1. Introduction
Inkjet technology has opened up a new avenue for textile printing [
1,
2]. It has become one of the most promising technologies in textile printing due to its high printing accuracy, and its ability to meet market demand for small batches, multiple varieties, and fast delivery [
3,
4]. However, direct inkjet printing using disperse dye typically involves pretreatment of the surface of polyester fabric through physical or chemical methods [
5], to ensure that there is a roughness or microstructure on the surface of the fabric, which reduces the diffusion and infiltration of the ink on the surface of the fabric, thereby improving the clarity of the printed pattern. The chemical modification method uses cationic treatment agents and water-borne polymers to pretreat the surface of polyester fabrics [
6,
7], and the physical method typically uses plasma technology that allows low consumption of water and production of no wastewater [
8,
9,
10]. However, the pretreatment of polyester fabrics not only prolongs the printing process, but also consumes energy. In addition, to prevent the inkjet printing process from affecting the feel of the fabric, multiple washes are performed to remove floating color, resulting in a large volume of wastewater discharge and environmental pollution. In recent years, water shortages and pollution to waterways caused by industrial sewage discharge have become increasingly problematic, especially wastewater pollution from printing and dyeing enterprises [
11,
12]. Therefore, to develop a disperse dye that prints on polyester without pretreatment and requires only a short washing process, it is necessary to first investigate the ink formulation.
Digital inkjet printing ink has more stringent requirements than traditional printing paste in terms of particle size and suspension stability [
13]. In addition to disperse dye as colorant, disperse dye ink contains various additives, which can be selected to develop an ink with the desired properties. The main components of ink are as follows: disperse dye (0.3–15 wt.%), dispersant, moisturizing agent (20–30 wt.%), surfactant (1–2 wt.%), defoamer (0.25 wt.%), pH adjuster (0.05 wt.%), viscosity adjuster, and deionized water (30–80 wt.%). Following the addition of ink components, interactions between different components affect the physical and chemical properties and jetting performance of the ink. The link between ink components and inkjet printing properties has been the subject of numerous studies. The results indicate that designing printing ink with consideration of the solubility parameters of reagents and HLB values of surfactants, and regulating the viscosity and surface tension of ink, can result in excellent printing quality [
14]. In addition, adding water-borne polymers such as polyvinylpyrrolidone (PVP) to the ink can reduce the aggregation of dye molecules and result in an ink with more stable ejection and a higher application performance [
15]. To date, research on disperse dye inks has mostly focused on the ink formulation and the interaction between components. Therefore, details of the migration mechanism of disperse dyes between ink and polyester remain elusive.
Owing to their suitability for a variety of applications, polyvinyl pyrrolidone (PVP), polyvinyl alcohol (PVA), and polyethylene glycol (PEG) are three of the most widely used polymer compounds. PVA, PVP, and PEG are non-toxic, biocompatible, and water-soluble synthetic polymers that are used in a range of technical applications [
16]. A polymer surfactant, PVP can be used as a dispersant, emulsifier, thickener, or particle size regulator in different dispersion systems. PVA is one of several hydrogels used in biomedical applications with excellent film-forming, emulsifying, and adhesive properties. Through cross-linking, PVA can be converted to a three-dimensional polymer network, which swells to absorb a large volume of water [
17]. PEG is formed via the polymerization of ethylene oxide with good biocompatibility and is one of the few synthetic polymers approved by the FDA [
18,
19]. Modification of nanoparticles using PEG can improve their stability and dispersibility, which prevents agglomeration [
20].
In this study, the solubility parameters were used to evaluate the effect of water-borne polymers on dye migration in ink. Water-borne polymers (PVP, PVA, and PEG) were added to disperse dye inks and the optimal ink formulation was determined. Then, the ink was applied to polyester, and the influence of additives on washing-free ink printing was investigated by the solubility parameters of additives and the jetting and printing capabilities of the ink. This work provides a theoretical basis for screening water-borne polymers.
