
Sustainable Reactive Polyurethane Hot Melt Adhesives Based on Vegetable Polyols for Footwear Industry

 , ,
, ,
Abstract
:1. Introduction
2. Materials
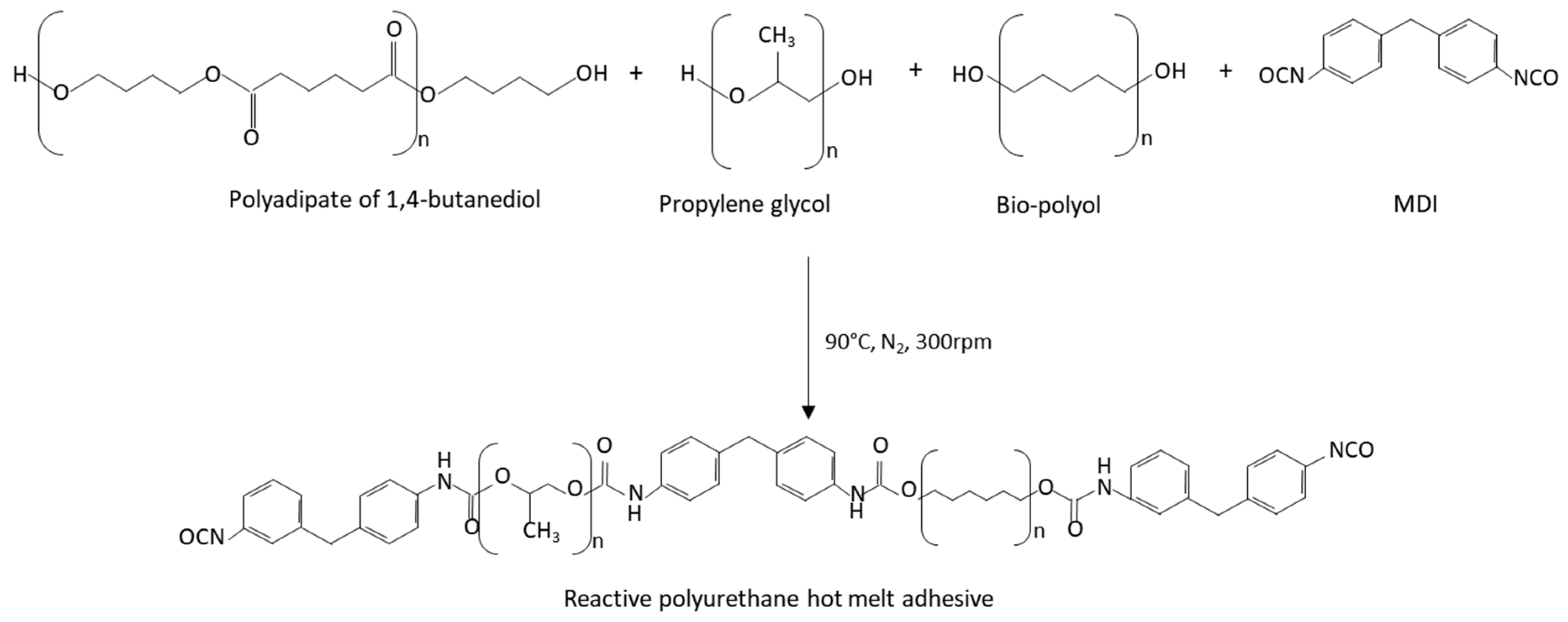
2.1. Synthesis of Polyurethanes for Reactive Hot Melt Adhesives (HMPUR)
2.2. Characterization of the Reactive Polyurethane Hot Melt Adhesives
2.2.1. Softening Temperature
2.2.2. Melting Viscosity
2.2.3. Fourier Transform Infrared Spectroscopy (FTIR)
2.2.4. Thermogravimetric Analysis (TGA)
2.2.5. Differential Scanning Calorimetry (DSC)
2.2.6. T-peel Strength Test
3. Results
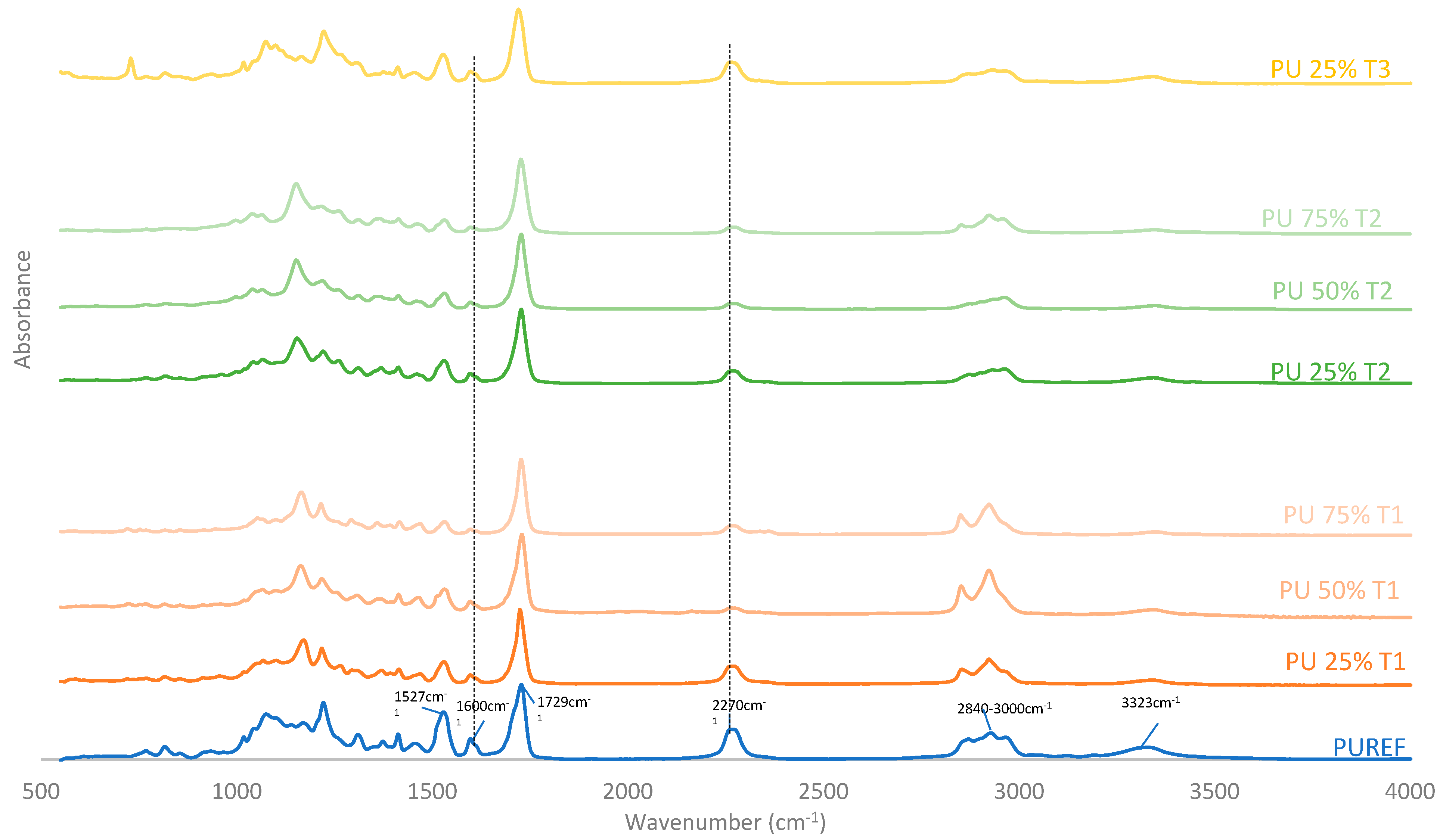
3.1. FTIR Analysis
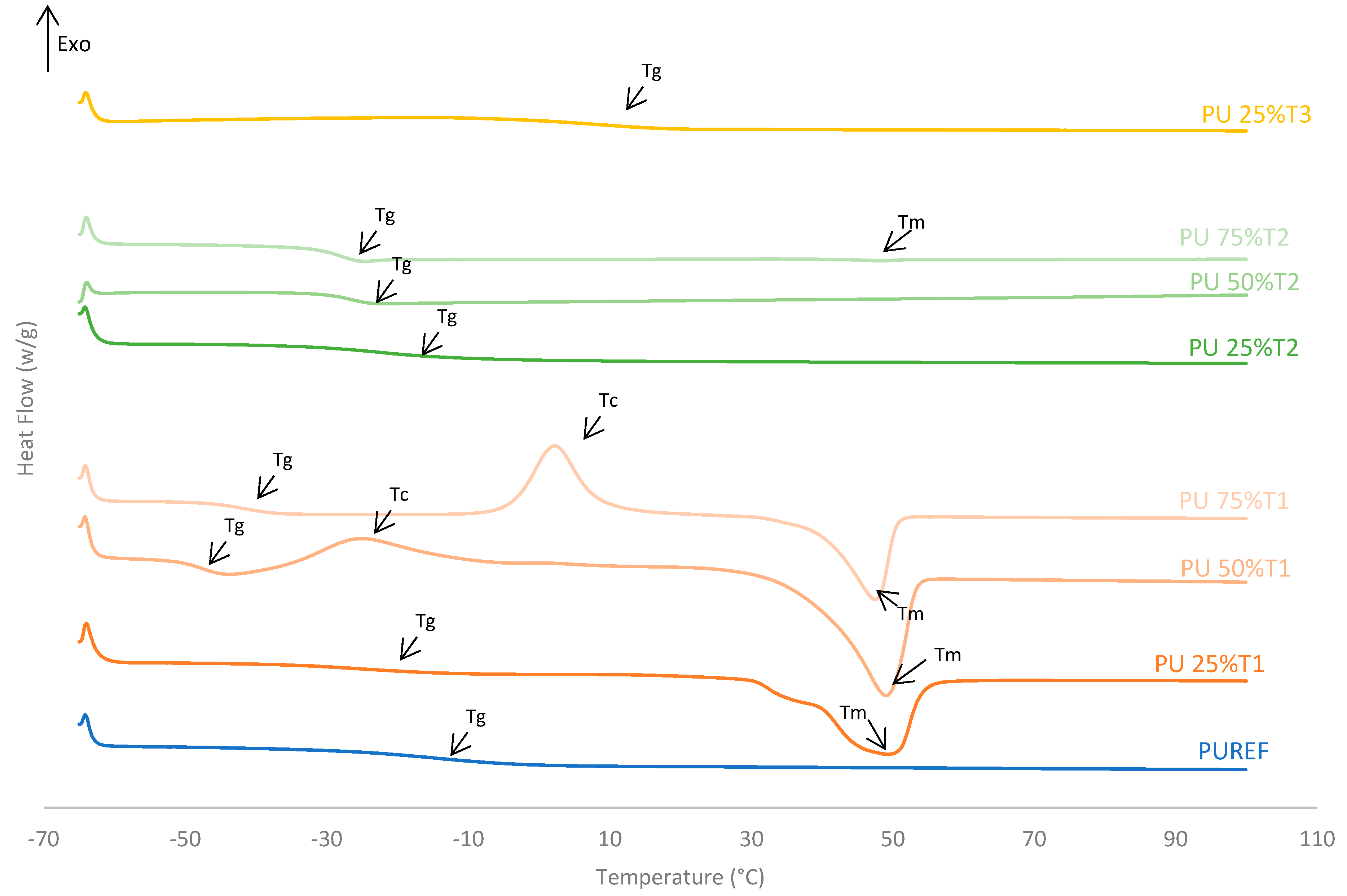
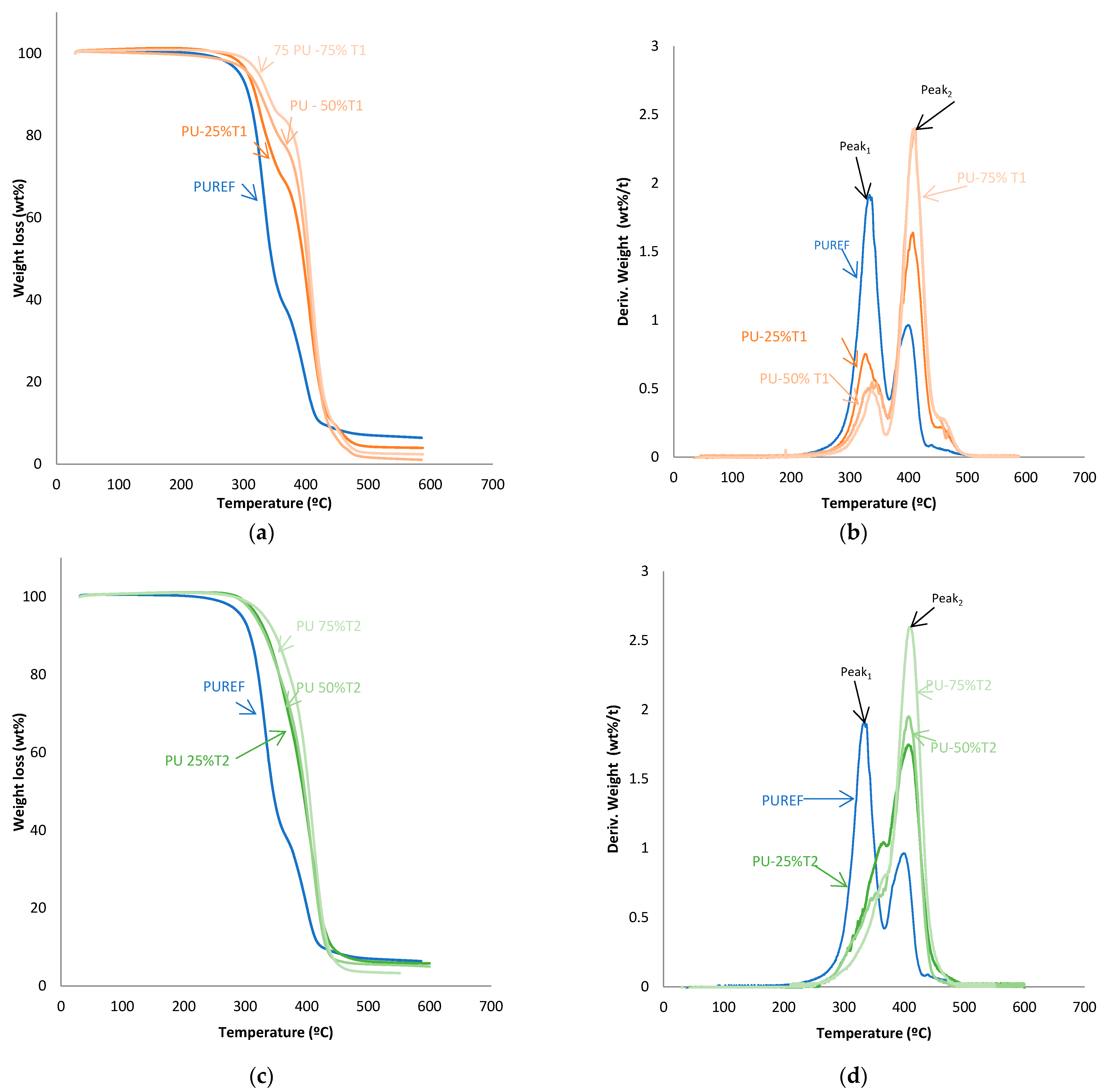
3.2. Thermal and Physical Properties of Biobased HMPUR Adhesives
3.3. Adhesion Performances of Biobased HMPUR
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arán-Ais, F.; Ruzafa-Silvestre, C.; Carbonell-Blasco, M.; Pérez-Limiñana, M.; Orgilés-Calpena, E. Sustainable adhesives and adhesion processes for the footwear industry. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 585–596. [Google Scholar] [CrossRef]
- Moktadir, A.; Rahman, T.; Jabbour, C.J.C.; Mithun Ali, S.; Kabir, G. Prioritization of drivers of corporate social responsibility in the footwear industry in an emerging economy: A fuzzy AHP approach. J. Clean. Prod. 2018, 201, 369–381. [Google Scholar] [CrossRef]
