3390/polym14122360
Murariu M, Paint Y, Murariu O, Laoutid F, Dubois P. Recent Advances in Production of Ecofriendly Polylactide (PLA)–Calcium Sulfate (Anhydrite II) Composites: From the Evidence of Filler Stability to the Effects of PLA Matrix and Filling on Key Properties. Polymers. 2022; 14(12):2360. https://doi.org/10.3390/polym14122360
Chicago/Turabian StyleMurariu, Marius, Yoann Paint, Oltea Murariu, Fouad Laoutid, and Philippe Dubois. 2022. "Recent Advances in Production of Ecofriendly Polylactide (PLA)–Calcium Sulfate (Anhydrite II) Composites: From the Evidence of Filler Stability to the Effects of PLA Matrix and Filling on Key Properties" Polymers 14, no. 12: 2360. https://doi.org/10.3390/polym14122360
APA StyleMurariu, M., Paint, Y., Murariu, O., Laoutid, F., & Dubois, P. (2022). Recent Advances in Production of Ecofriendly Polylactide (PLA)–Calcium Sulfate (Anhydrite II) Composites: From the Evidence of Filler Stability to the Effects of PLA Matrix and Filling on Key Properties. Polymers, 14(12), 2360. https://doi.org/10.3390/polym14122360