2. Experimental
2.1. Materials
C.I. Disperse Blue 79 (press cake) and C.I. Disperse Yellow 48 (press cake) were obtained from Annoqi Group Co., Ltd. (Shanghai, China). Ethylene glycol (EG) and PEG1000 were provided by Chinasun Specialty Products Co., Ltd. (Jiangsu, China). Fatty alcohol polyoxyethylene ether (Laureth-4) was supplied by Yuanye Biological Co., Ltd. (Shanghai, China). KYC-710 foam-free powder was purchased from Keying Chem Co., Ltd. (Hangzhou, China). PVP (K30), with a molecular weight of 58,000 g/mol, was provided by Dibai Biotechnology Co., Ltd. (Shanghai, China). PVA was obtained from Aladdin Biochemical Technology Co., Ltd. (Shanghai, China). Methylene dimethylnaphthalene sodium sulfonate (dispersant MF, industrial grade) was purchased from Yousuo Chemical Technology Co., Ltd. (Shandong, China). Triethanolamine (TEOA) was supplied by Shanghai Macklin Biochemical Co., Ltd. (Shanghai, China). Deionized water was prepared in our laboratory. Polyester fabrics (65 g/m2) were supplied by Hongda weaving factory.
2.2. Preparation of Disperse Dye Paste