- Morales-Cerrada, R.; Tavernier, R.; Caillol, S. Fully Bio-Based Thermosetting Polyurethanes from Bio-Based Polyols and Isocyanates. Polymers 2021, 13, 1255. [Google Scholar] [CrossRef]
- Szycher, M. Szycher’s Handbook of Polyurethanes; CRC Press: Boca Raton, FL, USA, 1999; ISBN 9780849306020. [Google Scholar]
- Orgilés-Calpena, E.; Arán-Aís, F.; Torró-Palau, A.M.; Sánchez, M.A.M. Adhesives in the Footwear Industry: A Critical Review. Rev. Adhes. Adhes. 2019, 7, 69–91. [Google Scholar] [CrossRef]
- Lee, S.; Choi, C.H.; Hong, I.-K.; Lee, J.W. Polyurethane curing kinetics for polymer bonded explosives: HTPB/IPDI binder. Korean J. Chem. Eng. 2015, 32, 1701–1706. [Google Scholar] [CrossRef]
- Delebecq, E.; Pascault, J.-P.; Boutevin, B.; Ganachaud, F. On the Versatility of Urethane/Urea Bonds: Reversibility, Blocked Isocyanate, and Non-isocyanate Polyurethane. Chem. Rev. 2013, 113, 80–118. [Google Scholar] [CrossRef] [PubMed]
- Ren, D.; Frazier, C.E. Wood/adhesive interactions and the phase morphology of moisture-cure polyurethane wood adhesives. Int. J. Adhes. Adhes. 2012, 34, 55–61. [Google Scholar] [CrossRef]
- Orgilés-Calpena, E.; Arán-Aís, F.; Torró-Palau, A.M.; Orgilés-Barceló, C. Novel polyurethane reactive hot melt adhesives based on polycarbonate polyols derived from CO2 for the footwear industry. Int. J. Adhes. Adhes. 2016, 70, 218–224. [Google Scholar] [CrossRef]
- Bizet, B.; Grau, E.; Cramail, H.; Asua, J.M. Volatile Organic Compound-Free Synthesis of Waterborne Poly(hydroxy urethane)–(Meth)acrylic Hybrids by Miniemulsion Polymerization. ACS Appl. Polym. Mater. 2020, 2, 4016–4025. [Google Scholar] [CrossRef]
- Mokhtari, C.; Malek, F.; Halila, S.; Naceur Belgacem, M.; Khiari, R. New Biobased Polyurethane Materials from Modified Vegetable Oil. J. Renew. Mater. 2021, 9, 1213–1223. [Google Scholar] [CrossRef]
- Datta, J.; Głowińska, E. Chemical modifications of natural oils and examples of their usage for polyurethane synthesis. J. Elastomers Plast. 2014, 46, 33–42. [Google Scholar] [CrossRef]
- Sawpan, M.A. Polyurethanes from vegetable oils and applications: A review. J. Polym. Res. 2018, 25, 184. [Google Scholar] [CrossRef]
- Desroches, M.; Escouvois, M.; Auvergne, R.; Caillol, S.; Boutevin, B. From Vegetable Oils to Polyurethanes: Synthetic Routes to Polyols and Main Industrial Products. Polym. Rev. 2012, 52, 38–79. [Google Scholar] [CrossRef] [Green Version]
- Gadhave, R.V.; Mahanwar, P.A.; Gadekar, P.T. Bio-Renewable Sources for Synthesis of Eco-Friendly Polyurethane Adhesives—Review. Open J. Polym. Chem. 2017, 7, 57–75. [Google Scholar] [CrossRef] [Green Version]