Disperse dye (10 wt.%), dispersant MF (10 wt.%), KYC-710 (0.25 wt.%), and deionized water (79.75 wt.%) were weighed and stirred using a magnetic stirrer (Jiangsu Kexi Instrument Co. Ltd., Changzhou, China). After mixing, 100 g zirconia beads (0.4–0.6 mm) were added and the mixture was ground for 24 h with an omnidirectional planetary ball mill (Nanjing Chi Shun Technology Development Co. Ltd., Nanjing, China) at a speed of 600 rpm. The zirconia beads were filtered out with qualitative filter paper to obtain a dye paste.
2.3. Preparation of Disperse Dye Ink
As shown in
Table 1, the prepared disperse dye paste was mixed with EG, defoaming agent, Laureth-4, water-borne polymers (PVP, PVA, and PEG) and deionized water. After being stirred until homogeneous, the ink was filtered through 0.2 μm filters. The product was maintained at pH 7–8 using TEOA. The inks using disperse blue dye paste were named PVP ink, PVA ink, PEG ink, and Control sample, respectively.
2.4. Printing
Monochrome block patterns and 353 μm-wide straight lines were printed on the polyester fabric and polyethylene glycol terephthalate (PET) film using an Epson R330 inkjet printer (Seiko Epson Corporation, Nagano, Japan). After printing, the fabric and PET film were dried at 90 °C for 1 min and thermofixation at 190 °C for 1 min.
2.5. Characterization of Disperse Dye Ink
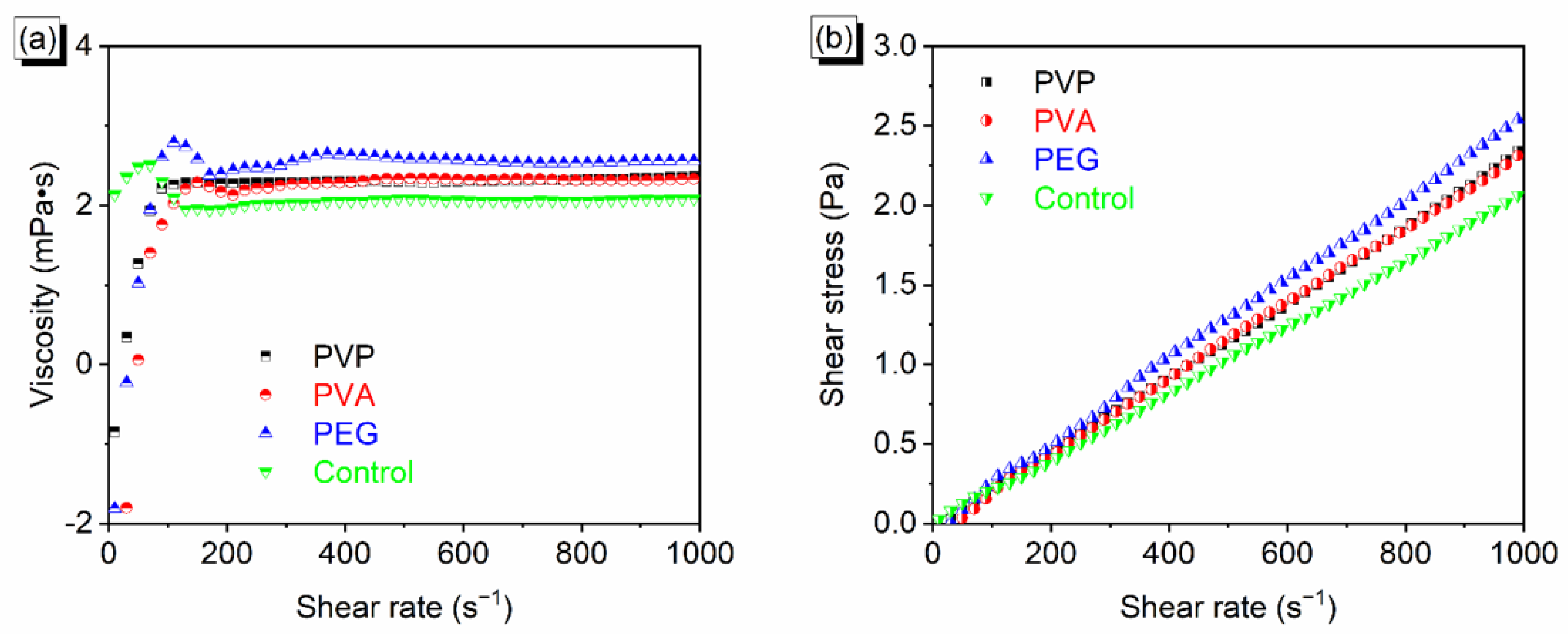