- Ruan, M.; Luan, H.; Wang, G.; Shen, M. Bio-polyols synthesized from bio-based 1,3-propanediol and applications on polyurethane reactive hot melt adhesives. Ind. Crops Prod. 2019, 128, 436–444. [Google Scholar] [CrossRef]
- Patil, C.K.; Rajput, S.D.; Marathe, R.J.; Kulkarni, R.D.; Phadnis, H.; Sohn, D.; Mahulikar, P.P.; Gite, V.V. Synthesis of bio-based polyurethane coatings from vegetable oil and dicarboxylic acids. Prog. Org. Coat. 2017, 106, 87–95. [Google Scholar] [CrossRef]
- Parcheta, P.; Głowińska, E.; Datta, J. Effect of bio-based components on the chemical structure, thermal stability and mechanical properties of green thermoplastic polyurethane elastomers. Eur. Polym. J. 2020, 123, 109422. [Google Scholar] [CrossRef]
- Suzuki, T.; Shibayama, M.; Hatano, K.; Ishii, M. [NCO]/[OH] and acryl-polyol concentration dependence of the gelation process and the microstructure analysis of polyurethane resin by dynamic light scattering. Polymer 2009, 50, 2503–2509. [Google Scholar] [CrossRef]
- Gogoi, R.; Alam, M.; Khandal, R. Effect of increasing NCO/OH molar ratio on the physicomechanical and thermal properties of isocyanate terminated polyurethane prepolymer. Int. J. Basic Appl. Sci. 2014, 3, 118–123. [Google Scholar] [CrossRef] [Green Version]
- Parcheta, P.; Datta, J. Kinetics study of the fully bio-based poly(propylene succinate) synthesis. Functional group approach. Polym. Degrad. Stab. 2018, 155, 238–249. [Google Scholar] [CrossRef]
- Parcheta, P.; Datta, J. Structure-rheology relationship of fully bio-based linear polyester polyols for polyurethanes—Synthesis and investigation. Polym. Test. 2018, 67, 110–121. [Google Scholar] [CrossRef]
- Sahoo, S.; Mohanty, S.; Nayak, S.K. Biobased polyurethane adhesive over petroleum based adhesive: Use of renewable resource. J. Macromol. Sci. Part A 2018, 55, 36–48. [Google Scholar] [CrossRef]
- Datasheet of Hoopol F-580 Polyadipate Polyol; Synthesia Technology: Barcelona, Spain, 2011.
- Datasheet of DYNACOLL® Terra; Evonik: Essen, Germany; Available online: https://adhesive-resins.evonik.com/en/products/dynacoll/dynacoll-terra (accessed on 1 December 2021).
- Orgilés-Calpena, E.; Arán-Aís, F.; Torró-Palau, A.M.; Montiel-Parreño, E.; Orgilés-Barceló, C. Synthesis of polyurethanes from CO2-based polyols: A challenge for sustainable adhesives. Int. J. Adhes. Adhes. 2016, 67, 63–68. [Google Scholar] [CrossRef]
- Novel CO2-Based Polycarbonate Polyols for High Performance Polyurethane Hot Melt Adhesives—PDF Free Download. Available online: https://docplayer.net/45525623-Novel-co2-based-polycarbonate-polyols-for-high-performance-polyurethane-hot-melt-adhesives (accessed on 1 December 2021).