The mean particle size of samples was measured by dynamic light scattering at 25 °C with a Malvern Zetasizer (Nano-ZS90, Malvern Instruments Co., Worcestershire, UK). The disperse dye ink was diluted 1000 times in deionized water before measurements were taken, and its zeta potential was measured using a Malvern Zetasizer at 25 °C. An automatic surface tension meter (DCAT21, KINO Scientific Instrument Inc., Charlotte, USA) was used to test the surface tension of the disperse inks. The measurements were repeated three times at 20 °C. The pH values of the disperse inks were obtained using a pH meter (PHS-3C, INESA Scientific Instrument Co. Ltd., Shanghai, China). The conductivity of the ink was detected by a conductivity meter (ST3100C, OHAUS Instrument Co. Ltd., Shanghai, China). The viscosity and rheological curve measurements were obtained using a rotational viscometer (RheolabQC, Anton Paar Instruments Co. Ltd., Shanghai, China) at 20 °C with a rotation speed of 60 rpm. The shear rate range for testing rheological curves is 10–1000 s−1.
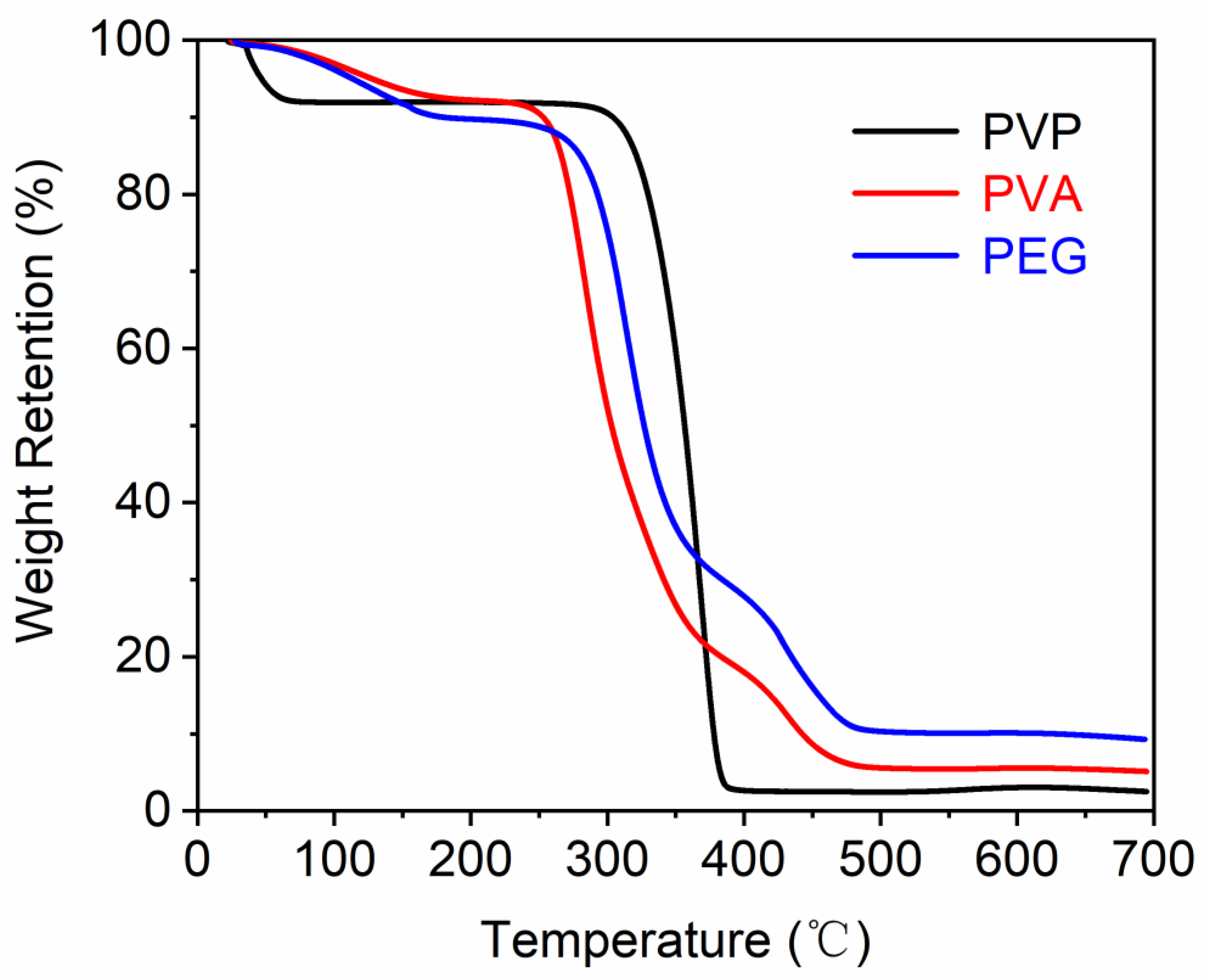
TGA of water-borne polymers (PVP, PVA, and PEG1000) was carried out between 20 and 700 °C under a nitrogen atmosphere using a Q600 simultaneous thermal analyzer. Samples (5–10 mg) were analyzed in an alumina pan with a 20 °C/min heating rate.
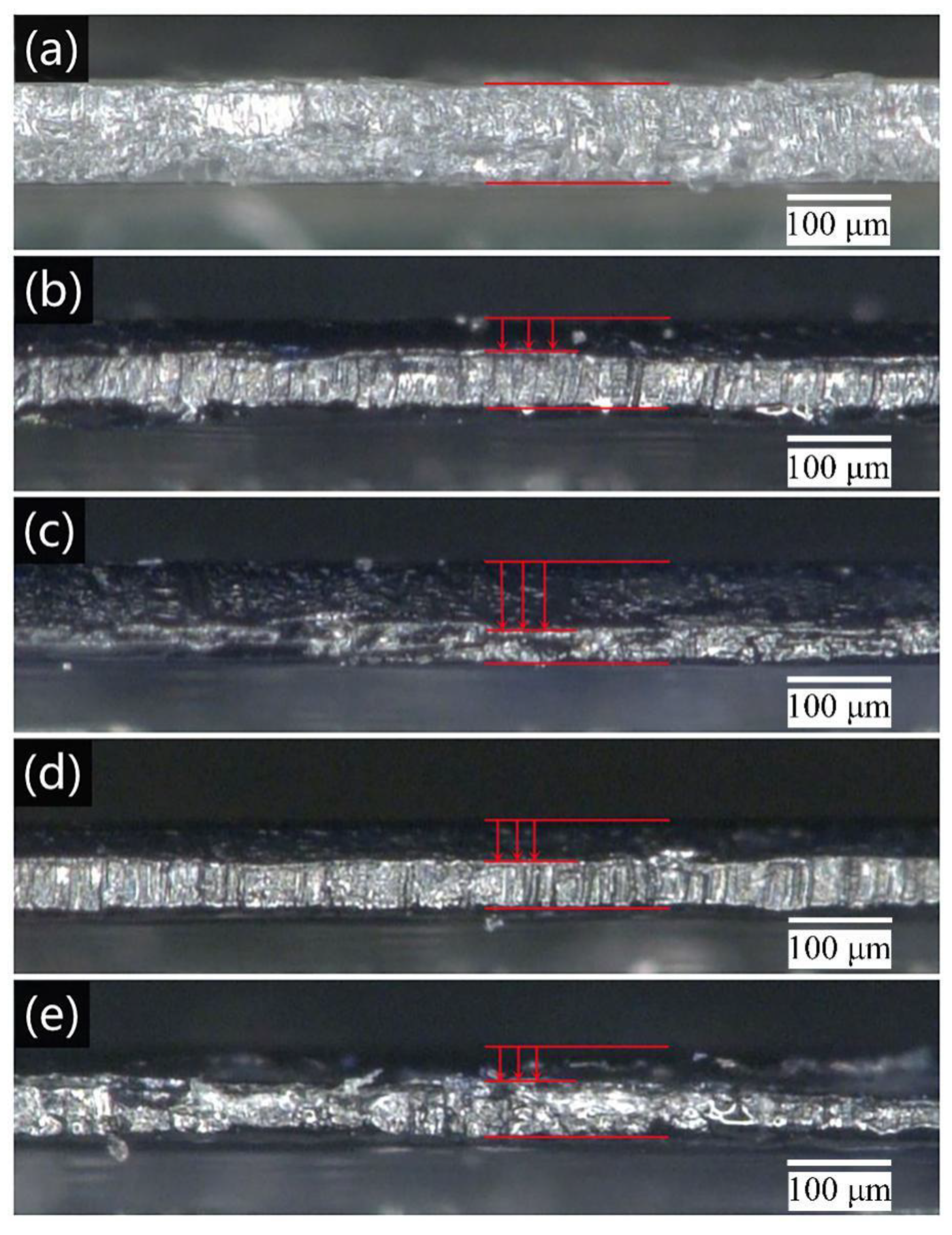
2.6. Migration-Diffusion of Disperse Dyes
The printed PET film was cut into small pieces and then adhered to the glass slide with the cross-section visible. A three-dimensional super depth digital microscope (TD-SDDM, VHX-1000, Keyence Corporation, Osaka, Japan) was used to observe the spread of the disperse dye on the PET film.
2.7. Printed Fabric Characterization
The printed lines on the fabric were observed by TD-SDDM. The print quality of the output was assessed in terms of line width, edge blurriness, and edge raggedness. The rate of change (W) of the line width was calculated using Equation (1) (print linewidth, D
0 = 353 μm; measured line width, D/μm; linewidth relative change, W/%). Larger W values indicate more significant ink permeation and worse pattern quality.
The color strength (K/S) of the printed fabric was determined by an Ultra Scan Hunter Lab K/S spectrophotometer (USA) with a D65 light source and a spectral scan range of 350–700 nm. The fastness to washing and rubbing was evaluated according to the appropriate international standards GB/T3921-2008 (soaping), GB/T3920-2008 (rubbing), and relative references.