- Orgilés Calpena, E.; Carbonell Blasco, P.; Pérez Limiñana, M.A. Sustainable polyurethane adhesives for footwear based on an algal biomass co-product as macroglycol. In Proceedings of the 5th International Conference on Structural Adhesive Bonding, Porto, Portugal, 11–12 July 2019. [Google Scholar]
- EN 1242.2013 Adhesives—Determination of Isocyanate Content. Available online: https://standards.iteh.ai/catalog/standards/cen/7167d460-c11a-4522-b759-1364d3bd90f6/en-1242-2013 (accessed on 1 December 2021).
- EN 1238. 2011. Adhesives-Determination of Softening Point of Thermoplastic Adhesives (Ring and Ball). Available online: https://standards.iteh.ai/catalog/standards/cen/a6e7360b-68ed-4e3a-b388-749e8f6a6c13/en-1238-2011 (accessed on 1 December 2021).
- ASTM D3236-15. 2021. Test Method for Apparent Viscosity of Hot Melt Adhesives and Coating Materials. Available online: https://webstore.ansi.org/standards/astm/astmd3236152021 (accessed on 1 December 2021).
- Orgilés-Calpena, E.; Arán-Aís, F.; Torró-Palau, A.; Orgilés-Barceló, C. Biodegradable polyurethane adhesives based on polyols derived from renewable resources. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2014, 228, 125–136. [Google Scholar] [CrossRef]
- EN 1392.2007. Adhesives for Leather and Materials for Footwear. Solvent-Based and Dispersion Adhesives. Test Methods to Measure Bond Strength under Specific Conditions. Available online: https://standards.iteh.ai/catalog/standards/cen/f4e2c6c0-9846-43b0-bcef-adda17102931/en-1392-1998 (accessed on 1 December 2021).
- Orgilés-Calpena, E.; Arán-Aís, F.; Torró-Palau, A.M.; Orgilés-Barceló, C. Synthesis and Characterisation of Potentially Biodegradable Polyurethane Adhesives from Soybased Polyols. Polym. Renew. Resour. 2014, 5, 99–113. [Google Scholar] [CrossRef]
- Gouveia, J.R.; de Sousa Júnior, R.R.; Ribeiro, A.O.; Saraiva, S.A.; dos Santos, D.J. Effect of soft segment molecular weight and NCO:OH ratio on thermomechanical properties of lignin-based thermoplastic polyurethane adhesive. Eur. Polym. J. 2020, 131, 109690. [Google Scholar] [CrossRef]
- Gama, N.; Ferreira, A.; Barros-Timmons, A. Cure and performance of castor oil polyurethane adhesive. Int. J. Adhes. Adhes. 2019, 95, 102413. [Google Scholar] [CrossRef]
- Zhang, C.; Madbouly, S.A.; Kessler, M.R. Biobased Polyurethanes Prepared from Different Vegetable Oils. ACS Appl. Mater. Interfaces 2015, 7, 1226–1233. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Daver, F.; Ivanova, E.P.; Adhikari, B. Polyurethanes from seed oil-based polyols: A review of synthesis, mechanical and thermal properties. Ind. Crops Prod. 2019, 142, 111841. [Google Scholar] [CrossRef]
- EN 15307:2015—Adhesives for Leather and Footwear Materials—Sole-Upper Bonds—Minimum Strength Requirements. Available online: https://standards.iteh.ai/catalog/standards/cen/42392010-5d08-4985-9d1f-ce74820be5cf/en-15307-2014 (accessed on 1 December 2021).