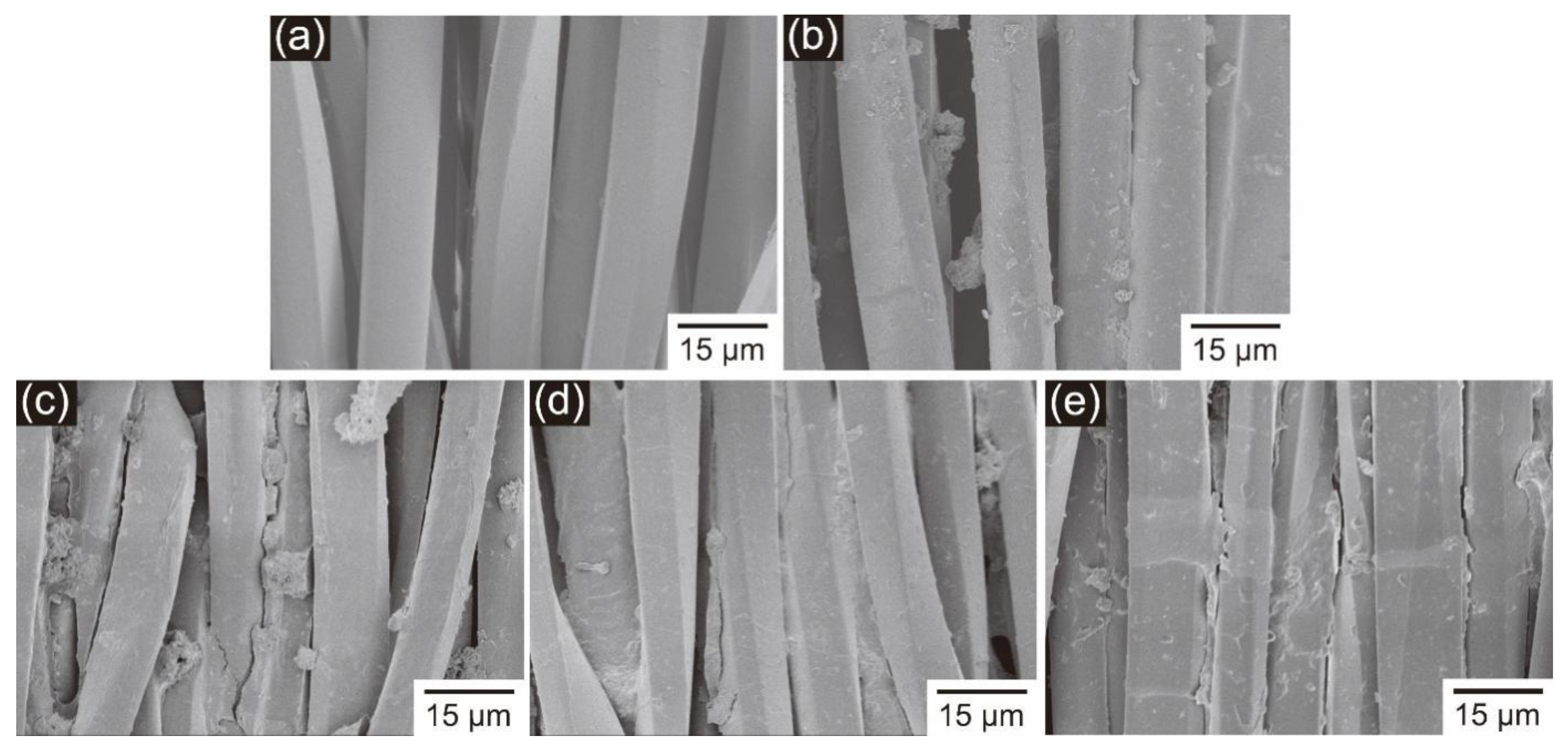
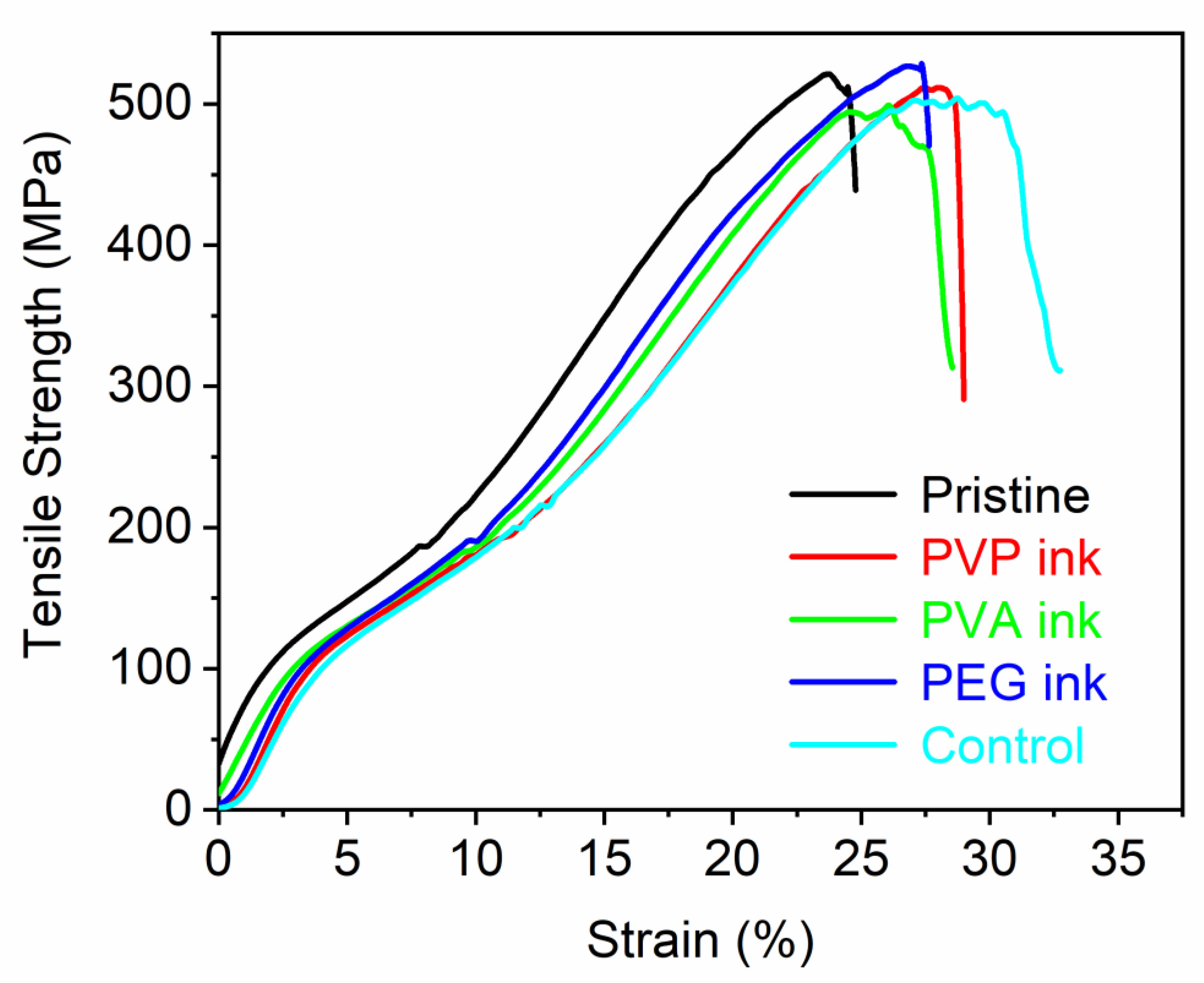
The quasi-static mechanical properties of a single yarn of pristine polyester fabric and fabric printed with PVP ink, PVA ink, PEG ink and control sample all measured 3 times by the Instron 3365 universal tester (Instron, Norwood, MA, USA) with a tensile speed of 0.04 mm/s and a gauge of 40 mm [
21].
The bending length of the pristine and printed fabrics were tested by the YG(B)022D automatic fabric stiffness tester according to GB/T 18318.1-2009. For each sample, six specimens were tested, and average results were given.
4. Conclusions
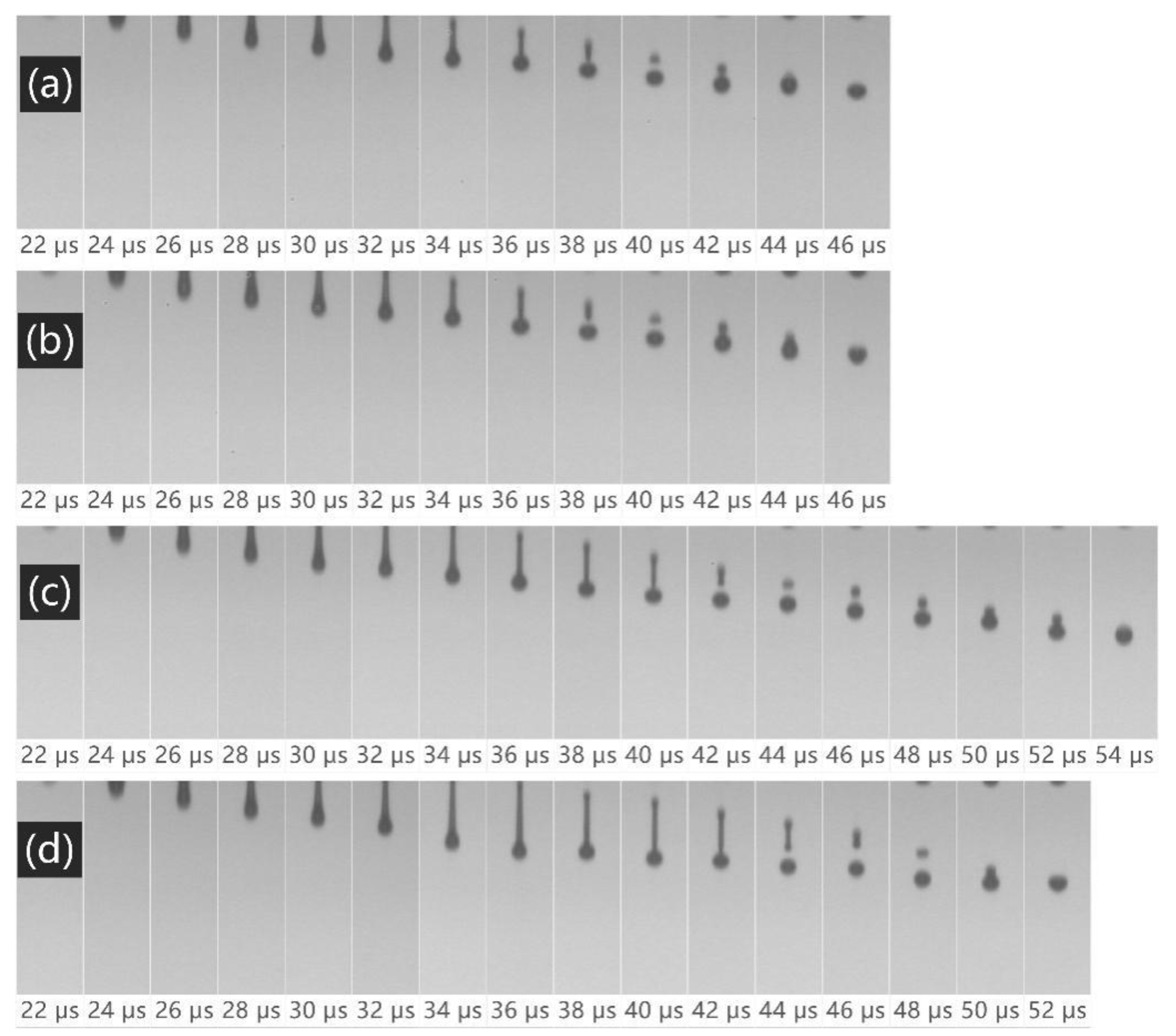
For polyester fabric, a washing-free printing technique was created to help reduce chemical dosage and eliminate the need for water. Disperse dye inks with 0.5 wt.% PVP, 0.075 wt.% PVA, and 2 wt.% PEG added demonstrated good jetting performance and improved the printing color strength and color fastness. The dry and wet rubbing fastness of the water-borne polymer-added samples were grade 4 and grade 3–4, respectively, while the control sample is grade 3–4 and grade 3. With reference to the solubility parameter, PVA was selected as the best water-borne polymer additive because of its superior ink jetting and printing performance. In the process of ink droplet ejection, the ink droplets were ejected simultaneously at 22 μs, and the time for the satellite droplets of the PVA ink to reach the main ink droplet was shortened to 46 μs, while the time for the control sample was 52 μs. The PVA ink demonstrated better migration and diffusion ability and a higher color strength than those made with PEG and PVP. The K/S values of the PVA ink reached the highest (7.59) compared to other inks. The disperse dye ink formulation developed in this study is beneficial to preserve scarce freshwater resources. By reducing the pre-printing treatment and subsequent washing processes, the developed method significantly reduces the negative environmental impact of printing, opening up a new avenue for polyester short-run printing. Disperse dye direct jet washing-free printing for polyester is a promising technology for improving sustainable practices in the textile industry.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