- Tzatzadakis, V.; Tserpes, K. Production of a novel bio-based structural adhesive and characterization of mechanical properties. J. Adhes. 2021, 97, 936–951. [Google Scholar] [CrossRef]
- Liu, X.; Su, H.; Pang, Y.; Yang, D.; Jiang, Y.; Mao, A.; Yuan, Y.; Xu, W. Synthesis and Properties of Bio-based Adhesives Derived from Plant Oil Residues. Am. J. Mod. Energy 2020, 5, 94. [Google Scholar] [CrossRef]
- Kirpluks, M.; Vanags, E.; Abolins, A.; Michalowski, S.; Fridrihsone, A.; Cabulis, U. High Functionality Bio-Polyols from Tall Oil and Rigid Polyurethane Foams Formulated Solely Using Bio-Polyols. Materials 2020, 13, 1985. [Google Scholar] [CrossRef] [PubMed]
- Blache, H.; Méchin, F.; Rousseau, A.; Fleury, É.; Pascault, J.-P.; Alcouffe, P.; Jacquel, N.; Saint-Loup, R. New bio-based thermoplastic polyurethane elastomers from isosorbide and rapeseed oil derivatives. Ind. Crops Prod. 2018, 121, 303–312. [Google Scholar] [CrossRef]
- Cui, S.; Liu, Z.; Li, Y. Bio-polyols synthesized from crude glycerol and applications on polyurethane wood adhesives. Ind. Crops Prod. 2017, 108, 798–805. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polyol | Chemical Description | Theoretical Hydroxyl Index, IOH | Mw | Functionality | Renewable Carbon% |
|---|---|---|---|---|---|
| T1 | Polyester polyol, crystalline and saturated solid | 35 | 3500 | ≈2 | 100 |
| T2 | Polyester polyol, liquid saturated | 33 | 3500 | ≈2 | >85 |
| T3 | Polyester polyol saturated and amorphous solid | 50 | 2200 | ≈2 | >30 |
| HMPUR Adhesives | Propylene Glycol (wt%) | Biobased Polyol (wt%) | Diisocyanate |
|---|---|---|---|
| PUREF | 100 | - | 4-4’methylenediphenil diisocyanate (MDI) |
| PU-25%T1 | 75 | 25 | |
| PU-50%T1 | 50 | 50 | |
| PU-75%T1 | 25 | 75 | |
| PU-25%T2 | 75 | 25 | |
| PU-50%T2 | 50 | 50 | |
| PU-75%T2 | 25 | 75 | |
| PU-25%T3 | 75 | 25 |
| HMPUR Adhesives | Tg (°C) | Tc (°C) | ∆Hc (J/g) | Tm (°C) | ∆Hm (J/g) |
|---|---|---|---|---|---|
| PUREF | −14.2 | ||||
| PU-25%T1 | −25.0 | 49.3 | −35.9 | ||
| PU-50%T1 | −47.5 | −25.3 | 17.9 | 49.1 | −45.4 |
| PU-75%T1 | −41.5 | 2.2 | 20.2 | 47.5 | −22.6 |
| PU-25%T2 | −23.9 | ||||
| PU-50%T2 | −26.3 | ||||
| PU-75%T2 | −27.9 | 48.11 | −0.4 | ||
| PU-25%T3 | 8.6 |
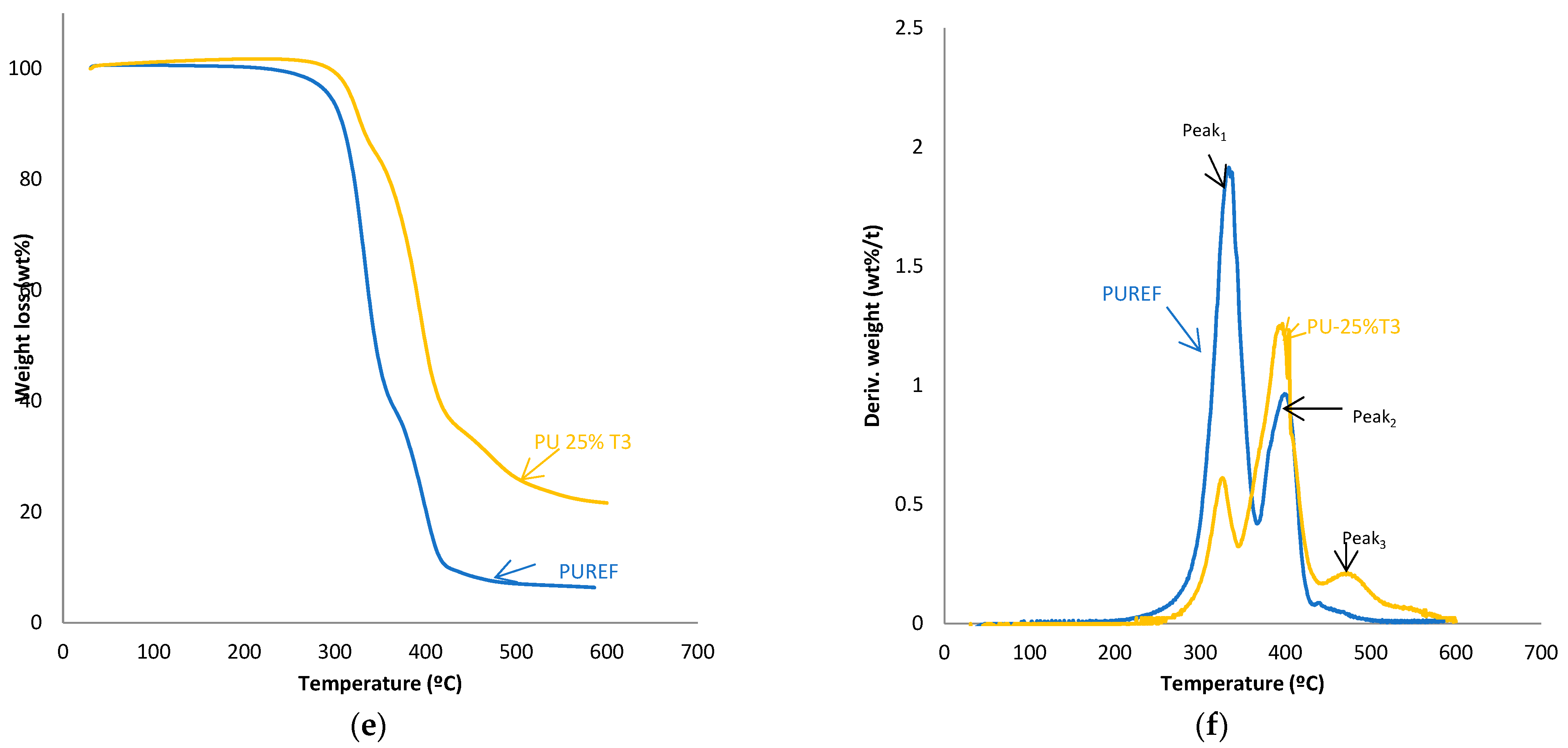
| HMPUR Adhesives | T1 (°C) | Weight Loss1 (%) | T2 (°C) | Weight Loss2 (%) | T3 (°C) | Weight Loss3 (%) | Residue (%) |
|---|---|---|---|---|---|---|---|
| PUREF | 333.5 | 61.32 | 398.9 | 29.21 | - | - | 8.37 |
| PU-25%T1 | 327.4 | 30.48 | 407.4 | 62.76 | - | - | 5.35 |
| PU-50%T1 | 337.7 | 21.89 | 410.8 | 75.15 | - | - | 1.59 |
| PU-75%T1 | 338.1 | 15.91 | 409.1 | 79.54 | - | - | 3.09 |
| PU-25%T2 | 366.5 | 33.23 | 407.3 | 59.54 | - | - | 7.08 |
| PU-50%T2 | 373.5 | 29.43 | 407.2 | 63.18 | - | - | 5.84 |
| PU-75%T2 | 375.5 | 22.07 | 409.8 | 73.43 | - | - | 3.78 |
| PU-25%T3 | 326.0 | 19.07 | 396.3 | 45.99 | 472.3 | 8.54 | 26.28 |
| HMPUR Adhesives | Viscosity (mPa·s) T= 120 °C | Softening Point (°C) |
|---|---|---|
| PUREF | 10,000 | 58 |
| PU-25%T1 | 10,000 | 59 |
| PU-50%T1 | 18,500 | 63 |
| PU-75%T1 | 29,500 | 62 |
| PU-25%T2 | 13,000 | 59 |
| PU-50%T2 | 52,500 | 60 |
| PU-75%T2 | 28,500 | 55 |
| PU-25%T3 | 12,500 | 68 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blasco, M.P.C.; Limiñana, M.Á.P.; Silvestre, C.R.; Calpena, E.O.; Aís, F.A. Sustainable Reactive Polyurethane Hot Melt Adhesives Based on Vegetable Polyols for Footwear Industry. Polymers 2022, 14, 284. https://doi.org/10.3390/polym14020284
Blasco MPC, Limiñana MÁP, Silvestre CR, Calpena EO, Aís FA. Sustainable Reactive Polyurethane Hot Melt Adhesives Based on Vegetable Polyols for Footwear Industry. Polymers. 2022; 14(2):284. https://doi.org/10.3390/polym14020284
Chicago/Turabian StyleBlasco, Maria Pilar Carbonell, María Ángeles Pérez Limiñana, Carlos Ruzafa Silvestre, Elena Orgilés Calpena, and Francisca Arán Aís. 2022. "Sustainable Reactive Polyurethane Hot Melt Adhesives Based on Vegetable Polyols for Footwear Industry" Polymers 14, no. 2: 284. https://doi.org/10.3390/polym14020284
APA StyleBlasco, M. P. C., Limiñana, M. Á. P., Silvestre, C. R., Calpena, E. O., & Aís, F. A. (2022). Sustainable Reactive Polyurethane Hot Melt Adhesives Based on Vegetable Polyols for Footwear Industry. Polymers, 14(2), 284. https://doi.org/10.3390/polym14020284